焊缝射线检测评片记录表
029-焊缝检查记录表
.
.
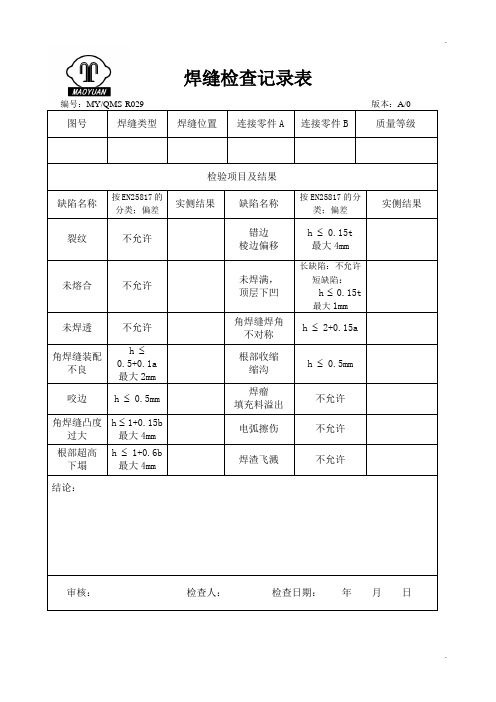
焊缝检查记录表
编号:MY/QMS-R029 图号 焊缝类型
焊缝位置
连接零件A
连接零件B
质量等级
检验项目及结果
缺陷名称
按EN25817的分类;偏差
实侧结果 缺陷名称 按EN25817的分类;偏差
实侧结果
裂纹 不允许
错边 棱边偏移 h ≤ 0.15t 最大4mm
未熔合 不允许
未焊满, 顶层下凹 长缺陷:不允许 短缺陷:
h ≤ 0.15t 最大1mm
未焊透 不允许 角焊缝焊角 不对称 h ≤ 2+0.15a
角焊缝装配
不良
h ≤ 0.5+0.1a 最大2mm 根部收缩 缩沟 h ≤ 0.5mm 咬边
h ≤ 0.5mm
焊瘤 填充料溢出 不允许 角焊缝凸度过大 h ≤ 1+0.15b
最大4mm 电弧擦伤 不允许 根部超高 下塌 h ≤ 1+0.6b 最大4mm
焊渣飞溅
不允许
结论:
审核: 检查人: 检查日期: 年 月 日。
射线检测质量分级
射线检测质量分级焊缝质量按缺欠性质、长度、数量分为四个级别;其中Ⅰ级最佳,Ⅱ级、Ⅲ级依次降低,超过Ⅲ级为Ⅳ级。
裂纹是焊缝中危害性大的缺陷,应评为Ⅳ级。
(1)长宽比小于或等于3的气孔、夹渣和夹钨统称圆形缺欠。
(2)圆形缺欠应用评定区进行评定。
评定区框线的放置是引起圆形缺欠评级争议的关键。
本标准参照GB3323-87的使用说明,从正文中明确了评定区的框线的放置要求。
即:评定区的框线必须放在焊缝内缺欠最严重的区域,框线内必须完整的包括严重区域的主要缺欠,框线的长边与焊缝平行。
与框线外切的不计点数,相割的计入点数,如图05所示。
图05 圆形评定区框放置(3)表7、表8、表9及表10与原标准相同,只不过表10的评定区10㎜×20㎜,对应的母材厚度由原来的>25~30㎜,变为>25~50㎜。
(4)对圆形缺欠各国评定不一:ASME和API std 1104都是用标准图来表示合格与否的。
我国焊缝射线检测标准都是分级的,合格级别在相应的标准或设计图样中明确,这与日本JIS3104的评定方法相一致。
圆形缺欠长径超过1/2壁厚评为Ⅳ级与原标准相同,这与我国的锅炉压力容器标准的规定是一致的。
GB3323-87规定“Ⅰ级焊缝或母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺陷,在评定区内不得多于10点,否则应降一级”,此条规定不是说Ⅰ级焊缝在评定区内不计点数的缺欠超过10点就评为不合格而可以评为Ⅱ级;母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺欠超过10点,不能评为Ⅱ级而评为Ⅲ级。
原标准“把计点数与不计点数之和不得多于10点,若多于10点,则应降一级”的规定对圆形缺欠评定过严。
不计点数的圆形缺欠对焊接质量影响很小,故本标准予以修正,修改后的此条规定与JB4730的规定相一致。
此条与原标准相同。
底片上发现的气孔有的黑度很大,按评定区内的点数算,可评为合格。
但是要注意这种缺欠是否是垂直于板厚方向的柱孔或针孔,这类缺欠易造成管道泄漏。
射线中英文报告

√手工 Manual
5 Min, 20 ℃
2.0 ~4.0
检测标准 Acc. Standard
JB/T4730.2-2005
检测工艺编号 Exam. Process No
JN/QD8.2-01-07
合格片数
Qualified Film Number
A 类焊缝 Categories A
张
B 类焊缝
相交焊缝
焦点尺寸 Focus Size
2*2
胶片牌号 Film Brand
增感方式 Intensifying Means
Pb
前屏Front0.03mm
后屏Back 0.1mm
胶片规格 Film Size
象质计型号 Type of Image Quality Indicator
Ⅲ/Ⅱ
冲洗条件 Washing Method
Seam Length 一次透照长度
Once Radiographic Length 合格级别 (级)
Qualified Level 要求检测比例 %
Required Test Ratio 实际检测比例 %
Actual Test Ratio 扩探比例 %
Extended Test Ratio源自□自动 Auto.检
显影液配方 Content of Developing Liquid
天山
显影条件 Developing Condition
测
照相质量等级
条
Illumination Level
焊缝编号 Seam No
件
板厚 mm
及
Plate Thickness
工
透照方式
Radiography Method
焊缝表面质量(观感)检查记录表(自检)
焊缝表面质量(观感)检查记录表(自检)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(焊缝表面质量(观感)检查记录表(自检))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为焊缝表面质量(观感)检查记录表(自检)的全部内容。
表7。
1.1 焊缝表面质量(观感)检查记录表。
102.1射线检测原始记录表

要求检测数量:
检测标准及合格级别:
实际检测比例:
实际检测数量:
暗室
处理
记录
药品配制
显影温度
(℃)
显影时间(min)
停显时间(min)
定影温度
(℃)
定影时间(min)
水洗时间(min)
底片评定数量:
其中I级: II级: III级: IV级:
底片透照记录
底片评定记录
序号
焊缝编号
底片编号
管电
射线检测原始记录
检验102.1
工程(产品)名称:
委托单位:
委托(指令)编号:
工件名称:
材质、规格:
工艺卡编号:
检测部位:
坡口形式:
焊接方法:
热处理状况:
ห้องสมุดไป่ตู้检测时机:
照相技术等级:
透照方式:
透照厚度:
一次透照长度:
胶片型号:规格:
像质计型号:
增感方式:前屏:mm后屏:mm
设备型号:
设备编号:
焦点尺寸:
焊口总数(或焊缝长度):
压
Kv
管电流mA
曝光时间
min
焦距
mm
焊工
代号
缺 陷 评 定
级别
像质
丝号
底片黑度
有效
长度
原始记录编制说明
1.编号说明:SDSA/JL年份(如:2013写13)-工程或产品代号-RT序号
2.缺陷评定一栏应填写可记录缺陷的位置及大小以及数量等信息。
3.缺陷内容:裂纹、未熔合、未焊透、圆形缺陷、条形缺陷等。
检测人/资格:
年月日
暗室处理人/资格:
年月日
射线检测评片原始记录

管件号
评定标准
透照壁厚 合格级别 评 定 缺陷至中心标记的距离缺陷性 级 质/长度(圆形缺陷点数) 别
片号
L1
仪Hale Waihona Puke 型号透照条件备注
+——中心标记箭头方向右边 A 纵缝单壁 B 纵缝双壁
F 环缝小偏心(L1<R1) 操作: 日期: 暗室: 日期: 初评: 日期:
射线检测评片原始记录
工程编号 材 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 注:缺陷性质: P—圆形缺陷 UC—咬边 缺陷定位: 透照方式: S—条形缺陷 F— 内凹 -——中心标记箭头方向左边 C 环缝外透 G 环缝双壁单影 D 环缝中心(L1=R1) H 环缝双壁双影 复评: 日期: LF—未熔合 LP—未焊透 C—裂纹 T—夹钨 质 像 质 指 数 黑 度 范 围 透 照 方 式
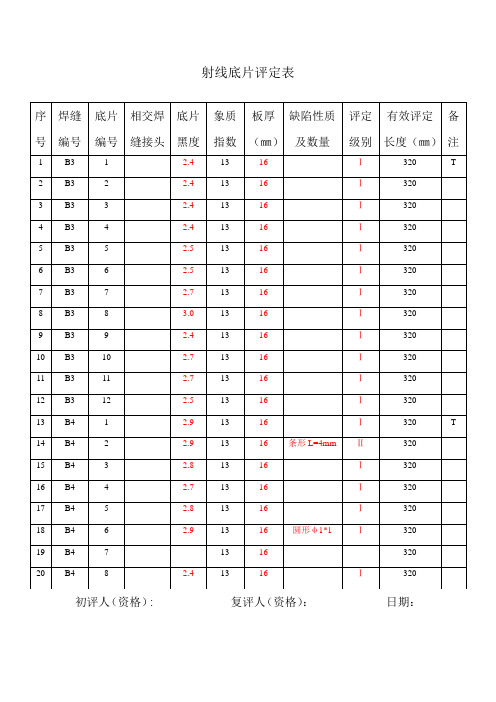
射线底片评定表
A2
4
2.6
13
16
Ⅰ
320
51
A2
5
2.6
13
16
Ⅰ
320
52
A2
6
3.0
13
16
Ⅰ
320
53
A2
7
2.7
13
16
Ⅰ
320
54
A3
1
2.3
13
16
Ⅰ
320
55
Hale Waihona Puke A322.913
16
Ⅰ
320
56
A3
3
2.3
13
16
圆形φ1*1
Ⅰ
320
57
A3
4
2.8
13
16
Ⅰ
320
58
A3
5
2.7
13
16
圆形φ1*1
B3
7
2.7
13
16
Ⅰ
320
8
B3
8
3.0
13
16
Ⅰ
320
9
B3
9
2.4
13
16
Ⅰ
320
10
B3
10
2.7
13
16
Ⅰ
320
11
B3
11
2.7
13
16
Ⅰ
320
12
B3
12
2.5
13
16
Ⅰ
320
13
B4
1
2.9
13
16
Ⅰ
320
T
14
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)