无模金属板料成形技术(单点渐进式成形)
无模金属板料成形技术(单点渐进式成形)7.7

无锡市澳富特精密快速成形科技有限公司
Page 6
单点渐进式成形技术简介
无模金属板料的成形技术是国际上一种先进的柔性加工工艺。该工艺不需 要专用模具,具有生产周期短、成本低的优点。特别适合于小批量、多品种、 复杂金属板材零件的生产。
以汽车工业为例,汽车覆盖件是汽车关键零部件中的关键领件,随着汽车 市场的竞争日趋激烈,汽车生产已经呈现出多品种、换型周期短的特点。按传 统工艺,开发一个车型全套的覆盖件模具一般需上亿元的投入,而且需要一年 以上的制造周期。
无锡市澳富特精密快速成形科技有限公司
Page 13
无模板料成形技术应用前景
在当今世界,随着生产力水平的提高,制造业需要成千 上万各类模具以生产出形状各异的产品及零部件。尤其是 在飞机、轮船、汽车等产品的覆盖件制造上,更需要大量 的模具,其制造和调试除要花费巨额资金外,加工周期也 往往需要几个月甚至十几个月。而且产品一旦换型,模具 也必须随之更换,从而严重制约了制造业的发展。而无模 成形技术就是要成为万能板材成形机,不用模具就能生产
无锡市澳富特精密快速成形科技有限公司
Page 3
技术介绍
4
传统的金属板料成形方式
传统的金属板料成形方式 冷冲压等板料成形方法在汽车等工业中占有重要地位; 广泛应用于汽车覆盖件的大批量生产; 除需要大型冲压机床外,模具要求高,造价昂贵,制造周期长。
无锡市澳富特精密快速成形科技有限公司
Page 5
单点渐进式成形的成形方法
无模金属板料成形技术(单点渐进式成形)
——无锡澳富特精密快速成型科技有限公司
公司介绍
2
公司介绍
澳富特(AFT)公司是无锡市2009年度的530重点项目之一,是致力于 金属板材快速成型技术的高科技公司。 该项目技术独步于国内,具有国际领先水平,并已拥有多项发明专利及 实用新型专利等自主知识产权,公司还在继续申请国内外的相关专利。 正在与上海交通大学、华中科技大学、哈尔滨理工大学、江苏大学等建 立产学研平台,开展联合攻关,加速拓宽该项目技术的应用领域及该项目 技术的不断升级。 该项目得到了无锡市及新区科技局的重视和大力支持。
单点渐进成形原理
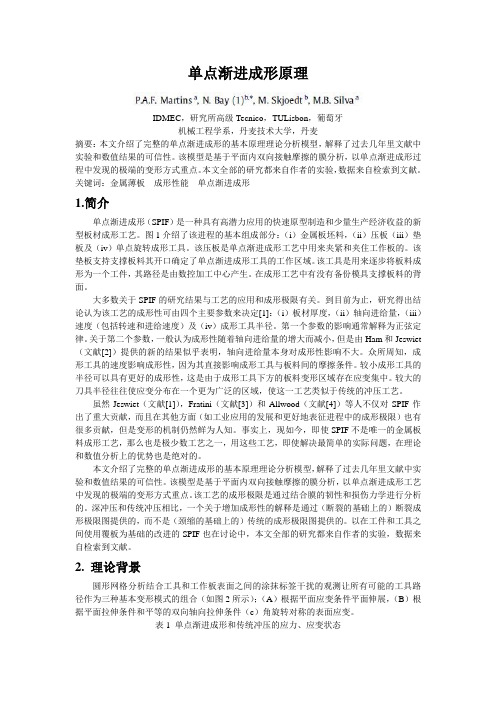
单点渐进成形原理IDMEC,研究所高级Tecnico,TULisbon,葡萄牙机械工程学系,丹麦技术大学,丹麦摘要:本文介绍了完整的单点渐进成形的基本原理理论分析模型,解释了过去几年里文献中实验和数值结果的可信性。
该模型是基于平面内双向接触摩擦的膜分析,以单点渐进成形过程中发现的极端的变形方式重点。
本文全部的研究都来自作者的实验,数据来自检索到文献。
关键词:金属薄板成形性能单点渐进成形1.简介单点渐进成形(SPIF)是一种具有高潜力应用的快速原型制造和少量生产经济收益的新型板材成形工艺。
图1介绍了该进程的基本组成部分:(i)金属板坯料,(ii)压板(iii)垫板及(iv)单点旋转成形工具。
该压板是单点渐进成形工艺中用来夹紧和夹住工作板的。
该垫板支持支撑板料其开口确定了单点渐进成形工具的工作区域。
该工具是用来逐步将板料成形为一个工件,其路径是由数控加工中心产生。
在成形工艺中有没有备份模具支撑板料的背面。
大多数关于SPIF的研究结果与工艺的应用和成形极限有关。
到目前为止,研究得出结论认为该工艺的成形性可由四个主要参数来决定[1]:(i)板材厚度,(ii)轴向进给量,(iii)速度(包括转速和进给速度)及(iv)成形工具半径。
第一个参数的影响通常解释为正弦定律。
关于第二个参数,一般认为成形性随着轴向进给量的增大而减小,但是由Ham和Jeswiet (文献[2])提供的新的结果似乎表明,轴向进给量本身对成形性影响不大。
众所周知,成形工具的速度影响成形性,因为其直接影响成形工具与板料间的摩擦条件。
较小成形工具的半径可以具有更好的成形性,这是由于成形工具下方的板料变形区域存在应变集中。
较大的刀具半径往往使应变分布在一个更为广泛的区域,使这一工艺类似于传统的冲压工艺。
虽然Jeswiet(文献[1]),Fratini(文献[3])和Allwood(文献[4])等人不仅对SPIF作出了重大贡献,而且在其他方面(如工业应用的发展和更好地表征进程中的成形极限)也有很多贡献,但是变形的机制仍然鲜为人知。
金属板料单点渐进成形变形控制策略

金属板料单点渐进成形变形控制策略张国新1,戴京东2(1无锡科技职业学院中德机电学院,无锡214000;2 澳富特精密快速成形科技有限公司,无锡214000)摘要:为了有效控制金属板料单点渐进成形变形,根据成形件结构,分析其成形变形机理,提出了有效控制变形措施:采用打钉限位法,可有效控制由于后续成形力作用而产生的变形;采用局部刚性支撑结构,可实现小曲率区域完全塑性成形;采用过矫正成形法,可控制板料成形的局部回弹;优化成形件结构,可减少板料成形时的回弹量;利用加工硬化原理,可控制平坦曲面成形时的回弹;通过去应力退火,可提高板料成形塑性又可消除板料成形时内应力;采用分层等高成形法编制成形程序,可有效控制双峰制件的结构成形时的变形。
通过生产实践验证,这些措施有效可靠,对板料单点渐进成形技术的广泛应用与实际生产具有较强的适用价值。
关键词:板料成形;单点渐进成形;变形控制;回弹中图分类号:TG306Sheet metal incremental forming a single point deformation control strategyZHANG Guo-xin 1,DAI Jing-dong2(1 Sino-German College of mechanical and electrical ,Wuxi college of Science and Technolog ,JiangSu Wuxi 214000, China;2 AFTTECH Co. Ltd, JiangSu Wuxi 214000, China) Abstract :In order to effectively control sheet metal incremental forming single point deformation, this paper analyzes its forming deformation mechanism and puts forward some effective measures to control deformation.1)The nailing limit method can effectively control the following-up forming force and deformation of role. 2)The partial rigid support structure can realize complete plastic forming in small curvature area.3)The overcorrection forming method can control the sheet metal forming local rebound.4) Forming structure Optimization can reduce the sheet metal spring- back.5) The work-harden principle can control surface spring-back on flat surface. 6)Stress relieving improves the plastic sheet metal forming and can eliminate sheet metal forming stress.7)The accordant layered forming method can effectively control the structure distortion of petronas doublet. These measures are proved effective and reliable in production. It can be widely applied in sheet metal single point incremental forming process and actual production.Key words:sheet forming;single-point incremental forming;Deformation control;springback;引言金属板材单点数控渐进成形技术就是一种先进的柔性加工工艺。
金属板料渐进成形专利技术分析

金属板料渐进成形专利技术分析作者:易明军贾晓雪来源:《科学与技术》2018年第26期摘要:板材数字化渐进成形技术具有无需专用模具、可提高板材成形极限、可用于加工变形程度大、形状非常复杂的板材零件、易于实现板材成形自动化等特点,适用于小批量、多品种、难成形的钣金件加工。
本文通过对金属板料渐进成形的专利申请从申请年度分布、技术原创国分布、申请目标国分布进行了分析,并列出国外和国内的主要申请人,分析了金属板料渐进成形的技术演进过程,为熟悉的金属板料渐进成形提供一些参考。
关键词:渐进成形;增量成形;逐次成形一、渐进成形简介金属板材渐进成形是引入快速原型制造技术(rapid prototyping)的分层制造(layered manufacturing)的思想,将复杂的三维数字模型沿高度方向离散成许多断面层(即分解成一系列等高线层),并生成各等高线层面上的加工轨迹,成形工具在计算机控制下沿该等高线层面上的加工轨迹运动,使板材沿成形工具轨迹包络面逐次变形。
渐进成形包括两种方式,即正向成形(双点渐进成形TPIF)和反向成形(单点渐进成形SPIF),如图1、2所示,从图中可见,正向成形在与工具头相对的一侧设置有支撑模型,工具头对板料位于支承模与夹具之间的部分加压,同时夹具与工具头同向运动,从而在板料上形成凸起;而反向成形时,夹具固定不动,工具头对板料位于夹具之间的部分加压,从而在板料上形成凹腔。
负成形可以成形一些形状比较简单的零件,它不需要支撑模型,只需要简单的夹具,板料由夹具夹紧,然后成形工具头按设定好的程序实现分层加工,每加工一层,成形工具头便下降一定距离,进行第二层的加工,如此直至结束,在加工过程中夹具夹紧板料始终不动。
反向成形及板料成形角原理示意图如图1所示。
形状复杂的零件要用正向成形的方法。
在正向成形方法中,需要支撑模型,支撑模型的形状要与所成形的零件的形状一致,这种支撑模型与冲压成形中的模具有很大差别,支撑模型的精度要求不是很高,并且材料的选择比较灵活。
单点渐进成形

单点渐进成形
发展历史及现状
• 松原茂夫于20世纪90年代提出 • Lesz ak 在1967 年获得发明专利 • 2005 年以来, 单点渐进成形获得了极大 的发展 目前理论不完善,工艺不成熟,应用不广 泛,但是具有广阔的发展前景
定义
单点渐进成形是在数控机床上通过计算 机程序控制形状简单的成形工具,利用其沿 着垂直方向的进给以及水平方向的运动轨迹 逐层形成板类件的三维包络面,从而实现金 属板料连续局部塑性成形的加工方法。单点 渐进成形适用于新产品试制及小批量生产。
产品
图1 汽车门外覆盖件
图2 工艺品
图3 汽车翼子板覆盖件
制约因素
1) 单步加工难以达到较大成形角 ——温度控制 2) 出现回弹效应 ——温度控制、优化路径 3) 高应力集中在已加工区域出现自由变形 ——优化路径、工具形状
存在问题
( 1) 成形工艺方面: 目前对金属板材单点渐进成形机理 的研究还不够充分, 对成形过程中发生的拉裂、 起皱、 回弹等一些复杂缺陷还没有找到本质原因。 ( 2) 专用软件方面: 需要开发一些可适用于该技术的专 用软件, 使这些软件具有成形件 C A D 模型修正、 成形轨迹生成、 成形过程虚拟仿真、 工艺参数优化、 工艺参数数据库及专家系统等功能。 ( 3) 支撑方面: 需要研究更能符合成形工艺的支撑 C AD 模型生成方法和经济、 快速、 自动化程度高的支撑 制作方法。 ( 4) 成形运动方式: 目前的研究大多局限于基于等高线 运动的三轴数控成形方式, 今后有必要研究其他运动 方式和多轴成形加工, 如基于螺旋运动和五轴数控成
金属板材三点渐进成形技术基础研究

(5)实验研究了工艺参数对三点渐进成形质量的影响,归纳了工艺参数选取的一般原则。基于离散定义域内线性插值,实现了等高线加工轨迹规划。
利用实验研究了进给量、工具头等对几何轮廓和表面质量的影响。基于目标曲面的数学描述,利用法向渐变屈服的变形映射关系,建立了板厚计算的全新表达形式。
通过锥台件在几何精度主应变、板厚及表面质量等方面的理论研究、数值分析和实验结果的比较,验证了本文所做的理论分析及方法的正确性。最后,探讨了椭球面件、凹凸特征件等复杂零件的成形实验和方法。
(4)研究并建立了基于LS-DYNA的三点渐进成形数值分析方法,并以此为基础探讨了其变形机理和特点。基于增量理论和塑性势关联算法,实现了锥台件成形的有限元模拟。
锥台件的仿真结果验证了所提等效加工层模型、法向屈服变形算法和平面应变等力学特征的正确性,证实了三点渐进成形精度高、局部变形范围小、变形控制有效。探讨了其变形主要模式是弯曲、挤压和剪切的联合作用,分析了其根本原因在于对顶式辅助工具头和支撑工具头的引入。
(2)研究并探讨了三点渐进成形等效加工层的塑性变形力学特征。利用薄膜分析理论和平面应变条件,建立了描述变形规律的力学方程,求解了等效虚拟应力应变,分析了其变形状态和变形方式,为理解其变形机理本质和指导路径规划、工艺参数设计提供了理论依据。
(3)研究了基于法向渐变屈服的三点渐进成形变形基本算法。通过分析初始板材到目标形状映射的变形轨迹,求解了变形过程中的分层塑性位移,计算了任一节点的变形过程及历史位移等信息,为预测几何形状和板材减薄提供了基础依据。
金属板材无模成形
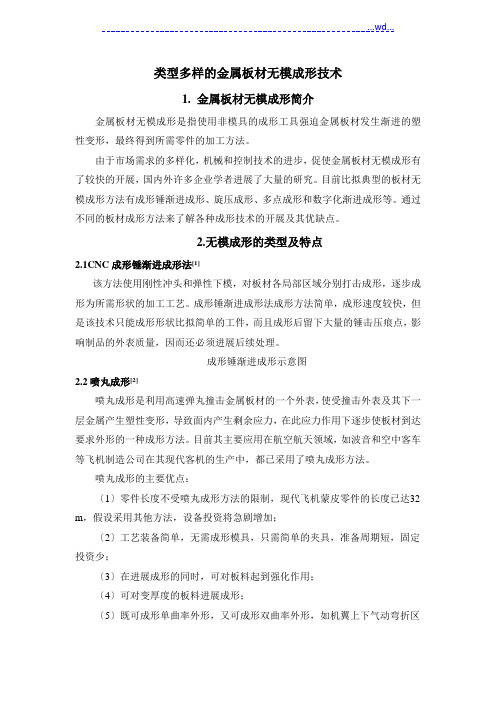
类型多样的金属板材无模成形技术1.金属板材无模成形简介金属板材无模成形是指使用非模具的成形工具强迫金属板材发生渐进的塑性变形,最终得到所需零件的加工方法。
由于市场需求的多样化,机械和控制技术的进步,促使金属板材无模成形有了较快的开展,国内外许多企业学者进展了大量的研究。
目前比拟典型的板材无模成形方法有成形锤渐进成形、旋压成形、多点成形和数字化渐进成形等。
通过不同的板材成形方法来了解各种成形技术的开展及其优缺点。
2.无模成形的类型及特点2.1CNC成形锤渐进成形法[1]该方法使用刚性冲头和弹性下模,对板材各局部区域分别打击成形,逐步成形为所需形状的加工工艺。
成形锤渐进成形法成形方法简单,成形速度较快,但是该技术只能成形形状比拟简单的工件,而且成形后留下大量的锤击压痕点,影响制品的外表质量,因而还必须进展后续处理。
成形锤渐进成形示意图2.2喷丸成形[2]喷丸成形是利用高速弹丸撞击金属板材的一个外表,使受撞击外表及其下一层金属产生塑性变形,导致面内产生剩余应力,在此应力作用下逐步使板材到达要求外形的一种成形方法。
目前其主要应用在航空航天领域,如波音和空中客车等飞机制造公司在其现代客机的生产中,都已采用了喷丸成形方法。
喷丸成形的主要优点:〔1〕零件长度不受喷丸成形方法的限制,现代飞机蒙皮零件的长度已达32 m,假设采用其他方法,设备投资将急剧增加;〔2〕工艺装备简单,无需成形模具,只需简单的夹具,准备周期短,固定投资少;〔3〕在进展成形的同时,可对板料起到强化作用;〔4〕可对变厚度的板料进展成形;〔5〕既可成形单曲率外形,又可成形双曲率外形,如机翼上下气动弯折区或非直母线区。
A380飞机超临界外翼下翼面整体壁板长度30余m、厚度30余mm,是迄今采用喷丸成形技术所获得的长度最长、厚度最大的构件,代表了国际喷丸成形工艺技术的最新成果。
2.3 旋压成形[3-5]旋压成形是一种将金属坯料装在芯模的顶部,旋轮通过轴向运动和径向运动,使旋转坯料在旋轮滚压作用下产生局部连续塑性变形,最终获得所要求的薄壁回转体零件的塑性加工方法。
金属板材单点渐进成形过程数值分析

(3)该技术是对板材局部加压,变形连续积累而达到整体成形,具有变形工艺力小,设备小,投资少;近似于静压力、振动小、噪音低,可以成形其他技术无法成形的零件。
(4)易于实现自动化,三维造型,工艺规划,成形过程模拟、成形过程控制等过程全部采用计算机技术,实现CAD/CAM/CAE一体化生产,是一项很有发展前途的先进制造技术。
但到目前为止该技术还限于实验室研究阶段,而且大多数仅限于研究轴对称零件,零件形状简单,有关基础理论的研究还没有展开。
日本的AMINO公司制造出样机,但缺乏相应的成形基础研究,缺乏基于成形理论的控制软件。
除了同本(和我国华中科技大学)有少量报道[”】,国内外还没有作广泛研究。
图1.2日本AMINo公司所开发的一种样机圈1.3数字化无模渐进成形加工的薄壳类样件目前国内华中科技大学快速成形中心也已经开发出样机,如图1.4所示,1.4板材单点渐进成形样机图1.5成形的样梓ANSYS/L¥_DYNA是全缴界范围连最知名的有限元显式求解程序。
程序翼:发的最初稿的是为北约组级的武器结构设计、防护结构服务,是该组织的PublicDomain程序,后来巍驶化后广泛传揆剔世爨各地的研究机构和大学。
从理论肇口算法蕊言,LSDYNA怒嗣前所有的显式求解程序的弊租和理论基础。
经过多年豹发展,LSDYNA已经成为功能最丰寓、应用领域最广、全球用户最多的有限元显式求勰程序。
ANSYS/L¥DYNAt271128]f29】的应用领域是:各种爆炸过程仿真、高速弹丸对板靶的穿翠模拟、离速碰潼模拟(如飞机、汽车、火车、船舶碰撞事故簪}起的结构动力响应和破坏)、乘客的安全性分析(保护气囊与假人的相互作用,安全惜的可靠性分析)、零件制造(冲逶、锻压、铸造、挤压、礼制、越塑性成形等)、机械部件的运动分析、建筑物的地震设计、罐状容器的设计、生物医学工程等这些高度非线性复杂瞬态动力学闯题。
·高发非线性瞬态动力分析高速大整碰撞分辑·复杂运动学分析爨1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国首辆标准校车0001号 无锡市澳富特精密快速成形科技有限公司
轿车部件生产
无模金属板第料1成步形技: 术成(单形点渐进式成形)
第2步 : 切边, 割孔
无模成形
激光切边, 割孔
无模数控成形
激光切割完成
无锡市澳富特精密快速成形科技有限公司
引擎罩外壳
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形的成形方法
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形技术简介
无模无金模金属属板板料料成的形技成术形(单点技渐术进式是成国形)际上一种先进的柔性加工工艺。该工艺不需 要专用模具,具有生产周期短、成本低的优点。特别适合于小批量、多品种、 复杂金属板材零件的生产。
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形的优势
无模金属板料成形技术(单点渐进式成形)
板料厚度:从0.1~4毫米 压头的运行速度:可达100米/分种 成形时间:取决于工件的尺寸和成形参数,通常数小时 材料的延伸率:可高达300%
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形的应用领域
汽无车模制金属造板料业成:形技汽术(车单点样渐进车式覆成形盖) 件生产、限量版汽车生产、汽车覆盖件 的维修备件市场; 模具制造业:风电机舱罩,风电叶片,游艇外壳等玻璃钢产品的模具 制作;EPS、PU等发泡材料模具制作;滚塑成型产品模具制作; 机械制造业:机器设备上复杂造型、曲面的面板生产; 航空航天业:飞机内壳体、内饰件、雷达抛物天线、人造卫星外壳、 火箭导流罩的生产; 建筑业:城市雕塑,个性建筑装修外观; 船舶制造业:金属冲锋舟、摩托艇、救生艇的船身制作; 医学领域:颅骨修补及医用支架的制造;
无锡市澳富特精密快速成形科技有限公司
原理示意图
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
加工现场
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形的优势
无模金属板料成形技术(单点渐进式成形)
大辐度降低对模具的依赖,样件制造快捷而价廉 数字化设计更易于修改 易于三轴(2.5)数控实现 变形和受载在小的局部,要求的变形力小 操作安全低噪音,占地少 可成形大部分材料,包括碳钢,不锈钢,铝,钛板及金属网
后保险杠
后立柱
后围出风口
无锡市澳富特精密快速成形科技有限公司
客车生产
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
客车生产
无模金属板料成形技术(单点渐进式成形)
Hale Waihona Puke 车门汽车发动机罩座椅
无锡市澳富特精密快速成形科技有限公司
客车生产
无模金属板料成形技术(单点渐进式成形)
轨道列车
覆盖件,这无疑有着巨大的市场前景。
无锡市澳富特精密快速成形科技有限公司
产品实例
客车生产
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
客车生产
无模金属板料成形技术(单点渐进式成形)
前顶成形件
前顶成形件
前脸成形件
无锡市澳富特精密快速成形科技有限公司
客车生产
无模金属板料成形技术(单点渐进式成形)
以汽车工业为例,汽车覆盖件是汽车关键零部件中的关键领件,随着汽车 市场的竞争日趋激烈,汽车生产已经呈现出多品种、换型周期短的特点。按传 统工艺,开发一个车型全套的覆盖件模具一般需上亿元的投入,而且需要一年 以上的制造周期。
若实现汽车覆盖件的无模化制造,在一台高度柔性化的设备上,在很短时 间内就能完成多种覆盖件的加工,无疑将节省巨额的模具投入,显著缩短新车 型的开发周期。而试制车、概念车、豪华车以及改装车等个性化的产品,应用 无模成形技术就更合适不过了。
汽车地毯成型模具
无模金属板料成形技术(单点渐进式成形)
无锡市澳富特精密快速成形科技有限公司
无锡市澳富特精密快速成形科技有限公司
技术介绍
传统的金属板料成形方式
传无统模金的属金板料属成形板技料术(单成点形渐进方式成式形) 冷冲压等板料成形方法在汽车等工业中占有重要地位; 广泛应用于汽车覆盖件的大批量生产; 除需要大型冲压机床外,模具要求高,造价昂贵,制造周期长。
无锡市澳富特精密快速成形科技有限公司
无锡市澳富特精密快速成形科技有限公司
单点渐进式成形技术简介
不需要无模任金属何板料模成形具技术却(单可点渐以进式获成形得) 精密几何尺寸金属板件的成形 方法。 将复杂的三维数字模型沿高度方向分层,形成一系列断 面二维数据,并根据这些断面轮廓数据,从顶层开始逐层 对板材进行局部的塑性加工。 在计算机控制下,安装在三轴联动的数控成形机床上的 成形压头,先走到模型的顶部设定位置,对板材压下设定 的压下量,然后按照第一层断面轮廓,以等高线的方式, 对板材施行渐进塑性加工。在模型顶部板材加工面形成第 一层轮廓曲面后,成形压头再压下一个设定高度,沿第二 层断面轮廓运动,并形成第二层轮廓曲面,如此重复直到 整个工件成形完毕 。
无锡市澳富特精密快速成形科技有限公司
无模板料成形技术应用前景
无模金属板料成形技术(单点渐进式成形)
在当今世界,随着生产力水平的提高,制造业需要成千 上万各类模具以生产出形状各异的产品及零部件。尤其是在 飞机、轮船、汽车等产品的覆盖件制造上,更需要大量的模 具,其制造和调试除要花费巨额资金外,加工周期也往往需 要几个月甚至十几个月。而且产品一旦换型,模具也必须随 之更换,从而严重制约了制造业的发展。而无模成形技术就 是要成为万能板材成形机,不用模具就能生产出形状各异的
无模金属板料成形技术(单点渐进式成形)
公司介绍
公司介绍
无模金属板料成形技术(单点渐进式成形)
澳富特(AFT)公司是无锡市2009年度的530重点项目之一,是致力于 金属板材快速成型技术的高科技公司。 该项目技术独步于国内,具有国际领先水平,并已拥有多项发明专利及 实用新型专利等自主知识产权,公司还在继续申请国内外的相关专利。 正在与上海交通大学、华中科技大学、哈尔滨理工大学、江苏大学等建 立产学研平台,开展联合攻关,加速拓宽该项目技术的应用领域及该项目 技术的不断升级。 该项目得到了无锡市及新区科技局的重视和大力支持。