冷轧钢板和钢带的厚度允许偏差
冷轧钢板和钢带的尺寸、外形、重量及允许偏差

冷轧钢板和钢带的尺寸、外形、重量及允许偏差冷轧钢板和钢带是广泛应用于建筑、机械制造、汽车工业等领域的重要材料。
它们的尺寸、外形、重量以及允许的偏差对于保证产品质量和使用效果至关重要。
下面将从几个方面来介绍冷轧钢板和钢带的相关特点。
首先,冷轧钢板和钢带的尺寸通常根据用户需求而定。
常见的标准尺寸有厚度0.2-4.0毫米、宽度600-2000毫米,长度根据具体要求定制。
这些尺寸可以满足不同行业的需求,如建筑领域需要较厚的钢板来支撑结构,而汽车领域则需要较薄、较宽的钢带用于车身制造。
其次,冷轧钢板和钢带的外形也有一定的要求。
一般来说,它们的表面应平整光滑,没有明显的划痕和凹陷。
同时,边缘应整齐无毛刺,不允许有裂纹和折叠现象。
外形的完美有助于提高产品的美观度和使用寿命。
重量是冷轧钢板和钢带的另一个重要指标。
在生产过程中,通过严格控制材料的厚度和宽度,可以有效地控制钢材的重量。
同时,在市场上,通常以公斤或吨为单位出售,因此重量的准确计算对于确定产品的价格和出售数量非常重要。
最后,允许的偏差是冷轧钢板和钢带生产过程中的常见情况。
由于生产过程中涉及到多个环节,如热轧、冷轧、切割等,难免会导致尺寸上的偏差。
根据国际标准,冷轧钢板和钢带的尺寸偏差通常在公差范围内。
生产企业在出厂前会经过严格的质量检验,以确保产品的质量达到标准要求。
总之,冷轧钢板和钢带的尺寸、外形、重量以及允许的偏差直接影响产品的质量和使用效果。
了解这些指标的要求能够帮助生产厂家和用户更好地选择适合自己需求的钢材,并确保使用过程中的安全性和稳定性。
同时,生产企业也应严格把控生产过程,提高产品的一致性和可靠性,为用户提供优质的冷轧钢板和钢带产品。
冷轧板检验规范新

《不合格品处置单》
冷轧板检验标准
编号
SEPF-JY-001
版本
A
页次
1/8
1、目的
为检验员提供检验方法和操作指引,指导其正确地对钢板进行验收,以确保钢板品质符合产品需求。
2、范围
2.1本标准规定了冷轧钢板的验收细则。
2.2本标准适用于0.5~3.0mm,宽度为700~1500mm的冷轧钢板验收。
3、定义
3.1钢板:以平板状,矩形的,可直接轧制或用大于600mm宽钢带剪切而成;
冷轧板检验标准
编号
SEPF-JY-001
版本
A
页次
6/8
表4
公称长度
长度允许偏差
普通精度PL.A
较高精度PL.B
≤2000
┼6
┼3
>2000
┼0.3%*公称长度
┼0.15%*公称长度
9.2外形
9.2.1钢板每米的不平度应符合表5的规定。
表5
公称宽度
普通精度PF.A
较高精度PF.A
公称厚度
<0.7
0.7~<1.2
±0.15
±0.15
±0.10
±0.11
±0.11
﹥2.50~3.00
±0.16
±0.17
±0.17
±0.11
±0.12
±0.12
9.1.2钢板的宽度允许偏差应符合表3的规定
表3
公称宽度
宽度允许偏差
普通精度PW.A
较高精度PW.B
≤1200
┼4
┼2
1200~1500
┼5
┼2
≥1500
┼6
┼3
9.1.3钢板的长度允许偏差应符合表4的规定
冷轧钢板和钢带的允许偏差
8.2.1 钢板的横边在纵边的垂直投影长度,如图 1 所示。
Q/ASB 314-2006
与边部距离 (不小于)
15mm 10mm 25mm 25mm 40mm
1 切斜,2 直尺(线),3 侧边
图 1 切斜的测量 8.2.2 也可测量钢板两对角线之差的一半及钢板两对边长之差的一半,取其最大值。 8.3 镰刀弯 8.3.1 钢板和钢带的镰刀弯是指侧边与连接测量部分两端点的直线之间最大距离,在产品 呈凹形一侧测量,如图 2 所示。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
GB/T 8170 数值修约规则 Q/ASB 311 冷轧低碳钢板和钢带(JIS) Q/ASB 313 碳素钢冷轧钢板和钢带(ASTM) ASTM A568/A568M 碳素钢和高强度低合金钢冷轧薄板的一般要求 DIN 1623.1 冷轧钢板与钢带供货技术条件 冷变形用低碳钢 prEN 10131 冷成型用低碳及高屈服强度无镀层冷轧扁平产品尺寸和形状偏差 JIS G 3141 冷轧钢板及钢带 3 本标准采用下列定义: 3.1 钢带:指成卷交货,宽度不小于 600mm 的宽钢带。 3.2 纵切钢带:由钢带纵切而成,并成卷交货。 3.3 钢板:指由钢带横切而成。
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
建筑屋面和幕墙用冷轧不锈钢钢板和钢带-最新国标

建筑屋面和幕墙用冷轧不锈钢钢板和钢带1范围本文件规定了建筑屋面和幕墙用冷轧不锈钢钢板和钢带的订货内容、尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本文件适用于厚度0.20mm~4.0mm的建筑屋面和幕墙用不锈钢冷轧宽钢带(以下简称宽钢带)及其卷切定尺钢板(以下简称卷切钢板)、纵剪冷轧宽钢带(以下简称纵剪宽钢带)。
2规范性引用文件下列文件中的内容通过文中规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T222钢的成品化学成分允许偏差GB/T223.3钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量GB/T223.5钢铁酸溶硅和全硅含量的测定还原型硅钼酸盐分光光度法GB/T223.11钢铁及合金铬含量的测定可视滴定或电位滴定法GB/T223.17钢铁及合金化学分析方法二安替比林甲烷光度法测定钛量GB/T223.18钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量GB/T223.25钢铁及合金化学分析方法丁二酮肟重量法测定镍量GB/T223.26钢铁及合金钼含量的测定硫氰酸盐分光光度法GB/T223.28钢铁及合金化学分析方法α-安息香肟重量法测定钼量GB/T223.36钢铁及合金化学分析方法蒸馏分离-中和滴定法测定氮量GB/T223.40钢铁及合金铌含量的测定氯磺酚S分光光度法GB/T223.53钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量GB/T223.58钢铁及合金化学分析方法亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T223.68钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T223.69钢铁及合金碳含量的测定管式炉内燃烧后气体容量法GB/T228.1—2010金属材料拉伸试验第1部分:室温试验方法GB/T230.1金属材料洛氏硬度试验第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)GB/T231.1金属材料布氏硬度试验第1部分:试验方法GB/T232金属材料弯曲试验方法GB/T247钢板和钢带的包装、标志及质量证明书的一般规定GB/T2975钢及钢产品力学性能试验取样位置及试样制备GB/T3280不锈钢冷轧钢板和钢带GB/T4340.1金属材料维氏硬度试验第1部分:试验方法GB/T8170数值修约规则与极限数值的表示和判定GB/T10125人造气氛腐蚀试验—盐雾试验GB/T11170不锈钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T14203火花放电原子发射光谱分析法通则GB/T17505钢及钢产品交货一般技术要求1GB/T20066钢和铁化学成分测定用试样的取样和制样方法GB/T20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T20124钢铁氮含量的测定惰性气体熔融热导法(常规方法)GB/T20125低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T24195金属和合金的腐蚀酸性盐雾、“干燥”和“湿润”条件下的循环加速腐蚀试验3术语和定义本文件没有需要界定的术语和定义。
理论重量
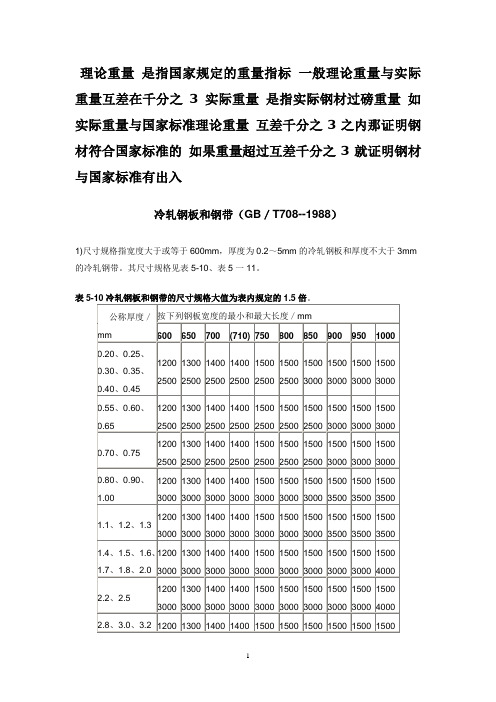
理论重量是指国家规定的重量指标一般理论重量与实际重量互差在千分之 3 实际重量是指实际钢材过磅重量如实际重量与国家标准理论重量互差千分之3之内那证明钢材符合国家标准的如果重量超过互差千分之3就证明钢材与国家标准有出入
冷轧钢板和钢带(GB/T708--1988)
1)尺寸规格指宽度大于或等于600mm,厚度为0.2~5mm的冷轧钢板和厚度不大于3mm 的冷轧钢带。
其尺寸规格见表5-10、表5一11。
表
(2)允许偏差见表5.12一表5—16。
表
表
表
表
表
注:表中所列的平面度适用于ób下限不大于485MPa的钢板和钢带。
对于ób的下限大于485NPa,但不大于585MPa的钢板和钢带平面度的最大值允许比表中规定值增加30%。
对于ób的下限大于585MPa的钢板和钢带的平面度最大值允许比表中规定值提高50%。
(3)用途广泛用于汽车工业、家用电器工业、建筑材料工业以及小商品生产等方面。
母线槽、桥架常用主材厚度允许偏差标准
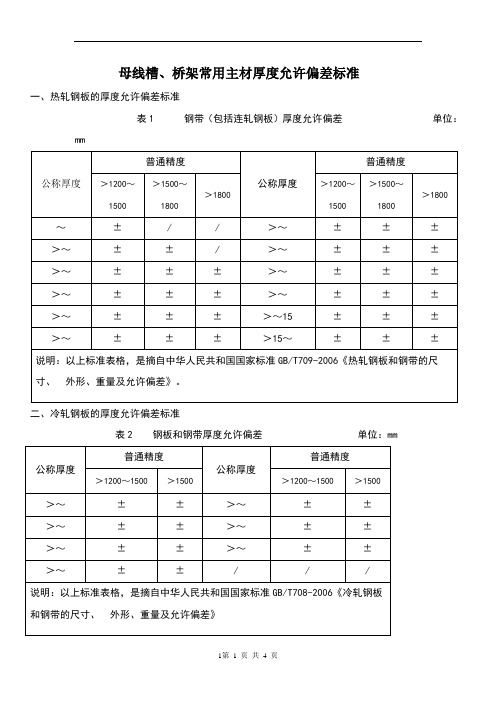
母线槽、桥架常用主材厚度允许偏差标准
一、热轧钢板的厚度允许偏差标准
表1 钢带(包括连轧钢板)厚度允许偏差单位:mm
二、冷轧钢板的厚度允许偏差标准
表2 钢板和钢带厚度允许偏差单位:mm
三、冷轧铝板、带材的厚度允许偏差标准
表3 冷轧板和带材的厚度允许偏差单位:mm
四、热轧铝板、带材的厚度允许偏差标准
表4 热轧板和带材的厚度允许偏差单位:mm
五、铜和铜合金母排宽度b的允许偏差
表5 铜和铜合金母线宽度偏差单位:mm
六、铜和铜合金母排厚度a 的允许偏差
表6 铜和铜合金母线厚度偏差 单位:mm
七、铝和铝合金母排宽度
b 的允许偏差
表7 铝和铝合金母线宽度偏差 单位:mm
八、铝和铝合金母排厚度a的允许偏差
表8 铝和铝合金母线厚度偏差单位:mm。
不锈钢板厚度偏差

2~2.5
± 0.25
± 0.30
—
2.5~3.15
± 0.30
± 0.35
± 0.40
3.15~4.0
± 0.35
± 0.40
± 0.45
4.0~5.0
± 0.40
± 0.45
± 0.50
5.0~6.0
± 0.50
± 0.55
± 0.60
6.0~8.0
± 0.60
± 0.65
± 0.65
8.0~10.0
± 0.28
± 0.33
± 0.31
± 0.36
± 0.33
± 0.38
± 0.35
± 0பைடு நூலகம்40
± 0.37
± 0.45
± 0.41
± 0.49
± 0.45
1.厚钢板允许公差
公称厚度
>13~25 >25~30 >30~34 >34~40 >40~50 >50~60 >60~80 >80~100 >100~150 >150~200
± 0.12
± 0.11
± 0.13
± 0.11
± 0.14
± 0.12
± 0.15
± 0.13
± 0.15
± 0.14
± 0.16
± 0.15
± 0.17
± 0.16
± 0.18
± 0.17
± 0.19
± 0.18
± 0.20
± 0.21
± 0.23
-0.333333333
-0.5
-0.25
-0.4
± 0.65
± 0.65
± 0.65
10.0~16.0
08冷轧钢板和钢带的尺寸、外形、重量及允许偏差(JIS、EN)

>1500
≤0.25
±0.02 ±0.03 ±0.03 ±0.015 ±0.020 ±0.025
-
-
-
>0.25~0.40 ±0.03 ±0.04 ±0.05 ±0.020 ±0.025 ±0.030 ±0.015 ±0.020 ±0.025
>0.40~0.60 ±0.03 ±0.04 ±0.05 ±0.025 ±0.030 ±0.035 ±0.015 ±0.020 ±0.025
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
——当波浪长度小于 200mm 时,波浪高度应小于 2mm。
7.3.3 当用户对钢带的不平度有要求时,在消除钢带弓形后,表 7 规定值也适用于用户从
钢带切成的钢板。
7.4 塔形
7.4.1 钢带应牢固地成卷,钢卷一侧的塔形高度不得超过 10mm。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
≤3000 >3000
普通精度 PU.A 不大于钢板宽度的 1%
表5
切斜
≤1200 ≤2 ≤3
高级精度 PU.B 公称宽度
单位为毫米
>1200 ≤3 ≤3 3
Q/ASB 314-2006
7.2 镰刀弯
钢板和钢带的镰刀弯应符合表 6 的规定。