火电厂SA335P92钢现场焊接工艺
超超临界锅炉用钢SA-335P92焊接工艺研究

超超临界锅炉用钢 SA-335P92焊接工艺研究摘要:简述超超临界锅炉用钢SA-335P92的性能特点,为了满足超超临界锅炉机组SA-335P92的焊接接头性能,详细介绍应采用的焊接工艺措施。
实践证明,通过控制施焊工艺,采取焊前预热,焊后热处理以及控制现场施工周围环境,可以得到满足性能要求的接头。
关键词:SA-335P92,热处理,焊接工艺,接头性能随着我国火力发电以发展高效率,节能,低污染的超零界,超超零界机组为主要趋势,目前所使用的锅炉容量越来越大,应用和开发价格低廉,但是高强度,焊接工艺性能好的材料依然是整台机组的关键。
目前,超超临界机组要求过热器出口蒸汽温度已高达605℃,远超过P91材料极限使用温度585℃,所以SA335-P92应运而生,这种材料的强度,焊接性能以及裂纹倾向等方面的特殊性,如何在现场焊接中确保高质量的焊缝,是确保机组运行安全的重要一环。
1.SA335-P92钢的成分和性能SA335-P92钢金相组织为回火马氏体,合金总含量≥12%,其主要成分以9Cr-1Mo为基础,P92相对P91钢其材料的化学成分中C,S,P等有所降低,W,V,Nb等微量合金元素有所增加,因而使其金相组织细化,强度及韧性得到提高,但焊接性能较差,在正火及焊接状态下金相组织极易改变,产生晶粒细化不均匀,导致塑性下降。
另SA335-P92钢焊接接头焊后经765±5℃,4小时热处理,如果热处理工艺执行不规范,可能造成焊接接头冲击韧性下降,因此在现场焊接时焊接接头易产生脆硬组织和延迟冷裂纹。
其主要化学成分和主要力学性能见表1和表2所示。
C Cr Mn V Mo Ni0.07-0.138.50-9.500.30-0.600.15-0.250.30-0.60≤0.40Nb Si B S P Fe0.04-0.09≤0.50.001-0.006≤0.010≤0.020余量表1 SA335-P92钢的化学成分(%)屈服极限(MPa)抗拉强度(MPa)延伸率δ%冲击功硬度(HB)≥440≥620≥20%31kv/J≤220表2 SA335-P92钢的主要力学性能1.SA335-P92钢焊接工艺及热处理工艺要求2.1设备、焊接材料及人员设备采用逆变直流焊机。
国产SA-335P92钢的焊接工艺性能
但是 , 目前 P 2钢 在焊接过 程中还存在 以下问题 : 9 () 1 焊接 冷裂 纹倾 向 。虽然 P 2钢 中 C S P含 量 9 , 高 合金 钢 , 但 0 属 仍存 在一 定 的冷裂 纹倾 向。
L h ny , uX a g u L ia uC a gu X i j , i nn n i Y ( abnB i r o p n i td H ri 10 4 , hn ) H ri ol m ayLmi , abn 0 6 C i eC e 5 a
A b ta t:F ri e ra l ih tmp rtr re eitn rp re ,ten w S 3 5 9 r n ich a—eitn te b — sr c o t rmak behg e eauecep rss t o et s h e A一3 2 mat s i e trss tsel e s a p i P e t a
O 前 言
S -3 P 2 以下 简称 P 2 钢 是 在 T P 1钢 的基 A35 9 ( 9) /9
础上 改 良开 发 出来 的 新 钢 种 , 学 成 分 上 适 当 降低 了 化 钼元 素 的 含 量 ( . % Mo , 时 加 入 一 定 量 的 钨 05 )同 ( . %W ) 17 以将 材料 的钼 当量 ( + . W) P 1 的 Mo 0 5 从 9 钢 1 提高 到 约 1 5 , 钢 还加 入 了适 量 的 硼元 素 。经 % .% 该 改 良后 , 其它 铬一 钼 耐 热钢 相 比 , 9 与 P 2钢 的 耐 高 温 腐 蚀 和氧 化性 能 与 9 C % r钢相 似 , 材 料 的高 温 强 度 和 但
钢 能 够 满 足 使 用 性 能 的要 求 。
特种钢材sa335-p92焊接质量控制

特种钢材s A335一P92焊接质量控制邱春雷(天津电力建设公司,天津市300041)工程技术睛要]p92钢具有一定的冷裂纹敏感性,其冷裂纹敏感性略低于P91钢,但是焊缝热热影响区性能对工艺的敏感性大。
为了保证接头的‘使用性能合格?’。
避免在运行中提前失效.在明场焊接全过程中,严格拙行焊接工艺评定,旁站监督检查。
通过对焊接工艺、焊后热处理工艺和操作手法上进行严格的控制,从而不仅保证了焊缝无损检验一次合格率100%,而且焊缝的化学成分和全相纽织都符合要求。
陕键词]电力;焊接;质量控制1P92钢简介P92钢是在P91钢的基础上增加了15%~2.o%的W,并将M o 含量降低到0.5%,由于增加了W,大大增加了固溶强化效果,60a℃时许用应力比P91离34%,达到了TP347的水平。
现场使用的P92钢是经过正火及回火处理,其显微组织为回火马氏体组织(主要是Fe/Cr/M o的碳化物及V,N b的氮化物),是国内火力发电厂首次应用的—种新钢种。
由于W的固溶强化和N b、V的碳氮化物的弥散强化作用,与P91相比,高温持久强度在60a℃下要高30%一35%。
可以减轻锅炉和管道部件的重量。
2P92钢焊接2l改善焊接}靶作手法1)优秀的焊工是焊接质量保证的前提;2)正确的操作手法是焊接质量保证的必要措施。
22焊接工艺控制221焊接材料选用根据母材的化学成分和力学性能,我们选择了冲击韧性高、性能优良、易操作的M TS616焊材。
焊缝金属化学成分应与所焊接的母材基本一致。
222严格的预热措施1)预热温度的测量。
实际预热温度采用现场测温,热电偶测定的温度只是作为升温的依据。
温度测量工作由持证的热处理工负责,当温度升至设定温度时,热处理人员用远红外测温仪沿着坡口的根部均匀的测4点并做好记录,焊接技术员现场检查确认。
测温在氩弧焊打底前和打底后电焊前实测~次,均达到预热温度并恒温至少30分钟后方可以焊接。
2)热电偶的布置、加热器和保温棉绑扎严格控制。
SA-335 P92钢大口径厚壁集箱管道的焊接工艺
SA-335 P92钢大口径厚壁集箱管道的焊接工艺摘要:SA-335 P92钢满足了超超临界锅炉制造中对热强性高、工艺性好的材料要求。
理想的P92钢焊接工艺是采用适当的工艺措施保证在焊接过程中不产生裂纹,减少脆化、软化等问题,同时保证全马氏体组织的形成,满足锅炉运行工况对焊接接头的性能要求。
对P92钢焊缝金属冲击韧性的所有因素当中,焊接热输入和热处理规范的控制最为重要。
经过一系列工艺试验,并结合国内外已有制造经验,我公司已初步掌握了P92钢的焊接技术规范,并在国内外几个项目中得到了具体运用。
由于受到制造能力,研发能力等硬件限制,相对国内其他锅炉制造企业,我公司有关P92钢的开发利用还只能说处于初步阶段,对这种材料的相关特性只是有了初步了解,有待在今后的生产中作进一步研究。
本文通过我公司大口径厚壁集箱的实际焊接工艺过程,对P92大口径厚壁管焊接接头各项性能与相应工艺措施进行了基本层面的探讨。
关键词:P9 2 钢,细晶区软化,IV型裂纹,蠕变,硬度,持久强度。
一前言:在火电工程中,为节约宝贵的煤炭资源,减少废气排放,提高机组的热效率和工作参数(压力、温度)已成为最有效的途径,在国内,采用超临界、超超临界机组逐步替代亚临界机组已经是大势所趋。
作为具有高的抗氧化性和高温持久性能,良好的工艺性特别是焊接性能的材料,SA-335P92钢是近年来在SA-335P91钢的基础上,经合金化改良形成的强度等级更高的铁素体钢。
与P91钢相比,将Mo元素的含量降低到约0.5%,同时加入了1.7%左右的W,以及微量的硼。
其耐高温腐蚀和抗氧化性能与P91钢相似,而高温强度和蠕变性能大大提高,设计上可以减轻集箱和管道部件重量。
同时它的抗热疲劳性、热传导系数和膨胀系数远远优于奥氏体不锈钢,抗低周热疲劳性能有显著增强。
在超超临界锅炉的末级过热器出口集箱、高温再热器出口集箱及连接管道等部件中得到了广泛应用。
近年来,北京巴威公司已经完成了6台600WM超超临界锅炉产品的制造,目前在制的1000MW超超临界锅炉,大量采用P92 材料,这些锅炉部件主要包括:见附表1随着 P92 钢焊接工作的增多,对于其焊接性能的认识也在不断加深,以下将重点描述围绕焊接和热处理工艺规范和控制细节对P92钢焊接接头综合性能的影响。
超大壁厚sa335p92钢的焊缝热处理工艺实践
2019年 第12期 热加工W焊接与切割elding & Cutting18超大壁厚SA335P92钢的焊缝热处理工艺实践■郭建新,韩道永摘要:主要针对超超临界机组中超大壁厚SA335P92钢的热处理工艺进行了实践,采用了内壁加热装置等措施,保证了焊缝内壁的硬度值满足热处理要求,解决了超大壁厚钢管焊缝热处理难题。
关键词:超超临界;超大壁厚;SA335P92钢;热处理;内部加热装置1.概述全国火电机组向大机组、大容量节水环保型方向发展,超临界和超超临界是我国火电机组发展的主导,为提高火电机组锅炉蒸汽温度、压力参数,提高机组效率,SA335-P92钢材(它的基本成分为0.1%C-9%Cr-0.5Mo-1.7%W ,同时加入了V 、Nb 、N 和B 等微合金化元素)被广泛地应用于超临界、超超临界机组的主蒸汽、再热热段等管道。
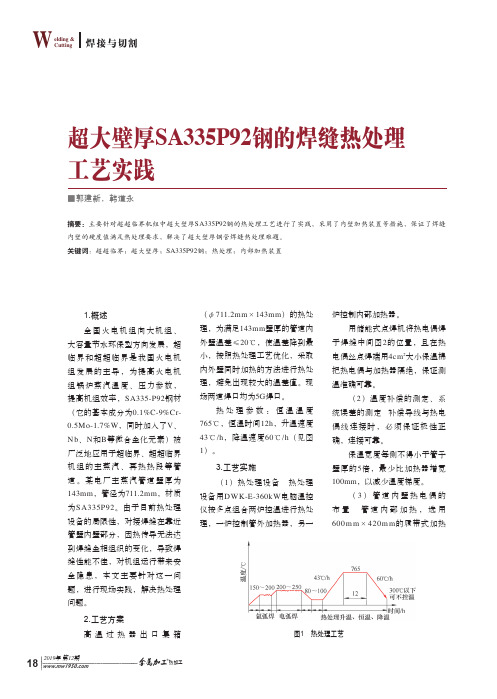
某电厂主蒸汽管道壁厚为143mm ,管径为711.2mm ,材质为S A335P92。
由于目前热处理设备的局限性,对接焊缝在靠近管壁内壁部分,因热传导无法达到焊缝金相组织的变化,导致焊缝性能不佳,对机组运行带来安全隐患,本文主要针对这一问题,进行现场实践,解决热处理问题。
2.工艺方案高温过热器出口集箱(φ711.2mm ×143mm )的热处理,为满足143mm 壁厚的管道内外壁温差≤20℃,使温差降到最小,按照热处理工艺优化,采取内外壁同时加热的方法进行热处理,避免出现较大的温差值。
现场两道焊口均为5G 焊口。
热处理参数:恒温温度765℃,恒温时间12h ,升温速度43℃/h ,降温速度60℃/h (见图1)。
3.工艺实施(1)热处理设备 热处理设备用DWK-E-360kW 电脑温控仪按多点组合两炉控温进行热处理,一炉控制管外加热器,另一炉控制内部加热器。
用储能式点焊机将热电偶焊于焊缝中间图2的位置,且在热电偶丝点焊端用4cm 2大小保温棉把热电偶与加热器隔绝,保证测温准确可靠。
技术报告SA213-T92SA335-P92钢焊接及热处理工艺模板
SA213-T92/SA335-P92钢焊接及热处理工艺1.SA213-T92/SA335-P92钢研发背景及应用为了提高火力发电机组效率,超临界(SC)、超超临界(USC)机组应运而生。
随着锅炉蒸汽温度和压力的提高,电厂的效率在大幅度的提高,供电煤耗在大幅度下降,而提高蒸汽参数遇到的主要技术难题是金属材料耐高温、高压及焊接热处理问题。
为此,我国正在建设的300MW及以上的亚临界、超临界火电机组,已经采用了这种新型细晶强韧化铁素体耐热钢系列中的SA213-T23、T91、SA335-P91;将要建设的超超临界火电机组还要大量采用这种新型细晶强韧化铁素体耐热钢系列中的SA213-T23、T24、T91、T92、T122、SA335-P91、P92及E911;新型细晶奥氏体耐热钢Super304、TP347HFG和高铬镍奥氏体钢HR3C、NF709、SA VE25等。
SA335-P92钢已经应用于我国首台1000MW超超临界机组的主蒸汽管道上。
继T91/P91钢以后,欧洲和日本开始对T91/P91钢进行改进,以期进一步提高蠕变断裂强度和使用温度。
1996~1998年,开发了9Cr-0.5Mo-2W为主要成分的NF616和X10CrMoWVNb9-2钢,并已分别纳入ASTM和ASME标准。
在ASTM中NF616钢的编号为ASTMA213T92/ASTMA335P92、在欧洲编号为X10CrMoWVNb9-2、在日本编号为STBA29/STPA29。
2.T/P92(NF616)钢T/P92钢是20世纪90年代初日本住友公司在T/P91钢的基础上开发研究出来的新钢种。
该钢在T/P91钢的合金成分中增加了1.5~2%W,降低了约一半的Mo和部分的C含量,其它合金成分基本上没有太大的变化(见表1)。
表1 T/P91和T/P92钢的化学成分与T/P91钢相比,T/P92钢的优越性主要表现在以下几个方面:1)蠕变强度高经2万小时以上的蠕变断裂试验,发现该钢具有稳定的高温强度。
SA-335P92钢焊接及焊后热处理工艺
- 51 -第1期SA-335P92钢焊接及焊后热处理工艺胡林,刘颖(四川川润动力设备有限公司, 四川 自贡 64300)[摘 要] 经对SA-335P92钢焊接性能分析,发现其冷裂纹敏感性较大,具有一定的热裂纹敏感性。
针对其焊接特点,选择GTAW+SMAW的焊接工艺及焊后热处理工艺,所获得的接头经理化试验后各项指标合格,证明焊接工艺可行。
[关键词] SA-335P92钢;9CrWV焊丝;Chromet92焊条;焊接工艺作者简介:胡林(1986—),男,四川自贡人,本科,助理工程师。
主要从事锅炉、压力容器焊接、热处理工艺技术工作。
表1 SA-335P92钢化学成分SA-335P92钢是在SA-335P91钢的基础上添加1.8%左右的W 元素并降低Mo 元素及添加微量B 等元素开发的新型9%Cr 马氏体耐热钢。
SA-335P92钢由于具有良好的高温力学性能,现已成为大型电站锅炉中金属壁温在625℃以下的水冷壁、再热器、过热器及主蒸汽管道的首选材料。
本文结合具体的焊接经验,提出采用GTAW 打底+SMAW 填充盖面的焊接工艺,并且在焊后消除应力热处理工艺,为SA-335P92钢焊接取得了良好的效果。
1 SA-335P92钢化学成分及力学性能SA-335P92按照ASME 第Ⅱ卷(A 篇)标准采购,供货状态为正火+回火。
其化学成分、力学性能见表1、表2。
C Si Mn Cr Mo P S Ni 0.07~0.13≤0.500.3~0.68.5~9.50.30~0.60≤0.02≤0.01≤0.4Ti Zr W B N V Al Nb ≤0.01≤0.011.5~2.00.001~0.0060.03~0.070.15~0.25≤0.020.04~0.09抗拉强度/MPa屈服强度/MPa纵向伸长率(%)冲击吸收功Akv/J硬度HB ≥620≥440≥20—≤250表2 SA335-P92钢力学性能2 SA-335P92钢焊接性能分析2.1 焊接裂纹敏感性分析根据裂纹敏感性指数公式:Pcm=C+Si/30+(Mn+Cr+Cu)/20+Ni/60+Mo/15+V/10+5B ,计算得0.758,说明该钢的冷裂纹敏感性较大,焊接时需要采取较高的预热温度进行预热。
SA335-P92大径厚壁管的焊接和热处理工艺
SA335-P92大径厚壁管的焊接和热处理工艺前言:随着大型火力发电机组参数向超超临界方向发现,适应高参数条件设备运行的新型低碳马氏体耐热钢SA335-P92因具有良好的高温强度、抗蠕变性能、抗高温腐蚀和抗高温氧化等性能,广泛应用于我国660~1000MW机组主蒸汽及再热蒸汽管道中。
1、SA335-P92的特性及焊接性SA335-P92是在SA335-P91的基础上通过添加1.5%~2.0%的W元素,降低Mo元素含量,采用V、Nb元素微合金化并控制N和B元素含量开发来的,极大地增加了固溶强化效果。
由于W和其他合金元素Cr、Mo、V、Nb和N等元素的添加,SA335-P92的焊接性也要差于SA335-P91。
表1. SA335-P92钢的化学成分 w%表2. SA335-P92钢的力学性能2、SA335-P92的焊接工艺1)焊材的选择SA335-P92大径厚壁管的焊接方法采用氩弧焊打底,焊条电弧焊填充盖面。
氩弧焊打底厚度应超过3mm,需要进行两层氩弧焊打底焊接,每次的厚度不超过2.4mm。
焊条电弧焊进行填充和盖面时,选用的焊条直径不大于3.2mm。
焊材选用德国奥钢联伯乐(原德国蒂森)MTS616-ER90S-G,直径为Φ2.4的焊丝和MTS616-E9015-G,直径为Φ2.5和Φ3.2的焊条,SA335-P92不采用Φ4.0的焊条。
2)焊接参数的选择见表表3. SA335-P92焊接工艺参数焊接工艺参数上表的焊接工艺参数选择的母材规格为Φ448×75,SA335-P92焊接时选择多层多道焊接,焊接电流不宜过大,焊接速度不宜过快。
SA335-P92对焊接的热输入的控制要求比较高,焊接热输入过大容易导致焊接接口的冲击韧性降低,所以必须采用小的焊接线能量。
SA335-P92在焊接时采用小直径焊条,较小的焊接电流,较快的焊接速度和较低的层间温度。
焊接过程的控制3、SA335-P92的焊接过程控制1)焊前准备焊接之前需搭设防护棚,并配备必要的照明设施。
耐热钢SA335P92的焊接工艺
耐热钢SA335P92的焊接工艺1前言P92钢是在T91/P91钢的基础上改良开发出来的新钢种。
在化学成份上适当降低了钼元素的含量(0.5%Mo),同时加入了一定量的钨(1.7%W)以将材料的钼当量(Mo+0.5W)从P91钢的1%提高到约1.5%,该钢还加入了微量的硼。
经上述合金化改良后,与其它铬-钼耐热钢相比,P92钢的耐高温腐蚀和氧化性能与9%Cr钢相似,但材料的高温强度和蠕变性能得到了进一步提高。
由此带来的主要优点是,在相同的工作温度,压力或设计寿命条件下,能够进一步降低电站锅炉及管道系统的重量;或者在同样的结构尺寸下,进一步提高结构的设计工作温度,从而提高系统的热效率。
2P92钢的焊接性从A335P92钢的化学成分可知,C、S和P的含量低、纯净度高,具有晶粒细、韧性高的优点,相比较焊接冷裂纹倾向大为降低。
但P92钢作为马氏体耐热钢,通常作为主蒸汽管道,其壁厚较大,焊接接头刚度过大或氢含量控制不够严格,焊接残余应力较大,焊接热循环条件下冷却速度控制不当易导致淬硬的马氏体组织的形成,以上一种或几种因素作用有可能产生冷裂纹,总体来讲,P92钢仍具有一定的冷裂倾向。
P92钢为通过热处理强化的铁素体钢,由于低于临界温度的回火作用或在临界温度范围内微观结构的变化,在HAZ外端的细晶区硬度会下降,在对焊接接头进行高温持久强度试验时,往往这个部位断裂,该部位即为软化带或“Ⅳ型区”。
3P92钢的焊接工艺3.1焊接材料的选择所选取的焊材除要求焊缝金属满足室温下的强度外,还必须满足运行温度下的韧性和蠕变强度的要求。
与母材通过细晶弥散强化不同,焊缝金属在其熔敷成形及冷却过程中,一些微量元素(Nb、V等)大部分固溶在焊缝金属中,通过固溶强化反而降低焊缝韧性。
因此,焊缝金属的冲击韧性总是低于母材的。
为了提高焊缝的韧性,必须合理的搭配Nb、W、V、Mn、Ni等微量元素的含量,严格控制P、S、N、O、H等微量有害元素及降低C含量。
超超临界火力发电厂机组主蒸汽管SA335-P92钢焊接工艺研究
( 广西壮族 自治区特种设备监督检验 院, 广西 南宁 50 1 ) 3 29
摘
要: 简述 了超 超临界机组锅炉主蒸汽 管 S 3 5一P 2钢的性能 特点 , A3 9 并分析其 焊接特性 。为获得满 足超
超临界 火力 发电机组 主蒸汽管 S 3 5一P2钢 的焊接接头性能 , A3 9 详细 介绍了应采取 的焊接工艺措施 。实 践证 明, 通过严格执行施焊工艺 , 控制现场施工环境 , 以获得满足使用性能要求 的焊 接接 头。 可
关键词 :A 3 P 2钢管 ; S 3 5一 9 焊接 ; 热处理
中 图 分 类 号 :G 4 T4 文 献 标识 码 : A
R sac nW e igP oesso A35一P 2Sel i ta Hpsfr eerho l n rcse f d S 3 9 te nSem e Ma o
表 3和表 4所 示 。
2 S 35一P 2钢 焊 接 工 艺 及 热 处 A3 9
理 工 艺 要 求
2 1 焊前 准 备 . 2 11 设 备 、 .. 焊接 材料 及人 员
手 工钨 极 氩 弧 焊 焊 丝 焊 接 前 应 先 去 除 表 面 油、 、 垢 锈等 杂 物 , 出金 属 光ig o t hc es e om nerq i m ns o u r u ecic eeaigu i , e i edn i i met p r r a c e ur e t fr lasp rri gn rt nt w l n jn w h f e t ta l n s dg
焊缝坡 口按 照如 图 1进行 加工 。焊接 前对坡
口及其内外两侧 2 m范 围内进行打磨处理 , 0m 见
金属 光泽 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
火电厂SA335P92钢现场焊接工艺
摘要:本文主要介绍了SA335P92钢的化学成分、力学性能和现场焊接工艺要点。
关键词:高温蠕变性能冷裂纹层间温度焊接工艺
1 引言
为满足超超临界锅炉温度和压力的提高,欧美和日本通过在T/P91钢的基础上适当降低Mo元素的含量,并加入一定量的W以将材料的钼当量(Mo+0.5W)从P91钢的1%提高到约1.5%,同时加入微量的硼,得到了SA213T92/SA335 P92钢,该钢在与9%Cr系列的其他常用耐热钢相比,其耐高温腐蚀和抗氧化性能相似,但高温强度和蠕变性能大大提高。
2 SA335P92钢的化学成份及力学性能
2.1 SA335P92钢化学成分表
常温下σb 630MPa,σs 530MPa,延伸率17%%,冲击功31kvJ,硬度225~270HB;在620℃使用温度下许用应力70MPa。
3 可焊性分析
3.1 焊缝韧性低
T/ P92钢焊接时熔敷金属中的Nb、V等微合金化合元素仍会大部分固溶在金属中,固溶强化降低了焊缝韧性,且W的存在更加剧了焊缝韧性的降低。
另外,如果焊接线能量输入过大,熔池高温停留时间较长,过热金属晶粒会严重长大,直接影响焊缝抗冲击承载能力。
3.2焊接冷裂纹
虽然T/P92钢的C、S、P等元素质量含量低,且具有晶粒细、韧性高的特点,焊接冷裂纹倾向大为降低,但仍还有一定倾向,应严格控制预热温度,焊后及时热处理。
4 T/P92钢焊接工艺
4.1焊接方法
T92小管焊口采用全氩弧焊GTAW;P92大管焊口采用氩弧焊打底/手工电弧焊盖面。
4.2焊接材料
焊丝选用Thermanit MTS616-ER90S-G,φ2.4;焊条ALCROMOCORD 92,φ2.5、φ3.2。
4.3 焊接工艺参数
焊接参数垂直固定时偏上限选取,水平固定焊及小径管偏下限选
取。
大径管氩弧焊打底至少2层,φ2.5mm焊条焊2层,然后使用φ3.2mm焊条。
4.4温度控制
小口径焊口选用便携式远红外测温仪,大中径厚壁采用电脑控温。
测温方法:预热温度在坡口内测量,层间温度在起焊点前50mm 处测量。
4.5焊前预热
4.5.1预热方法
T92小管焊口采用火焰预热,火焰距离焊口10mm以上,喷嘴移动均匀,不得长时间在同一位置停留,防止氧化或对母材增碳,加热宽度每侧不小于100mm;P92焊口采用电加热预热,每侧加热宽度为母材壁厚的3倍,且不小于100mm。
在温度记录仪显示到达预热温度后,应保持该温度30分钟后方可开始焊接,以保证预热温度的匀透性,减小温度梯度。
4.5.2预热温度和层间温度
参见表2,焊接过程中可以将温度降至200℃左右,这样有利于层间温度的控制。
4.5.3升降温速度
大中径厚壁管道升降温速度按6250/δ计算,满足升温速度80℃/h ~150℃/h,降温速度≤150℃/h。
4.5.4 P92焊口应尽量一次性连续焊完
如果特殊情况一次焊接未能完成,而夜间未安排施工,可将层间温度控制在80℃~100℃,第二天热处理人员提前再将温度升到预热温度;或在当天焊接结束后,将温度降到80℃~100℃,恒温2小时后,再将温度升到预热温度,尽量保证马氏体转变过程。
4.6 背部充氩
对口前,在管内距坡口中心两侧各200~300mm处用可溶纸封堵做成密封气室,对口后,在坡口处间隙处用保温棉进行封堵,然后向管内充氩排尽气室内空气。
焊接时拨开一段焊接一段,最后打底焊接收口时,注意调节控制好氩气流量大小,确保打底焊接质量。
开始充氩气流量可为10~20L/min,施焊过程中应保持在8~10 L/min。
4.7直径194mm以上的P92焊口采用两人对称焊,打底时相互配合,一名焊工施焊,另一名焊工用手电筒观察焊缝背面的透度情况,发现问题及时处理。
4.8 T/P92钢对线性能量输入十分敏感,需严格控制焊接温度。
电弧焊最大焊条选φ3.2mm,焊层厚不大于焊条直径,焊道宽度不大于焊条直径的4倍;要选择合适的预热温度,若温度过高,焊接
时焊缝温度会提升非常快,若过低,将会影响打底焊质量,甚至于出现裂纹缺陷。
4.9焊后热处理
4.9.1采用远红外电加热高温回火工艺,热电偶采用电溶放电的方式固定(焊)在焊缝上
对于φ<273mm的管道,采用一只热电偶点焊在焊缝中心测温;对于间隙小于100mm的排管,则采用两只热电偶,分别点焊在两端焊口的焊缝中心;对于φ>219mm且壁厚大于20mm的管道,加热器应分区控制,并适当增加温度监控点(不少于3点)。
4.9.2热处理参数
恒温温度:760±10℃;恒温时间以焊件内外壁厚温差不大于20℃为准,大管时间为:(2~3)×1h/25mm;小管径时间为10分钟/mm,且不小于1小时。
升温速度80℃/h ~150℃/h,降温速度≤150℃/h。
4.9.3对于管道系统长的大径焊口降低降温速度
热处理时应适当增加保温宽度,延长保温时间,同时在升降温速度过程中,尽量保证焊口在300℃以上高温区时间较长,即降低降温速度。
升温时300℃以下按照计算速率,300℃以上采用80℃/h,降温过程300℃以上采用100℃/h,300℃以下可以不控制。
参考文献
[1]范长信.《超超临界机组锅炉新型耐热钢的焊接》西安热工院
[2]《T/P92钢焊接指导性工艺》国电焊接信息网
[3]《焊力发电厂焊接技术规程》DL/T869-2004。