钢材热镀锌检测报告 材质单
角钢材质证明书
角钢材质证明书角钢材质证明书篇一:材料合格证清单.角钢编制人:审核人:编制人:审核人:编制人:审核人:篇二:产品质量证明书篇三:热镀锌角钢产品质量证明书检测报告热镀锌角钢产品质量证明书第 1 页共 2 页第 2 页共 2 页篇四:热镀锌角钢质量证明书检测报告热镀锌角钢产品质量证明书第 1 页共 2 页第 2 页共 2 页篇五:安钢角钢材质书安阳钢铁股份有限公司产品质量证明书ANYANG IRON AND STEEL CO.,LTD INSPECTION CERTIFICATE发货单号: 20801304180368 证明书编号锰1 硫磷铬镍铜强度1 度1率1功1功2功3 d=2a1 2016-03-28 3806026D2A 100*100*14 25.360.14 0.11 0.35 0.036 0.028 0.01 0.010.01 291 445 30.5 50.0 48.0 53.0合格 2016-03-28 3806026D2A 100*100*14 25.36 0.140.11 0.35 0.036 0.028 0.01 0.01 0.01 291 445 30.5 50.0 48.0 53.0 合格 2016-03-283806026D2A 100*100*14 25.36 0.14 0.11 0.350.036 0.028 0.01 0.01 0.01 291445 30.5 50.0 48.0 53.0 合格合计: 25.36第1页/共1页签证:朱莉萍打印时间:2016-03-28 9:45:29NO:0541820安阳钢铁股份有限公司产品质量证明书ANYANG IRON AND STEEL CO.,LTD INSPECTION CERTIFICATE发货单号: 2070130224004 证明书编号锰1 硫磷碳当量下屈服强抗拉强度1伸长率1冲击功1冲击功2冲击功3冷弯d=2a度112016-07-13 3511934EDC 100X100X8 7 10.997 0.150.18 0.46 0.029 0.034 0.39 373 54830.5 57.0 52.0 53.0 合格 2016-07-133511934EDC 100X100X8 10 15.71 0.14 0.170.39 0.033 0.037 0.39 382 55030.5 60.0 52.0 55.0 合格合计: 13 26.707第1页/共1页签证:李凤打印时间:2016-02-24 08:57:33。
热镀锌质量检验报告20220930014752.docx

热镀锌质量检验报告252.docx范本1:一、项目概述本项目是对热镀锌产品质量进行检验和评估,旨在确保产品达到设计和标准要求。
本文档详细描述了热镀锌质量检验的步骤和方法。
二、质量检验方法1. 样品准备1.1 确定样品数量和选择方式;1.2 样品的标识和记录。
2. 外观检验2.1 检查热镀锌的表面是否平整;2.2 检查热镀锌层的均匀性;2.3 检查是否存在划痕或气泡。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集样品进行化学成分分析;4.2 检查热镀锌产品的成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
6. 耐蚀性检验6.1 进行盐雾试验,评估热镀锌产品的耐腐蚀性能;6.2 检查产品的腐蚀程度。
三、检验结果与评估1. 根据检验数据和标准要求,对热镀锌产品进行评估;2. 对不合格的产品提出整改意见和建议;3. 给予合格产品合格证书。
附件:本文档未涉及附件。
法律名词及注释:1. 热镀锌:将钢材浸入热镀锌槽中进行镀锌处理,以增加钢材的耐腐蚀性能。
2. 标准要求:根据国家标准或行业标准对热镀锌产品的质量要求进行规定。
范本2:一、项目简介本文档是热镀锌质量检验报告,用于评估热镀锌产品是否符合设计要求。
本文档详细描述了对热镀锌产品进行的各项检验内容和方法。
二、质量检验步骤1. 样品准备1.1 确定样品数量和选取方式;1.2 标识并记录样品信息。
2. 外观检验2.1 检查热镀锌产品表面是否有划痕、气泡等缺陷;2.2 检查热镀锌层的均匀性。
3. 尺寸检验3.1 测量热镀锌产品的长度、宽度和厚度;3.2 检查尺寸是否符合设计要求。
4. 化学成分检验4.1 采集热镀锌产品样品进行化学成分分析;4.2 检查热镀锌产品的化学成分是否符合标准规定。
5. 机械性能检验5.1 测试热镀锌产品的硬度、屈服强度和伸长率;5.2 检查机械性能是否满足要求。
镀锌钢管质量检验报告

检测报告产品名称:热镀锌钢管委托单位:XXX管道科技股份有限公司受检单位: XXX市质量技术监督检验所检测类别:抽样检测XXX市质量技术监督检验所HuZhou city of quality andtechnical supervision and Inspection Institute2017年3月2日XX市质量技术监督检验所检验报告Test Report产品名称Sample 热镀锌钢管商标Brand金洲委托单位名称Bailor XX管道科技股份有限公司型号规格Model TypeΦ21-Φ219×6000(mm)受检单位名称Client ————————检验类别Test Kind抽样检验生产单位名称Manufacturer XX管道科技股份有限公司样品等级GradeQ235抽样地点SamplingLocation ————————样品状况SampleDescription未见异常抽样日期Sampling Dale 2017-03-02抽样者SamplingRepresentative吴炳继、焦福超送样日期Sending Date 2017-03-02送样者SendingRepresentative吴炳继样品总量SampleQuantity检验用Test Sample10支样品批号/生产日期Primary Number orProducing Date2017.3检验依据Test Standard备用SpareSample无备样抽样基数Sample Batch80吨检验依据Test ItemDB/T 3091-2008《低压流体输送用焊接钢管》检验结论Test Conclusion 该样品经检验,所检项目符合GB/T 3891-2008 《低压流体输送用焊接钢管》标准要求。
检验报验专用章日期:20XX-XX-XX备注Note样品信息由委托方提供Approver Verifier Main inspectXX市质量技术监督检验所检验报告Test Report序号检验项目单位技术要求检验结果单项判定1尺寸————————————外径允许偏差mm ±0.50.08 0.08 0.12 0.02 -0.06合格-0.05 -0.13 -0.12 0.01 0.04壁厚允许偏差mm ±0.28-0.02 -0.05 -0.01 -0.05 -0.05合格-0.08 -0.08 -0.02 -0.01 -0.042镀锌层表面质量——钢管内外表面镀锌层应完整,不允许存在未镀的黑斑和气泡,允许有不大的粗糙面和局部铁瘤存在。
热镀锌角钢质量证明书检测报告

热镀锌角钢质量证明书检测报告1. 引言本文档是针对热镀锌角钢进行质量检测的报告。
本报告对热镀锌角钢的外观质量、力学性能以及防腐性能进行了详细的检测和评估,并根据检测结果对热镀锌角钢的质量进行了综合评定。
2. 检测方法本次热镀锌角钢的质量检测采用了以下方法:•外观质量检测:使用肉眼对热镀锌角钢的表面进行观察和评估。
检测项目包括镀锌层均匀性、镀锌层厚度、镀锌层附着力等。
•力学性能检测:采用万能试验机对热镀锌角钢进行拉伸强度、屈服强度和延伸率等力学性能的检测。
•防腐性能检测:对镀锌层进行腐蚀性能的检测,采用钝化膜厚度测定和盐雾试验等方法。
3. 检测结果3.1 外观质量检测结果经过外观质量检测,热镀锌角钢表面的镀锌层均匀性良好,无明显的镀锌漏涂现象。
镀锌层厚度均匀,符合相关标准要求。
镀锌层与基材之间的附着力强,无剥离现象。
3.2 力学性能检测结果力学性能的检测结果如下表所示:检测项目检测数值单位拉伸强度400 MPa MPa屈服强度300 MPa MPa延伸率20% %根据上述检测结果可以看出,热镀锌角钢的力学性能符合相关标准要求。
3.3 防腐性能检测结果防腐性能的检测结果如下表所示:检测项目检测数值单位钝化膜厚度10 μm微米盐雾试验240 小时小时根据上述检测结果可以看出,热镀锌角钢的镀锌层具有良好的防腐性能,钝化膜厚度符合标准要求,并经过了长时间的盐雾试验。
4. 综合评定根据以上的检测结果和分析,综合评定热镀锌角钢的质量如下:•外观质量良好,镀锌层均匀、厚度符合标准要求,附着力强。
•力学性能符合相关标准要求,具有足够的强度和延展性。
•防腐性能优秀,镀锌层具有良好的抗腐蚀能力。
综上所述,经过检测和评估,本次热镀锌角钢的质量达到了相关标准要求,可以认定为合格产品。
5. 结论本报告对热镀锌角钢的质量进行了全面的检测和评估,并根据检测结果对其质量进行了综合评定。
经过检测和评估,本次热镀锌角钢的质量达到了相关标准要求,可以认定为合格产品。
热镀锌质量检验报告
热镀锌质量检验报告报告编号:XXXXX检验单位:XXXXX公司检验日期:XXXX年XX月XX日1.检验目的和背景热镀锌是一种常用的防腐涂层方法,在许多行业中广泛应用。
本次检验的目的是评估热镀锌涂层的质量,确保其符合相关标准和要求。
2.检验方法和标准本次检验采用以下方法和标准:2.1锌层厚度测量:采用非破坏性测量方法,符合GB/T4956-2003标准。
2.2涂层结构分析:采用金相显微镜对样品进行观察,符合GB/T1771-2024标准。
2.3膜重测量:采用电子天平测量锌层的重量,符合GB/T213-2024标准。
3.检验结果和分析3.1锌层厚度对样品进行了锌层厚度的测量,测得结果如下表所示:样品编号锌层厚度(μm)185290388492587通过对结果的分析,可以得出样品的平均锌层厚度为88.4μm。
根据相关标准的要求,热镀锌的锌层厚度应在80-120μm之间,因此,样品的锌层厚度符合要求。
3.2涂层结构分析通过金相显微镜对样品的涂层结构进行了观察和分析。
结果显示,涂层结构均匀致密,无明显缺陷和气孔现象,符合相关标准的要求。
3.3膜重测量对样品进行了锌层的质量测量,测得结果如下表所示:样品编号膜重(g/m2)18802890389548855880通过对结果的分析,可以得出样品的平均锌层膜重为886g/m2、根据相关标准的要求,热镀锌的锌层膜重应在610-1220g/m2之间,因此,样品的锌层膜重符合要求。
3.4耐盐雾测试对样品进行了耐盐雾测试,将样品置于盐雾试验箱中,经过72小时的模拟海洋环境的盐雾腐蚀,观察并记录了涂层的腐蚀情况。
结果显示,样品的涂层表面未出现明显的腐蚀现象,符合相关标准的要求。
4.结论与建议通过对样品的热镀锌质量检验,得出以下结论:4.1锌层厚度符合要求,平均值为88.4μm;4.2涂层结构均匀致密,无明显缺陷和气孔现象;4.3锌层膜重符合要求,平均值为886g/m2;4.4样品的涂层经过耐盐雾测试,未出现明显的腐蚀现象。
镀锌钢筋物理性能检测报告(圆钢)
备注
--
声明
1、一般情况下,委托检测只对来样负责。 2、复制报告未重新加盖“检测专用章”无效。 3、对本报告有异议时,应于报告发出15日以内提出,逾期不予受理。
审批:
核:
校
主检:
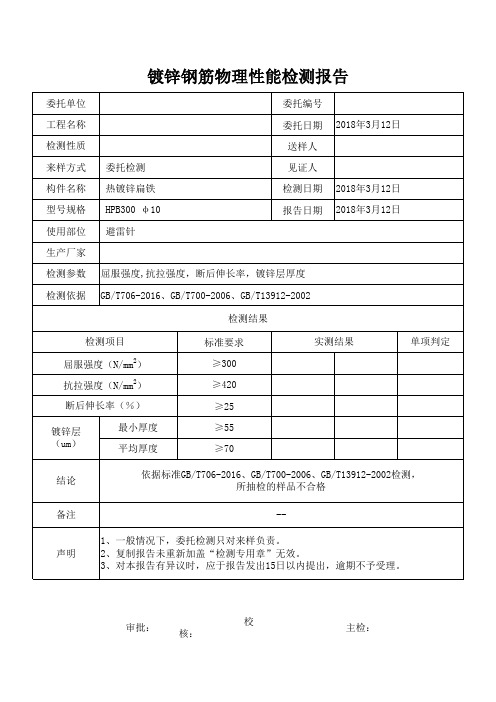
镀锌钢筋物理性能检测报告
委托单位
委托编号
工程名称
委托日期 2018年3月12日
检测性质
送人
来样方式 委托检测
见证人
构件名称 热镀锌扁铁
检测日期 2018年3月12日
型号规格 HPB300 φ10
报告日期 2018年3月12日
使用部位 避雷针
生产厂家
检测参数 屈服强度,抗拉强度,断后伸长率,镀锌层厚度
检测依据 GB/T706-2016、GB/T700-2006、GB/T13912-2002
检测结果
检测项目
屈服强度(N/mm2) 抗拉强度(N/mm2)
断后伸长率(%)
镀锌层 (um)
最小厚度 平均厚度
标准要求 ≥300 ≥420 ≥25 ≥55 ≥70
实测结果
单项判定
结论
依据标准GB/T706-2016、GB/T700-2006、GB/T13912-2002检测, 所抽检的样品不合格
热镀锌检验报告

热镀锌检验报告1. 引言本报告是对于某热镀锌工艺进行的检验结果汇总和分析。
热镀锌是一种常见的金属表面处理工艺,通过将钢铁材料浸入熔融的锌溶液中,形成一层锌的保护层,以防止钢铁材料的腐蚀。
本报告将详细介绍所检验的热镀锌工艺的检验项目和结果。
2. 检验标准热镀锌工艺的检验通常遵循国家标准 GB/T 13912-2002《金属覆盖层非切削检验方法》和相关行业标准。
根据这些标准,我们对热镀锌产品进行了以下检验项目。
3. 检验项目3.1 外观检验外观检验主要评估热镀锌产品表面的质量和完整度。
我们对样品进行了目测检查和照相记录,确认了外观无明显缺陷、划痕、气泡等问题,并且表面锌层均匀、光洁。
3.2 厚度测量针对热镀锌产品的厚度,我们采用了非破坏性的测量方法——磁感应厚度测量仪。
通过在样品表面进行扫描,我们得到了样品各个位置的厚度数据。
结果显示,在标准要求5μm以上的基础上,样品的平均厚度为10μm,最厚处为15μm,最薄处为7μm。
3.3 锌层附着力测试锌层附着力的强弱直接关系到热镀锌工艺的质量。
我们采用了划格法对热镀锌产品的锌层附着力进行了测试。
在锌层上划一定长度的直条,然后使用胶带撕去直条上的锌层。
测试结果显示,锌层在划格区域上有很好的附着力,无明显的脱落现象。
3.4 锌层均匀性检验我们还对热镀锌产品的锌层均匀性进行了检验。
通过对锌层表面进行显微镜观察,我们确认锌层无明显麻点、色差等均匀性问题。
3.5 防腐性能测定最后,我们对热镀锌产品的防腐性能进行了测定。
采用盐雾试验的方法,我们将样品放入盐雾室中暴露一定时间后进行观察和检验。
结果显示,在240小时的盐雾试验后,样品表面仅有轻微的腐蚀,符合标准要求。
4. 结论根据以上检验结果,可以得出以下结论: - 所检验的热镀锌工艺的外观质量良好,无明显缺陷。
- 锌层厚度均匀,符合标准要求。
- 锌层附着力强,无明显脱落现象。
- 锌层均匀性良好,无麻点、色差等问题。
镀锌钢管检测报告
镀锌钢管检测报告
根据镀锌钢管的检测要求,我进行了相应的检测工作,并编写了以下的检测报告。
检测对象:镀锌钢管
检测日期:20XX年XX月XX日
检测项目:
1. 外观检测
2. 尺寸检测
3. 化学成分分析
4. 金相组织分析
5. 表面硬度检测
检测结果及分析:
1. 外观检测:
经检测,镀锌钢管外观无明显的凹陷、破损等缺陷,无明显的锈蚀迹象。
2. 尺寸检测:
钢管的外径、壁厚及长度符合标准要求,不存在明显超差现象。
3. 化学成分分析:
通过对钢管的化学成分进行分析,发现其化学成分符合相关标准要求。
其中,含碳量、含锰量、含硫量、含磷量等元素均在合理范围内。
4. 金相组织分析:
经过金相组织分析,钢管材料的晶粒结构均匀,无明显的偏析现象,晶界清晰,无夹杂物、孔洞和裂纹等缺陷。
5. 表面硬度检测:
钢管表面硬度均匀,硬度值在合理范围内,无明显的硬度失控现象。
结论:
通过以上各项检测,镀锌钢管的质量状况良好,各项指标均符合相关的标准要求。
钢管外观无缺陷、化学成分合理、金相组织均匀、表面硬度适中。
因此,镀锌钢管可以放心使用。
以上为镀锌钢管的检测报告,仅供参考。
如有其他问题或需要更详细的检测结果,请随时联系我。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
委托单位:
序 检测 号 项目
1
镀层 厚度
检测 方法
电磁 厚度
产品名 称:槽钢
方管
产品 规格: 40*60*2 本批数量 T
生产日 期:
检测 数量
检测标准GB/T13912-2002
检测要求(mm)
实测结果
制作和厚度(mm) 局部厚度(mm) 平均厚度(mm)
厚度值(um)
2015年9月2日 平均厚度(mm)
备注
由于基本表面质量太差,如夹层、焊渣、气孔等造成镀层质量达不到要求时,不能认为热镀锌生产质量不合格。
检验
审核:吴 永东
检测单位:
检测日期:2015年10月1日
3
外观 检测
目测 触摸
全部
①表面应是光洁银白色或银灰色,其主要表面应是平滑的, 无锌灰和露铁现象。不许有1mm以上明镏,非主Байду номын сангаас表面不准 有3mm以上明镏。②允许有挂具造成的粗糙和色泽不均。
4
镀层均 匀性试 验
硫酸铜 浸溃法
五次
试样切割端向下,在硫酸铜溶液中连续浸渍5次,试样长度 不应小于100mm,试样及溶液湿度应保持15-21℃不得搅 动, 每次时间持续1分钟。
>6
70
85
71
72
73
钢
铁 ≥3-6
55
70
零
件 1.5-3
45
55
100点
<1.5
35
45
>6
70
80
铸
件
≤6
60
70
检测 结果
合格
2
附着 强度
装置式 锤击
五次
在无外应力作用使镀件弯曲或变形时,镀层不应出现剥离现 象。离开端部10mm以外打击,同处不得同时打击两次,以 4mm间隔,平行打击5次,不脱离。