口罩批生产记录
医疗器械公司 医用防护口罩批生产记录

3.挑选出耳带未焊接好和焊接不牢固的口罩,后执行《耳带点焊机》自动生产开始进行手动点焊。
5.将合格的口罩计数装袋,不合格的口罩置不合品筐内。
全自动一拖一外耳带平面口罩机:设备型号:设备编码:
物料平衡=(产成合格品数量a×每只重量b+不合格品c×每只重量b +
尾料量d+废料量e)÷1000÷领用总量h×100%
物料平衡范围:98%--102%
物料平衡=(a×b+c×b+d+e)÷1000÷h×100%
3、设备、模具、器具清洁、待用。
4、计量器具清洁、待用,有校验合格标志,且在校验周期内。
5、温度18~28℃,相对湿度45~65%。
6、房间压差应当保持相对负压。
7、物料符合生产指令。
8、现场有相关文件和空白记录。
1.符合规定()1.不符合规定()
2.符合规定() 2.不符合规定()
3.符合规定() 3.不符合规定()
=
操作人:复核人:
QA监控员:
递交
1、将已经制作好的医用防护口罩移入车间暂存间待验。
名称
产品批号
数量(只)
总件数
递交人
接收人
递交时间
医用防护口罩
异常情况
处理
医用防护口罩本体制作工序生产记录
工序
本体制作
尺寸
110×165mm
批号
批量
生产日期
批生产记录模板
批生产记录模板1. 引言本文档为批生产记录模板,用于记录生产过程中的关键信息和操作步骤,以确保生产过程的可追溯性和一致性。
批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
2. 批生产记录表格模板序号日期产品批号生产线生产工艺操作员审核员1 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名2 yyyy-mm-dd 这里填写产品批号这里填写生产线信息这里填写生产工艺信息这里填写操作员姓名这里填写审核员姓名…………………3. 批生产记录的内容3.1 生产信息记录包括生产日期、产品批号、生产线、生产工艺等关键信息。
3.2 原料使用记录记录使用的原料的名称、批号、用量等信息,确保生产过程中使用正确的原料。
3.3 设备操作记录记录设备的启动、调整和停机过程,包括设备编号、操作员、操作时间等信息。
3.4 生产操作记录记录生产过程中的关键操作步骤,包括操作员、操作时间、操作内容等信息。
例如:•准备生产原料•混合原料•注入容器•运输产品•包装产品3.5 质量控制记录记录生产过程中的质量控制操作和结果,包括原料检验、产品检验等。
确保产品达到质量标准。
3.6 清洁和消毒记录记录清洁和消毒操作,确保生产环境符合卫生要求。
3.7 销售和分发记录记录产品的销售和分发情况,包括销售日期、销售数量、销售对象等信息。
4. 批生产记录的保存和归档完成生产后,批生产记录应按照规定的归档程序进行保存,确保可追溯性和安全性。
5. 批生产记录的审批和验证批生产记录应经过相应部门的审批和验证,确保内容真实可信。
6. 总结批生产记录是生产过程中的重要记录,对于质量管理和监督具有重要意义。
使用本文档的批生产记录模板可以有效地规范和记录生产过程中的关键信息和操作步骤,保证生产的可追溯性和一致性。
在进行生产过程中,请根据实际情况填写各项信息,并按照归档程序进行保存。
2021年(带式)一次性使用医用口罩生产流转卡1页

产品名称
带式口罩
型号规格数量成品生产批号
A类物料的可追溯性记录
A类物料名称
A类物料批号
A类物料名称
A类物料批号
A类物料名称
A类物料批号
口罩片
工序
开始
日期
结束
日期
设备号
投入数量
首检
完工检
操作者
检验员
序号
名称
自检
专检
合格数
不合格数
1
辅料置放
2
▲口罩上带
SB-006
3
检验
4
小包装
5
★热封
SB-0Байду номын сангаас8
6
检验
7
包装
8
★E0灭菌
灭菌批号:EO残留检验结果:
9
解析
解析库放置14天。
10
成品检检
无菌检验结果:成品检验结论:
11
入库
合格成品数:入库数:入库人:库管员:入库日期:年 月曰
备注
注:▲为关键工序; ★为特殊过程
一次性使用医用口罩批生产记录(客户需要根据实际修改)
合格数量
不合格数量
报废数量
备注
操作人/日期:复核人/日期:
备注:
记录人/日期:
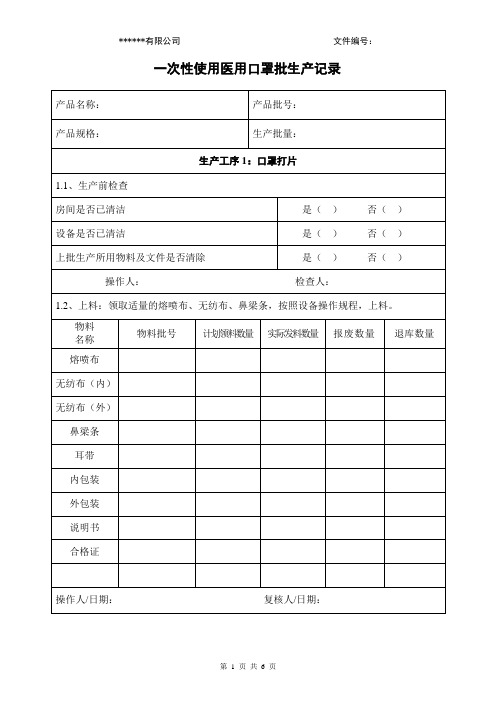
一次性使用医用口罩批生产记录
生产工序3:内包装
3.1、内包装:按照工艺规程的相关参数,调试设备,开始封口,封口的质量由生产人员及质量人员不定时抽检,并记录抽检的检查情况。
3.2、生产使用的设备
设备名称:设备编号:
口罩成品取样数量:取样人/日期:
口罩留样数量:留样人/日期:
口罩成品总数量:
一次性使用医用口罩批生产记录
工序名称:清场记录
清场批号
清场日期
生产结束后将“生产中”换挂“待清场”状态标志,按相关操作程序进行清场。
清场内容
清场要求
清场人自查
QA 检 查
本批产品相关记录
清 理
是( )否( )
合格( )不合格( )
设备状态标志
及时更换
是( )否( )
合格( )不合格( )
室内废弃物
清除干净
是( )否( )
合格( )不合格( )
设 备
贴签机清洁
是( )否( )
合格( )不合格( )
房 间
清洁干净
是( )否( )
合格( )不合格( )
不能使用包材
在QA的监督下销毁并做好记录
是( )否( )
合格( )不合格( )
QA检查结论
温度:湿度:
设备运行参数:
3.3、封口过程的抽检
检查时间
1
2
3
4
5
生产部抽检人/日期:质量部抽检人/日期:
3.3口罩封口数量
口罩计划生产数量
内包规格
劳动防护用品进场验收记录
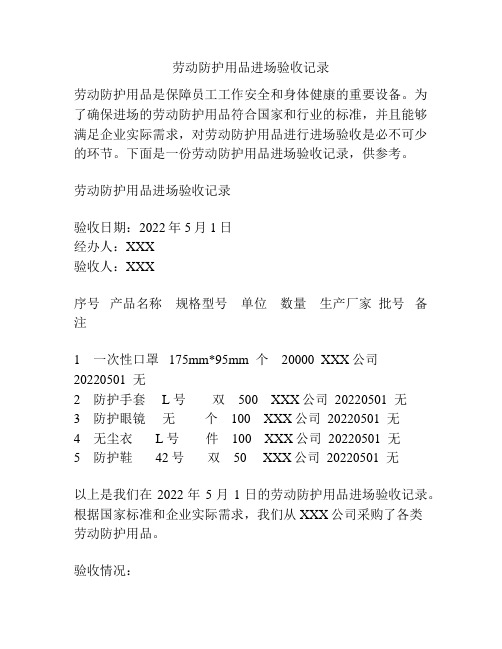
劳动防护用品进场验收记录劳动防护用品是保障员工工作安全和身体健康的重要设备。
为了确保进场的劳动防护用品符合国家和行业的标准,并且能够满足企业实际需求,对劳动防护用品进行进场验收是必不可少的环节。
下面是一份劳动防护用品进场验收记录,供参考。
劳动防护用品进场验收记录验收日期:2022年5月1日经办人:XXX验收人:XXX序号产品名称规格型号单位数量生产厂家批号备注1 一次性口罩 175mm*95mm 个 20000 XXX公司20220501 无2 防护手套 L号双 500 XXX公司 20220501 无3 防护眼镜无个 100 XXX公司 20220501 无4 无尘衣 L号件 100 XXX公司 20220501 无5 防护鞋 42号双 50 XXX公司 20220501 无以上是我们在2022年5月1日的劳动防护用品进场验收记录。
根据国家标准和企业实际需求,我们从XXX公司采购了各类劳动防护用品。
验收情况:1. 一次性口罩:规格为175mm*95mm,共进场20000个,生产厂家为XXX公司,批号为20220501。
口罩无外观破损、沾污等现象,符合正常要求。
2. 防护手套:规格为L号,共进场500双,生产厂家为XXX 公司,批号为20220501。
手套无明显划痕、破损等现象,符合正常要求。
3. 防护眼镜:规格为无,共进场100个,生产厂家为XXX公司,批号为20220501。
眼镜无明显划痕、毛刺等现象,符合正常要求。
4. 无尘衣:规格为L号,共进场100件,生产厂家为XXX公司,批号为20220501。
无尘衣无明显破损、开线等现象,符合正常要求。
5. 防护鞋:规格为42号,共进场50双,生产厂家为XXX公司,批号为20220501。
鞋子无明显破损、剥落等现象,符合正常要求。
经验人签字:_______________验收人签字:_______________此次劳动防护用品进场验收记录共涉及五类劳动防护用品,经过验收发现符合国家和企业的相关标准。
一次性使用医用口罩生产记录
□有 □无 □是 □否 □ 符合规定□ 不符合规定
过程项目
生产操作
操作员
准备
操 作 过 程
清场
1 包装领料人员查看生产指令单。 2 填写领料单,并签名,并经过生产经理领料单上签字。 3 告知仓库需要物料
1 确认包装材料
PE 袋: 个,来料批号:
2. 装袋, 片/袋
3. 封口机温度
℃、速度
袋/min
4. □封口严实、整齐 □无法封口
;耳熔时
间
s
2. 将五种原料安装至相应卷轴的位置,并固定。检查原料边缘
是否有撕裂。□ 无撕裂破损 □ 撕裂破损无法上机
3. 原料拉出经过导料处至折边位置。第
层布拉过熔接轮
组;第 层布拉过熔接轮组;第二层夹于第
层中间
并以手轻轻夹住三层材料辅助运送材料。
□ 牵引正常 □ 非正常
4. 将包边穿过包边槽,开启机器使之相熔接,将鼻线通过鼻线
外形尺寸
褶皱宽度
7. 检 验 员 检 测 合 格 后 , 进 行 半 成 品 入 库 。 入 库 数 量
PCS;入库单号
全部完毕后现场进行清场,通知检验员确认。
操作员 朱小红
复核人
检验人 朱泽涛
统计
生产半成品 片,其中不合格品 片,合格品 片。
4
恩施金凰新材料有限公司
编号:SOR-SC-201-A/0
输送系统到鼻线切断装置,将本体分配器电源开关和耳带熔
接机的电源向顺时针旋转。
□ 包边与三层布相接 □ 包边与三层布无法相接
5. 打开超声波电源。将两侧的耳带线通过指示图的方向经过送
料主动轮、送料控制轮、导管、转向轮、固定在耳带线头夹
指上。按《全自动口罩机操作规程》开始匀速作业。
口罩批生产记录
批生产记录产品名称:生产批号:****有限公司批生产指令单编码:SC-2020-0****有限公司领 /退料单****有限公司医用外科口罩备料工序生产记录编码:SC-2020-2备料人:复核人:****有限公司医用外科口罩压合成型工序生产记录编码:SC-2020-3操作人:复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场清洁及消毒工作记录****有限公司医用外科口罩耳带焊接工序生产记录编码:SC-2020-6操作人:复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场工作记录****有限公司医用外科口罩内包热封工序生产记录编码:SC-2020-7操作人:复核人:中间产品交接单中间产品交接单中间产品交接单****有限公司清场工作记录****有限公司医用外科口罩灭菌过程生产记录编码:SC-2020-8操作人:复核人:****有限公司医用外科口罩包装工序批包装记录操作人:复核人****有限公司清场工作记录****有限公司领 /退料单****有限公司成品请验单****有限公司成品请验单****有限公司成品请验单****有限公司仓库: 生产车间:****有限公司编码:SC-2020-11仓库: 生产车间:****有限公司第 一 联 : 批记录贴第 二 联 : 仓库存医用外科口罩批生产记录审核表生产部:年月日质管部:年月日****有限公司成品放行审核单。
口罩成品出厂检验报告单
口罩成品出厂检验报告单报告单号:2024-001报告日期:2024年XX月XX日一、产品概述产品名称:口罩产品规格:一次性医用口罩产品批号:XXXXX生产企业:XXXX有限公司二、检验依据1.GB2626-2024《呼吸防护用品自吸过滤式颗粒物呼吸器》2.YY/T0969-2024《一次性使用医用外科口罩》3.产品标准和企业内部控制标准三、检验项目及结果检验项目:1.外观检验2.尺寸和形状检验3.细菌过滤效率检验4.压力差检验5.环境生物洁净度检验6.包装检验检验结果:1.外观检验:合格外观无明显污染、破损及变形情况。
2.尺寸和形状检验:合格口罩尺寸符合标准规定,形状完整一致。
3.细菌过滤效率检验:合格依据YY/T0969-2024标准,对口罩进行细菌过滤效率测试,结果达到标准要求,细菌过滤效率(BFE)为XX%。
4.压力差检验:合格针对口罩进行压力差测试,结果符合标准要求,压力差为XPa。
5.环境生物洁净度检验:合格检验员在生产车间随机采集5处样品进行生物洁净度检验,结果显示无菌。
6.包装检验:合格包装完好,符合国家和企业相关标准要求,无破损、变形及明显异味。
四、结论及建议结论:根据上述检验结果,本次口罩成品出厂检验结果显示符合相关产品标准和企业内部控制标准要求。
建议:作为生产企业,请在产品生产和销售过程中,严格按照国家和行业相关标准要求进行生产管理,确保产品的质量和安全性。
五、检验人员签名检验人员:XXX日期:2024年XX月XX日总结:本次检验结果显示,该批口罩成品符合国家和企业内部标准要求,可以安全使用。
希望企业能够持续提高生产管理水平,加强质量控制,为用户提供更好的产品。
不断提高企业自身竞争力,助力打赢疫情防控阻击战。
以上为本次口罩成品出厂检验报告单的内容。
口罩本体制作工序生产记录1
口罩本体制作工序生产记录
编号:SC-JL-027-00 设备名称: 设备编号:
工序
口罩本体制作
尺寸
批号
批量
日期
操作指令
1.医用防护口罩生产工艺规程《SC-SOP-011-00》 3.口罩片生产操作规程《SC-SOP-004-00》
2.清场管理规程《SC-SMP-004-00》
投料
物料名称
物料规格
投料量
备注
总投料量
设备参数
1.超声波振幅:15kHz(全自动超声波自动调节)。
(注:参数设定后无需每批调节)
操作人:
操动按钮。
3.确认机器各设置参数与产品效果,确认无误且产品符合要求后,可收集产品。
4.生产过程监测本体尺寸和外观。
操作人:
合格品
月日
月日
月日
月日
月日
月日
月日
月日
月日
月日
合计
废品数
月日
月日
月日
月日
月日
月日
月日
月日
月日
月日
合计
总投料量:
合格品物料:
废料:
备注
偏差分析和处理:
称量人:复核人:
次性使用口罩批生产记录汇总
汕头市泰恩康医用器材厂有限公司批生产指令单编码:kh-sc-001汕头市泰恩康医用器材厂有限公司灭菌指令单编码:SC-03汕头市泰恩康医用器材厂有限公司领 /退料单汕头市泰恩康医用器材厂有限公司一次性使用口罩称量、备料工序生产记录编码:SC-32称量人:复核人:汕头市泰恩康医用器材厂有限公司清场工作记录汕头市泰恩康医用器材厂有限公司一次性使用口罩本体制作工序生产记录编码:SC-33汕头市泰恩康医用器材厂有限公司中间产品交接单汕头市泰恩康医用器材厂有限公司中间产品交接单汕头市泰恩康医用器材厂有限公司清场工作记录汕头市泰恩康医用器材厂有限公司一次性使用口罩耳带点焊工序生产记录编码:SC-36操作人:复核人:汕头市泰恩康医用器材厂有限公司中间产品交接单汕头市泰恩康医用器材厂有限公司中间产品交接单中间产品交接单汕头市泰恩康医用器材厂有限公司中间产品交接单中间产品交接单汕头市泰恩康医用器材厂有限公司中间产品交接单中间产品交接单汕头市泰恩康医用器材厂有限公司中间产品交接单清场工作记录一次性使用口罩包装工序批包装记录清场工作记录汕头市泰恩康医用器材厂有限公司环氧乙烷灭菌记录编码:SC-39时间:2013年月日灭菌批号:二、灭菌室初始状态:温度:℃压力: MPa三、用气量:环氧乙烷: Kg四、过程:详见环氧乙烷灭菌参数记录。
五、总结:开始时间:日时分结束时间:日时分灭菌时间:共时分效果初步鉴定:灭菌标志由红变操作人:环氧乙烷灭菌记录编码:SC-39时间2013年月日灭菌批号:二、灭菌室初始状态:温度:℃压力: MPa三、用气量:环氧乙烷: Kg四、过程:详见环氧乙烷灭菌参数记录。
五、总结:开始时间:日时分结束时间:日时分灭菌时间:共时分效果初步鉴定:灭菌标志由红变操作人:环氧乙烷灭菌记录编码:SC-39时间: 2013年月日灭菌批号:二、灭菌室初始状态:温度:℃压力: MPa三、用气量:环氧乙烷: Kg四、过程:详见环氧乙烷灭菌参数记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
批生产记录
产品名称:
生产批号:
****有限公司
批生产指令单编码:SC-2020-0
****有限公司领 /退料单
****有限公司
医用外科口罩备料工序生产记录编码:SC-2020-2
备料人:复核人:
****有限公司
医用外科口罩压合成型工序生产记录
编码:SC-2020-3
操作人:复核人:
中间产品交接单
编码:SC-2020-4
中间产品交接单
中间产品交接单
****有限公司
清场清洁及消毒工作记录
****有限公司
医用外科口罩耳带焊接工序生产记录
编码:SC-2020-6
操作人:复核人:
中间产品交接单
编码:SC-2020-4
中间产品交接单
中间产品交接单
****有限公司清场工作记录
****有限公司
医用外科口罩内包热封工序生产记录
编码:SC-2020-7
操作人:复核人:
中间产品交接单
编码:SC-2020-4
中间产品交接单
中间产品交接单
****有限公司清场工作记录
****有限公司
医用外科口罩灭菌过程生产记录
编码:SC-2020-8
操作人:复核人:
****有限公司
医用外科口罩包装工序批包装记录
操作人:复核人
****有限公司清场工作记录
****有限公司
领 /退料单
仓管员:领料人:
****有限公司成品请验单
****有限公司成品请验单
****有限公司成品请验单
****有限公司
仓库:生产车间:
****有限公司
仓库:生产车间:第一联:批记录贴
第二联:仓库存
****有限公司
医用外科口罩批生产记录审核表
生产部:年月日质管部:年月日
****有限公司成品放行审核单。