饼干生产工艺流程图
饼干生产工艺流程图

西峡红润食品工业有限公司
饼干食品工艺流程图
☆
◇◆◇
◇◇
◇韧性饼干:Ⅰ区125℃±5℃、
Ⅱ区210±10℃、Ⅲ区240±10℃、Ⅳ区210±10℃转速750转/分钟
★原辅料
★配粉和面
成型★烘烤包装★冷却、灭菌
检验入库酥性饼干:温度控制范围Ⅰ区160±10℃、Ⅱ区200±10℃、Ⅲ区230
±10℃、Ⅳ区180±10℃,转速750
转/分钟冷却时间:15-20分钟
杀菌时间:8-10分钟食品添加剂添加的品种和最大
添加量符合GB2760要求。
柠檬酸、磷脂、食用香精、碳酸氢氨、碳酸氢钠。
注:★为CCP 点☆为物料投放点◆为循环点◇为废弃物排放点
小麦粉、玉米淀粉、白砂糖、全
脂奶粉、棕榈油、大豆油、奶油、食
盐、鲜鸡蛋。
废弃物集中点
饼干工艺流程图的确认报告
经食品安全领导小组的现场确认,目前所确定的饼干生产
工艺流程图(见上页)与车间实际生产情况完全相符,工艺流程
图包括了面包生产加工的所有步骤,车间实际操作与工艺描述完全相符,通过对按照上述工艺流程图的各项工艺控制要求实施的
生产过程的监测和质量抽检结果来看,CCP能有效的控制危害,CCP的关键限值确定的恰当合理和科学,该工艺流程图完全能满
足危害控制的要求,工艺描述也能满足各项危害控制的要求。
食品安全领导小组
2013年4月。
酥性饼干的生产工艺
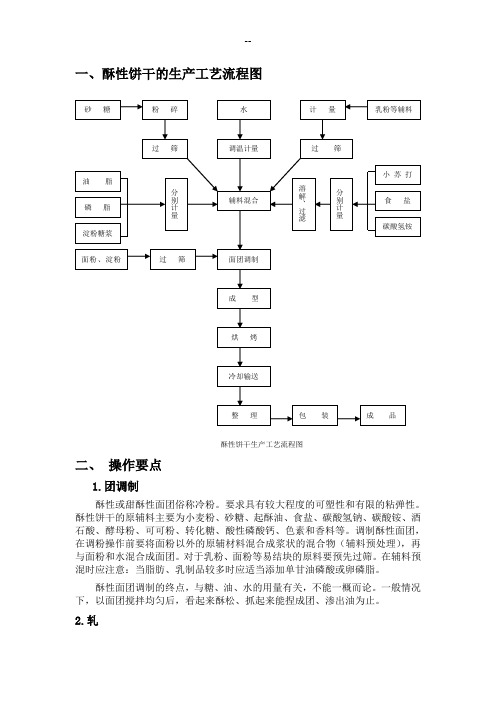
一、酥性饼干的生产工艺流程图酥性饼干生产工艺流程图二、操作要点1.团调制酥性或甜酥性面团俗称冷粉。
要求具有较大程度的可塑性和有限的粘弹性。
酥性饼干的原辅料主要为小麦粉、砂糖、起酥油、食盐、碳酸氢钠、碳酸铵、酒石酸、酵母粉、可可粉、转化糖、酸性磷酸钙、色素和香料等。
调制酥性面团,在调粉操作前要将面粉以外的原辅材料混合成浆状的混合物(辅料预处理),再与面粉和水混合成面团。
对于乳粉、面粉等易结块的原料要预先过筛。
在辅料预混时应注意:当脂肪、乳制品较多时应适当添加单甘油磷酸或卵磷脂。
酥性面团调制的终点,与糖、油、水的用量有关,不能一概而论。
一般情况下,以面团搅拌均匀后,看起来酥松、抓起来能捏成团、渗出油为止。
2.轧目前,甜酥性和酥性面团无论采用哪种成型方法,都不必经过辊轧,这是因为酥性面团是软性或半软性面团,弹性极小,塑性较大,可以直接进行辊轧成型。
同时,亦因辊轧会增加面团的机械硬化程度,使制品酥松度下降,所以,一般不会采用这道工序。
酥性面团在辊轧前不必长时间的静置,酥性面团轧好的面片厚度为2cm,另外酥性面团比较软,通过成型机的辊轧后即可达到成型要求。
3.辊印成形成形是对饼干能否成为合格产品的一个重要工序,必须根据饼干的性质加工,酥性饼干的面筋较少,组织疏松,焙烤时内部产生的气体能比较容易逸出,于是可以在其表面压上各种花纹。
辊印成型的饼干花纹图案十分清晰、口感好、香甜酥脆;辊印设备占地面积小,产量高,无需分离头子,运行平稳,噪音低。
但是辊印成型也有它的局限性,它不适合韧性饼干和发酵饼干的成型,仅适于高油脂的、面团弹性小、可塑性较大的酥性或甜酥性饼干的成型。
4.烘烤烘烤是完成焙烤食品的最后加工步骤,是决定食品质量的重要一环,而且烘烤也远远不只是烘干。
烤熟的简单过程,而是与成品的外形、色泽、体积、内部组织、口感、风味有密切的复杂的物理、化学变化过程。
一般来说,酥性饼干的烘烤应采用高温短时间的烘烤方法。
温度为300℃,时间3.5~4.5min。
饼干生产.ppt

主要结构
压片机构、冲印成型机构、拣分机构及 输送带机构。
压片机构
通常由三道辊组成。分别称作头道辊、二道辊、三道
辊。各辊直径 依次减、小辊间间隙
依、次各减辊小转
速
。依辊次面增粗大糙度在Ra1.25以下,材料选用A3
无缝钢管。
冲印成形机构
冲印机构是饼干成型的关键工作部件,它主 要包括动作执行机构和印模组件两部分。 (1)动作执行机构 饼干机的动作执行机构分为间歇式和连续 式两种型式。
适用加工对象:高油脂的酥性饼干,更换 印模还可加工桃酥类点心。
辊印饼干成型机
1、辊印饼干成型机主要结构
组成:成型脱 模机构、生坯 输送带、面屑 接盘、传动系 统、机架等。
成型脱模机构
构成:喂料 槽辊、印模 辊、分离刮 刀、帆布脱 模带、橡胶 脱模辊组成。
喂料辊:直径200~300mm,长度与烤炉宽 度匹配;材料HT200或厚壁管,表面开沟槽, 改善进入条件;硬度HB170~241。
轻型印模
韧性饼干面团弹性较大, 烘烤时表面容易形成大 的气泡,底部凹底。即 使采用网带或铁丝缕盘 烘烤也只能解决凹底问 题而不能解决起泡问题, 所以印模必须有针 柱.将饼坯穿透,以防 止大气泡产生。梳达饼 干面团弹性也较大,烘 烤时花纹保持能力较差, 所以一般只用带有针柱 或略带几个凹花字体的 印模。
2、三辊压片机
用于预压片,可调节 进料量,保证刮回的 物料落在压片机压出 面片的底部。
压辊直径:辊子1、2为400mm; 辊子3为300mm
辊长范围:560~1500mm
3、卧式辊压机
压辊在机架上呈上下布置,物料呈水平方向传送。
(1)间歇式卧式辊压机
糕点生产工艺流程图新

F o r p e s n a u s e o n y s u d y a n d r e s a c h n o f r c m me r c a u s e烘烤类糕点生产工艺流程图注:*号为关键控制环节蒸煮类糕点生产工艺流程图面包(软式面包)工艺流程图注:*为关键控制点月饼(广式月饼)工艺流程图仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文For personal use only in study and research; not for commercial use。
糕点生产工艺流程图及车间平面图
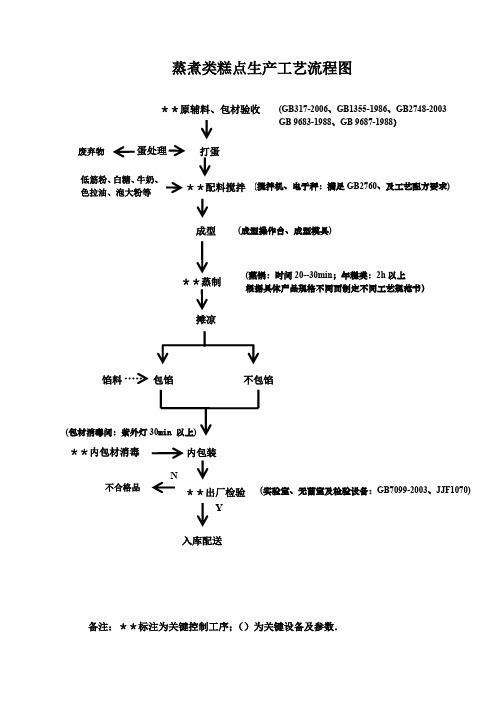
蒸煮类糕点生产工艺流程图(GB317-2006、GB1355-1986、GB2748-2003GB 9683-1988、GB 9687-1988)**原辅料、包材验收打蛋废弃物蛋处理低筋粉、白糖、牛奶、色拉油、泡大粉等(搅拌机、电子秤:满足GB2760、及工艺配方要求)**配料搅拌(成型操作台、成型模具)馅料成型(蒸锅:时间20--30min;年糕类:2h以上根据具体产品规格不同而制定不同工艺规范书)**蒸制摊凉(包材消毒间:紫外灯30min以上)**内包材消毒内包装N(实验室、无菌室及检验设备:GB7099-2003、JJF1070)**出厂检验不合格品Y入库配送备注:**标注为关键控制工序;()为关键设备及参数.包馅不包馅包小西饼生产工艺流程图 (GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988) **原辅料、包材验收 打蛋 废弃物 蛋处理 面粉、白糖、牛奶、酥油、色拉油等 (搅拌机、电子秤:满足GB2760、及工艺配方要求)**配料搅拌 (电热烘炉:温度150--180℃、时间15--30min根据具体产品规格不同而制定不同工艺规范书)**烘烤摊凉 (包材消毒间:紫外灯30min 以上) **内包材消毒 内包装N (实验室、无菌室及检验设备:GB7099-2003、JJF1070) **出厂检验 不合格品Y 入库配送 成型 馅芯 (成型操作台、裱花嘴、模具) 装饰 不装饰 (自动包装机:封口温度中封:230--235℃;纵封150--160℃)备注:**标注为关键控制工序;()为关键设备及参数.蛋糕生产工艺流程图(GB317-2006、GB8608-1988、GB2748-2003 GB 9683-1988、GB 9687-1988)**原辅料、包材验收废弃物 蛋处理打蛋面粉、白糖、牛奶、泡打粉、塔塔粉等**配料搅拌(打蛋机、电子秤:满足GB2760、及工艺配方要求) (成型操作台、蛋糕坯模:根据不同工艺规范书)成型(电热平炉:温度120--200℃、时间10--45min 根据具体产品规格不同而制定不同工艺规范书)**烘烤自然冷却脱模(裱花间及裱花工具:根据不同产品而定)裱花处理切片或卷制(不锈钢切片刀)(包材消毒间:紫外灯30min 以上)**内包材消毒内包装 N不合格品(实验室、无菌室及检验设备:GB7099-2003、JJF1070)**出厂检验Y入库配送备注:**标注为关键控制工序;()为关键设备及参数.摊凉面包生产工艺流程图(GB317-2006、LS/T3201-1993、GB2748-2003 QB/T1501-1992、NY479-2002、GB 9683-1988)**原辅料、包材验收不合格品N备注:**标注为关键控制工序;()为关键设备及参数.或二次加工(电子秤、分割机)(搅拌机)(电子秤:依据GB2760及工艺规范书)(醒发间:温度37±5℃ 、湿度75--85%)(平炉、摇篮炉、旋转炉:温度150--230℃、时间10--45min 具体温度、时间根据具体产品而制定工艺规范书)(实验室、无菌室及检验设备:GB7099-2003、JJF1070)Y入库配送**出厂检验 **内包材消毒 内包装直接包装摊凉或包馅不装饰或装饰**烘烤**醒发不包馅松弛整形计量、自动分割滚圆 搅拌和面 面粉、白糖、酵母、 酥油、面包改良剂等**配料(包材消毒间:紫外灯30min 以上)更 衣清 洗 间 二 更 拆包间配料台蒸炉包材消毒间食品有限公司2F 面包车间平面示意图成品库冷却间 内包间内包材库烤炉区打面区 面包成型区 西点成型区醒发间备注:门 : 物料口 : 楼梯 : 酒精消毒器:旧冷库包材库包材库更 衣包材消毒间二 更 蒸炉清 洗 间内包间冷却间 成品库食品有限公司2F 面包车间人、物流向示意图备注:人流走向: 物料走向:醒发间拆包间西点成型区面包成型区 打面区 配料台烤炉区内包材库旧冷库包材库包材库配料台二 更拆包间食品有限公司2F 蛋糕车间平面示意图包材 消毒 间模具洗涤间一更一更洗消包装间二 更成型区烤炉区冷却区熟品配件间冷柜区裱花区备注:门 : 物料口 : 楼梯 : 酒精消毒器:配料台二更拆包间包材消毒间模具洗涤间一更一更洗消包装间二更成型区烤炉区冷却区熟品配件间冷柜区裱花区备注:人流走向:物料走向:食品有限公司2F蛋糕车间人、物流示意图女 WC发电房 打蛋间冷 冻库食品有限公司1F 仓库、办公室示意图包装材料仓库原料周转区 杂料仓库 小料仓仓管室外购仓外购仓副总办公室生产中心办公室品保办公室公司总台化验室旧包装男 WC二楼行政办公区一楼旧车间。
饼干工艺流程图及说明.doc

饼干工艺流程图★ 1 、原辅料验收按照原辅料标准进行验收和原料索证2、原辅料脱外包3 、原辅料贮藏常温或冷藏0~4℃冷冻— 18℃4、拆内包★5、称料电子称(最小刻度:1g)食品添加剂按GB2760-2011 执行6、搅拌关键设备:搅拌机7、分割关键设备: -18℃9、冷冻8 、成型关键设备:饼干半自动充填机冷冻冰箱关键设备:半自10、切割★11 、烘烤关键设备:烤炉温度100-280 度,动饼干切片机烘烤时间 5-120 分钟。
按照包材标准进15、包材验收12 、冷却关键设备:空调环境温度 24 度以下中心温度★冷却至 32 度冷却时间 40-60 分钟行验收和索证常温储存16、包材储存13、内包装关键设备:包装机17、包材脱包14、标签、金属检测器使用臭氧消毒 3 小时18、包材消毒20、外包装19、塑料周转热杀毒和杀毒剂箱21 、成品入库冷冻库— 18℃、冷藏库 0-4℃22、检验合格出厂按 GB7099-2003 检验合格后出库注 : “★”为关键控制点饼干工艺流程说明序号工艺区域详细描述1 原辅料验收收货缓冲每批次验收,参照《原辅料标准进行验收和索区证》。
2原辅料脱外包3原辅料贮藏4拆内包5称料6搅拌7分割8成型9冷冻10切割11烘烤12冷却13包材验收14包材储存15包材脱包16包材消毒17内包装标签,金属探测18器19塑料周转箱20外包装21成品入库22检验合格出厂收货缓冲区原材料冷藏冰箱、原材料冷冻冰箱、常温原材料库拆包间配料间,添加剂室半成品操作间半成品操作间半成品操作间半成品操作间半成品操作间烘烤间冷却间收货缓冲区包材仓库包材脱包间包材消毒间内包装间内包装间周转箱清洗间外包装间成品库成品发货缓冲区除去外包装等。
按物料储存要求存放在指定的库房。
冻品类等存放在-18 ℃冷冻冰箱。
蔬菜、牛奶、黄油等存放在0~4℃冷藏冰箱。
调味品及其它辅料存放在常温库28 度以下除去内包装,防止塑料或金属碎片落入原料按产品配方进行称料。
饼干生产工艺技术

可分立式和卧式两种。
连续压面机
六、酥性饼干的烘烤与冷却
酥性饼干的配料使用范围广、块形各异、厚薄相 差悬殊,在烘烤过程中要确定一个统一的烘烤参数 是困难的。对配料中油、糖含量高的高档酥性饼干 而言,可以采用高温短时间的烘烤方法。
韧性饼干的辊轧过程
辊轧可以排除面团中的部分气泡,防止饼干坯 在烘烤后产生较大的孔洞,还可以提高面团的结 合力和表面光洁度,可以使制品横断面有明晰的 层次结构。
六、韧性饼干的成型
韧性饼干采用冲印机冲印成型。因为韧性饼干 的面团由于面筋水化得充分,面团弹性较大,烘 烤时饼坯的胀发率大并容易起泡,底部易出现凹 底。因此,宜使用带有针柱的凹花印模,饼坯表 面具有均匀分布的针孔,就可以防止饼坯烘烤时 表面起泡现象的发生。
(二)工艺流程
华夫饼干生产工艺流程
(三)面酱及夹心馅料的调制
面浆的调制是指将配好的小麦面粉、淀粉、疏松 剂置于搅拌机容器中,加入适量的水,经过充分搅 拌混合,使浆料中均匀地混有较大量空气,以便通 过烘烤,得到结构疏松的制品。
夹心馅料的调制是指将糖粉、油脂等原料,经过 搅拌器高速搅拌,使糖粉、油脂、空气等充分混合 而成松软的制品。
7、其他添加剂
抗氧化剂:叔丁基对羟基茴香醚(BHA)、2,6-二叔 丁基对甲酚(BHT)、没食子酸丙酯(PG)等,其用量不 大于油脂用量的 0.01%。
面团改良剂:亚硫酸盐,缩短韧性面团调粉时间和 降低面团弹性,最大使用量不得超过50mg/kg。
三、韧性饼干生产工艺流程
韧性饼干生产工艺流程
多功能饼干生产线
冲印饼干成型机工作原理图
饼干生产课件

目录
• 饼干基础知识 • 饼干生产原料准备 • 饼干面糊制作方法 • 饼干成型与烘焙 • 饼干质量分析与改进 • 饼干生产安全与环保
01
饼干基础知识
饼干种类与特点
1 2
按照制作工艺
曲奇饼干、威化饼干、夹心饼干、奶油饼干等 。
按照原料
全麦饼干、蔬菜饼干、水果饼干、坚果饼干等 。
按照口感
3
松脆、酥脆、软糯、湿润等。
饼干原料与辅料
原料
面粉、糖、脂肪、蛋品、乳品、水等。
辅料
改良剂、防腐剂、调味料、色素等。
饼干生产工艺流程
原辅料称量
按照配方准确称量原辅料。
冷却与整理
将烤好的饼干取出,自然冷却,并进行整 理包装。
烘烤
将切割好的饼干放入烤炉中烘烤,温度和 时间根据产品要求调节。
搅拌
将面粉和其他干性原料充分搅拌均匀,加 入液体原料搅拌成面团或面浆。
面糊制作工艺流程
将所有原料和辅料称量好备用 。
将奶油、糖、蛋液一起搅拌均 匀,再加入面粉、奶粉、苏打 粉等辅料,搅拌均匀成细腻的 面糊。
将面糊倒入装有圆嘴的挤花袋 中,在烤盘上挤出所需的形状 。
将烤箱预热至适当温度,将烤 盘放入烤箱中烘烤至表面金黄 、内部熟透即可。
04
饼干成型与烘焙
成型方法与技巧
THANKS
感谢观看
烤盘和烤网
选择耐高温烤盘和烤网,用于烘烤饼干 。
刻模
使用刻模切割面糊,制作不同形状的饼 干。
03
饼干面糊制作方法
面糊种类与特点
奶油类面糊
01
以奶油为主,具有口感丰富、酥脆的特性,适合制作口感酥脆
的饼干。
糖类面糊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西峡红润食品工业有限公司 饼干食品工艺流程图
◆
酥性饼干:温度控制范围Ⅰ区160±10℃、Ⅱ区200±10℃、Ⅲ区230±10℃、Ⅳ区180±10℃,转速750转/分钟 冷却时间:15-20分钟 杀菌时间:8-10分钟 食品添加剂添加的品种和最大 添加量符合GB2760要求。
注:★为CCP 点 ☆为物料投放点 ◆为循环点 ◇为废弃物排放点
小麦粉、玉米淀粉、白砂糖、全
脂奶粉、棕榈油、大豆油、奶油、食
盐、鲜鸡蛋。
饼干工艺流程图的确认报告
经食品安全领导小组的现场确认,目前所确定的饼干生产工艺流程图(见上页)与车间实际生产情况完全相符,工艺流程图包括了面包生产加工的所有步骤,车间实际操作与工艺描述完全相符,通过对按照上述工艺流程图的各项工艺控制要求实施的生产过程的监测和质量抽检结果来看,CCP能有效的控制危害,CCP的关键限值确定的恰当合理和科学,该工艺流程图完全能满足危害控制的要求,工艺描述也能满足各项危害控制的要求。
食品安全领导小组
2013年4月。