电熔管件参数
钢丝网骨架聚乙烯电熔管件(电熔90°弯头)规格大全
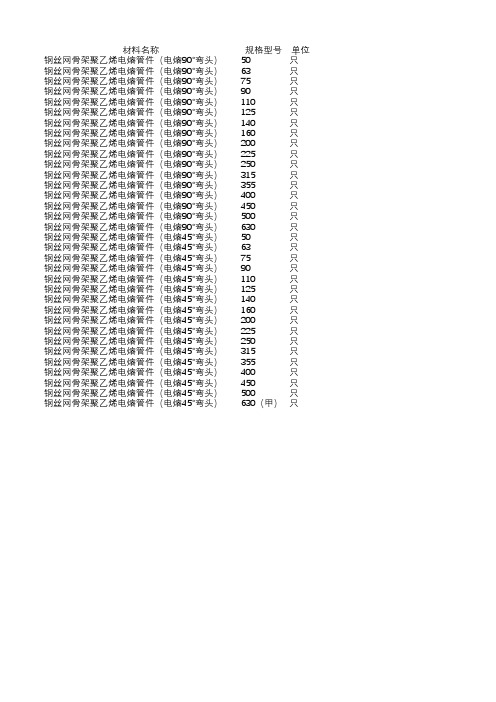
材料名称规格型号单位钢丝网骨架聚乙烯电熔管件(电熔90°弯头)50只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)63只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)75只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)90只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)110只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)125只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)140只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)160只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)200只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)225只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)250只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)315只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)355只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)400只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)450只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)500只钢丝网骨架聚乙烯电熔管件(电熔90°弯头)630只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)50只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)63只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)75只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)90只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)110只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)125只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)140只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)160只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)200只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)225只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)250只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)315只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)355只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)400只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)450只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)500只钢丝网骨架聚乙烯电熔管件(电熔45°弯头)630(甲)只。
pe电熔管件焊接参数

PE电熔管件焊接参数1. 引言PE(聚乙烯)电熔管件是一种常用于给水、燃气、化工和其他领域的管道连接件。
它具有耐腐蚀、抗老化、高强度等优点,因此在工程中得到广泛应用。
为了确保PE电熔管件的焊接质量,我们需要掌握正确的焊接参数。
本文将介绍PE电熔管件的焊接参数,包括温度、压力和时间等关键参数。
我们还将讨论如何选择合适的焊接参数以及如何调整参数以适应不同的工程需求。
2. 焊接温度焊接温度是决定PE电熔管件焊接质量的重要参数之一。
过低的温度会导致焊缝强度不足,而过高的温度可能引起材料熔化或变形。
根据实际情况,选择合适的焊接温度非常重要。
一般来说,PE电熔管件的标准焊接温度范围为200°C至250°C。
在选择具体温度时,可以参考以下几个因素:•PE材料类型:不同类型的PE材料对焊接温度的要求可能有所不同。
在选择温度时,需要根据材料的熔点和热稳定性来确定。
•管件尺寸:管件尺寸越大,需要的焊接温度就越高。
因为大尺寸的管件需要更多的热量来实现完全熔化。
•环境温度:环境温度也会对焊接温度产生影响。
在低温环境下,可能需要增加焊接温度以保证焊缝质量。
3. 焊接压力除了合适的焊接温度外,适当的焊接压力也是确保PE电熔管件焊接质量的关键因素之一。
过低或过高的压力都会对焊缝质量产生不良影响。
一般来说,推荐使用的标准焊接压力范围为0.5MPa至1.5MPa。
具体选择时,可以考虑以下几个因素:•PE材料类型:不同类型的PE材料对焊接压力的要求可能有所不同。
一般来说,较硬、刚性的PE材料需要较高的压力来确保良好的融合。
•管件尺寸:管件尺寸越大,需要的焊接压力就越高。
因为大尺寸的管件需要更大的压力来使焊缝充分贴合。
•环境条件:环境条件也会对焊接压力产生影响。
在高温环境下,可能需要降低焊接压力以避免过热和变形。
4. 焊接时间除了温度和压力外,焊接时间也是决定PE电熔管件焊接质量的重要参数之一。
过短的时间可能导致焊缝结合不牢固,而过长的时间则会引起过热和变形。
hdpe管电热熔焊接参数
hdpe管电热熔焊接参数1. 管材概述- HDPE管材是一种高密度聚乙烯管材,具有优良的物理性能和化学稳定性。
- 良好的耐腐蚀性和耐酸碱性,适用于各种排水、供水和化工管道等。
2. 焊接方法- HDPE管材常用的焊接方法有热熔焊,电熔焊,热板堆熔焊等,其中热熔焊是最常用、最常见的一种。
- 热熔焊分为手动熔接和机械熔接两种方式,相比于机械熔接,手动熔接需要使用特殊的焊接工具,更为简便,广泛应用于小口径、短距离的电力、供水、排水管道等。
3. 电热熔焊接参数- HDPE管材的电热熔焊接主要包括加热、热熔和冷却三个过程,因此焊接参数需要注意以下几个方面:- 加热温度:一般规定为215℃±5℃,应有专用的加热器或工具,在使用前应先校验加热器或工具的温度是否符合要求。
- 热熔时间:一般为40-60秒。
- 热熔压力:一般要求在0.85MPa左右,压力过大易导致管材变形甚至断裂。
- 冷却时间:一般为4-6分钟,管材接头要充分冷却后才能移动或加压使用。
4. 注意事项- 在电热熔焊接HDPE管材时,必须保证管材必须完整,受到划痕或污染的管材不能用于焊接。
- 焊接前需要清洗焊接表面,确保表面平整洁净,以保证接头焊接密实。
- 焊接时需要严格按照操作规范进行操作,不得擅自调整焊接参数和操作过程,特别是热熔温度、热熔压力等参数,否则会影响接头质量。
- 焊接完成后,需要对接头进行检验,确保接头质量良好,如发现问题,应及时处理。
总的来说,电热熔焊接HDPE管材是一种高要求的工艺,需要在一定的技术背景下进行操作。
在操作时,需要结合实际情况审慎考虑焊接参数,确保操作规范、操作安全,并在焊接完成后进行严格的检验,以保证焊接的质量。
电熔直通承插深度及焊接工艺

电熔直通的示意图见图1,各规格的尺寸见表1
图1电熔直通的示意图
表1电熔直通的尺寸
规格
SDR系列
承插深度L1
总长度L
规格
SDR系列
承插深度L1
总长度L
dn20
11
45
92
dn140
11
90
183
dn25
11
41
85
dn160
11
88
180
dn32
11
40
82
dn180
11
98
200
dn40
42
10
Dn40 X32异径
39.5
70
10
-Ma聊^应,
O T—
o
T—
o
T—
o T—
o
T—
o
T—
o
T—
o
T—
o
\—
o
T—
o
\—
o
T—
ID
LO
LO
LO
o
o
O
LO LO
00
9
s
O
s
9
ID CM
9 CXI
00 co
寸
CO
CM CM
CM CXI
CM CO
LO
9
O O
T—
s
O
CO
O寸x—
LO
&co
LO
O CO
LO
O
CO
ID
o co
O
o寸
CM
o
co
S
LO
o
LO
电熔管件时间表

90*63 110*63 125*63 160*63 200*90 250*90 315*90 400 450 500 560 630
020 010 010 003 003 003 φ0.55 TUφ1.2 H65φ1.13 H65φ1.2 H65φ0.84 H65φ0.94
7.20-7.35 3.70-3.85 3.70-3.85 1.80-1.85 1.44-1.46 1.44-1.46 1.44-1.46 0.65 0.947 1.033 0.837 0.837
75
003
1.13-1.20
86
39.5
弯头、三通
75
0.01739
0.80-0.83
86
39.5
异径
75*63
003
1.38-1.48
90
39.5
异径
75*40
010
3.15-3.30
100
39.5
直通、弯头、三通 90
0.01739
0.89-0.96
103
39.5
异径
90*75
003
39.5
异径
90*63
003
1.22-1.26
102
39.5
直通、弯头、三通 110
0.01739
0.68-0.71
132
39.5
异径
110*90
0.01739
0.75-0.77
142
39.5
异径
110*75
0.01739
1.038-1.05 150
39.5
异径
110*63
0.01739
0.93-0.95
120
PE-RT电熔管件与PE电熔管件的对比
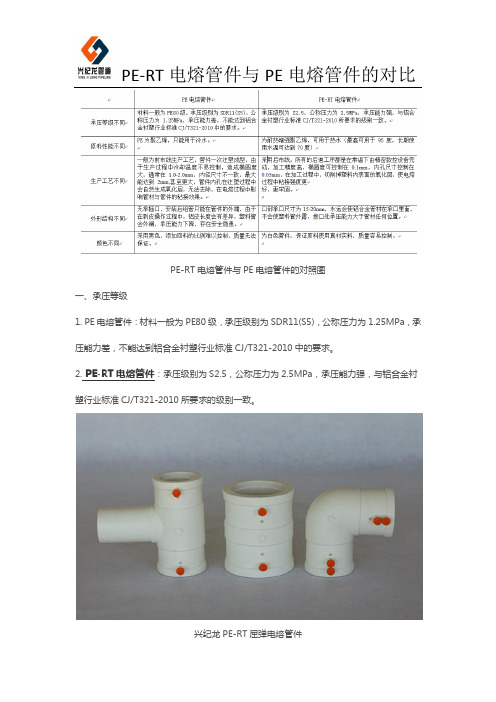
PE-RT电熔管件与PE电熔管件的对照图一、承压等级1. PE电熔管件:材料一般为PE80级,承压级别为SDR11(S5),公称压力为1.25MPa,承压能力差,不能达到铝合金衬塑行业标准CJ/T321-2010中的要求。
2. PE-RT电熔管件:承压级别为S2.5,公称压力为2.5MPa,承压能力强,与铝合金衬塑行业标准CJ/T321-2010所要求的级别一致。
兴纪龙PE-RT屈弹电熔管件二、原料性能1.PE电熔管件:PE为聚乙烯,只能用于冷水。
2.PE-RT电熔管件:为耐热增强聚乙烯,可用于热水(最高可用于95度,长期使用水温可达到70度)三、生产工艺1. PE电熔管件:一般为前布线生产工艺,管件一次注塑成型,由于生产过程中冷却温度不易控制,造成椭圆度大,通常在1.0-2.0mm,内径尺寸不一致,最大能达到2mm,甚至更大,管件内孔在注塑过程中会自然生成氧化层,无法去除,在电熔过程中影响管材与管件的粘接效果。
2. PE-RT电熔管件:采用后布线,所有的后道工序都是在常温下由精密数控设备完成,加工精度高,椭圆度可控制在0.1mm,内孔尺寸控制在0.05mm,在加工过程中,切削掉塑料内表面的氧化层,使电熔过程中粘接强度更好,更牢固。
四、外形结构1.无承插口,安装后铝管只能在管件的外端,由于在剥皮操作过程中,铝皮长度会有差异,塑料管会外漏,承压能力下降,存在安全隐患。
2.口部承口尺寸为15-20mm,永远会使铝合金管材在承口里面,不会使塑料管外露,接口处承压能力大于管材任何位置。
PE电熔管件四、颜色不同1.采用黑色,添加回料的比例难以控制,质量无法保证。
2.为白色管件,保证原料使用真材实料,质量容易控制。
电熔管件时间表

电熔管件参数范文

电熔管件参数范文电熔管件是一种通过加热将管道连接部分熔接在一起的管道连接方式。
其参数包括管材质量参数和管道尺寸参数。
1.管材质量参数:电熔管件的管材材料通常是聚乙烯(PE)或聚丙烯(PP),通过将管材加热到熔化状态来实现管道的连接。
管材材料的质量参数主要包括密度、拉伸强度和冲击强度等。
(1)密度:电熔管件的密度是指单位体积管材的质量,一般用千克/立方米(kg/m³)表示。
聚乙烯的密度一般在900kg/m³-950kg/m³之间,而聚丙烯的密度一般在900kg/m³-940kg/m³之间。
密度的差异会直接影响管材的硬度和机械性能。
(2)拉伸强度:电熔管件的拉伸强度是指在标准试验条件下管材在拉伸过程中所能承受的最大应力,一般用兆帕(MPa)表示。
聚乙烯的拉伸强度一般在20MPa-30MPa之间,而聚丙烯的拉伸强度一般在20MPa-40MPa之间。
拉伸强度的差异会直接影响管材的抗拉能力和使用寿命。
(3)冲击强度:电熔管件的冲击强度是指单位截面积管材在冲击试验中所能承受的最大冲击应力,一般用焦耳/平方厘米(J/cm²)表示。
聚乙烯的冲击强度一般在10J/cm²-15J/cm²之间,而聚丙烯的冲击强度一般在15J/cm²-30J/cm²之间。
冲击强度的差异会直接影响管材的耐冲击性能。
2.管道尺寸参数:电熔管件的管道尺寸参数主要包括管材直径、壁厚和长度等。
(1)管材直径:电熔管件的管材直径一般以毫米(mm)为单位表示,常见的直径有20mm、25mm、32mm、40mm等。
管材直径的选择应根据实际使用需求和管道运输压力确定。
(2)壁厚:电熔管件的壁厚一般以毫米(mm)为单位表示。
不同直径的管材通常具有不同的壁厚。
壁厚的选择应根据管道运输介质的性质及其运输压力等因素进行合理确定。
(3)长度:电熔管件的长度一般以米(m)为单位表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电压35V时间90S 电压20V时间60S 电压30V时间100S 电压30V时间240S 电流30A时间260S 电压30V时间100S 电压30V时间120S 电流30A时间150S 电压25V时间120S 电压20V时间90S 电压20V时间70S 电压20V时间70S 电压35V时间90S 电压25V时间40S 电压45V时间300S 电压30V时间400S 电压35V时间150S 电压20V时间150S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S 电压30V时间400S 电压35V时间200S 电压30V时间60S 电压20V时间120S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S
电压35V时间650S 电压50V时间350S
电压35V时间90S 电压35V时间160S 电压50V时间350S 电流40A时间280S 电压40V时间300S 电压40V时间300S 电流0A时间30S 电压35V时间200S 电压35V时间120S 电压35V时间90S 电压35V时间90S 电流40A时间100S 电流0A时间30S 电流40A时间170S 电流40A时间280S 电流0A时间60S 电流43A时间300S
参数根据施工环境决定
电流0A时间60S
电流43A时间300S
电流40A时间100S 电流0A时间30S
电流40A时间170S
Hale Waihona Puke 电压60V时间450S 电压50V时间700S 电压35V时间650S 电压50V时间350S 电压50V时间350S 电压50V时间350S 电压35V时间160S 电压35V时间160S 电压35V时间160S 电压35V时间90S 电压35V时间90S
此参数仅供参考,一切实际焊接参数根据施工环境决定
供参考,一切焊接参数根据实际施工环境的测量为准)
第三段 电流40A时间150S 电压35V时间650S 电压50V时间350S 电压50V时间350S 电压35V时间160S 电压35V时间90S 第四段 第五段 第六段
电流40A时间280S 电压35V时间650S 电流0A时间30S 电压50V时间350S 电压35V时间160S 电压35V时间90S
电压35V时间150S 电压30V时间70S 电压35V时间120S 电压35V时间240S 电流35A时间300S 电压35V时间200S 电压35V时间200S 电流35A时间300S 电压30V时间130S 电压30V时间100S 电压30V时间80S 电压30V时间80S 电压35V时间150S 电压30V时间40S 电压50V时间400S 电压30V时间400S 电压40V时间250S 电压30V时间150S 电压35V时间120S 电压30V时间70S 电压35V时间150S 电压35V时间55S 电压30V时间400S 电压40V时间300S 电压35V时间120S 电压30V时间120S 电压30V时间120S 电压30V时间70S 电压35V时间150S 电压35V时间55S
焊接参数(此参数仅供参考,一切焊接参数根据实际施工环境的测
商品全名 电熔弯头L355 电熔90度弯头L250 电熔弯头L225 电熔90度弯头L160 电熔90度弯头L110 电熔90度弯头L90 电熔90度弯头L75 电熔90度弯头L63 电熔45度弯头L355*45° 电熔45度弯头L250 电熔弯头L225-45° 电熔45度弯头L160 电熔45度弯头L110 电熔45度弯头L90 电熔45度弯头L75 电熔45度弯头L63 电熔异径三通T355-110 电熔异三通T250-225 电熔异径三通T250-110 电熔异三通T225-160 电熔异三通T225-110 电熔异径三通T160-110 电熔异径三通T110-90 电熔异径三通T110-75 电熔异径三通T110-63 电熔异径三通T90-75 电熔异径三通T90-63 电熔异径三通T75-63 电熔正三通T250 电熔三通T225 电熔正三通T63 第一段 电流30A时间250S 电压30V时间400S 电压40V时间100S 电压30V时间240S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S 电流30A时间260S 电压30V时间400S 电流30A时间150S 电压30V时间240S 电压30V时间100S 电压20V时间60S 电压35V时间90S 电压35V时间55S 电压45V时间300S 电压40V时间200S 电压30V时间400S 电压40V时间100S 电压40V时间100S 电压30V时间240S 电压30V时间100S 电压30V时间100S 电压30V时间100S 电压20V时间60S 电压20V时间60S 电压35V时间90S 电压30V时间400S 电压40V时间100S 电压35V时间55S 第二段 电流35A时间450S 电压30V时间400S 电压45V时间250S 电压35V时间240S 电压35V时间120S 电压30V时间70S 电压35V时间150S 电压35V时间55S 电流35A时间300S 电压30V时间400S 电流35A时间300S 电压35V时间240S 电压35V时间120S 电压30V时间70S 电压35V时间150S 电压35V时间55S 电压50V时间400S 电压45V时间300S 电压30V时间400S 电压45V时间250S 电压45V时间250S 电压35V时间240S 电压35V时间120S 电压35V时间120S 电压35V时间120S 电压30V时间70S 电压30V时间70S 电压35V时间150S 电压30V时间400S 电压45V时间250S 电压35V时间55S
电熔正三通T75 电熔正三通T90 电熔正三通T110 电熔正三通T160 电熔异径大小头S355-250 电熔异径直接S250-160 电熔异径大小头S225-160 电熔异径大小头S225-110 电熔异径直接S160-110 电熔异径直接S110-90 电熔异径直接S110-75 电熔异径直接S110-63 电熔异径直接S90-75 电熔异径大小头S75*63 电熔直接S355 电熔直接S250 电熔直接S225 电熔直接S160 电熔直接S110 电熔直接S90 电熔直接S75 电熔直接S63 电熔发兰F355 电熔发兰F250 电熔法兰F225 电熔发兰F160 电熔发兰F110 电熔发兰F90 电熔发兰F75 电熔发兰F63
电压35V时间50S 电压60V时间420S 电压35V时间650S 电压45V时间320S 电压35V时间300S 电压35V时间160S 电压35V时间90S
电压35V时间650S 电压45V时间500S 电压40V时间240S 电压35V时间240S 电压30V时间120S 电压35V时间90S