矿泉水瓶热流道注射模具设计
矿泉水瓶盖注射模设计(毕业设计)[1]
![矿泉水瓶盖注射模设计(毕业设计)[1]](https://img.taocdn.com/s3/m/7675002dd5bbfd0a785673a7.png)
第1章绪论随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是矿泉水瓶盖注塑模具的设计。
之所以选择这个设计题目的主要有两方面意义:1、瓶盖是带内螺纹的塑件要求设计时要充分考虑到脱模的方式方法,多分型面结构以及点浇口方式的模具结构设计方法;2、瓶盖属中小型件在我们的日常生活中有一定的普遍性和代表性,为今后的实用性模具设计奠定了基础以更好的服务模具制造业服务社会。
本次毕业设计的主要目的:了解模具设计的方法与内容;掌握各类型模具的基本结构以及各零部件与非标准件的设计;熟悉模具材料的性能与应用以及加工方法与加工手段;熟练应用各种模具设计软件,包括CAD、CAXA、Pro/E、UG等;了解模具的发展状况与发展方向。
希望通过本次设计为今后的工作奠定一个良好的基础。
第2章成型工艺规程编制2.1 产品技术要求和工艺分析产品技术要求产品设计图见图2-1、图2-2、图2-3。
图2-1 产品3D图俯视图图2-2 产品3D图仰视图2-3 产品2D图此塑件上有三个尺寸有精度要求:零件上有多个尺寸有26±;12±;壁厚2mm,均为MT6级塑料精度,属于中等精度等级,在模具设计和精度要求,分别是:30±;制造过程中要严格保证这些尺寸的精度要求。
最新塑料模具矿泉水瓶坯
塑料模具矿泉水瓶坯毕业设计设计/论文题目:饮料瓶胚班级:模具3092班姓名:孙晓杰 29号指导老师:乔女目录任务书1.塑件图的分析 (12)1.1塑件的模塑方法 (12)1.2塑件材料的性能 (12)1.3塑件的结构特性 (12)2.初选成型设备 (13)2.1计算塑件体积和重量 (13)2.2型腔数目的确定 (13)根据塑件的形状及尺寸以及生产批量的要求,采用一模出八件的模具结构。
(13)2.3选择注射机的型号 (14)2.4初选注射机的参数 (14)3.模具的结构设计 (16)3.1分型面的选择 (16)3.3浇注系统的设计 (16)3.4型芯、凹模的结构设计 (17)大径 查螺纹公差标准GB197-81得 b=0.15mm (22)查《塑料模塑成型技术》表4—2 δ=0.04mm (22)m D =(s d +s d op S %-b )z δ+0 (22)中径 查《塑料模塑成型技术》表4—2 δ=0.03mm (22)m D 2=(d s 2+ d s 2op S %-b )z δ+0 (22)m D 1=(d s 1+ d s 1op S %-b )z δ+0 (22)M P =(s d +s d op S %)±z δ/2 (23)=(2.5+2.5x1.5%)±0.02 (23)=2.54±0.02 (23)3.9侧向分型与抽芯机构的设计 (23)该塑件的一端有15mm 长的螺纹型环,在21mm 处由一个φ33的凸起,为了便于成型和型腔板便于加工以及塑件便于推出,采用侧抽芯成型螺纹型环和凸起。
考虑到抽芯距不大,且模具在开模的同时完成侧抽芯,在开模完成后再推出塑件,所以选用哈夫块抽芯,同时为了避免抽芯与推出塑件发生干涉,应对哈夫块采用限位装置。
(23)1)抽芯距的计算: (23)因该塑件为圆形,采用二等分哈夫块合模,哈夫块的抽芯距应为: (23)S 抽=22r R -+(2~3)mm (23)式中S 抽—抽芯距 (23)R —制品最大外形半径 (23)r —阻碍制品推出的外形最小半径 (23)S 抽=22r R -+(2~3)mm (23)=22)2/24()2/33(-+(2~3)mm (23)=(13.32~14.32)mm 取 S 抽=15mm (24)2)哈夫块的设计: (24)a 、因哈夫块的刚性好,能承受较大的抽芯力,所以哈夫块的斜角比一般的斜导柱的斜角大些,取α=20° (24)b 、哈夫块在抽芯时不能脱离限位装置,以防止哈夫块脱出模套,哈夫块的推出长度不超过导滑长度的2/3 (24)3)限位装置的设计: (24)为了便于加工,两侧各加工一个楔紧块,中间加工一个楔紧块,同时完成两边的抽芯。
毕业论文-矿泉水瓶吹塑模具设计说明书
本科毕业设计说明书设计题目:矿泉水瓶吹塑模具设计学生姓名:专业:材料成型及控制工程班级:学号:指导教师:长江师范学院机械与电气工程学院2016年 5月 19日摘要现代模具业,具有“不衰亡工业之称”。
模具是以特定的结构形式通过一定的方式,使材料称为制品的工业产品。
模具工业已经成为现代制造业的基础工业,现代的产品生产制造有80%以上靠模具来完成;模具的设计和制造水平直接关系到整个制造业的水平和后续发展。
本设计依据中空挤出吹塑模具结构的设计特点,基于Auto CAD、UG NX8.0软件进行了矿泉水瓶挤出吹塑模具设计。
根据矿泉水瓶的用途和使用要求进行分析,合理设计矿泉水瓶的形状造型结构,包括容积、壁厚、外形、底部和瓶口螺纹等的设计,并根据吹塑工艺选择制矿泉水瓶的材料。
根据本次设计的矿泉水瓶的功能、材料及各个工艺特点,矿泉水瓶吹塑模设计,采用挤出吹塑模具。
重点对分型面的选择、切坯口与余料槽、排气系统、冷却系统等关键部位进行了分析设计。
矿泉水瓶的成型包括成型设备和成型工艺条件等的分析设计。
关键词:矿泉水瓶;挤出吹塑模具;模具设计;聚丙烯AbstractModern mold industry, which has a name of “no decay industrial”. Mold structure form industrial products. through a special certain ways of making material which is called products .The mold industry has become the foundation of modern manufacture industry. More than 80 percent of modern products are manufactured by mold. The design and manufacture level of mold industry have a vital influence on the whole manufacture industry and its development.According to the design characteristics of hollow extrusion blow mold structure, the mineral water bottles extrusion blow mold was designed based on the CAD、UG8.0 software.Based on the analysis of the function and usage requirements of mineral water bottles, properly designed its shape and modeling structure, including the design of its volume, wall thickness, shape, bottom and mouth thread. Meantime, chose its material according to the blow mold process of mineral water bottles.According to the function, material and process characteristic of mineral water bottles,the mineral water bottle blow mold design selected extrusion blow molds. The key points including parting surface selection, cutting mouth and remainder slot, exhaust system and cooling system were Analyzed in design.The forming of mineral water bottles contained the analysis and design of molding equipment, molding process conditions, etc.Key Words:Mineral water bottles; Extrusion blow mold; Mold design; Polypropylene目录绪论 (1)一模具工业的发展现状 (2)1.1模具工业的概况 (2)1.2我国塑料模具工业技术现状及地区分布 (2)1.3我国我国塑料模具工业和技术今后的主要发展方向 (4)1.4 吹塑模具CAD发展概况及趋势 (4)二吹塑成型工艺 (6)2.1 中空吹塑成型方式 (6)2.2 基本加工过程 (6)三模具结构设计 (7)3.1 吹塑件结构与材料分析 (7)3.1.1吹塑件结构分析 (7)3.1.2吹塑件的材料分析 (10)3.2 吹塑模具的种类及结构分析 (11)3.3 吹塑模具的材料分析 (13)四矿泉水瓶挤出吹塑机头尺寸计算 (14)4.1 出模膨胀系数选择 (14)4.2 挤出机头设计原则 (14)五吹塑模具的型腔及其他关键部件设计 (17)5.1 吹塑模具的型腔设计 (17)5.2 吹塑模具的颈部嵌块及底部嵌块设计 (18)5.3 矿泉水瓶吹塑模具的夹坯口与余料槽设计 (20)5.4 吹塑模具的冷却系统及排气系统设计 (21)5.5 导向机构设计 (28)结论 (30)参考文献 (31)致谢 (32)绪论中空吹塑成型工艺是通过压缩空气将组合模具内的塑胶预成型物膨胀使型坯依附于模具内型腔表面,冷却定型后便获得一定形状的中空塑料制品的一种成型方法。
矿泉水瓶盖注塑模具设计
3.冷料穴的设计:冷料 穴的作用是储藏流道前 锋冷料,以免影响塑件 质量。如右图
4.分流道浇口:应选用 点浇口,浇口不能过大 否则会在塑件上产生疤 痕,也不能过小,会使 材料发热变质,如右图
பைடு நூலகம்-6-
冷料穴
绿线处为所设的 隐藏式的浇口
红线处为阶 梯分型面
分流道浇口设计 蚌埠学院2013届本科毕业答辩
-12蚌埠学院2013届本科毕业答辩
总结
1.本次设计的注射模具一般用来生产塑件的外表面不 允许留下印痕的瓶盖,该设计的模具结构简单 。采 用齿条齿轮自动脱螺纹机构,该机构能实现产品的 自动化,但生产效率较低。
2.此次设计的遗憾是没有设计矿泉水瓶盖的防伪圈, 在以后的设计中会继续钻研。
-13蚌埠学院2013届本科毕业答辩
3.进行锁模力和开模行程的校核。
-4蚌埠学院2013届本科毕业答辩
3.2 浇注系统的设计
1.主流道的设计:应从 锥角,内壁粗糙度,喷 嘴球半径,主流道长度 几个方面去考虑,如右
2.分流道的设计:采用 半圆形截面的流道,并 且采用平衡式布置的方 式,如右
-5-
浇口套
分流道与型腔布置方式 蚌埠学院2013届本科毕业答辩
-2蚌埠学院2013届本科毕业答辩
2 塑件的二维及三维图
矿泉水瓶盖三维结构实体图 矿泉水瓶盖三维结构概念图
-3蚌埠学院2013届本科毕业答辩
3.1 塑件分析和材料设备的选择
1.此次设计我们首先应选择合适的材料,综合力学性能, 材料的价格,我们选择聚丙烯。
2.然后进行注塑设备的选择,根据计算出的塑件的体积得 到最大注射量,确定注塑机的型号,再根据注塑机的锁模 力确定型腔的数目,取型腔数目为二。
瓶盖热流道注射模设计
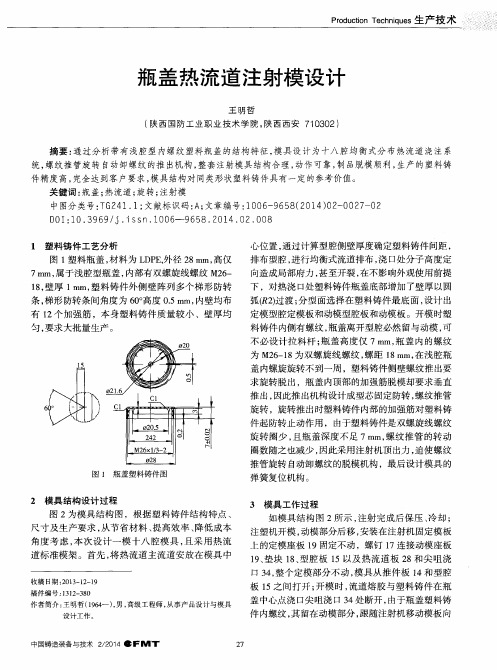
1 9 、 垫块 1 8 、 型腔板 l 5以及 热 流 道板 2 8和 尖 咀浇
口3 4 , 整个定模部分不 动, 模具从 推件板 l 4 和型腔 板 1 5之 间打 开 ; 开模时 , 流 道熔 胶 与 塑料 铸 件 在瓶
为 M2 6 — 1 8 为 双 螺旋 线螺 纹 , 螺距 1 8 mm, 在 浅 腔瓶
盖内螺旋旋转不到一周 ,塑料铸件侧壁螺纹推出要
求 旋转 脱 出 ,瓶 盖 内顶 部 的加强 筋脱 模却 要求 垂直
I
●
i i
I
j
i i
l n I
- ●
推 出, 因此推 出机构设计成型芯固定防转 , 螺纹推管 旋转 ,旋转推出时塑料铸件内部 的加强筋对塑料铸 件起防转止动作用 ,由于塑料铸件是双螺旋线螺纹 旋 转 圈少 , 且瓶 盖 深 度 不足 7 m i D _ , 螺 纹 推 管 的转 动 圈数随之也减少 , 因此采用注射机顶出力 , 迫使螺纹 推 管旋 转 自动卸 螺纹 的脱模 机构 ,最 后设计 模 具 的
统, 螺纹推管旋转 自 动卸螺纹的推 出机构 , 整套注射模具结构合理, 动作可靠, 制 品脱模顺利 , 生产的塑料铸 件精度高 , 完全达到客户要求, 模具结构对 同类形状塑料铸件具有一定的参考价值。
关键 词 : 瓶盖 ; 热 流道 ; 旋转; 注射模
中 图分 类号 : T G 2 4 1. 1: 文 献标 识码 : A ; 文 章编 号 : 1 0 0 6 — 9 6 5 8 ( 2 0 1 4) 0 2 — 0 0 2 7 — 0 2
图 1 塑料 瓶盖 , 材料为 L D P E , 外径 2 8 mm, 高仅 7 mm, 属 于浅 腔型 瓶盖 , 内部有 双螺 旋线 螺 纹 M2 6 — 1 8 , 壁厚 1 i f l m, 塑 料 铸 件外 侧 壁 阵列 多 个 梯 形 防转
矿泉水瓶盖注射模具设计说明书

毕业设计(论文)矿泉水瓶瓶盖注塑模设计系别:机械与电子工程系专业(班级):机械设计制造及其自动化11级升本作者(学号):任方成(51101090008)指导教师:王贤才完成日期:2013年5月16日目录中文摘要 (3)英文摘要 (4)1 前言 (5)1.1 本研究领域的现状和国内外的发展趋势 (5)1.1.1 概述 (5)1.1.2 国外的发展情况 (5)1.1.3 国内的发展情况 (6)1.2 本课题的研究内容、要求、目的及意义 (6)1.2.1 本课题的研究内容 (6)1.2.2 本课题的研究要求 (7)1.2.3 本课题的研究目的 (7)1.2.4 研究意义 (7)2 注塑模具设计部分 (8)2.1 塑件分析 (8)2.2 塑料材料的成型特性 (8)2.3 设备的选择 (9)2.3.1 塑件的体积 (9)2.3.2 锁模力的校核 (11)2.3.3 开模行程的校核 (12)2.4 浇注系统的设计 (12)2.4.1 主流道的设计 (12)2.4.2 分流道的设计 (12)2.4.3 冷料穴的设计 (14)2.4.4 设计所用的浇口形式 (14)2.4.5 分型面的设计 (15)2.4.6 排气槽的设计 (15)2.5 成型零部件的设计和计算 (15)2.5.1 成型零部件的设计 (15)2.5.2 成型零件工作尺寸的计算 (15)2.5.3 型腔壁厚计算 (18)2.6 脱模机构的设计和计算 (20)2.6.1 脱模阻力的计算 (20)2.6.2 脱模机构的设计 (21)2.7 脱螺纹机构的设计 (21)2.7.1 脱螺纹的形式 (21)2.7.2 旋转脱螺纹扭距的计算 (21)2.7.3 对主流道凝料能否脱出的校核 (22)2.7.4 止转装置的设计 (23)2.7.5 驱动装置和传动装置的设计和计算 (23)2.8 合模导向机构的设计 (27)2.8.1 顶出系统的导向 (27)2.8.2 成型零件的导向及定位 (28)2.9.1 冷却系统的设计 (28)2.9.2 模具冷却时间的计算 (29)2.9.3 冷却参数的计算 (30)2.10 支承与连接零件的设计与选择 (31)2.10.1 非标零件的设计 (31)2.10.2 标准零件的选取 (31)结论 (32)谢辞 (33)参考文献 (34)图2-1塑件2D图 (8)图2-2浇口套 (13)图2-3分流道的设计 (14)图2-4主流道冷料穴和拉料装置 (14)图2-5分流道浇口 (15)图2-6型芯与塑件 (16)图2-7支撑柱 (28)图2-8导柱和导套的设计 (28)图2-9冷却水道的设计 (29)表2-1聚丙烯的力学性能 (8)表2-2聚丙烯的热性能及电性能 (9)表2-3聚丙烯的物理性能 (9)表2-4聚丙烯的工艺参数 (9)表2-5一模两腔 (11)表2-6设计中所用螺钉 (31)表2-7设计中所用螺母 (31)矿泉水瓶盖注射模具设计摘要:本文详细介绍了矿泉水瓶盖注射模具的设计。
塑料模具设计矿泉水瓶坯
毕业设计设计/论文题目:饮料瓶胚班级:模具3092班姓名:孙晓杰 29号指导老师:乔女目录任务书1.塑件图的分析 (4)1.1塑件的模塑方法 (4)1.2塑件材料的性能 (4)1.3塑件的结构特性 (4)2.初选成型设备 (5)2.1计算塑件体积和体积 (5)2.2型腔数目的确定 (5)2.3选择注射机的型号 (6)2.4注射机的参数 (6)2.5确定成型工艺参数 (7)3.模具结构的设计 (8)3.1分型面的选择 (8)3.2型腔数目的确定及型腔的排列 (8)3.3浇注系统设计 (8)3.4型芯、凹模的结构设计 (9)3.5冷却系统的设计 (9)3.6合模导向机构的设计 (10)3.7型芯、型腔尺寸计算 (12)3.8推件方式的选择 (15)3.9侧向分型与抽芯机构的设计 (15)3.10模架结构的确定 (16)3.11模具设备的校核 (17)3.12 模具闭合高度的确定和校核 184.总装配图和各零件图 (19)5.重要零件的加工工艺 (26)6.致谢 (29)7.参考文献 (30)任务书:1.塑件图2.生产批量:大批量1.塑件图的分析1.1塑件的模塑方法PET属于通用工程塑料的一种热塑性聚酯。
可采用注塑成型、挤出成型、吹塑成型,对于瓶胚常采用注射成型,考虑到该材料的性能,采用热流道注射成型方法,选择较大的螺杆长径比。
1.2塑件材料的性能1>结构特点:PET的分子为高度对称芳环的线型聚合物,易于取向和结晶,具有较高的强度和良好的纤性,成模性。
2>使用温度:PET的加工范围较窄,一般为270℃~290℃,接近分解温度(300℃)。
其的结晶速度慢,为促进结晶,常采用高模温,一般为100℃~130℃。
3>一般性能:PET树脂为乳白色半透明或无色透明体,属于中等阻隔材料,吸水性大,加工前必须干燥。
4>力学性能:PET模的拉伸强度很高,它的力学性能受温度的影响较小。
5>电学性能:PET为极性聚合物,电绝缘性优良,耐电晕性较差。
矿泉水瓶坯注塑模设计

本科生毕业设计(论文)( 2012 届)设计(论文)题目作者分院专业班级指导教师(职称)论文字数论文完成时间杭州师范大学钱江学院教学部制矿泉水瓶坯注塑模设计机械设计制造及其自动化专业机械XXX班XX 指导教师XX摘要:本课题主要研究矿泉水瓶坯注塑模具设计,具体是以PET材料制成的矿泉水瓶坯为例展开论述。
作为矿泉水瓶制作工序中的一个重要环节,矿泉水瓶坯的制作也是相当重要。
通过对其结构的分析,注塑工艺分析,给出合理的模具设计方案并且完成矿泉水瓶坯的模具设计,同时借助一些专业的三维软件辅助结构设计,从而达到产品的设计意图。
本课题的重点和难点在于使用了热流道这项新技术,对其的了解和具体使用操作有一定的难度。
本课题主要使用一些专业的三维软件进行优化设计,如solidworks,使得设计结果趋于理想状态。
关键词:矿泉水瓶坯;注塑;模具;热流道;Mineral water preform injection mold designInformation and Electrical Engineering Academy Mechanical-Class 081 Jie SunInstructor: Jing WangAbstract:The main subject of mineral water preform injection mold design, specifically based on the mineral water preforms made of PET material, as a example to start on.As an important part of the mineral water bottles in their manufacturing processes, production of mineral water preforms is also very important.Through the analysis of its structure, the injection molding process, given a reasonable amount of mold design and completion of the mineral water preform mold design, and at the same time with the help of professional 3D software to optimize the structure design to achieve the design intent of the product. Emphasis and difficulty of this subject is the use of hot runner this new technology, it has a certain degree of difficulty of understanding and the specific use of operating.The main subject use professional 3D software to optimize the design, such as solidworks ,making the design result tends to the ideal state.Keywords:Mineral water preforms;injection;mold;hot runner;目录1绪论 (1)1.1设计背景和设计的意义 (1)1.2管件注塑生产流程简介 (2)2产品设计 (2)2.1塑料产品材料介绍与选择 (2)2.2设计软件介绍 (4)3产品工艺分析 (4)3.1塑件工艺性分析 (4)3.2确定注塑成型工艺 (4)4注塑机选择 (5)4.1注塑机初选 (5)4.2锁模力校核 (6)5注塑模具设计 (6)5.1注塑模具简介 (6)5.2成型零件设计 (7)5.2.1成型零件应具备的性能 (7)5.2.2凹模(型腔)设计 (7)5.2.3型芯的设计 (8)5.3结构件设计 (8)5.3.1模架设计 (8)5.3.2定模板和动模板开框设计 (8)5.3.3浇口套设计 (10)5.3.4其他结构件设计 (10)5.4导向定位系统设计 (10)5.4.1一般常识 (10)5.4.2导柱结构及技术要求 (11)5.4.3导套结构及技术要求 (11)5.5脱模系统设计 (11)5.5.1推杆设计 (11)5.5.2推板及顶板设计 (12)5.6.3滑块的设计 (13)5.6.4斜导柱的设计 (13)5.6浇注系统、排气系统及冷却设计 (14)5.6.1浇注系统设计 (14)5.6.2排气设计 (15)5.6.3冷却系统设计 (16)5.7模具总装图绘制 (17)6总结和展望 (19)参考文献: (19)致谢 (21)矿泉水瓶坯注塑模设计机械设计制造及其自动化专业机械081班孙杰指导教师王婧1绪论注塑模是一种可以重复地大批量地生产塑料零件或制品的注塑模是一种可以重复地大批量地生产塑料零件或制品的一种生产工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成都理工大学工程技术学院毕业论文矿泉水瓶坯热流道注射模具的设计姓名:XXX专业:XXX指导老师:XXX摘要这篇论文是对大批量生产的饮料瓶坯进行了热流道注射模具的设计,瓶坯材料为PETP,其熔点较高(260℃左右)。
注射成型温度范围较窄,如果一模多腔采用普通的浇注系统,PET熔料的流动性大大下降,甚至凝固。
所以只有通过热流道注射成型才可以实现。
采用一模两腔加工。
对流道直径的设计主要参考了苏娟华的一篇相关论文,对直径进行了优化设计,并利用最小二乘法,对PET塑料的表观粘度和剪切速率关系进行公式化拟合。
优化设计的结果与实际应用的热流道之间的最佳经验值接近。
根据塑件的特点,模具的侧向分型采用了两跟斜导柱。
关键词:热流道优化设计PET瓶坯侧向分型AbstractThis paper deals with the injection mould with hot runner to inject PET bottles, which leads to higher productivity.The material of bottles is PETP which with a higher melting point, about 260℃around, so it has a narrow range of mounding temperature .If we adopt ordinary mounding System to produce bottles which have more moulds in a cavity.The fluidity of the melting material of PET will greatly decline; indeed freeze, so we adopt injection mould with hot runner to complete the production. The design to the diameter of hot runner and hot gate was consult a paper from Su Juanhua. It deals with the optimal diameter design in injection mould. The computational results of the optimal programming are found to be in good agreement with the experiential data. The work performed in this paper will make a contribution to the application of the hot runner in injection mould. The mould adopts two oblique pillars to detach the mould based the characteristic of the bottles.Key words:hot runners, Optimization, PET bottles, lateral detach the mould目录摘要 IAbstract II1前言 12 塑件的工艺分析,模具结构方案的确定、设备的校核 22.1塑料工艺分析、填写工艺卡 22.2确定模具方案 52.3注射机的选择和校核 73 浇注系统的设计 103.1热流道板的设计 103.2浇口套的设计 153.3定位圈的设计 163.4排溢系统的设计 174成型零部件的设计和校核 184.1凸模的设计和校核 184.2型腔的设计和校核对 185导向机构的设计 205.1导柱导套的配合 205.2导柱的设计和校核 205.3导套的设计与校核 216 侧向机构的设计 226.1滑块的设计 226.2斜销的设计与校核 227 冷却系统的设计 257.1冷却系统的设计原则 257.2计算 258 结构件的设计 278.1模板,固定板,垫块的设计 278.2紧固件和定位件的设计 278.3吊环螺钉的设计 278.4模具加工和注意事项 279 结论 2810致谢29参考文献 301前言热流道作为热塑性塑料注射模的一门技术,以其特有的优势,正逐步被应用和推广,发展和普及热流道技术对提高我国的塑料模技术起着关键的作用。
热流道系统与普通流道系统比较有如下特点:(1)无回头料。
热流道系统避免了普通浇注系统中产生的大量浇口系统回头料(有时生产小制品时,回头料的重量甚至超过了塑料制品的重量),因而在制品成型后无须修剪浇口,减少了二次加工,也省去了浇口料的挑选、粉碎和重新染色回收等工序,节省了人力;(2)节省了原材料,降低生产成本。
(3)提高产品质量。
在大量采用热流道模具进行生产的企业,注射用原料中不再大量渗杂经过反复加工已经降解了的浇口料,使产品的质量得到全面提高。
(4)降低了废品率。
热流道系统有利于压力传递,降低注射压力,减少塑件内应力,并在一定程度上克服了制件因不料不足而产生的凹陷,缩孔等缺陷,以达到降低废品率的目的。
(5)缩短制件成型周期,从而提高生产效率、生产利润和企业竞争能力。
(6)可成型较长制品。
由于制品脱模时不再带有主流道和分流道,可以缩短模具的开模距离和合模行程,因而在同一设备上可以成型更长的制品。
(7)可用小型设备生产,有效提高设备利用率。
由于注射压力的降低以及开模距离,合模行程减小等生产条件的改善,使得采用小型设备进行生产成为可能。
(8)有利于实现自动化生产。
由于采用热流道,省去了去除料把。
二次加工等后续工序,因而可以实现自动化生产。
鉴于热流道模具的优势,大部分塑料模具都向这个方向发展,本篇论文就是针对PET瓶坯的一模多腔进行热流道注射模具的设计。
2塑件的工艺分析、模具结构方案的确定、设备的校核2.1塑料工艺分析、填写工艺卡2.1.1塑件工艺分析该塑件为日常生活中常用的饮料瓶吹塑之前的瓶坯,管状透明,塑件的结构形状如下图所示,详细尺寸可参见样品和塑件图。
成型难点,侧向分型该塑件为一规则的圆形壳体,最大高度达129.8mm,壁厚1.6mm,塑件精度选8级。
矿泉水瓶坯示意图2.1.2塑件材质以及成型工艺性该塑件材质选用聚对苯二甲酸乙二醇酯,缩写为PETP。
PETP材料成型特性如下:1.具有优良力学性能及化学性能,注射成型可以耐磨。
薄膜可用于吹塑成型,透明度高2.PETP塑料极易吸水,含水PETP塑料在高温下极易水解。
当温度超过300℃时,PETP发生热分解。
3.PET注射成型温度范围较窄。
采用热流道浇注系统解决这个问题。
PETP 塑料成型条件2.1.3填写工艺卡表1.2塑件工艺卡片2.2确定模具方案2.2.1初步拟订方案初步决定选用如下图所示方案,采用热流道浇注系统,一模两腔,模具动作过程:注射机内的PET熔料通过热流道板注入模具型腔内,待塑料冷却定型后,注射机动模做开模动作。
在斜导拄作用下将镶块打开。
当模具打开一定距离后,开模停止,用手取出2个注塑件。
随后进行合模,斜导拄将镶块合并,镶块的斜面与定模上的斜楔使镶块合并到位。
同时,动模上的四根导柱进入定模上的导套中。
合模完成后,再进行注射。
图见下页。
2.2.1图凹模采用镶拼结构,便于加工和拆卸,螺纹镶块和斜滑块做成一个整体,使结构简化。
由于侧向抽芯距离比较短,滑块体积较小,所以宜采用斜导柱进行侧向分型和取件。
图中12和16为型腔板,20为热流道板,1为冷却水道。
2.2.2分型面的确定分开模具能取出塑件的面,称为分型面,其他的面分离称为分模面,注射模只有一个分型面,如上图所标(P—P为分型面,V—V为分模面。
)分型面方向与注射机开模是垂直方向,形状为平面,分型面需满足以下要求:a:分型面不取在装饰外表面或带圆弧的转角处b:使塑件留在动模一边利于脱模c:轴心机构要考虑轴心距离2.2.3型腔数目的确定模具型腔数量的确定主要是根据制品的投影面积、几何形状、制品精度、批量以及经济效益来确定的。
拟选用一模两腔2.3注射机的选择和校核塑件质量为27.9g,其体积为V件=m/ =27.9g/1.34g/ cm3=20.82 cm3浇注系统的体积估算:V总=2V件X20.82=41.64cm3根据塑件的最大长度为129.8mm ,再加上其两侧有抽芯结构,拟选用125 cm3的注射机,其型号为XS—ZY—125。
制品总质量为27.9X2=55.8g,注射机的额定注射量为125g,符合。
表1.3国产注射XS—ZY—125的技术规格2.3.1注射机校核1、大注射压力的校核选用的XS—ZY—125型注射机的最大注射压力(见表1 .3)为P机= 120MpaPETP的成型注射压力(见表1.1)为P型= 80—120 Mpa因为P机 P型所以最大注射压力合格2、模力的校核塑件投影面与锁模力的估算:投影面积 A=2X789=1578 mm2取型腔压力 Pc=30Mpa,取安全系数K=1.1 计算锁模力:T计=K·Pc·A=1.1X30Ma X1578 mm2= 52.074KNT机=900 KN(见表1.3)因为 T计<T机,所以锁模力合格3、开模行程的校核模具最大开模行程S=H1+H2+a+5~10式中 H1:浇注凝料(mm)H2:顶出距离(mm)a :件厚(mm)式中: H1=0mm,H2 =2X129.8=259.6mm,a=1.6mm S=259.6 +1.6+5=266.2(mm),注射机的最大开模行程(见表1.3)为300mm因为 266.2<300,所以开模行程合格4、成型面积校核A件= A=2X789=1578 mm2注射机最大成型面积A =32000 mm2,因为 A件<A ,所以成型面积合格5、模具厚度的校核选用的XS-ZY-125注射机的许用的最大、最小模具高度为Hmax=300mm;Hmin=200mm ; Hm=278mm。
因为 Hmin< Hm <Hmax ,所以模具厚度合格结论:XS-ZY-125注射机选用合理,能满足生产此塑件要求3浇注系统浇注系统是引导塑料熔体从注射机喷嘴到模具型腔的进料通道,它具有传质﹑传压﹑和传热的功能,对制品质量影响很大。
3.1热流道板的设计:PET塑料是一种具有明显熔点的结晶型聚合物。
其成型温度在265—295℃之间,所以PET塑料注射成型温度范围较窄。
如果一模多腔采用普通的浇注系统,PET熔料的流动性大大下降,甚至凝固。
所以PET 瓶坯多型腔注射模需采用热流道模成型。