量、检具点检表
IATF16949质量管理体系过程与文件对应表18.12.21

技术部
14
MI/DQ.JS-23
控制计划管理办法
FORM/DQ.JS-02表28控制计划
FORM/DQ.JS-02表56控制计划检查表
15年
技术部
15
COP02
过程设计开发
生产件批准控制程序
QP/DQ.JS-03
FORM/DQ.JS-02表25过程流程图
FORM/DQ.JS-02表27潜在失效模式及后果分析
回炉料分级管理办法
无
技术部
11
MI/DQ.JS-19
技术文件管理办法
FORM/DQ.JS-10表2变更通知单
FORM/DQ.JS-10表5技术通知单
FORM/DQ.QG-02表1文件受控目录清单
FORM/DQ.QG-02表2文件和资料发放回收登记表
FORM/DQ.QG-02表3文件发放范围确定表
FORM/DQ.QG-02表5文件领用、修订、换版、销毁申请单
6S管理办法
FORM/DQ.QG-21表16S检查月度考核汇总表
3年
办公室
41
MP06
改进
持续改进控制程序
QP/DQ.PZ-06
FORM/DQ.PZ-06表1持续改进方案表
FORM/DQ.PZ-06表2年度持续改进方案计划表
FORM/DQ.PZ-06表3持续改进方案追踪记录表
FORM/DQ.PZ-06表4持续改进成果报告
FORM/DQ.QG-10表4组织绩效汇总表
3年
办公室
34
MI/DQ.QG-22
信息交流管理办法
FORM/DQ.QG-22表1工作联系单
3年
办公室
35
MP05
新产品工程点检表

点検者
NO 分类 项目
判定 评价点 要望、指摘事项 4 管理体制 品质指标 ・ 稼动率、直行率、生产数、不良率、不良内容 等 每天的记录有没有? ・ 上述各指标都有日、月、年的目标吗? ・ 上述各指标是否用图・ 表表示?是否容易看到? ・ 上述各指标每天的变动是否做到明确化? ・ 是否贴示在现场?(便于现场监督者、作业者能看到) ・ 不良部位・ 倾向・ 连续性是否做到明确化? (划伤・ 脏污、前后,左右、白夜班 等) ・ 不良状况的逐次变化是否明白?(比如说每小时的数量•变化的内容) 不良确认 ・ 不良的内容是否明确? ・ 不良的责任是否明确? ・ 不良的要因调查结果、对策活动是否实施? ・ 技术员、干部是否对内容进行了确认? ・ 现场监督者、技术员是否对不良进行现地现物的确认? ・ 是否将不良内容及时反馈给检查与责任部署? 改善活动 ・ 为完成品质目标,经营者、技术员、现场监督者是否一起参与活动? ・ 是否有象早会、这样的可以对全社展开・ 跟踪情报的品质角? ・ 参加率好不好? ・ 是否根据不同责任部署进行不良的跟踪与进行调查报告? ・ 不良的要因解析情况是否进行确认? ・ 对于不良是否会实施暂定对策? ・ 对于不良是否会实施恒久对策? ・ 是否对要因解析和对策进行讨论? ・ 对策(要領書・ 教育)是否标准化? ・ 对于对策,现场监督者、技术员、经营者是否会现地现物地确认? ・ 是否定期的进行效果确认?并进行图表化? ・ 之后是否进行作业观察? ・ 是否只对作业进行对策?设备、治具是否实施对策? 变化点的管理 ・ 生产中的变化点是否明确定义?现场是否理解? ・ 设计变更、供应商工程变更时、是否对初品进行确认? ・ 工程内制造条件变更时,是否也进行初品确认? ・ 号口生产线上进行号试时、不良对策试作时是否也被定义为有变化点? ・ 实施初品确认时,是否有记录? ・ 当作业者是新人・ 补充者(年休对应)这种情况下是否有处理的规则? 品质意识 ・ 作业者对部品机能是否理解?是否知道在哪里使用? ・ 作业着的重要工程在哪?能否对部位、作业进行说明? ・ 怎样处理掉落部品?作业者是否明了,并遵守? ・ 现场对品质・ 作业性的情况是否有反馈? ・ 是否对其他生产线上发生的不良进行横展?
CNC加工中心检查表
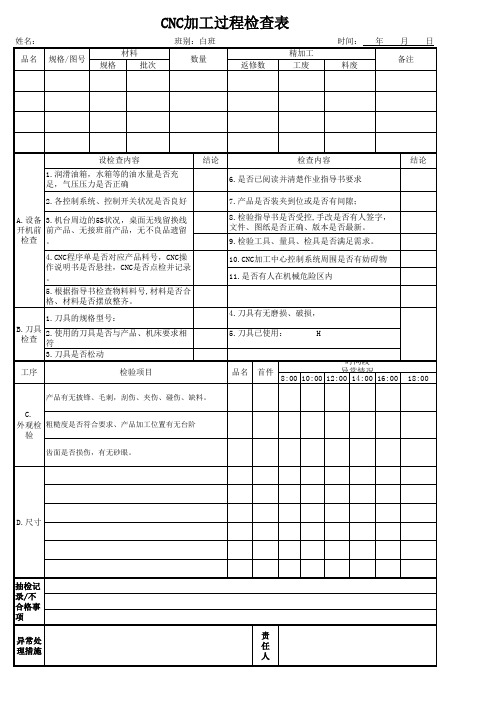
5.根据指导书检查物料料号,材料是否合 格、材料是否摆放整齐。
1.刀具的规格型号: B.刀具 2.使用的刀具是否与产品、机床要求相
检查 符 3.刀具是否松动
工序
检验项目
结论
检查内容
6.是否已阅读并清楚作业指导书要求
7.产品是否装夹到位或是否有间隙; 8.检验指导书是否受控,手改是否有人签字, 文件、图纸是否正确、版本是否最新。 9.检验工具、量具、检具是否满足需求。 C加工中心控制系统周围是否有妨碍物 11.是否有人在机械危险区内
结论
4.刀具有无磨损、破损,
5.刀具已使用:
H
时间段
品名 首件
14:00 16:00 18:00
产品有无披锋、毛刺,刮伤、夹伤、碰伤、缺料。
C. 外观检 粗糙度是否符合要求、产品加工位置有无台阶
验
齿面是否损伤,有无砂眼。
D.尺寸
抽检记 录/不 合格事 项
异常处 理措施
责 任 人
备注: 1.QC依本表进行巡检,正常打√;异常打×,每2小时巡一次.尺寸标准依据要求填写,测量异常的填写真实数据(正常的用符号标示即可) 2.QC巡检到异常时,将异常状况填入不合格事项,请责任人签名确认;并给出异常处理措施及改善对策. 3.有本表未列入的项目,写其它。
姓名: 品名 规格/图号
CNC加工过程检查表
材料
规格
批次
班别:白班 数量
返修数
精加工 工废
时间: 年 月 日
料废
备注
设检查内容 1.润滑油箱,水箱等的油水量是否充 足,气压压力是否正确
2.各控制系统、控制开关状况是否良好
质量体系日常检查表格完整

部门项目技术处1、表记和可追忆性管理2、连续改良的实行3、技术文件改正控制4、顾客工程规范的评审5、技术文件管理6、外来文件管理7、过程设计开发8、制造过程监督和丈量9、过程审查10、内部审查质量系统平时检查表体系要求应形成的质量记录达成状况按规定进行产品表记、工序转移卡现场使用的表记和工序卡款式卡的设计和管理按《连续改良管理程序》进行立连续改良实行总结报告,包含、实行项、计划编制、达成状况统计、考证、举措等按《改正控制程序》进行改正评技术文件的改正评审和改正记录审和记录新接到的产品图要在2个工作周内工程规范的评审记录达成评审按《技术文件管理程序》要求对文件登记、发放、回收清单和记录技术文件进行管理按《文件控制程序》要求对外来外来文件的台帐文件进行实时登记①、按《过程开发管理程序》要FMEA、CP、作业 / 查验指导书及其评审求编制工艺文件、更新、发放、回收记录②、按《过程开发管理程序》要CPK、PPK过程能力研究记录求进行初始过程能力研究按《制造过程的监督和丈量管理作业 / 查验指导书程序》要求编制工艺文件按年度计划实行并记录公司内部过程审查总结报告按《内部审查管理程序》和年度公司内部审查总结报告计划实行并记录,每年起码一次部门项目11、管理评审12、连续改良计划达成率13、现场防错14、文件控制15、管理评审改良举措达成率16、内部审查不合格项整顿达成率17、检具规程的编制和下发18、文件的编制和管理质量系统平时检查表体系要求应形成的质量记录达成状况按《管理评审程序》和年度计划公司管理评审总结报告实行并记录,每年一次半年统计一次,目标值 100%统计报告生产现场应有防错表现现场防错记录①、技术文件受控率半年统计一统计报告次,目标值 100%②、技术文件改正率半年统计一统计报告次,目标值 100%③、技术文件发放回收率半年统统计报告计一次,目标值 100%每年统计一次,目标值 100%统计报告每次审查结束后,目标值 100%统计报告应实时编制《产品检具查验规程通用及专用检具查验规程和使用指导》书格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查部门项目质检处1、月份质量损失统计2、返工返修产品的控制3、监督和丈量装置的管理4、外面实验室5、产品的监督和丈量质量系统平时检查表体系要求应形成的质量记录达成状况月统计,半年总结,年末汇总分月份质量损失统计剖析报告析,并形成趋向图严格履行《不合格品控制程序》不合格品通知单、返工返修通知单、要求报废通知单①、按《监督和丈量装置控制管理程序》要求成立台帐等信息并量检具装置台帐、简历卡、周期检定按量检具校准周期计划检定并记合格证、校准记录录②、按计划进行丈量系统剖析丈量系统剖析报告外面实验室要经顾客赞同外面实验室资质证明、顾客赞同书①、按要求正确填写各样查验记首、巡、复检记录、监控记录、终检记录、现场的顺手可得的查验作业指录导书②、按《产品的监督和丈量控制产品全尺寸查验报告、产品周期性检程序》要求,按年度计划实行产验和实验报告(包含原资料外委查验品的全尺寸查验和周期性查验和和试验)实验③、按《产品的监督和丈量控制产品审查记录与总结报告程序》要求对产品进行审查④、按《产品的监督和丈量控制进货材质单、供给商自检合格报告、程序》要求对每批来料并进行检外协热办理等产品查验报告、进货产验品查验记录部门项目6、质量信息反应7、纠正和预防举措实行8、交托产品不良率9、量检具实时校准率10、纠正预防举措达成率11、新工装查收单中的检测记录12、文件的编制和管理13、车间的样件管理质量系统平时检查表体系要求应形成的质量记录达成状况正确、实时填写和传达质量信息质量信息反应单记录反应单按《纠正和预防举措管理程序》纠正和预防举措的实行报告、8D报告履行PPM不大于 400,月统计,半年总结,年末汇总剖析,并形成趋向统计报告图半年总结,目标值100%统计报告半年总结,目标值 100%统计报告新工装查收时填写检测记录检测记录格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查放在车间的样件要按期养护和整标准样件养护及记录理部门项目物质处1、采买物质进货登记2、最低库存贮备量管理3、年度及月份采买计划4、库存物质管理质量系统平时检查表体系要求应形成的质量记录达成状况每次进货时对进货时间、数目等采买物质进货登记表事项进行即时登记按顾客要货规律性拟订贮备数最低库存贮备量明细表、库存报警单量,每半年更新一次。
工装(检具)点检

车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。
新项目转量产点检表[空白模板]
![新项目转量产点检表[空白模板]](https://img.taocdn.com/s3/m/b6a5defa79563c1ec4da710b.png)
项目检查确认满足以下: 1.DOE已经完成 2.DOE发掘的问题点完成改善,并有量产后管控措施
DQE、项目工程师、 项目工程师
DQE、项目工程师、 PIE工程师、生产
ห้องสมุดไป่ตู้
DQE
DQE、项目工程师、 PIE工程师、模具工 模具工程师
程师
DQE、项目工程师、 PIE工程师、模具工 项目工程师
SQE完成进料SIP制作,并内部发行进行管控 DQE完成内部制程SIP制作,并内部发行进行管控
项目工程师、DQE
DQE
DQE、项目工程师、 产品工程师、PIE工
程师
DQE、项目工程师、 PIE工程师
项目工程师 DQE
DQE、项目工程师、 PIE工程师
DQE
27 品质控制计划(QC工程图)
DQE完成QC工程图制作,并内部发行进行管控
1-2-6-T-006(RDS)
生产
DQE、项目工程师、 PIE工程师
PIE工程师
42 错混料审视SOP文件
识别控制错混料的关键工序,并在sop中明确管控要求。 备注:包括涉及的外发供应商
DQE、项目工程师、 PIE工程师
PIE工程师
43 错混料审视SIP文件
识别控制错混料的关键工序,并在sip中明确管控要求。 备注:包括涉及的外发供应商
DQE检查确认满足以下: 1、DQE完成量产后重点管控尺寸 2、DQE完成将重点管控尺寸、量测频率、量测工具定义到 SIP中
ID确认外观样ID效果并签样
DQE、项目工程师、 PIE工程师
模具工程师
DQE、项目工程师、 PIE工程师
DQE
DQE、项目工程师、 PIE工程师
量检具管理办法
量检具管理办法一.目的与适用范围为了规范量检具的正确使用维护及管理,保证量检具完好可靠,特制订本办法。
本办法适用于XXX量检具的管理二.术语量具:是实物量具的简称,它是一种在使用时具有固定形态、用以复现或提供给定量的一个或多个已知量值的器具。
检具:是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具,如光滑塞规、螺纹塞规、外径卡规等。
三.职责3.1班组长的职责3.1.1负责组织员工对本班组的量检具及检具进行维护,防护和保养;3.1.2负责对班组员工的量检具的使用保养情况进行监督考核。
3.2质检员的职责3.2.1负责本工位量检具的正确使用、保管、维护、防护工作;3.2.2负责保证量检具及标识的完好无缺、无丢失;3.2.3负责检测设备的点检工作。
四.管理内容4.1量检具的申购,领用4.1.1质保部可根据产品工艺要求(控制计划),对需要控制的项目提交量检具需求计划;4.1.2量检具的采购由领导核准后,统一有采购部举行采购;4.1.3新购的经鉴定/校准合格的量检具,质保部应及时从仓库领取,同时在公司《检验测量和试验设备台账》进行登记,纳入管理。
4.2量检具的封存,启封,报废,维修4.2.1封存4.2.1.1暂不使用的量检具需要办理封存,质保部可向公司领导提出封存申请。
领导核准后,量检具由质量保证部开具封存标识;4.2.1.2质保部需保持量检具封存标识的完好并定期对封存的量检具进行维护保养。
4.2.2启封4.2.2.1封存的量检具需要从头使用,质保部可领导提出启封申请。
领导核准后,启封后的量检具需从头安排鉴定、校准。
4.2.3维修4.2.3.1分歧格的量检具送内部4.2.3.2维修的量检具须在公司质量管理部备案,维修之后的量检具需重新鉴定合格后,方可使用。
4.3.3报废4.2.3.1.无法进行修复的不合格的量检具,由质保部开具报废单申请报废,经领导批准后方可实施报废;4.3量检具的正确使用和维护规范4.3.1量检具的正确使用4.3.1.1使用之前,量检具使用人员需认真检查量检具是否在合格有效期内;4.3.1.2测量前,根据产品工艺要求选择合理的计量器具;4.3.1.3严禁使用不合格的量检具;4.3.1.4使用前,须检查量检具的各部分相互作用是否灵活;4.3.1.5一些量检具在使用时需要校对“”位,应检查它的起始位置是否准确;4.3.1.6测量前应擦净量检具的测量面和工件的测量表面;4.3.1.7量检具在使用中应注意轻拿轻放防止磕碰划伤,拒绝野蛮和超负荷操作;4.3.1.8严禁用量检具去测量未停止转动的被测件;4.3.1.9尽量使量检具与被测件保持相同的温度;4.3.1.10读数时应在光线充足的中央,应尽量使视线垂直于刻线平面;4.3.1.11测量完毕应需将量检具擦干净,存放的地点需注意防潮、防磁;4.3.1.12量检具严禁超量程使用;4.3.1.13质检员需经过量检具的培训并经由过程查核合格后方可以使用量检具。
检具的测量步骤、方法及尺寸判定标准
检具的测量步骤、方法及尺寸判定标准检具结构示意图:注:检具上绿色面表示该面的面间隙基准数为3mm检具上白色面表示该面的面间隙基准数为0mm检具上黄色面表示该面的面间隙基准数为2mm一、检具的保养:检具在使用前,首先将检具表面的灰尘进行清扫,然后按《检具点检表》进行点检,并记录,由质量员对点检情况进行确认。
点检项目正常在对应处记“√”,若有出现异常项目,则在对应处记“×”,按检具异常处理流程处理。
二、检具使用的操作步骤:1.零件装夹定位:将要检测的零件按其检具方向放于检具上,先将主定位销插入,再将副定位销插入,然后确认零件与零贴面位置是否贴合(不贴合是否在要求范围),产品是否变形,最后按规定的压紧顺序(压紧器编号)进行压紧,若无压紧装置,则用手按住零件。
定好位后,按检验标准书中孔的编号,对其它孔的孔位进行检查。
具体定位方式,有以下两种方式:2.检测方法:2.1 面间隙检测方法2.1.1直接用间隙尺配合检具测量(如图一):检测时,间隙尺的直边须与检具台面贴合,读数时以零件与间隙尺的接触点为读数点。
图一2.1.2用间隙尺配合卡板、检具测量(如图二):检测时,选择专用卡板检测产品部位面间隙,首先要确定检测面与检具面必须是同一基准面(如图),然后目视确认卡板与检具台面之间无缝隙后再进行测量。
测量时间隙尺与产品面贴合,读数时以卡板与间隙尺的接触点为读数点。
图二2.1.3测深卡板和游标卡尺配合测量(如图三):首先,清理干净测深卡板卡槽部位的灰尘或异物,然后将其固定螺丝锁紧。
测量时,先确定基准面(①测深尺与产品面贴合、②测深尺端面与卡板面贴合),再进行测量。
测深卡板卡槽图三2.1.4断面规、间隙尺进行测量(如图四):使用断面规时先要插好定位销,然后将其紧固定螺丝锁紧再进行测量。
图四2.1.5翻转块测量(如图五):a.将断面规卡槽内的灰尘及异物清理干净锁紧紧固螺丝。
b.以翻转块面为基准面借助直尺类量具进行测量产品是否平齐,如有间隙用薄片塞尺测量间隙确认是否在要求范围内。
现场及品质21条点检表
3
规定
17
作业环境(安全、照 明、等)是否规范
易燃易爆物品:易燃易爆物品要采取防护措施;易燃易爆物品存放符合相关标准;易燃易 爆物品存放区要有明显的存放标识及安全的存放区域
2
消防:消防设施要专人负责,并有编号,要有操作指导书并定期点检;及时更换过期或失 效的消防设施
2
符合清扫、清洁的要求;不存在资源浪费、超出最大最小库存的现象;易发生安全的部位 要安装照明设施;一些检验工位要有充足的照明
作业指导书修改,必须依据相关技术文件或相关要求进行更改并存有记录等证明
品质标准使用前必须经过培训,相关使用人员必须具有相应的资质
品质标准类(品质点 必须包括品质的检验项目及重要度;必须对抽检的比例及检验测定的方法进行约定
检标准、检查法、限 质量标准数值或要求必须详细;有相应满足检验的仪器等设备及人员;品质标准能有效指
1
是否有作业指导书/是 设备操作指导书、品质检验指导书等必须要求对关键的条件参数进行规定 否完整/是否容易理解
作业者必须严格按照作业指导书进行作业,对存在作业困难或作业对产品品质等有影响
时,及时反馈相关部门
作业指导书首次使用必须经过培训;作业指导书更改后必须经过培训,并对修改后的结果 进行跟踪验证并存有相关记录
品质确认和检查是否 规定检验仪器合格标识(合格状态、检测范围或数值)规定检验周期;自制的检验工具必
实施了
须经相关部门确认;有让步接收管理规定且记录完整
检验要存有检验的记录,并且根据检验记录填写合格与否,有数值要求的填写实际数值
有品质异常处置要领
4
并且被正确的实施 (具体指导、停止、
有异常处置要领;有异常处置记录,并进行防止再发的对策及横向展开的改善;是否及时 更新,使用的是最新版本;
CNC IPQC巡检记录表
班别: □A 技术员:
站 别
□B
客户: IPQC: 检 查 项 目
料 号: 班 长:
日
期: 生产数量:
1时段
巡检时间&记录 2时段 3时段 4时段
5时段
机台号/ 操作员
机台周边的5S状况,桌面无残留换线前产品、无接班前产品,无不良品遗留。 CNC程序单是否对应产品料号,CNC操作说明书是否悬挂,CNC是否点检并记录。 检验指导书是否受控,手改是否有人签字,文件、图纸是否正确、版本是否最新 。 根据指导书检查物料料号,材料是否合格、材料是否摆放整齐。 夹具是否符合生产要求,夹具是否全部合格,夹具是否编号。 是否已经做好首件检验,产品首件是否合格。 操作员是否依生产作业指导书的要求正确操作。 检验工具、量具、检具是否满足需求。 操作员是否清楚自检要点,并具备自检能力。 产品清洗用水是否干净,是否按要求更换。
审核:
制表:
表单保存期限:3年
表单文号:QR-QA-016/A2
பைடு நூலகம்
产 前 检 查 准 备
外 观 检 验
产品有无披锋、毛刺,刮伤、夹伤、碰伤、缺料。 粗糙度是否符合要求、产品加工位置有无台阶。 齿面是否损伤,有无砂眼。 凸台高度、角度。尺寸/公差: 厚度、总厚度符合要求。尺寸/公差:
C N C 尺 寸 检 验
齿高、齿宽、齿间隙符合要求。尺寸/公差: 对称度符合要求。尺寸/公差: 凸台长度、宽度符合要求。尺寸/公差: 凹槽深度、宽度符合要求。尺寸/公差: 总长、宽符合要求。尺寸/公差: 产品是否有倒角处理,倒角是否符合要求。 牙孔规格符合要求:(螺纹塞规检验合格)
其 他 关 键 尺 寸 后 处 理
冲压位置是否符合要求、冲压尺寸是否合格。 毛刺披锋是否处理干净。 周转包装标示是否明确,是否符合要求。 1st 时段:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 量、检具名称 点检内容 量、检具的整洁无油污、杂 物 量、检具的完整性、无变形 量、检具定位装置的完好性 检查各单位功能运行情况是 否良好 量、检具检测销的齐全、有 无变形,孔有无异物 量、检具上铁质构件的防锈 处理 量、检具测量基准的完好 性,坐标线线条、数值是否 清晰,无磨损 量、检具的计量标识是否完 整、有效 量、检具骨架、基座、导轨 有无损坏 量、检具应附有铭牌或永久 性产品标识 1 2 3 4 5 6 7 8 9 ( )月 点检日期 处理记录 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 8 9 10 11 12
注:作业前量、检具责任人对量、检具进行点检,状态合格的用“√”表示,有问题的用“×”表示,并在记录处理栏中予以简单说明
点检人:
点检年月: