普通螺纹量规
螺纹通止规基本尺寸与校正
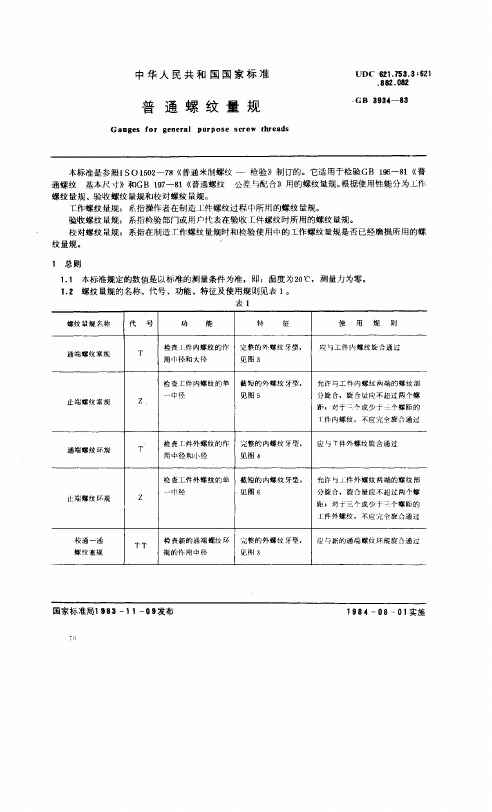
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
(完整版)最新GB公制螺纹标准

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
国标螺纹量规

螺纹量规(塞规环规)的国家标准发布人:大型铸铁平台、铸铁平板、机床工作台、地轨生产厂家 admin 发布日期:2009-10-30 10:23:00 点击:2811. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
螺纹标准大全

GB/T 193-1981 普通螺纹直径与螺距系列(直径1~600mm);GB/T 196-1981 普通螺纹基本尺寸(直径1~600mm);GB/T 197-1981 普通螺纹公差与配合(直径1~355mm);GB/T 2516-1981 普通螺纹偏差表(直径1~355mm);GB/T 3934-1983 普通螺纹量规(NEQ ISO 1502-78);GB/T 9145-1988 商品紧固件的中等精度普通螺纹极限尺寸(EQV ISO 965/2-80);GB/T 9146-1988 商品紧固件的粗糙级精度普通螺纹极限尺寸;GB/T 10920-1989 普通螺纹量规型式和尺寸(NEQ ISO 3670-79);GB/T 10932-1989 螺纹千分尺(NEQ ΓOCT4380-78);GB/T 15756-1995 普通螺纹极限尺寸(NEQ DIN 13120/27-1983);JB/T 1128-1999 间隙螺纹量规JB/T 3326-1999 量针;JB/T 7384.11-1994 紧固件螺母螺纹垂直规;JB/T 7912-1999 商品紧固件的普通螺纹选用系列(等效ISO 262:1973)(代替GB 9144-1988);JB/T 7981-1999 螺纹样板(代替GB 9055-1988);管螺纹GB/T 1414-1978 管路旋入端用普通螺纹尺寸系列;GB/T 1415-1992 米制锥螺纹(IDT ГOCT 25229-82);GB/T 1581-1979 米制锥螺纹量规;GB/T 7306.1-2000 55°密封管螺纹第1部分: 圆柱内螺纹与圆锥外螺纹(EQV ISO 7-1:1994)GB/T 7306.2-2000 55°密封管螺纹第2部分: 圆锥内螺纹与圆锥外螺纹(EQV ISO 7-1:1994)GB/T 7307-2001 非螺纹密封的管螺纹(EQV ISO 228/1-2000);GB/T 10922-1989 非螺纹密封的管螺纹量规(EQV ISO 228/2-80);GB/T 12716-1991 60°圆锥管螺纹(EQV ANSI B1.20.1-83);JB/T 10031-1999 用螺纹密封的管螺纹量规(参照ISO7/2-82);梯形和锯齿形螺纹GB/T 5796.1-1986 梯形螺纹牙型(EQV ISO 2901-77);GB/T 5796.2-1986 梯形螺纹直径与螺矩系列(EQV ISO 2902-77);GB/T 5796.3-1986 梯形螺纹基本尺寸(EQV ISO 2904-77);GB/T 5796.4-1986 梯形螺纹公差(EQV ISO 2903-77);GB/T 8124-1987 梯形螺纹量规技术条件(NEQ DIN 103-73);GB/T 8125-1987 梯形螺纹量规型式和尺寸(EQV ISO 3670-79);GB/T 12359-1990 梯形螺纹极限尺寸;GB/T 13576.1-1992 锯齿形(3°、30°)螺纹牙型(NEQ DIN 513/1-85);GB/T 13576.2-1992 锯齿形(3°、30°)螺纹直径与螺距系列(NEQ DIN 513/2-85);GB/T 13576.3-1992 锯齿形(3°、30°)螺纹基本尺寸;GB/T 13576.4-1992 锯齿形(3°、30°)螺纹公差(NEQ DIN 513/3-85);小螺纹、过渡和过盈配合螺纹GB/T 1167-1996 过渡配合螺纹;GB/T 1181-1998 过盈配合螺纹;GB/T 15054.1-1994 小螺纹牙型(NEQ ISO/R 1501-70);GB/T 15054.2-1994 小螺纹直径与螺距系列(NEQ ISO/R 1501);GB/T 15054.3-1994 小螺纹基本尺寸(NEQ ISO/R 1501-70);GB/T 15054.4-1994 小螺纹公差(NEQ ISO/R 1501-70);GB/T 15054.5-1994 小螺纹极限尺寸(NEQ ISO/R 1501-70);专用螺纹GB/T 3103.4-1992 紧固件公差耐热用螺纹连接副;GB/T 4749-1993 石油钻杆接头螺纹量规(NEQ API SPEC7(89));GB/T 5280-1985 自攻螺钉用螺纹(IDT ISO 1478-83);GB/T 6482-1994 凿岩用波形螺纹连接钎杆;GB 8335-1998 气瓶专用螺纹;GB/T 8336-1998 气瓶专用螺纹量规;GB/T 9253.1-1999 石油钻杆接头螺纹(NEQ API Spec 7(第39版));GB/T 9253.2-1999 石油天然气工业--套管、油管和管线管螺纹的加工、测量和检验(IDT API Spec 5B:1996的第14版);GB/T 9253.8-1995 石油钻杆螺纹(NEQ ΓOCT 631-75);GB/T 9253.9-1995 石油钻杆螺纹量规(NEQ ΓOCT 631-75);GB 9765-1997 轮胎气门嘴螺纹(NEQ ISO 4570:1977);GB/T 17194-1997 电气导管电气安装用导管的外径和导管与配件的螺纹(EQV IEC 423:1993);GB/T 17449-1998 包装玻璃容器螺纹瓶口尺寸;GB 17464-1998 连接器件连接铜导线用的螺纹型和无螺纹型夹紧件的安全要求(IDT IEC 999:1990);GB/T 18052-2000 套管、油管和管线管螺纹的测量和检验方法(IDT API RP 5B1:1999);JB/T 2001.73-1999 水系统45°锯齿形螺纹牙型与基本尺寸;JB/T2886-1992 机床梯形螺纹丝杆、螺母技术条件(参照BS4185);JB/T 5450-1991 光学仪器用短牙螺纹;JB/T5821-1991 铅酸蓄电池用普通螺纹公差与配合;JB/T6469-1992 汽轮机用倒锥外螺纹;JB/T 7398.3-1994 显微镜物镜螺纹;JB/T8240-1999 光学仪器用目镜螺纹(代替GB10158-1988)(EQV ΓOCT 5359-77);JB/T8249.2-1999 照相机三脚架连接螺纹(非ISO1222:1987) (代替GB 9180-1988);JB/T9313-1999 光学仪器特种细牙螺纹;JB/T9426.7-1999 16mm电影摄影物镜C型螺纹物镜座;GB/T 2350-1980 液压气动系统及元件活塞杆螺纹型式和尺寸系列;GB/T 2878-1993 液压元件螺纹连接油口型式和尺寸(NEQ ISO 6149-1980);GB/T 8606-1988 液压快换接头螺纹连接尺寸及要求;GB/T 10192-1988 磁性氧化物制成的螺纹磁芯的尺寸(IDT IEC 221-66);GB 13140.2-1998 家用和类似用途低压电路用的连接器件第2部分: 作为独立部件的带螺纹型夹紧件的连接器件的特殊要求(IDT IEC 998-2-1:1990);GB/T 14038-1993 气缸气口螺纹(NEQ ISO 7180-1986);GB/T 14171-1993 汽车气制动系管路螺纹孔和管接头外螺纹(NEQ ISO 4039);JB/T 6377-1992 气动气口连接螺纹型式和尺寸;b) 螺纹刀具标准:GB/T 967-1994 螺母丝锥;GB/T 968-1994 丝锥螺纹公差(EQV ISO 2857/DAM1-84);GB/T 969-1994 丝锥技术条件(NEQ ISO 8830-91);GB/T 970.1-1994 圆板牙型式和尺寸(EQV ISO 2568-88);GB/T 970.2-1994 圆板牙技术条件(NEQ ISO 2568-88);GB/T 970.3-1994 圆板牙架型式和互换尺寸(EQV ISO 2568-88);GB/T 971-1994 滚丝轮;GB/T 972-1994 搓丝板;GB/T 3464.1-1994 机用和手用丝锥(EQV ISO 529-75);GB/T 3464.2-1994 长柄机用丝锥(EQV ISO 2283-72);GB/T 3464.3-1994 短柄机用和手用丝锥(NEQ ISO 529-75);GB/T 3466-1983 长柄螺母丝锥;GB/T 3506-1993 螺旋槽丝锥;GB3883.9-1991 手持式电动工具的安全电动攻丝机的专用要求;GB/T 6138.1-1997 攻丝前钻孔用阶梯麻花钻第1部分: 直柄阶梯麻花钻的型式和尺寸(EQV ISO 3439:1975);GB/T 6138.2-1997 攻丝前钻孔用阶梯麻花钻第2部分: 莫氏锥柄阶梯麻花钻的型式和尺寸(EQV ISO 3438:1975);GB/T 6139-1997 阶梯麻花钻技术条件(NEQ ISO/DIS 10899);GB 10878-1999 气瓶锥螺纹丝锥;GB/T 10954-1989 机夹外螺纹车刀;GB/T 10955-1989 机夹内螺纹车刀;JB/T 3411.15-1999 切制螺纹夹头尺寸;JB/T 5217-1991 丝锥寿命的试验方法及其验收条件;JB/T 5611-1991 内容屑丝锥;JB/T 5612-1991 螺尖丝锥;JB/T 7428-1994 挤压丝锥;JB/T 8364.1-1996 60°圆锥管螺纹圆板牙;JB/T 8364.2-1996 60°圆锥管螺纹丝锥;JB/T 8364.3-1996 60°圆锥管螺纹丝锥技术规范;JB/T 8364.4-1996 60°圆锥管螺纹搓丝板;JB/T 8364.5-1996 60°圆锥管螺纹滚丝轮;JB/T 8824.1-1998 统一螺纹丝锥(参照ANSI B94.9-1987);JB/T 8824.2-1998 统一螺纹丝锥螺纹公差(参照ANSI B94.9-1987);JB/T 8824.3-1998 统一螺纹丝锥技术条件;JB/T 8824.4-1998 统一螺纹螺母丝锥;JB/T 8824.5-1998 统一螺纹圆板牙;JB/T 8824.6-1998 统一螺纹搓丝板;JB/T 8824.7-1998 统一螺纹滚丝轮;JB/T 8825.1-1998 惠氏螺纹丝锥(参照ISO 529-1993);JB/T 8825.2-1998 惠氏螺纹丝锥螺纹公差(参照BS 949.2-1979);JB/T 8825.3-1998 惠氏螺纹丝锥技术条件(参照BS 949.2-1979);JB/T 8825.4-1998 惠氏螺纹螺母丝锥;JB/T 8825.5-1998 惠氏螺纹圆板牙(参照BS 1127.1-1990);JB/T 8825.6-1998 惠氏螺纹搓丝板;JB/T 8825.7-1998 惠氏螺纹滚丝轮;JB/T 9987-1999 攻丝前钻孔用麻花钻直径(等效ISO 2306-1972);JB/T 9988.1-1999 高精度梯形螺纹拉削丝锥第1 部分:型式和尺寸;JB/T 9988.2-1999 高精度梯形螺纹拉削丝锥第2 部分:螺纹公差;JB/T 9988.3-1999 高精度梯形螺纹拉削丝锥第3 部分:技术条件;JB/T 9989.1-1999 梯形螺纹丝锥第1 部分:型式和尺寸;JB/T 9989.2-1999 梯形螺纹丝锥第2 部分:螺纹公差;JB/T 9989.3-1999 梯形螺纹丝锥第3 部分:技术条件;JB/T 9994-1999 55°圆柱管螺纹丝锥(非等效ISO 2284-1987);JB/T 9995-1999 55°圆柱管螺纹丝锥螺纹公差(非等效ISO 5969-1979);JB/T 9996-1999 55°圆锥管螺纹丝锥(非等效ISO 2284-1987);JB/T 9997-1999 55°圆柱管螺纹圆板牙(非等效ISO 4231-1987);JB/T 9998-1999 55°圆锥管螺纹圆板牙(非等效ISO 4230-1987);JB/T 9999-1999 55°圆锥管螺纹搓丝板;JB/T 10000-1999 55°圆锥管螺纹滚丝轮(参照ГOCT9539-72);JB/T 10001-1999 六方板牙;JB/T 54881-1999 手用丝锥产品质量分等;JB/T 54882-1999 机用丝锥产品质量分等;JB/T 54883-1999 圆板牙产品质量分等;JB/T 54884-1999 滚丝轮产品质量分等;JB/T 54885-1999 搓丝板产品质量分等;c) 螺纹设备标准:GB/T 6477.8-1986 金属切削机床术语螺纹加工机床;JB/T 1645-1991 自动冷镦、切边、搓丝机技术条件;JB/T 2858.1-1999 螺纹磨床参数;JB/T 2858.2-1999 螺纹磨床系列型谱;JB/T 2858.3-1999 螺纹磨床精度检验;JB/T 2858.4-1999 螺纹磨床技术条件;JB/T 3056-1991 自动搓丝机基本参数;;JB/T 3591-1991 自动搓丝机精度;;JB/T 5201-1991 滚丝机基本参数;JB/T 5201.1-1999 滚丝机动性精度;JB/T 5201.2-1999 滚丝机技术条件;JB/T 5573-1991 螺纹铣床精度;JB/T 6348-1992 攻丝机技术条件;JB/T 6585-1993 立式螺母攻丝机精度;JB/T 6586-1993 卧式螺母攻丝机精度;JB/T 6605-1993 螺纹铣床技术条件;JB/T 7423.1-1994 攻丝机参数;JB/T 7423.2-1994 攻丝机系列型谱;JB/T 8600.1-1997 台式攻丝机精度检验;;JB/T 8602-1997 立式攻丝机精度检验;JB/T 9926.1-1999 内螺纹磨床精度检验;JB/T 9926.2-1999 内螺纹磨床技术;JB/T 9927.1-1999 短螺纹铣床精度检验;JB/T 9927.2-1999 短螺纹铣床技术条件;d) 螺纹配套标准:GB/T 2-1985 紧固件外螺纹零件的末端(EQV ISO 4753-83);GB/T 3-1997 普通螺纹收尾、肩距、退刀槽和倒角(EQV ISO 3508:1976);GB/T 3106-1982 螺栓、螺钉和螺柱的公称长度和普通螺栓的螺纹长度(EQV ISO 888-76);GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示法(EQV ISO 6410-1993);GB/T 5267-1985 螺纹紧固件电镀层;GB/T 13682-1992 螺纹紧固件轴向载荷疲劳试验方法(NEQ ISO 3800-77);GB/T 14791-1993 螺纹术语(NEQ ISO 5408-83);GB/T 16823.1-1997 螺纹紧固件应力截面积和承载面积(EQV JIS B1082:1987);GB/T 16823.2-1997 螺纹紧固件紧固通则(EQV JIS B1083-1990);GB/T 16823.3-1997 螺纹紧固件拧紧试验方法(EQV JIS B1084:1987);JB/T 9193-1999 搓(滚)制普通螺纹前的毛坯直径。
标准件国标号大全
标准件国标号大全标准件国标号大全无法在这里完整列出,但是我可以为您提供一些常见标准件的国标号范围。
以下是一些常见标准件的国标号范围。
1.螺纹类普通螺纹:GB/T 196-2005。
紧固件螺纹:GB/T 1964-2005。
螺纹量规:GB/T 197-2005。
2.螺母类普通螺母:GB/T 6170-2000。
加大螺母:GB/T 6172-2000。
薄螺母:GB/T 6171-2000。
3.螺栓类普通螺栓:GB/T 5780-2006。
高强度螺栓:GB/T 1228-2006。
螺栓规格:GB/T 1963.1-2005。
4.垫圈类普通垫圈:GB/T 97.1-2002。
轻型垫圈:GB/T 97.2-2002。
重型垫圈:GB/T 97.3-2002。
5.键类普通键:GB/T 1096-2004。
双向斜键:GB/T 1097-2004。
直键:GB/T 1505-2007。
6.销类圆锥销:GB/T 117-2006。
圆柱销:GB/T 118-2006。
弹性销:GB/T 119-2006。
7.轴承类深沟球轴承:GB/T 276-2001。
圆锥滚子轴承:GB/T 288-2001。
推力球轴承:GB/T 301-1995。
8.密封件类油封:GB/T 13871-2002。
填料:GB/T 1418-2001。
O型圈:GB/T 367-2002。
这里仅列举了部分常见标准件的国标号范围,实际上,我国还有许多其他类型的标准件,涵盖众多领域。
若您需要了解特定类型的标准件国标号,请告诉我,我将为您提供详细信息。
单线普通螺纹工作量规设计计算

1 . 6 ̄i n17 - 3 52 1 . . 9 03 9 .s.6 3 3 5 .0 0 50 9 s 0 0
单线普通 螺纹 工作 量规设计 计算
吕景安 。 ,曹子 良
摘要 :在论 述单线普通螺纹基本特征 与要求的基础上 ,阐 明了单线普通 螺纹 工作 量规的设计思路与计算方法 , 并
进行 检验 。
①对于外螺纹 :d作 ≤ 2J 2 一 2 用 |,d 单 ≥如 ; r 丑 【 ② 对于 内螺 纹 :D 作 ≥D ,D 单 ≤D 。 2用 2一
() 检 验 方 法 2
采 用 螺 纹 工 作 量 规 综 合 检 验 普 通 螺 纹 ,是 目 前 在 生 产 中所 广 泛 采 用 的 方 法 。使 用 这 种 方 法 检 验 ,不 仅 工 作 简 单 ,而 且 高 效 、可 靠 。本 文 主 要 介 绍 了单 线 普 通 螺 纹 工 作 量 规 的设 计 与 计 算 。凡 是根据 G 16 《 B 9 普通 螺 纹 基本 尺 寸》、G 9 《 B17 普
最 大 实体 牙型 的 中径 ,且单 一 中径没 有超 出其最 小 实体 牙型 的 中径 ,那 么就可 以保 证旋 合性 和 连接 强
度 ,则 被测螺 纹 中径 合格 ;反 之 ,不合 格 。
1 设 计 依 据 以及 检 验 方 法
() 设 计 依 据 1
2 尺 寸 计 算
单线普通螺纹工作量规 的计算应依据 G 33 B 94 中所 列公 式 ,按 螺纹 的 中径公 差带 选用 有关 位 置要 素 即可 。 下 面 以检 验 单线 普 通 螺 纹 M6 6 /g用 4— H 6
径 ;而 实 际 螺纹 上任 何 部 位 的单 一 中 径 不 能 超 出
使用普通螺纹量规标准应注意的几个问题

螺纹量规使用方法
螺纹量规使用方法
螺纹量规是一种测量螺纹规格的工具,包括内螺纹和外螺纹。
以下是螺纹量规的使用方法:
1. 准备工作:检查螺纹量规的整体状况,确保刻度清晰可读,测量面无划痕和损伤。
清洁量规测量面。
2. 选择正确的螺纹量规:根据要测量的螺纹规格和尺寸,选择相应的内螺纹或外螺纹量规。
3. 测量内螺纹:将量规的外部放置于螺纹孔中,确保与螺纹孔壁有良好的接触。
缓慢旋转螺纹量规,直至量规与螺纹孔的螺纹完全吻合。
读取量规上所示的尺寸。
4. 测量外螺纹:将内螺纹量规的螺纹刺入螺纹的外表面,确保与螺纹完全吻合。
缓慢旋转螺纹量规,直至量规与螺纹的外轮廓完全吻合。
读取量规上所示的尺寸。
5. 记录结果:将测量结果记录下来,以备后续分析和比较使用。
6. 清理量规:在使用完毕后,清理量规的测量面,确保无灰尘和污物。
需要注意的是,使用螺纹量规时需要轻拿轻放,避免碰撞和损坏。
此外,为了确保测量结果的准确性,还需要进行定期的校准和保养。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
牙型 通过螺纹轴线 剖面上的螺纹的轮 廓形状。 它主要有三角 形、梯形、锯齿形 和矩形等。
退出 节目录
§-2 螺纹基础知识
螺纹有单线和双线之分。 单线螺纹:沿一条螺旋线形成的螺纹。
多线螺纹:沿两条以 上螺旋线形成的螺纹。 退出 节目录
§-2 螺纹基础知识
螺距 螺纹上相邻牙在中径上对应点的轴向距离。
退出
节目录
§-2 螺纹基础知识
螺纹旋向
螺纹有右旋和左旋。 判定方法: 沿旋进方向观察时, 顺时针旋转时旋入的螺 纹为右螺纹。逆时针旋 转时旋入的螺纹为左螺 纹。
退出 节目录
§-2 螺纹基础知识
对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三 种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺 纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3 、 3A 和 3B 级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全 性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A 级公差大 50% ,比 3A 级大 75% ,对内螺纹来说, 2B 级公差比 2A 公差大 30% 。 1B 级比 2B级大50%,比3B级大75%。 公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、 6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹 中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。 H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。 G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀5-8um的薄镀层,如产品图纸要求是6g的螺丝,其镀前螺纹采 用6e的公差带。 3、螺纹配合最好组合成 H/g、H/h或G/h,对于螺丝、螺母等精制紧固件螺 纹,标准 推荐采用6H/6g的配合。 退出 节目录
4.公差和基本偏差 (1)标准公差 国家标准规定的公差数值。与基本尺寸和公差 等级有关。
标准公差的等级:分为20级,即 IT01,IT0,…..IT18。 IT01公差值最小,精度最高. IT18公差值最大,精度最低。
退出
节目录
§-1 极限与配合
一、基本概念
4.公差和基本偏差 (2)基本偏差 国家标准的极限与配合中,决定公差带相对于零线的 位置极限偏差。 基本偏差代号:用字母表示。大写的为孔,小写的为 轴,各28个。
§-2 螺纹基础知识
例如:M3 - 5g6g - 6
旋合长度为6
机械螺纹 顶径公差带为6g 公称直径为3
中径公差带5g
公称直径为3,螺距为0.5,右旋,中径公差带5g,顶径公差 带为6g, 旋合长度为6的粗牙普通螺纹 。
退出 节目录
§-2 螺纹基础知识
螺纹标注注意事项: (1)普通螺纹粗牙不标注。 (2)右旋螺纹不标注,左旋螺纹注写“左” 或LH。 (3)螺纹公差带号中,前者为中径公差带代 号,后者为顶径公差带代号。 (4)普通螺纹的旋合长度分为长(L)、中(N)、 短(S)三种,中等旋合长度不标注。
§-2 螺纹基础知识
例如:#6 – 32 –UNC 2A
番号
外螺牙公差等级
美制粗螺牙
每inch32颗牙
UNF:美制细螺牙
番号#6表示称呼径.138inch,32表示每inch32颗牙(即牙 距为25.4/32=0.79375mm),UNC表示美制粗螺牙,2A表示 外螺纹公差等级
退出 节目录
§-2 螺纹基础知识
退出
节目录
机械图样中的技术要求
§-1极限与配合 §-2 螺纹基础知识
§-3 螺纹量规
退出
节目录
§-1 极限与配合
一、基本概念
1.零件的互换性
从相同规格零件中 任取一件,不经修配即 能装配到机器上并保证 使用要求的性质成为互 换性。 螺栓、螺母、键、 销等都具有互换性。
退出
节目录
§-1 极限与配合
退出
节目录
§-1 极限与配合
一、基本概念
4.公差和基本偏差 (2)基本偏差 孔的基本偏 差A-H 为下偏差, J-ZC为上偏差。 轴的基本偏 差a-h 为上偏差, j-zc为下偏差。 其中A-H(ah)用于间隙配合。 J-ZC(j-zc)用于 过渡配合或过盈 配合。
退出 节目录
§-1 极限与配合
螺纹定义:圆柱或圆锥表面上沿着螺旋线形成的具有规定
牙型的连续突起或沟槽。
退出
节目录
§-2 螺纹基础知识
螺纹分为外螺纹和内螺纹两种。 在圆柱或圆锥外表面上形成的 螺纹叫外螺纹。
在圆柱或圆锥内表面上 形成的螺纹叫内螺纹。
退出 节目录
§-2 螺纹基础知识
螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据 其结构特点和用途可分为三大类: 普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距 分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 传动螺纹:牙形有梯形、矩形、锯形及三角形等。 密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
退出 节目录
§-2 螺纹基础知识
例如:#6 – 32 –UNC 2A
番号
外螺牙公差等级
美制粗螺牙
每inch32颗牙
UNF:美制细螺牙
番号#6表示称呼径.138inch,32表示每inch32颗牙(即牙 距为25.4/32=0.79375mm),UNC表示美制粗螺牙,2A表示 外螺纹公差等级
退出 节目录
退出
节目录
§-3 螺纹量规
退出
节目录
§-3 螺纹量规
退出
节目录
§-3 螺纹量规
退出
节目录
一、基本概念
2.尺寸及其公差基本参数
(1)基本尺寸 (2)极限尺寸 (3)极限偏差 (4)尺寸公差 (5)公差带 (6)极限制
退出
节目录
§-1 极限与配合
一、基本概念
3.配合 (1)间隙配合 孔的实际尺 寸总比轴的实际 尺寸大,装配在 一起后,轴和孔 之间总是有间隙。
退出
节目录
§-1 极限与配合
基本偏差一定 的轴的公差带,与 不同基本偏差的孔 的公差带形成的各 种配合的制度。 基准轴:基轴 制的轴称为基准轴, 基本偏差代号为 h, 其上偏差0。 图中即为基轴 制所得到的各种不 同松紧程度的配合。
退出
节目录
§-1 极限与配合
二、极限与配合的标注与查阅
1.极限与配合在装配图上的标注
在装配图上标 注配合代号
一、基本概念
3.配合 (2)过盈配合 孔的实际 尺寸总比轴的 实际尺寸小, 装配时需要一 定的外力。
退出
节目录
§-1 极限与配合
一、基本概念
3.配合 (3)过渡配合 孔的实际尺 寸有时比轴的实 际尺寸小,有时 大,处于间隙配 合和过盈配合之 间的一种配合。
退出
节目录
§-1 极限与配合
一、基本概念
退出
节目录
§-1 极限与配合
二、极限与配合的标注与查阅
2.在零件图上的标注
(1)在孔或轴的基本尺 寸后面,注出基本偏差的 代号和公差等级。 (2)在孔或轴的基本尺 寸后面,注出偏差值。 (3)在孔或轴的基本尺 寸后面,注出基本偏差的 代号和公差等级。同时注 出上、下偏差值。
退出
节目录
§-2 螺纹基础知识
一、基本概念
5.配合制
(1)基孔制 基本偏差一定的 孔的公差带,与不同 基本偏差的轴的公差 带形成的各种配合的 制度。 基准孔: 基孔制的孔成为 基准孔,基本偏差代 号为 H,其下偏差0。 图中即为基孔制 所得到的各种不同松 紧程度的配合。
退出
Байду номын сангаас节目录
一、基本概念
5.配合制
(2)基轴制
§-1 极限与配合