基于VisualBasic的圆柱螺纹量规参数计算
圆柱螺旋线展开计算(各种直纹圆柱螺旋面制件展开CAD)
各种直纹圆柱螺旋面制件展开CAD1引言直纹圆柱螺旋面制件是机械中常见的结构。
在很多情况下,这种制件是板金制件,制造时需绘制其展开图。
本文以一种一般的直纹圆柱螺旋面(以下简称一般圆柱螺旋面)为基本研究对象,即螺旋面上螺旋线为变螺距螺旋线,母线为与圆柱螺旋线轴线交叉的直线,研究用计算机绘制其展开图的问题。
其他螺旋面则认为是这种螺旋面的扩展或特例。
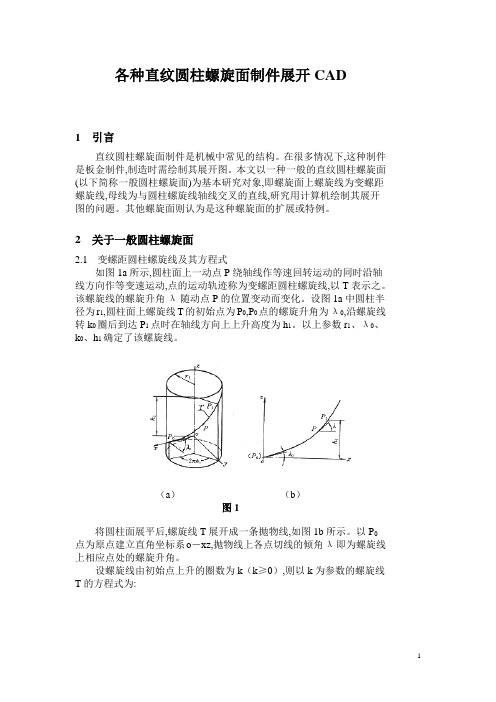
2关于一般圆柱螺旋面2.1变螺距圆柱螺旋线及其方程式如图1a所示,圆柱面上一动点P绕轴线作等速回转运动的同时沿轴线方向作等变速运动,点的运动轨迹称为变螺距圆柱螺旋线,以T表示之。
该螺旋线的螺旋升角λ随动点P的位置变动而变化。
设图1a中圆柱半径为r1,圆柱面上螺旋线T的初始点为P0,P0点的螺旋升角为λ0,沿螺旋线转k0圈后到达P1点时在轴线方向上上升高度为h1。
以上参数r1、λ0、k0、h1确定了该螺旋线。
(a)(b)图1将圆柱面展平后,螺旋线T展开成一条抛物线,如图1b所示。
以P0点为原点建立直角坐标系o-xz,抛物线上各点切线的倾角λ即为螺旋线上相应点处的螺旋升角。
设螺旋线由初始点上升的圈数为k(k≥0),则以k为参数的螺旋线T的方程式为:(1)式中:上升k圈处的螺旋升角λ与k的关系式为:tgλ=4mπr1k+tgλ0(2)2.2一般圆柱螺旋面的形成及参数以变螺距螺旋线T为导线,使母线沿导线运动,并与一同轴小圆柱相切(见图2),母线运动时与螺旋线轴线所成的角度φ不变,这就形成了一般圆柱螺旋面。
制件一般采用两圆柱之间部分。
螺旋面的参数为螺旋线T 的参数加上小圆柱半径r、外圆柱半径r2、母线与轴线夹角φ。
图23一般圆柱螺旋面的展开上述螺旋面是不可展曲面,实际生产中常用近似展开法画其展开图。
如图3a所示,将螺旋面内圆柱沿周向分成s等份,这样螺旋线T也被分成若干份,分点为Ⅰ、Ⅱ、Ⅲ……。
由各分点沿直素线取得外螺旋线上相应分点A、B、C……。
用直线分别连接内、外螺旋线上各点,形成一些空间四边形AⅠⅡB、BⅡⅢC、CⅢⅣD……。
数控编程螺纹计算公式

数控编程是数控机床加工中非常重要的一环,其中包括了螺纹加工。
螺纹加工是机械加工中常见的一种加工方式,用于制造螺纹连接的零件。
在数控编程中,我们需要使用一些相关的公式来计算并生成正确的螺纹编程指令。
下面是一些关于数控编程螺纹计算的参考内容。
1.螺距计算公式螺距是螺纹的一个重要参数,通常表示每个螺纹的轴向移动距离。
对于标准螺纹,螺距的计算公式为:P=1/N 其中,P表示螺距,N表示每英寸的螺纹数。
2.螺纹深度计算公式螺纹的深度也是一个重要的参数,通常表示螺纹的内螺纹深度或外螺纹的外径。
对于内螺纹,深度的计算公式为: D=d-(0.6495*P) 其中,D表示内螺纹的深度,d表示内螺纹的直径,P表示螺距。
对于外螺纹,深度的计算公式为: D=Dc+h 其中,D表示外螺纹的深度,Dc表示外螺纹的直径,h表示外螺纹的高度。
3.螺纹阶角计算公式螺纹的阶角是螺纹的一个重要参数,表示螺纹的斜率。
对于标准螺纹,阶角的计算公式为:α=arctan(1/P) 其中,α表示螺纹的阶角,P表示螺距。
4.钻孔大小计算公式在螺纹加工中,通常需要先进行钻孔,再进行攻丝。
钻孔大小的计算公式为: Dc=d-(0.6495*P) 其中,Dc表示钻孔的直径,d 表示内螺纹的直径,P表示螺距。
5.螺纹工具半径补偿计算公式在数控编程中,通常需要考虑到螺纹工具的半径补偿。
螺纹工具半径补偿的计算公式为: X=0.5tan(α)(P-(h/2)/tan(α)) 其中,X表示半径补偿的值,α表示阶角,P表示螺距,h表示半径补偿的深度。
这些公式是数控编程螺纹计算中常用的一些基本公式,能够帮助编程人员计算和生成正确的编程指令。
当然,在实际应用中还需要考虑到机床的精度和加工要求等因素,以便生成更精确和符合要求的螺纹加工指令。
Visual LISP开发三维圆柱螺旋线程序

Visual LISP开发三维圆柱螺旋线程序
郭克希
【期刊名称】《机电一体化》
【年(卷),期】2001(7)6
【摘要】本文介绍了用AutoCAD 2 0 0 0中的VisualLISP开发工具开发三维圆柱螺旋线程序 ,给出了开发程序代码和运行结果 ,以及三维弹簧。
【总页数】3页(P56-58)
【关键词】Visual;LISP;三维;圆柱螺旋线;CAD;软件开发;弹簧;螺纹
【作者】郭克希
【作者单位】长沙电力学院动力系CAD中心
【正文语种】中文
【中图分类】TH122;TP391.72
【相关文献】
1.基于Visual LISP的地铁轨道综合图辅助设计程序开发 [J], 吴凯伟;石玮荃
2.在Visual LISP环境下的编制三维变径螺旋线程序 [J], 李建国
3.基于Visual Lisp语言的封装引线三维自动计算软件的开发与研究 [J], 郑志荣
4.用Visual LISP画三维两端并紧磨平的圆柱压缩弹簧 [J], 吕守祥;贺炜;刘鹏
5.Visual LISP与专业应用程序开发 [J], 王绿卿
因版权原因,仅展示原文概要,查看原文内容请购买。
螺纹量规计算公式

2)、螺纹环规
T:通螺纹环规 大径D≥D+es-ZR-TR/2 中径D2=d2+es-ZR-TP/2 中径上偏差=+TR 中径下偏差=0 中径磨损D2s=d2+es-ZR-TR/2+TR/2+WGO 小径D1=D1+es-TR/2 小径上偏差=+TR 小径下偏差=0 TT校通-通螺纹塞规 大径d=d+es+TPL 大径上偏差=0 大径下偏差=-2TPL 中径:d2=d2+es-ZR-m-TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-ZR-m TZ校通-止螺纹塞规 大径d=d2+es-ZR-TR/2+2F1+TPL/2 大径上偏差=0 大径下偏差=-TPL 中径d2=d2+es-ZR+TR/2+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径d1≤D1+es-TR/2 TS校通-损螺纹塞规尺寸 大径d=d2+es-ZR+WGO+2F1+TPL/2 大径上偏差=0 大径下偏差=-TPL 中径d2=d2+es-ZR+WGO+TCP/2 中径上偏差=0 中径下偏差=-TCP 小径≤D1+es-TR/2 Z止端螺纹环规尺寸
3、计算
1)、螺纹塞规 T:通端螺纹塞规尺寸
大径d=(D+EI+ZPL+TPL) d的公差下偏差=-2TPL d的公差上偏差=0 中径d2=(D2+EI+ZPL+TPL/2) d2的上偏差:=0 d2的下偏差:=-TPL 中径磨损d2s d2s=D2+EI+ZPL-WGO
螺纹量规的尺寸
螺纹量具尺寸计算

螺纹量具尺寸计算大全
一、UN螺纹
1、标准UN螺纹量具尺寸参见《常用螺纹量规使用尺寸手册》。
标准UN螺纹塞规
PL a
D2为MIN工件中径;D2+TD2为MAX工件中径。
标准UN螺纹环规
R a
2、带底径圆弧及非标时,尺寸设计可分别参照下表中计算。
美制统一UN螺纹量规尺寸计算
d2+es=MAX d2;d2+es-T d2=MIN d2;
T R为中径公差、T a为顶径公差,由查表所得。
(《常用螺纹量规使用尺寸手册》P184);
Td2=C×0.015[
D0
3+Le
10+
1
N2
3
],数值由查表所得。
(《常用螺纹量规使用尺寸
手册》P178)
UNJ螺纹量规尺寸计算
环规篇
UNJ螺纹的量规标准为(ASME B1.23/ASME B1.2),UNJ螺纹的小径尺寸不同于UN螺纹的小径尺寸,环规尺寸要调整。
R值为外螺纹牙底圆弧半径,不小于0.15011P,R值可查表(《螺纹标准手册》P350)。
锯齿形螺纹量规尺寸计算
注:D
2
+EI+T D2和d2+es为MAX中径;d2+es-T d2为MIN中径。
塞规T大径计算中,D表示规格(例:4-1/2-8BUTT中塞规大径计算中D=4.5×25.4=114.3)。
其它查表所得。
四、公制螺纹
参照标准GB/T3934-2003和GB/T193-2003
公制螺纹量规尺寸计算
D2+EI+T D2d2+es为MAX中径;d2+es-T d2为MIN中径。
数控编程螺纹计算公式

数控编程螺纹计算公式数控编程是一种计算机辅助机床加工的方法,可以实现高效、精确和可重复的加工过程。
在数控编程中,螺纹加工是常见的一种加工方式。
在螺纹加工中,需要根据给定的螺距和螺纹类型计算出数值来编写相关的数控程序。
在数控编程中,螺纹的计算公式主要有以下几种:1. 三角函数法:通过使用三角函数来计算螺纹的坐标值。
以ISO全螺纹M为例,其计算公式为:X = R * cos(A)Y = R * sin(A)其中,X和Y分别为螺纹的坐标值,R为螺距,A为螺旋角度。
2. 切线函数法:通过使用切线函数来计算螺纹的坐标值。
以ISO全螺纹M为例,其计算公式为:X = R * sin(A) + P * cos(A)Y = R * cos(A) - P * sin(A)其中,X和Y分别为螺纹的坐标值,R为螺距,A为螺旋角度,P为螺纹的斜率。
3. 坐标转换法:通过将螺纹的坐标值转换为机床坐标系中的坐标值进行计算。
以ISO全螺纹M为例,其计算公式为:X = R * cos(A) + IY = R * sin(A) + J其中,X和Y分别为螺纹的机床坐标系中的坐标值,R为螺距,A为螺旋角度,I和J为偏移量。
在实际的数控编程中,以上的计算公式通常需要根据具体的加工参数进行调整。
例如,如果螺纹的起始位置不在坐标原点,需要根据起始位置的偏移量进行修正。
此外,还需要考虑螺纹的起始点和终止点的过渡处理、螺纹的刀具补偿等因素。
总结起来,数控编程螺纹计算公式主要包括三角函数法、切线函数法和坐标转换法。
在实际的数控编程中,需要根据具体的加工要求和机床参数进行调整和修正。
熟练掌握这些计算公式可以帮助工程师准确地编写数控程序,实现高质量的螺纹加工。
最后,需要注意的是,在编写数控程序时需要考虑到机床的精度和加工工艺要求,以确保螺纹的质量。
对多个螺纹环规中径测量方法的探讨

2
cot
α 2
・ ・ 65
误差与数据处理
p p
2
α d + cot 8 20 2 2
d球
+ C
sin
α 2
式中 : E 为量块组合尺寸 ; ( a + b ) 为专用侧块常 数 ;Δ d 为两次读数值之差 ; p 为被测环规螺距公称 值 ;α为被测环规牙形角公称值 ; d 20 为被测环规中 径公称值 ; d球 为测球直径 ; C 为综合修正值 , 包括 被测环规牙形角偏差 、 螺距偏差 、 测球直径偏差 、 测 球与螺旋面接触引起的斜位移偏差四项 。 分析该测量方法可知其不确定度主要有以下来 源:
3 ,则
u2 = u′ 2 =
115 μm = 0187 3
115 + 50/ 100 μm = 1116 3
21212 当温度偏离 20 ℃ 时 , 测长仪刻线尺和被测
测球直径与螺距的关系
018 1~115 1135 2~215 118 3~315 213 4~415
单位 :mm
31173 5~6
常规方法和简化方法不确定度差异比较
常规方法 ui
( μm)
u 1 = 0122 u 2 = 0187 u3 = 0 u4 = 0 u5 = 0
简化方法 u′ i
( μm)
u′ 1 = 0119 u′ 2 = 1116 u′ 3 = 01082 u′ 4 = 0110 u′ 5 =0
u′ i - ui
误差与数据处理
当测量点足够多时 , 利用最小二乘法将能很好地拟 合出最小二乘圆 , 计算出的圆度误差也越接近真实 值 。但在实际工作中 , 需要高精度的测量设备和较 长的测量周期 , 使生产成本加大 , 难以实现在线测 量 。本文所介绍的评定方法恰好弥补了这一问题 , 测量点数大大减少 ,测量设备的投入大大降低 ,评定 精度大大提高 ,使在线测量成为可能 。 本文中所介绍的圆度误差评定方法已用于三座 标测量中 ,在测量点数有限 ,不宜使用最小二乘法评 定的情况下 , 采用本文所介绍的评定方法简单 、 快 速、 准确 ,并且大大减少了测量误差对评定结果的影 响 ,程序采用 VisualBasic 语言编制 , 并在 Win98 以 上操作系统中运行通过 。
大尺寸圆柱螺纹量规中径测量方法
大尺寸圆柱螺纹量规中径测量方法
大尺寸圆柱螺纹量规中径测量方法
张欣;李凌梅;马艺清;路瑞军;李青
【期刊名称】《中国标准化》
【年(卷),期】2017(000)014
【摘要】根据大尺寸圆柱螺纹量规的测量需求,研制了一套基于三坐标测测量机测量大尺寸圆柱螺纹量规中径测量系统.对圆柱螺纹量规的中径进行了实际测量,并进行了测量不确定度评定.重复性测量和比对实验的结果表明,中径的测量结果达到预定的技术要求,所以三坐标测量机的测量系统适用于大尺寸圆柱螺纹量规的中径测量.
【总页数】2页(47-48)
【关键词】中径;圆柱螺纹量规;三坐标测量机;不确定度
【作者】张欣;李凌梅;马艺清;路瑞军;李青
【作者单位】天津市计量监督检测科学研究院;天津市计量监督检测科学研究院;天津市计量监督检测科学研究院;天津市计量监督检测科学研究院;天津市计量监督检测科学研究院
【正文语种】中文
【中图分类】
【相关文献】
1.大尺寸圆锥螺纹量规基面中径测量方法 [J], 张波; 曾燕华; 张文建; 唐冬梅
2.圆柱螺纹量规中径的测量方法探析 [J], 陈康
3.关于小尺寸圆柱螺纹塞规中径的测量方法探讨[J], 关之浓; 王永亮
4.关于小尺寸圆柱螺纹塞规中径的测量方法探讨 [C], 关之浓; 王永亮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 中径值计算与修正
新 的圆柱螺纹 量规校 准规 范 J J F 1 3 4 5— 2 0 1 2 ,规 定
位置要素值 ,最后将这些数据带入到相应 的圆柱螺纹 量 规计算 公 式 中完 成 自动计 算 。为 了方 便 以后 的查 询
和使用 ,把计 算数 据保存 到数据 库 中。
图 1 结构示 意图
1 主要功能模块的设计及其 实现步骤
本 文在 设计 阶段 将该 程序 的功 能划 分 为 以下 部 分 , 其 结 构示 意 图如 图 1所示 。
1 . 1 基 本 参数 的输入 需 要用 户输 入 的参数 如 图 2所 示 。
号信息 。这是查表计 算 尺 寸上 下偏 差所需 要 的基本参 数 。 3 )参数设置模块需要计算 的有螺距偏差 、牙型半
角 偏差 、最佳 三针 直径 和 理 论 值 。用 户 只需 要 输 入 大 概 的螺 纹旋 合 长度 和 已知 的螺距 大 小 ,通 过 编 程使 用 户不再 需要 查 阅螺 纹 检 验 手 册 ,可 以快 速 的得 到偏 差 量 ,依 据 螺距 和牙 型 半 角 计 算 出 最 佳 三针 ,根 据 实
1 ) 量规 的类 型 :普通 工作 螺 纹塞 规 ,校 对 螺纹 塞 规 ,钢 丝螺 套 、英制 螺纹 塞规 ,螺 纹环 规等 。 2 ) 圆柱 普通 螺纹 量规 的基 本 尺寸参 数 ,如公 称直
作者简介 : 张川 ( 1 9 8 3一 ) ,男 ,工程师,从事几何量计量研究工作。
・
2 0 1 3年计 量测 试技 术论 文专 集
・ 4 1-
基 于 Vi s u a l B a s i c的 圆柱 螺 纹 量 规 参 数 计算
张 川 ,孙 兵
( 中国空 空导弹研 究 院,河南 洛 阳 4 7 1 0 0 3 )
摘 要 : 以 GB 3 9 3 4—8 3 《普 通 螺 纹 量 规 标 准 》 为 基 础 , 利 用 Vi s u M B a s i c语 言 开 发 软 件 , 对 圆 柱 螺 纹 量 规 各 参 数 的 自动 化 计 算 和 数 据 管 理 进 行 研 究 。 本 文 设 计 的 计 算 程 序 可 纠 正 目前 诸 多 软 件 存 在 计 算 不 严 谨 、 结 果 不 准 确 、 致 使 用 户 在 量 规 结 论 的 判 定 上 出错 的 现 象 。 最 终 实 现 计 算 数 据 与 手 册 查 询 数 据 完 全 一 致 ,满 足 了 用 户 需 求 ,
根据 这些 参数 查 询 数 据 库表 ,查 出 中径 公 差 和 有关 的
需要加 0 . 0 0 0 1 i n 。本人虽然 对计算 结果 进行 了修正 , 计 算结果 与 H 2 8螺 纹 标 准 手册 数 据完 全 一致 ,但是 由
于不能找 到 具 体 原 因所 在 ,修 正 过 程 比较 繁 琐 ,希 望 有 人能 找 出内在原 因解决此 问题 。
同 时 为 其 它 类 型 的 螺 纹 量 规 自动 化 计 算 提 供 了思 路 。 关 键 词 : 螺 纹 量 规 ;VB; 自动 计 算
中 图 分 类 号 :T B 9 2 1
文 献 标 识 码 :B
文 章 编 号 :1 6 7 4— 5 7 9 5( 2 0 1 3) S 2—0 0 4 1—0 2
O 引 言
圆柱螺 纹 量 规是 用 于对 内 、外 圆柱 螺纹 制 件进 行
上
软件模块
综合检定 的量具 ,它能控制螺纹制件的极 限尺寸。 用 圆柱 螺纹 量规进 行 大径 、中径 、小 径 的校 准 时 ,
需要 频 繁 翻阅 螺 纹 检 验 手册 ,查 出待 校 准 参 数 的基 本 尺 寸和极 限偏 差 ,通过 计算 以便 对 测 量结 果 进 行判 定 , 有 时还 需要 对 中 径值 进 行 复 杂 的修 正 计 算 ,面对 大批 量 、型 号各 异 的 验 收螺 纹 量 规 ,整个 过 程需 频 繁查 表
计 量 标 准 维 护 J 文 件 查 询 量 规 种 类 选 择 f 数 据 库 整 理 压 缩 中 径 计 算
上 、 [ 、 L
本 基 最 佳 针 = 蠡 各 种 蠢 报 蔓 乏 蠢 针 选 择 置 设 曩 出 ¨ l
输 入 计 算 计 算
计算 ,同时需要把这些数据写入原始记录的相应位置。
其工 作 量 大 ,效 率 低 ,且 易 出错 。在 实 际工 作 中经 常 会遇 到一 些 特 殊 型号 的螺 纹 量 规 ,在螺 纹 检验 手 册 中 无法 查 到 ,需 要 通 过 手 动计 算 各 参 数 值 。如 今 市 面 中 提供 了很 多 类 似 软 件 ,但 是 使 用 中 发 现 种 类 不 齐 全 、 很多 计算 错误 等诸 多 问题 。 本文 针对 影 响当前 工作 效率 的根本 问题 ,在 V B开 发环 境下 ,设 计 一 个 计 算 程 序 ,能够 对 多个 量 规 进 行 计 算 与管理 ,把计算 出的数 据 通 过 V B A写 入 原 始记 录 的正 确位 置 ,并加 以保存 ,根据所 需 可 以直接 打印 。
4 2・
计 测技 术
2 0 1 3年 第 3 3卷 增刊
际情况 选择 三 针 ,依 据 所选 择 的三 针 计 算 出中径 的理
中又 出现 了 问题 ,螺距 为每 英 寸 2 0牙 的量 规 ,公差 值
论 值 ,方便以后对校准值的判定。 1 . 2 输入数 据 的计算 依据相关尺寸公式计算 ,需要查询计算公式 中的 未知 量 ,首先 需 要 在 A C C E S S数 据库 中建 立 3个 数 据 表 ,在 编 程 过 程 中 ,首 先 读 取 螺 纹 量 规 的 基 本 参 数 ,