丝网印刷工艺流程图备课讲稿
丝网印刷工艺流程图备课讲稿

操作台将支撑板固定在架台平板上丝网印刷工艺流程操作台收到原稿制作丝网印版调色配制油墨印刷准备操作台固定支撑板放置承印物固定丝网印版丝网印刷工艺流程过程要点收到客户的丝印图样转化成丝网用图样,按照图样制作丝印网板按照承印物质的大小定制操作台架,操作台面可前后左右移动。
根据产品特点设计制作支撑板并将其固定在操作台面上将承印物放置于支撑板上,保证印刷表面与操作台面平行,以承印物的两垂直边靠紧支撑板做为定位基准面。
固定丝印网板:将放入固定槽中,旋紧紧固夹,将丝印网板固定于操作台专用网板固定装置上。
承印物基准面丝印网板紧固夹旋紧紧固夹调节网板高度高度调节杆按照客户提供的色板配制印刷油墨准备印刷调节操作台调整网板高度装置,将网板高度调整至适合印刷的高度位置,注意网板应与操作台面保持水平。
(通常应使丝网面距承印表面对3~4㎜)前后调整烘干机控制面板左右调整烘干设备调整产品位置印烘干换色印刷包装过程要点调节操作台面可调装置作前后左右调整至可保证承印物可达到图纸要求尺寸的位置放下丝印网板,加入油墨印料,然后用刮板刮压印料(通常实际操作中刮板与丝网的夹角50°),抬起网板印刷完成。
将印制好的产品移入烘干设备的传送带上,进行烘干。
(注意印刷面向上放置,放置时保持周围环境清洁无灰尘)产品检查过程:1.首件检查2.IPQC 巡检(按每小时抽查方式)3.成品最终检查检查包装需注意色差、尺寸精度、表面效果等等按要求验收。
包装需合理,注意产品保护,保证在运输过程中不被损坏。
刮板检查按油墨印料的要求设定烘干设备的温度和传送速度。
启动烘干设备。
《丝网印刷工艺技术》课件
了解印刷设备的操作方法,如印刷速度和压力的调节。
3
印刷品进行质量检验
学习如何对印刷品进行质量检验,确保印刷效果符合要求。
丝网印刷工艺技术应用
纸张印刷
介绍丝网印刷在纸张上的应用,如广告海报和书籍 封面。
塑料印刷
探讨丝网印刷在塑料制品上的应用,如塑料包装和 标识。
陶瓷印刷
了解丝网印刷在陶瓷制品上的应用,如陶瓷餐具和 装饰瓷砖。
《丝网印刷工艺技术》 PPT课件
# 《丝网印刷工艺技术》PPT课件
这份PPT课件将带您深入了解丝网印刷工艺技术,从课程介绍到应用和注意事 项,系统全面地介绍了丝网印刷工艺相关的知识。
课程介绍
课程目标
学习掌握丝网印刷工艺技术的基本概念和应用。
课程大纲
详细介绍丝网印刷工艺的各个方面,包括工艺流程、印刷材料和设备概述。
丝网印刷工艺基础
工艺流程
介绍丝网印刷的整体工艺流程,从版面设计到印刷品制作的步骤。
印刷材料
探讨丝网印刷工艺所使用的材料,如丝网、油墨和印刷板等。
设备概述
概述丝网印刷工艺所需的设备,包括印刷机、干燥器和曝光机等。
丝网印刷工艺流程
1
印版制作
学习印版制作的步骤,包括图案设计、版胶涂覆和显影处理。
2
印刷设备操作
金属印刷
介绍丝网印刷在金属制品上的应用,如金属包装和 电子产品外壳。
模板尺寸与选材
模板尺寸与材料
讨论制作丝网印刷模板时的尺寸选择和材料要求。
丝网印刷的模板制作
了解制作丝网印刷模板的步骤和技巧。
丝网印刷工艺中的注意事项
印刷材料的防腐
学习如何防止丝网印刷和保养方法。
总结
1 课程总结
造纸印刷行业--丝网印刷机与印刷工艺(PPT 35页)

2020/12/13
7
二、丝网
1.丝网的种类
(1)绢网 由蚕丝织成,制版容易, 耐磨耐蚀很差,施加张力小,成本高, 使用较少。
(2)尼龙丝网 很高的强度和耐磨,
耐蚀,外表光滑,油墨通过性能好,
回弹性能好,价格较低。拉伸性大,
不适合稿精度
2020/12/13
8
(3)涤纶丝网 比尼龙丝网耐高温,物理 性能稳定,拉伸小,成本较低,耐磨差, 通过性不如尼龙
2020/12/13
35
▪
每一次的加油,每一次的努力都是为 了下一 次更好 的自己 。20.12.1320.12.13Sunday, December 13, 2020
▪
天生我材必有用,千金散尽还复来。01:18:5401:18:5401:1812/13/2020 1:18:54 AM
▪
安全象只弓,不拉它就松,要想保安 全,常 把弓弦 绷。20.12.1301:18:5401:18Dec-2013-Dec-20
▪
感情上的亲密,发展友谊;钱财上的 亲密, 破坏友 谊。20.12.132020年12月13日 星期日 1时18分54秒20.12.13
谢谢大家!
2020/12/13
10
(4)丝网的厚度
丝网的厚度指丝网表面与底面之间的 距离,一般用mm或μm计算
丝网的过墨量与丝网的厚度有关。 过墨量受丝网材质、性能,油墨粘度、
刮板硬度、压力、速度以及印版与承 印物的间隙等多种因素的影响,
2020/12/13
11
三、其它材料
• 1.感光材料 感光膜片和感光胶。感 光材料主要由成膜剂、感光剂和助剂 组成。
3
第一节 丝网印刷机分类和特点
丝网印刷工序工艺培训资料
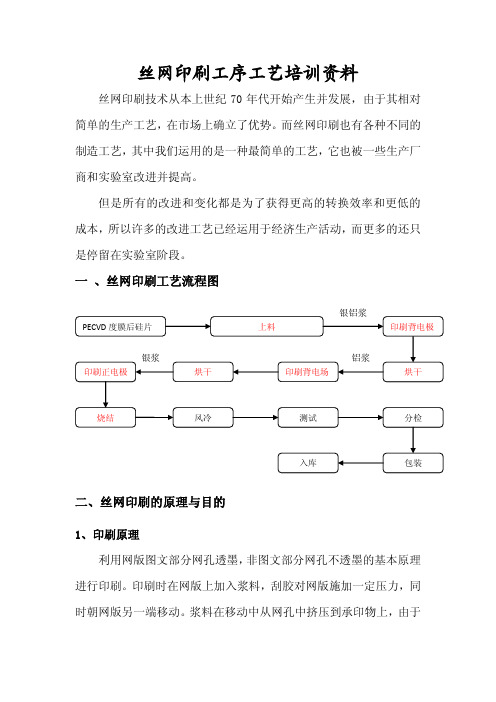
一 、丝网印刷工艺流程图
银铝浆
PECVD 度膜后硅片 上料 印刷背电极
银浆
印刷正电极 烘干 印刷背电场风冷
测试
分检
入库
包装
二、丝网印刷的原理与目的
1、印刷原理 利用网版图文部分网孔透墨, 非图文部分网孔不透墨的基本原理 进行印刷。印刷时在网版上加入浆料,刮胶对网版施加一定压力,同 时朝网版另一端移动。浆料在移动中从网孔中挤压到承印物上,由于
6
刮胶硬度的影响
刮胶材料一般为聚胺脂或氟化橡胶,硬度 60-90A。 刮胶硬度越大,印刷的图形越精确,原图的重现性越好。因此, 正面栅线的印刷就需要选用硬度较高刮胶。
丝网再现线条的最细宽度值通常与丝网直径、网孔宽度有直接关 系。最细线条宽度值计算公式为:
K 2d W
10)张网角度 张网角度是指丝网的经、纬线与网框边的夹角。 张网有两种形式:正绷网、斜交绷网。正绷网即丝网经、纬线与 网框边呈 90 度。斜交绷网是指丝网的经、纬线分别与网框四边呈 一定的角度。 采用斜交绷网利于提高印刷质量,对增加漏墨量也有一定效果。 在印刷精度要求比较高和彩色印刷中,绷网角度的选择对印刷质 量有直接的影响。一般常适用的绷网角度是 20 度一 35 度。我们 使用的网版张网角度都为 22.5 度。 11)刮刀角度 刮刀角度是指刮胶纵长方向与其运动方向在 90°角范围内任意变 换的角度。 刮刀角度决定了刮胶作用于浆料的角度,在这个角度下,刮胶将 浆料沿着网版推动,并且使其透过网孔、填充开孔网眼。 刮胶尖端和网版做直接的线接触。刮胶作用于浆料的真正角度与 最初的设置角度可能会有显著的差别,这取决于印刷压力、刮胶 硬度、刀口形状、网布张力等,真正的作用角度实际上是很难测 量的。 刮刀角度可调范围为 45-75 度, 理想的作用角度在 60-70 度之间。
浅谈丝网印刷工艺流程-1
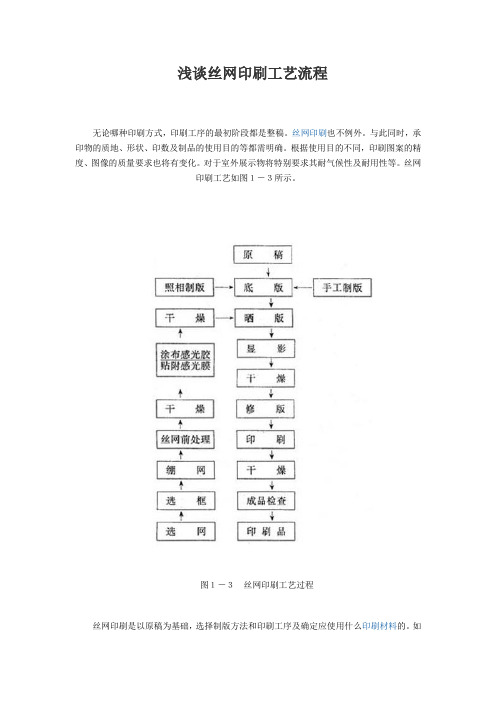
浅谈丝网印刷工艺流程无论哪种印刷方式,印刷工序的最初阶段都是整稿。
丝网印刷也不例外。
与此同时,承印物的质地、形状、印数及制品的使用目的等都需明确。
根据使用目的不同,印刷图案的精度、图像的质量要求也将有变化。
对于室外展示物将特别要求其耐气候性及耐用性等。
丝网印刷工艺如图1-3所示。
图1-3丝网印刷工艺过程丝网印刷是以原稿为基础,选择制版方法和印刷工序及确定应使用什么印刷材料的。
如前所述,由于丝网印刷的用途非常广泛,与此相应的工艺种类也很多,选择哪一种工艺,是很重要的一项工作。
在各个工序中使用的材料也多种多样,选择使用哪材料要根据图案的性质、复制量多少、产品的用途而决定。
比如,以丝网为例,它的材料现在多采用尼龙、聚酯、不锈钢等,它们的工艺性能是不同的。
如尼龙丝网具有理想的弹性和恢复性,以及对凹凸面都可以印刷的特点。
在要求精度高的印刷中,多采用不锈钢丝网。
另外,根据图案的不同,还要采取斜法绷网,使网的经纬线方向与刮板方向保持一定的角度,也可使网在张力允许的范围内拉紧、放松。
制版的方法大致有手工挖剪制版及感光制版两中方法。
前者适用于精度不太高、能够描绘的图案;需要精度较高,并且强调色调层次的印刷物,则必须使用感光制版法。
在感光制版法中,制造耐印力强的印版时可采用直接法,这种方法由于在晒版时阳图底版紧贴在丝网的感光膜上,因此图像质量较差,需要质量较高的图像时,最好采用间接制版法。
对印数少,质量要求不高的印品,使用手工印刷最为方便。
如果需要量大并且要求达到一定质量时,则需要采用高精度的全自动印刷机。
由于丝网印刷的材料、质量、形状千差万别,所以印刷机的种类也很多。
丝网印刷用的油墨,因印刷材料的质地不同,油墨的附着性能不同,所以要有针对性的选用合适的油墨。
另外,由于产品的用途不同,如有需要导电性的、抗腐蚀性的等等,所以使用的油墨也不同。
因为各种油墨的干燥的方法不同,在使用时要注意选择相应的干燥方法。
如上所述,丝网印刷的工艺既复杂又富于变化,在众多的方法中怎样选择最适当的方法,需要有丰富的技术知识。
丝网印刷课件(全)

12
• 开度可以用下列公式计算: • 丝网的开度 网孔面积(A)的平方根。 S—网丝宽度(丝径) K—网孔宽度(开度)
• O=A1/2=(ab)1/2 • 或 O=L/M –d(书上印错)
• 式中:O—开度(μm);
A—网孔面积; a、b—网孔相邻两边的宽度; L—计量丝网目数的单位长度,采用公制计量单 位的为1cm, • 采用英制计量单位的为1英寸,1英寸=?cm; M—丝网目数; T—丝网的丝径。
开口率可以用下列公式计算:
• 5.丝网开口率 • 丝网开口率亦称丝网通孔率、有效筛滤面 积,网孔面积百分率等,即单位面积的丝 网内,网孔面积所占的百分率。
• 开口率=(a×b)/(C×D)×100% • =(a×b)/[(a+T)(b+T)]×100% • 式中: a×b—网孔面积; C×D—丝网面积; T—丝网的丝径。 • 或 开口率= (OM)2/L2 • 式中:O—丝网开度(孔宽); M—丝网目数; L—计量丝网目数的单位长度(厘米或英 寸),计算时应换算为公制单位。
• 3.防潮 • 木质网框的存放场地位应干燥、通风,防 止潮致变形影响其强度和制版质量。
11
第二章 丝网印刷版基的准备
第二节 丝网
• • • • • • • •
教学内容: 1.丝网的有关术语 2.丝网的分类 3.丝网的编织形式 4.丝网的规格型号 5.丝印对丝网的性能要求 6.丝网的性能比较 7.丝网的选用及保管
• 丝网目数 油墨通过性 • 目数越高,丝网越密,网孔越小,油墨通 过性越差。反之,目数越低,丝网越疏, 网孔越大,油墨通过性就越好。 • 所以,在选用丝网时,可根据承印物的精 度要求,选择不同目数的丝网。
第一节 网框
• • • • 教学内容: 1.网框的分类 2.网框的选用 3.网框的保管
丝网印刷流程讲解
E.印刷人員應如實做好首件/自主檢查(印刷是門精深技術,其 中包括對PCB自檢能力)
F.灌孔板印刷: ◎不可粘綱 ◎連續印刷即第1面印完後立即印第2面 ◎雙機同時作業
G.綱版對準度影響因素: ○工作片本身之安定性 ○綱版的準確度及張力 ○印刷器材=正確設定(定位功能)
H.其它項目: ●刮刀平整鋒銳,1次/班研磨 ●刮膠長度:出柄膠面≦2.0CM ●PIN釘不能松動,換PIN需換雙面膠. ●綱版四周油墨不能被風化,每印一框需收墨一次. ●孔邊沿不能積墨,每印二片刮綱或清點一次.
作業.
使油墨預乾燥,以利曝光 作業進行.
油墨攪拌
文字印刷
文字烘烤
將油墨與硬化劑充份 混合.
文字油墨透過網版在板面 上形成文字符號.
使文字油墨乾燥.
文字油墨冷藏櫃
立式烤箱
網版:將網布通過張網機及黏著劑固定黏著在網框上,並
控制網布張力,即成為一張空白網版.塗上乳劑及採用底片進 行影響轉移過程,即形成有圖案之防焊及文字網版.
無塵布/白紙:清網用
固定PIN(貼片):ψ3.0或ψ0.8~ψ2.9mm
油墨攪拌:
A.主劑與硬化劑混合攪拌,應先用攪拌刀挑少許主劑放入硬 化劑中攪拌,然後倒入主劑桶內手工充分攪拌2-3分鍾,再用 攪拌機攪拌10-15分鍾,OK後放置15分鍾以上,讓油墨主劑與 硬化劑充分混合.
B.依先進先出之原則使用已攪拌OK之油墨,開桶後油墨須在 48小時內使用完畢,即需作時間標籤.
防焊塞孔簡介:
為合乎組裝及最終成品之需求而開發之制程,由臺灣開始發 跡,現今防焊塞孔制程最成熟亦在臺灣,因應防焊孔所開發之 設備,工具,物料,制程已列入防焊作業之 重要指標,嚴重影 響公司之制程能力及接單價格.而塞孔能力對於高階之PCB (特性阻抗控制,盲埋孔板,增層法,…等)則為攸關生死之事, 已欲列入IPC之作業標準,可見塞孔作業非常重要.
丝网印刷工艺流程PPT课件
第6页/共10支撑体 ② 给赋予版张力 ③ 控制承印物膜厚的隔板 ④ 控制油墨的透墨量
第7页/共10页
4. 纱的主要作用
4-1 图案形成所需乳剂的支撑体
为了确保精细线图案的形成,感光性乳剂 也必须保持非常纤细均匀的形状。
MS640目 线径15μ 线宽25μ
第8页/共10页
4.纱的主要作用
现在用于50微米的线宽印刷,除了500目产品以外, 640目、730目、840目 也都已经产品化。
MS640目 线径Ф15μm
MS730目 线径Ф13μm
第9页/共10页
840目 线径Ф11μm
感谢您的观看!
第10页/共10页
3. 丝网制版工艺的概要
张网 (在框上粘上网布)
① 把框按一定的倾斜角度 设定好后,用张网机把 网布夹紧。
② 张网时先拉径线,后拉纬 线并施加所定张力。
③ 升高框架,让网布与框 架均一的接触后涂上粘 合剂。
④ 粘合剂硬化后,把网 版从网布上切除下来。
第1页/共10页
3.丝网制版工艺的概要
前处理 (洗净纱上的污垢)
第3页/共10页
3.丝网制版工艺的概要
曝 光 (晒相)
①把掩膜板紧密的贴在乳 剂面上曝光。
掩膜板上透明的地方能够透过UV光, 硬化乳剂。 掩膜板上黑的地方因为不能透过UV 光,所以乳剂不会变硬。
感光性乳剂
掩膜板
UV光源
曝光形象
②放入曝光机,用UV光照 射。
第4页/共10页
3.丝网制版工艺的概要
现 象 (除去未曝光部分的乳剂)
用洗洁剂洗净已张好的纱, 控去水后,用 40℃烘干。 以后的工程都要在无尘室内 进行。
丝网印刷基本原理及流程PPT课件
目前工艺要求:
第一道印刷使用银铝浆。
作用:具有良好的欧姆接触特性和焊接性能,长期附
着性能很好。
第二道印刷使用铝浆。
作用:收集载流子。
第三道印刷使用银浆。
作用:收集电流。
烘干炉、烧结炉的作用:烘干是为了去除浆料中的有质
部分;烧结是为了让上下电极形
2021/3/9
成欧姆接触,提高转换效率。 9
印刷流程
2021/3/9
20
③Image
④Live cam 9点
2021/3/9
21
⑦Step offset (100) ⑧ B(-) ⑨ Confirm Pos.
2021/3/9
22
④Define search 9
⑤Properties
2021/3/9
23
⑥Acquire ⑦Next
2021/3/9
1、新网版上多余的校正点用胶带覆盖,以防止漏浆。丝印第 二/三道可用胶带将印刷区域周边(0.5mm处)用胶带粘贴,延 长网版使用寿命。
2、网版在其固定板上要固定可靠,固定螺钉不要突出固定板 平面。
3、装网版时要一只手触摸网版,一只手按下F4 键,确保网版锁 紧定位可靠。
4、网版安装后能通过自动校正才能倒浆料进去.(网版校正操
15
网版校正操作步骤
•. 概述:
当更换或重新安装网版后(应确认网版校正点已用白色涂 改液修正过,并且小圆点足够清晰完整),丝网印刷机不能自动 识别网版位置(通过自动从行走臂上运一张电池片到印刷台后 )时会报警,需要对网版进行手动校正
Camera 9 检测左边校正点
Camera 10 检测右边校正点
等待电脑自动启动,启动后印刷控制程序将自动加 载。如果没有自动启动请按照如下步骤启动丝网印 刷 控 制 程 序 : 依 次 单 击 , Start---Program--baccini—Print.exe等待程序启动后激活辅助电路, 按下控制面板上的“ AUXIZIARIES Starting”按钮 将看到因素台面闪光,同时听到“啪”的一声。
第七章丝网印刷工艺精品PPT课件
3、 丝网的选择
(1)有一定的抗张强度,伸缩性要小,回弹性要好。 (2)网孔大小均匀,以保证印刷时漏墨量均匀。 (3)稳定性要好,受温湿度及拉力影响,缩小率及延
伸性要小。 (4)耐磨擦性要好,以保证较高的耐印力。 (5)网线光洁,透墨性好。 (6)对各种溶剂及化学品耐抗性好,物理性能不降低。 (7)分辨率能满足产品要求。 (8)选用的丝网必须与油墨相匹配。 3;O)2=O2/(L/M)2=(O×M/L)2
2、 丝网种类
(1)丝绢丝网 属于多丝织品 ,最早用于丝网印刷。 其特点是耐水性强,与感光胶膜的结合性好,
耐磨性和耐化学药性差,成本较高。
(2)尼龙丝网
属单丝织品。由尼龙6或尼龙66化纤单丝组成, 具有很高的强度及耐水,耐蚀,耐磨性,使用 寿命长,表面光滑,透墨性及回弹性好,有适 当的柔软性。
它具有了聚酯网图和不锈钢网的优点,能制得 高张力,低伸长的网版,克服了金属网因金属 疲劳而松弛和聚酯网与模版结合力差等缺点。
具有良好的版膜粘附性、回弹性,耐磨性和透 墨性,导电性好,能抗静电效应,适合于高精 度丝印。
(6)防静电丝网
一种以导电性石墨为线芯的特殊丝线为织物的 丝网。
用它制版不会产生原来由于刮板和丝网摩擦而 在网版上产生静电的现象。这种网版印刷不会 吸附灰尘,油墨也不会发生渗化,图形清晰。
粘合法是借助绷网机将丝网拉到一定的张力后, 用粘结剂粘住网框固定,待其干燥后取下备用。
固定式网框示意图
(2)自绷式网框
它是将丝网自接绷到框架上,由于自绷网框集 绷紧装置和框架为一体,可借助“螺丝调节” 或“棍式框架”自张绷网。
该网框具有“方便、灵活、网版寿命长”等优 点,适用于多品种小批量印刷。
丝网印刷的主要内容:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作台将支撑板
固定在架
台平板上丝网印刷工艺流程
操作台
收到原稿制作丝网印版
调色配制油墨印刷
准备操作台
固定支撑板
放置承印物固定丝网印版
丝网印刷工艺流程
过程要点收到客户的丝印图
样转化成丝网用图样,按照图样制作丝印网板按照承印物质的大小定制操作台架,操作台面可前后左右移动。
根据产品特点设计制作支撑板并将其固定在操作台面上
将承印物放置于支撑板上,保证印刷表面与操作台面平行,以承印物的两垂直边靠紧支撑板做为定位基准面。
固定丝印网板:将放入固定槽中,旋紧紧固夹,将丝印网板固定于操作台专用网板固定装置
上。
承印物
基准面丝印网板
紧固夹
旋紧紧固夹调节网板高度高度调节杆
按照客户提供的色板配制印刷油墨
准备印刷
调节操作台调整网板高度装置,将网板高度调整至适合
印刷的高度位置,注意网板应与操作台面保持水平。
(通常应使丝网面距承印表面对3~4㎜)
前后调整烘干机控制面板
左右调整
烘干设备
调整产品位置
印烘干换色印
刷包装过程要点
调节操作台面可调装置作前后左右调整至可保证承印物可达到图纸要求尺寸的位置
放下丝印网板,加入油墨印料,然后
用刮板刮压印料(通常实际操作中刮板与丝网的夹角50°),抬起网板印刷完成。
将印制好的产品移入烘干设备的传送带上,进行烘干。
(注意印刷面向上放置,放置时保持周围环境清洁无灰尘)
产品检查过程:
1.首件检查
2.IPQC 巡检(按每小时抽查方式)
3.成品最终检查检查包装需注意色差、尺寸精度、表面效果等等按要求验收。
包装需合理,注意产品保护,保证在运输过程中不被损坏。
刮板
检查按油墨印料的要求设定烘干设备的温度和传送速度。
启动烘干
设备。