基于S7-300的机械手臂自动控制系统说明书
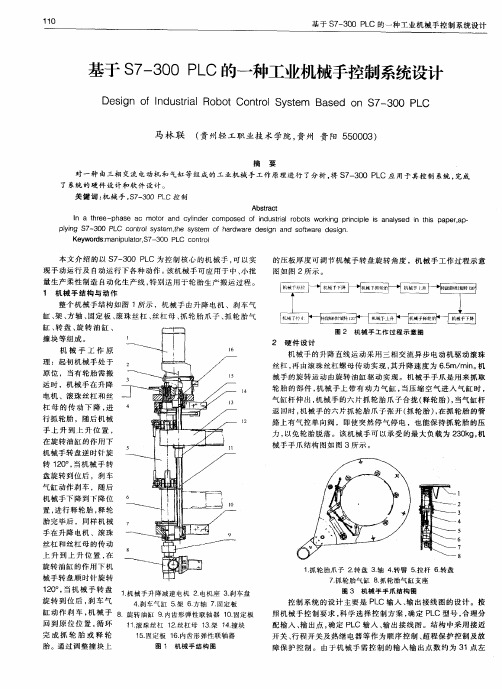
基于S7-300 PLC的一种工业机械手控制系统设计
pli yng S7—3 0 C n r y t t y tm o r 0 PL co tols sem, he s se fhadwa e de i a of r de in r sgn nd s t e wa sg Ke wors: y d manp a o , —3 C c tol iult rS7 00 PL onr
,
了 系统 的硬 件 设 计 和 软 件设 计 。
关 键 词 :Biblioteka 械 手 , 7 3 0 P C控 制 机 S — 0 L
Absr t tac
I a hr n t ee—p s a mo o a c l er o p e o idu til o t ha e c t r nd yi nd c m os d f n sra r bos worig kn pr cil i a als d n hs i pe s n y e i ti pap ap n er —
械 手 手 爪 结 构 图 如 图 3所 示 。
1
盘 旋 转 到 位后 ,刹 车 气 缸 动 作 刹 车 , 随后 机 械 手 下 降 到 下 降位
置 , 行 释 轮 胎 , 轮 进 释 胎 完 毕 后 ,同 样机 械
手 在 升 降 电机 、滚 珠
丝 杠 和 丝 杠母 的传 动 上 升到 上升 位置 , 在 旋 转 油缸 的作 用 下 机 械 手 转 盘 顺 时针 旋 转 1 O , 机 械 手 转 盘 2 。当
图 2 机械 手 工作 过 程 示 意 图
撞块等组成。 机 械 手 工 作 原
理 :起 初 机 械 手处 于
原 位 , 当有 轮 胎需 搬
2 硬 件 设 计
机 械 手 的 升 降 直线 运 动 采 用 三 相 交 流 异 步 电 动 机驱 动 滚 珠 丝杠 , 由滚 珠 丝 杠 螺母 传动 实 现 , 升 降 速 度 为 65 mi。 再 其 .m/ n 机 械 手 的旋 转 运 动 由旋 转 油 缸 驱 动 实 现 。机 械 手 手爪 是用 来 抓 取
5.2.5 S7300PLC工业机器人总线控制系统PPT.pptx
2.控制系统硬件组态
信号类型 输入信号 输出信号
信号名称 SB1自动方式下启动按钮 SB2自动方式下停止按钮
SQ1下限位开关 SQ2上限位开关 SQ3右限位开关 SQ4左限位开关 SA1手自动选择开关 SB3手动上升操作 SB4手动下降操作 SB5手动右移操作 SB6手动左移操作 SB7手动夹紧操作 SB8手动放松操作 YV1下降电磁阀线圈 YV2夹紧,放松电磁阀线圈 YV3上升电磁阀线圈 YV4右移电磁阀线圈 YV5左移电磁阀线圈
地址 I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 I1.0 I1.1 I1.2 I1.3 I1.4 Q4.0 Q4.1 Q4.2 Q4.3 Q4.4
5.2.1 S7-300PLC工业机器人总线控制系统 ——S7-300工业机械手顺序控制系统硬件,软件实现
3.I/O分配与接线
5.2.-300工业机械手顺序控制系统硬件,软件实现
一、顺序控制系统项目生成与 硬件组态
1.控制系统项目生成 2.控制系统硬件组态 3.I/O分配与接线
5.2.1 S7-300PLC工业机器人总线控制系统 ——S7-300工业机械手顺序控制系统硬件,软件实现
SIEMENS Simatic S7-300 说明书

3 0 0 2•本样货订2S7-300是SIMATIC 控制器中销售量最多的产品,它已成功地用于范围广泛的自动化领域。
S7-300的重点在于为生产制造工程中的系统解决方案提供一个通用的自动化平台。
这就是说,S7-300是用于集中式或分布式结构的优化解决方案。
坚持不懈的创新和改革使S7-300这个广泛应用的自动化平台能持续不断的升值。
应用SIAMTIC -300能在以下工业领域实现多种多样的自动化控制任务:•生产制造工程•汽车工业•通用机械制造•专用机械制造•各种类型的专用机床,OEM •塑料加工•包装工业•食品和烟草工业•过程控制工程(例如供水,楼宇工程等)特殊应用对于特殊的应用场合,提供基于S7-300的附加的产品设计性能:•对故障安全的应用,现能提供一种新产品,即故障安全型S7-300F 以及相应的I/O 模块•专用于户外的部件,能忍受极端恶劣的环境条件,例如,通过扩展的温度范围。
•同时,提供基于S7-300CPU 的集成HMI ,SIAMTIC C7控制器,适合于空间严格受限制的机械控制场合。
•采用ET 200S 结构形式的CPU 使这个系列的产品更趋于完善。
这样,分布的,智能的预处理。
在汽车工业中的生产线中工程技术和诊断S7-300的特点是高效率的组态和编程,从而大幅度地降低工程成本。
现能提供符合IEC 61131-3国际标准的SIMATIC 工程工具。
此外,集成的高性能系统诊断功能可保证控制器的更高可用性,显著提升生产率。
为了减少停机时间,增加产量,提供可组态的过程诊断,以用于分析和排除过程故障。
设计S7-300为节省空间的模块化结构设计,它可以适配您现有的各种机械控制任务,不需要考虑槽位规则。
在运行时,无需风扇。
除模块外,只需要DIN标准的导轨,就可将模块旋转到位,安装在导轨上并由螺钉紧固。
这种结构形式非常牢固而且有高的电磁兼容性。
背板总线集成在模板上,通过将模板插入到总线连接器进行装配。
S7-300使用说明书

一、S7-300初始化尽量使用window2000,Windows XP。
STEP7V52或以上版本1.2 通信1、设置通信`设置或添加PC Adapter(MPI), Property 按钮Local Connection 属性页COM 1 19200,注意一般连接到计算机的串行口1。
其他参数不需要设置,注意选择PC Adapter,不要有其他的,例如pc/ppi。
1.3 硬件组态2、新建工程在SIMATIC Manager中新建工程,也可以通过wizard向导建立。
选中右边的工程名,Insert Station SIMATIC 300。
双击Hardware,从而进入HW CONFIG窗口。
Option>Insert NEW GSE文件。
把MM420, ET200等GSD文件加入。
在hw config,如图所示,插入RAC-300机架。
选中机架第二栏,双击CPU-300>CPU313C-2DP,注意准确的编号。
默认地址2。
双击DP,选择Property按钮。
选择NEW,选择1.5MBPS,如果出现警告,可以选择187kpbs。
依次在SLOT 1,2,3位置插入其他模块。
0 电源模块S7-300DI 地址:256-263DO 地址:256-259选中DP线,然后双击ET200S,如图所示,插入ET200S.选择,依次在SLOT 1,2,3位置插入其他模块。
6ES7 138-4CA00-0AA0 PM-E DC24V6ES7 134-4GB50-0AB0 2AI I 2DMU地址I address264-2676ES7 134-4JB50-0AB0 2AI RTD地址I address268-271插入MM420选择4PKW, 2PZD (PPO1)2AX地址I address 280-283 Q address 268-271全部保存1.4 下装硬件组态并检测在SIMATIC Manager中,选择工程,选择PLC>Clear/Reset,可以清除原来的配置信息。
S7-300说明书

S7-300说明书一、S7-300初始化尽量使用window2000,Windows XP。
STEP7V52或以上版本1.2 通信1、设置通信`设置或添加PC Adapter(MPI), Property 按钮Local Connection 属性页COM 1 19200,注意一般连接到计算机的串行口1。
其他参数不需要设置,注意选择PC Adapter,不要有其他的,例如pc/ppi。
1.3 硬件组态2、新建工程在SIMATIC Manager中新建工程,也可以通过wizard向导建立。
选中右边的工程名,Insert Station SIMATIC 300。
双击Hardware,从而进入HW CONFIG窗口。
Option>Insert NEW GSE文件。
把MM420, ET200等GSD文件加入。
在hw config,如图所示,插入RAC-300机架。
选中机架第二栏,双击CPU-300>CPU313C-2DP,注意准确的编号。
双击DP,选择Property按钮。
选择NEW,选择1.5MBPS,如果出现警告,可以选择187kpbs。
依次在SLOT 1,2,3位置插入其他模块。
0 电源模块S7-300DI 地址:256-263DO 地址:256-259选中DP线,然后双击ET200S,如图所示,插入ET200S.选择,依次在SLOT 1,2,3位置插入其他模块。
6ES7 138-4CA00-0AA0 PM-E DC24V6ES7 134-4GB50-0AB0 2AI I 2DMU地址I address264-2676ES7 134-4JB50-0AB0 2AI RTD地址I address268-271插入MM420选择4PKW, 2PZD (PPO1)2AX地址I address 280-283 Q address 268-271全部保存1.4 下装硬件组态并检测在SIMA TIC Manager中,选择工程,选择PLC>Clear/Reset,可以清除原来的配置信息。
西门子 S7-300 指令列表 说明书
CPU技术数 CPU 312C - 314C-2 DP/PtP
该指令表的订货号为: 6ES7 398-8AA10-8BN0
2001年10月版
A5E00105517-01
西门子公司版权所有©2001。保留所有权利 未经明确的书面授权,禁止复制、传递或使用本手册或其中的内容。 违者必究。保留所有权利包括专利权、实用新型或外观设计专有权。 西门子股份有限公司 自动化与驱动集团 工业自动化系统部 邮政信箱4848,纽伦堡D- 90327
西门子股份有限公司
郑重声明 我们已核对过,本手册的内容与所述硬件和软件相符。但错误在所难 免,不能保证完全的一致。本手册中的内容将定期审查,并在下一版 中进行修正。欢迎提出改进意见。
®Siemens AG 2001 若有改动,恕不另行通知。
6ES7398-8AA10-8BN0
目录
指令表的有效范围 .............................................................................................................................................. 1 地址标识符和参数范围....................................................................................................................................... 1 缩写词和助记符..........................................................................................
s7-300运动控制系统操作说明
运动控制系统操作说明上海西门子工业自动化有限公司目录一.安装软件权 (3)二.新建工程 (4)三.硬件配置 (6)3.1.插入S7-300主站 (6)3.2.插入ET200S从站(PROFINET IM151-3PN) (11)3.3.插入X208以太网路由器(PROFINET SCALANCE X208) (13)3.4.插入ET200S从站(PROFIBUS IM151-1) (14)3.5.插入变频器MM440从站(PROFIBUS MM440) (16)3.6.插入DP/ASI从站(DP/AS-i Link 20E) (17)3.7.插入S7-200从站(EM 277)* (18)3.8.下载硬件配置 (20)四.PROFINET硬件地址配置 (21)五.下载配置及程序 (27)六.PROFIBUS硬件地址设定 (29)6.1.IM151-1(PROFIBUS ET200S)硬件地址设定 (29)6.2.MM440(带PROFIBUS 面板的变频器)硬件地址设定及快速调试 (30)6.3.ASI(DP/ASI LINK)硬件地址设定 (36)一.安装软件权(请先安装SOFTWARE FOR TRAINING EDITION 2004(STEP 7 PROF EDITION 2004),安装过程此处不再详细叙述,其他版本的STEP 7类似。
)导入您软件配套软盘上的加密文件-授权。
打开开始菜单-ALL PROGRAMS-SIMATIC-LICENSE MANAGEMENT- Automation License Manager将软盘上的授权导入您的C盘根目录下。
(切记:在重装操作系统或格式化硬盘前,一定要将此授权导回软盘中,以免发生授权丢失。
)二.新建工程打开开始菜单-ALL PROGRAMS-SIMATIC- SIMATIC Manager您可以用向导新建一个项目,也可以取消此向导,按文后的说明一步步手动新建项目。
西门子 自动化系统S7-300 说明书
SIMATIC自动化系统S7-300入门指南2006年01月版A5E00432669-05安全技术提示为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心带有警告三角,表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
小心不带警告三角,表示如果不采取相应的小心措施,可能导致财产损失。
注意表示如果不注意相应的提示,可能会出现不希望的结果或状态。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员仅允许安装和驱动与本文件相关的附属设备或系统。
设备或系统的调试和运行仅允许由合格的专业人员进行。
本文件安全技术提示中的合格专业人员是指根据安全技术标准具有从事进行设备、系统和电路的运行,接地和标识资格的人员。
按规定使用请注意下列说明:警告设备仅允许用在目录和技术说明中规定的使用情况下,并且仅允许使用西门子股份有限公司推荐的或指定的外部设备和部件。
设备的正常和安全运行必须依赖于恰当的运输,合适的存储、安放和安装以及小心的操作和维修。
商标所有带有标记符号 ®的都是西门子股份有限公司的注册商标。
标签中的其他符号可能是一些其他商标,这是出于保护所有者权利的目地由第三方使用而特别标示的。
责任免除我们已对印刷品中所述内容与硬件和软件的一致性作过检查。
然而不排除存在偏差的可能性,因此我们不保证印刷品中所述内容与硬件和软件完全一致。
印刷品中的数据都按规定经过检测,必要的修正值包含在下一版本中。
Siemens AG Automation and Drives Postfach 48 48 90437 NÜRNBERG A5E00432669-0501/2006西门子股份有限公司版权所有(2006).本公司保留技术更改的权利SIMATIC自动化系统S7-300 CPU 31x:调试入门指南2005年8月版A5E00817203-01安全技术提示为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要随着自动化生产程度的提高,PLC 在生产控制系统中的应用也越来越广泛。
本设计是基于西门子公司S7-300可编程控制器,设计了机械手臂PLC控制的自动控制系统。
该工艺过程主要是完成对电机的控制。
系统主要由变频器、转台电机、液压泵电机、采样头电机、输送机、破碎机、缩分机、收集器以及控制系统组成。
通过对系统主电路、控制电路设计,给出了机械手臂自动控制系统完整的硬件接线图和流程图。
根据机械手臂的生产工艺要求,设计并使用STEP 7编制了一套适用于该生产工艺的梯形图。
利用Simens公司的Wincc完成了机械手臂的监控界面。
本设计过程中涉及较多的开关量输入输出点,故选用配置灵活的模块式结构PLC 以提高系统的可靠性与处理效率。
关键词: S7-300;机械手臂;自动控制AbstractWith the improvement of automatic production, the PLC application in production control system is also more and more broad. This design based on the Siemens S7-300 programmable controller, PLC controlled robotic arm designed automatic control system. The key is to complete the process of motor control. System mainly consists of inverter, turntable motor, hydraulic pump motor, the sampling hea d and the motor, conveyor, crusher, reduced extension, the collector and the control system.Through the design of system main circuit and control circuit, gives the complete hardware of the control system wiring diagrams and flow charts.According to the mechanical arm's technique of production's request, Design and use STEP 7 for the preparation of a ladder in the production process. Wincc by Simens company completed a mechanical arm monitoring interface.This design involves more switches quantity input output spot, the simulation quantity input output spot, therefore selects input output disposition nimble module type structure PLC to enhance the system the reliability and the processing efficiency.Key Words:S7-300;Mechanical arm;Automatic control目录第一章绪论 (1)1.1设计背景 (1)1.2设计目的 (1)1.3国内外研究现状和趋势 (2)1.4设计原则 (3)第二章系统方案设计 (4)2.1设计依据 (4)2.2各部分功能分述 (5)2.2.1 采样过程 (5)2.2.2 制样过程 (5)2.3控制方案的比较、论证和确定 (5)2.3.1 方案的比较 (5)2.3.2 方案论证及确定 (8)2.4系统结构图 (9)第三章系统硬件设计 (10)3.1设计依据 (10)3.2硬件设计 (10)3.3电动机选型 (14)3.4变频器设计 (15)3.4.1 概述 (15)3.4.2 变频器分类 (15)3.4.3 变频器的组成、工作原理及控制方式 (15)3.4.4 变频器选择 (18)3.5硬件地址配置 (20)3.6控制系统模块选择 (22)3.6.1 设计依据 (22)3.6.2 S7-300系列PLC组成 (23)3.6.3 S7-300PLC特点 (24)3.6.4 模块选择 (24)第四章控制系统软件设计 (32)4.1软件设计分析 (32)4.2系统流程图 (32)4.3STEP7编程过程 (37)4.3.1 建立工程 (37)4.3.2 硬件配置 (37)4.3.3 STEP 7编程 (38)第五章组态画面设计 (40)5.1组态软件概述 (40)5.2WINCC的介绍 (40)5.3画面组态 (40)5.3.1 建立主界面 (40)5.3.2 建立手动控制界面 (41)5.3.3 动作过程 (42)第六章 S7-300与WINCC通讯 (43)总结 (46)参考文献 (47)英文翻译原文 (48)英文翻译译文 (60)致谢 (69)附录 (70)第一章绪论1.1 设计背景机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,它是在机械化、自动化生产过程中发展起来的一种新型装置。
近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已经成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手能代替人类完成危险、重复枯燥的工作,减轻人类劳动强度,提高劳动生产力。
机械手越来越广泛的得到了应用,在机械行业中它可用于零部件组装,加工工件的搬运、装卸,特别是在自动化数控机床、组合机床上使用更普遍。
目前,机械手已发展成为柔性制造系统FMS和柔性制造单元FMC中一个重要组成部分。
把机床设备和机械手共同构成一个柔性加工系统或柔性制造单元,它适应于中、小批量生产,可以节省庞大的工件输送装置结构紧凑,而且适应性很强。
当工件变更时柔性生产系统很容易改变,有利于企业不断更新适销对路的品种,挺高产品质量,更好地适应市场竞争的需要。
而目前我国的工业机器人技术及其工程应用的水平和国外比还有一定的距离,应用规模和产业化水平低,从经济上、技术上考虑都是十分必要的。
因此,进行机械手的研究设计是非常有意义的。
1.2 设计目的本设计通过对电气工程及其自动化专业大学本科四年的所学知识进行整合,完成一个特定功能、特殊要求的数控机床上下料机械手的设计,能够比较好地体现电气工程及其自动化专业毕业生的理论研究水平,实践动手能力以及专业精神和态度,具有较强的针对性和明确的实施目标,能够实现理论和实践的有机结合。
目前,在国内很多工厂的生产线上数控机床装卸工件仍由人工完成,劳动强度大、生产效率低。
为了提高生产加工的工作效率,降低成本,并使生产线发展成为柔性制造系统,适应现代自动化大生产,针对具体生产工艺,利用机器人技术,设计用一台装卸机械手代替人工工作,以提高劳动生产率。
本机械手主要与数控车床(数控铣床,加工中心等)组合最终形成生产线,实现加工过程(上料、加料、下料)的自动化、无人化。
目前,我国的制造业正在迅速发展,越来越多的资金流向制造业,越来越多的厂商加入到制造业。
本设计能够应用到加工工厂车间,满足数控机床以及加工中心的加工工程安装、卸载加工工件的要求,从而减轻工人劳动强度,节约加工辅助时间,提高生产效率和生产力。
1.3 国内外研究现状和趋势机械手最早应用在汽车制造工业,常用于焊接、喷漆、上下料和搬运。
机械手延伸和扩大了人的手足和大脑功能,它可替代人从事危险、有害、有毒、低温和高热等恶劣环境中的工作;代替人完成繁重、单调重复劳动,提高劳动生产率,保证产品质量。
目前主要应用于制造业中,特别是电器制造、汽车制造、塑料加工、通用机械制造及金属加工等工业。
工业机械手与数控加工中心,自动搬运小车与自动检测系统可组成柔性制造系统(FMS)和计算机集成制造系统,实现生产自动化。
随着生产的发展,功能和性能的不断改善和提高,机械手的应用领域日益扩大。
目前,国际上的机械手公司主要分为日系和欧系。
日系中主要有安川、oTC、松下、FANLUC、不二越、川崎等公司的产品。
欧系中主要有德国的KUKA、CLOOS、瑞典的ABB、意大利的C0毗U及奥地利的工GM公司。
我国机械手起步于20世纪70年代初期,经过30多年发展,大致经历了3个阶段:70年代萌芽期,80年代的开发期和90年代的应用化期。
在我国,机械手市场份额大部分被国外机械手企业占据着。
在国际强手面前,国内的机械手企业面临着相当大的竞争压力。
如今我国正从一个“制造大国”向“制造强国”迈进,中国制造业面临着与国际接轨、参与国际分工的巨大挑战,对我国工业自动化的提高迫在眉睫,政府务必会加大对机器人的资金投入和政策支持,将会给机械手产业发展注入新的动力。
随着机械手发展的深度和广度以及机器人智能水平的提高,机械手已在众多领域得到了应用。
从传统的汽车制造领域向非制造领域延伸。
如采矿机器人、建筑业机器人以及水电系统用于维护维修的机器人等。
在国防军事、医疗卫生、食品加工、生活服务等领域机械手的应用也越来越多。
目前,在国内外各种机器人和机械手的研究成为科研的热点,其研究的现状和大体趋势如下:1) .机械结构向模块化、可重构化发展。
例如关节模块中的伺服电机、减速机、检测系统三位一体化;由关节模块、连杆模块用重组方式构造机器人整机2) .工业机器手控制系统向基于PC机的开放型控制器方向发展,便于标准化、网络化;器件集成度提高,控制柜日渐小巧,且采用模块化结构;大大提高了系统的可靠性、易操作性和可维修性。
3) .机器人中的传感器作用日益重要,除采用传统的位置、速度、加速度等传感器外,装配、焊接机器人还应用了视觉、力觉等传感器,而遥控机器人则采用视觉、声觉、力觉、触觉等多传感器的融合技术来进行决策控制;多传感器融合配置技术成为智能化机器人的关键技术。
4) .焊接、搬运、装配、切割等作业的工业机器人产品的标准化、通用化、模块化、系列化研究;以及离线示教编程和系统动态仿真。
总的来说,大体是两个方向:其一是机器人的智能化,多传感器、多控制器,先进的控制算法,复杂的机电控制系统;其二是与生产加工相联系,满足相对具体的任务的工业机器人,主要采用性价比高的模块,在满足工作要求的基础上,追求系统的经济、简洁、可靠,大量采用工业控制器,市场化、模块化的元件。