电脑横机制版多纱嘴组设定
28335系列全电脑横机系统操作说明书

21,22,23 系列
恒强科技-技术支持
09
335 系列全自动电脑横机控制系统使用指南
目录
控制系统概述 ...............................................................................................................................4 系统主要技术参数 .......................................................................................................................5 安全注意事项 ...............................................................................................................................6 1-运行 ............................................................................................................................................7 1.1 运行监控画面显示说明 .........................................................................................................8 1.2 运行界面 F1-F6 功能键说明 ................................................................................................11 2-参数设置 ..................................................................................................................................13 2-1 系统参数设置 .......................................................................................................................14 2-2 工作参数设置 .......................................................................................................................21 工作参数设置说明 .....................................................................................................................22 2-3 摇床修正 ..............................................................................................................................27
PICASSO横机花样制版系统使用说明
8.3画板尺寸操作…………………………………………………………...………………19
8.4行数、针数出错窗口……………………………………………………………………19
8.5画图………………………………………………………………………...……………19
8.6花板文件保存……………………………………………………………...……………21
8.7自动编程……………………………………………………………………...…………21
8.8编辑动作文件……………………………………………………….....……..…………22
8.9拆分图查看………………………………………………………………………………24
4.4程序自动生成
系统根据以上的BMP、INA、OPT、YSY等四个文件的描述,能自动生成横机电脑所需要的PAT及CNT文件,若以上描述不完整或歧义则会提示报错,并会指出错误的花版行号及错误的原因,终止编译。同时花形编译系统还会检测是否会产生前后发生撞针干涉现象等。
4.5程序资料编辑
用户将花样顺利编译后,可以将PAT拆分图调入作图区查看,以便观察拆分的效果;当然更重要的是查看程序行的资料是否完整、准确,这时候用户可以使用该功能,通过该模块功能提供的对放框,仔细检查每一程序行的资料是否准确,如:纱嘴、动作、速度、度目等资料,用户也可在此对框中作资料的修改操作。
用圈选功能选择待置换的区域→点击 →鼠标点击圈选区需置换的色块,其出现在置换码左边→选择置换后的色号,其出现在置换码的右边,如要多色同时重复上次动作,最后点击执行。
退出系统。
复原。
重复。
复原(指示窗)
电脑横机控制系统操作说明1(杭州系统)
同时前后针床上均有织物,则要脱掉织物的一面,之后才可按手动原点
键。
当更换编织工艺后,自动进入手动原点(图标凸出呈红色),开启拉杆
后自动复位。
行锁定编织
图标凸出呈红色:行锁定编织,重复执行前2 行花版循环编织。
F2
图标凹下呈绿色:无锁定,按花版行顺序执行。
复位完成后,必须先按下此键再启动操作拉杆时生效。
1 电磁铁检测(三角控制电磁铁、换梭电磁铁)。
2 摇床伺服电机原点复位。
F1
针床左移,离开零位探头(探头指示灯灭)。
针床右移至零位探头停止(探头指示灯亮),完成复位。
3 度目马达原点复位。
4 生克步进控制电机原点复位(无步进控制则略去此步)。
按手动原点键前,要检查针床摇床位置,如果摇床针床不在原始位置,
PDF 文件使用 "pdfFactory" 试用版本创建
磁盘管理
插入U 盘
按此键弹出磁盘管理窗口,本页共 7 项,请首先插入U 盘。 上、下键移动光标(或快捷数字键),选择所需项目,按确认键。
1 列U 盘目录
列表显示当前U 盘根目录中所有类型的文件。 显示文件名称、类型、字节大小,创建日期、时间等信息。 上、下键移至列U 盘目录项(或数字键“1”),按确认键。 上、下键移至所需文件(红色字体),显示文件详细信息。 列磁盘目录
显示、操作面板(64" LCD)
操作屏由上、下 2 部分组成:
•LCD 液晶显示屏(分辨率:640X480) •键盘操作区
PDF 文件使用 "pdfFactory" 试用版本创建
根据客户所选择的LCD 液晶屏规格(64",104"…),键盘操作区布局有所不同。
制版系统

想要了解睿能更多相关产品信息 欢迎访问我们的网站 /
目录
软件概述 .................................................................... 6 运行环境 .................................................................... 6 安装和启动 .................................................................. 7
第三点
终点双击, 折线闭合
按住”SHIFT”键时,画正方形
:矩形(填充) :椭圆
按住”SHIFT”键时,画正方形 光标横纵坐标与椭圆是切线关系
按”SHIFT”键,画圆,光标横纵坐标与 圆是切线关系
:椭圆(填充)
:菱形
高度
宽度
:菱形:填充 :边框
横坐标方 向增量为 2
当前色码
:插行\针
:水平填充,在水平直线方向将 0 号色填充成当前色码
如果将睿能电子有限公司所提供的产品用于生命维持和/或生命安全应用,一切风险由买方自负。买方同意在由此引 发任何一切伤害、索赔、诉讼或费用时,会维护和保障睿能电子有限公司免于承担法律责任,并加以赔偿。
© 2011, Raynen Electronics CO.,LTD 版权所有.
商 标 Raynen 的 名 称 和 徽 标 组 合 、
水平填充 水平填充
:垂直填充,在垂直直线方向将 0 号色填充成当前色码
垂直填充 垂直填充
:圈选
圈选区
:线性复制
原图
圈选区
鼠标拖 曳线性 复制
电脑横机的嵌花纱嘴设备的制作方法

本技术新型涉及一种一种电脑横机的嵌花纱嘴装置,包括针板基座、梭子导轨座、梭子导轨、梭箱和梭箱驱动装置,梭子导轨座有两个,相对安装在针板基座上,梭子导轨座的支撑面为圆弧面;五根梭子导轨呈圆弧排列式地安装在两个梭子导轨座的支撑面上;每根梭子导轨的两侧分别安装两个梭箱,每个梭箱连接一只梭柄,每只梭柄连接一只纱嘴,梭箱在梭箱驱动装置的驱动下沿梭子导轨移动。
本技术新型中梭子导轨座的支撑面设计为圆弧面,五根梭子导轨呈圆弧排列式地安装布置在梭子导轨座上,每根梭子导轨连接四个梭箱,每个梭箱连接一只纱嘴,20只纱嘴的末端指向圆弧形支撑面的中轴线,出纱效果好,五根梭子导轨安装精度高,使用过程中横机不易出现故障。
技术要求1.一种电脑横机的嵌花纱嘴装置,包括针板基座(1)、梭子导轨座(2)、梭子导轨(3)、梭箱(4)和梭箱驱动装置,其特征在于:所述梭子导轨座(2)有两个,相对安装在针板基座(1)上,梭子导轨座(2)的支撑面(21)为圆弧面;所述梭子导轨(3)共五根,五根梭子导轨(3)呈圆弧排列式地安装在两个梭子导轨座(2)的支撑面(21)上;每根梭子导轨(3)的两侧分别安装两个梭箱(4),每个梭箱(4)连接一只梭柄(5),每只梭柄(5)连接一只纱嘴(6),所述梭箱(4)在梭箱驱动装置的驱动下沿梭子导轨(3)移动。
2.根据权利要求1所述的电脑横机的嵌花纱嘴装置,其特征在于:所述梭箱驱动装置包括同步带(7)、同步轮固定座(9)和电机(8);所述同步带(7)设置四根,自上而下布置,所述电机(8)设置四个,每个电机(8)的输出轴上均设置有一号同步轮(81);所述同步轮固定座(9)设置两个,每个同步轮固定座(9)上均设置有两个二号同步轮(91);所述四个电机(8)固定在一个梭子导轨座(2)上,两个同步轮固定座(9)安装在另一个梭子导轨座(2)上;四个二号同步轮(91)与四个一号同步轮(81)一一对应组成四组同步轮,一组同步轮对应啮合一根同步带(7);所述梭箱(4)与四根同步带(7)连接在一起。
全电脑横编织机——完全操作手册

E :暂未用
F :暂未用
1 :度目设定
2 :主罗拉速度设定
3 :辅助罗拉拉力设定
4 :左送纱设定
5 :主马达速度设定(机头速度)
6 :纱嘴停放点设定
—— 17 ——
7 :跳行编织设定
8 :纱嘴初始位置查看
9 :右送纱设定
0 :画面切换
。 :小数点(设定参数用)
+/-
:设定件数,参数+、— 键
E Es cs 项c :返回键 C :复制键(可复制花样参数转换)
—— 3 ——
7、 纱嘴 九、电器部分接线示意图
1、电源接线示意图 2、 显示板接线图 3、USB 接线图 4、 主控板接线图 5、 罗拉驱动接线图 6、 机头接线图 十、机器简易故障排除
横机外观全貌图
—— 4 ——
A 天线及置纱组 C 机械头组 E 电器箱组 N 针床组 S 信克组
B 针床及护盖组 D 传动组 F 机架及卷布组 R 摇床组 T 换色及导纱组
上,同时释放纱嘴(乌斯座),将纱嘴移出机头便于穿纱等操作,
线纱穿好后将纱嘴(乌斯座)归位后再按此键即可正常工作.
1-1 磁盘管理
—— 20 ——
1. 磁盘操作: 先将磁盘插入机器左下方(开关箱)的磁碟机内,再按磁盘管理键,屏幕上将显 示以下各功能项:
① 列磁盘管理 按下“1”键再按确认键,屏幕上显示当前磁盘中所有档案文件名
出现故障。 11.使用机器前请认真阅读本实用操作手册,请不要让非专业技术人员随意拆修设
备,有必要拆修机器时请与您所购买产品的经销商或售后服务店联系,严禁私自 进行拆修工作。 提示:新购置机器磨合期内请适当控制其速度,正常使用后应根据衣片复杂程度而调 整机器运行速度,以免机器发生意外。
全自动电脑横机操作调试和维修方法
全自动电脑横机操作调试和维修方法Revised by Petrel at 2021一.操作注意事项:1)读盘,不顺畅时可以重新关电源后插拔USB插口,用华翔控制器的可以先切换一下存读介质(U盘和磁盘)然后再开机读盘。
2)穿纱,同时要调整好天线弹力,侧天线张力。
3)要按照打样要求调整好度目。
拉力等。
4)确定花样展开以及纱嘴摆方位置。
国花系列还有纱嘴前置量。
5)挂布(起底板机器不用),行锁定(飞虎机器用重复)即时给副罗拉开合情况,机头速度要小于,布片到达主罗拉时解除行锁定(飞虎机器把重复点一下)。
加大速度,拉力等。
二.开始编织1)随时检查布片密度及确认粗幼纱情况,以便随时控制衣片长短。
跟足样板尺寸。
2)注意毛纱过蜡情况及毛纱排放位置。
拆片纱要重新试度目和拉力。
3)随时了解用纱情况,毛料色差等。
4)衫片分码,分色整齐叠好安要求捆好交货。
5)注意倒卷布和副罗拉缠纱(国花系列特别要注意)三.常见问题的处理方法(一)度目篇1)编织时度目越来越大 A,检查线路是否接触不良。
B,检查度目马达螺丝是否松动。
2)两口同时做编织,若一口度目异常变小,可以考虑把度目原点适当调大。
(二)撞连接针脚(国花系列叫长针)1)查看度目是否灵活。
2)查看连接针脚在针床上是否运行畅顺,用手压下去是否弹起自如3)查看度目马达螺丝是否松动。
度目转盘是否顺畅。
4)查看度目感应器是否损坏。
5)查看压针三脚是否到位。
国花系列要看电磁铁摆动情况.6)度目太紧时不能脱圈,也会撞连接针脚。
7)检查翻针三角的翻接针导块是否顺畅,灵活。
8)检查度目底板,滑块是否到位,灵活。
(三)乱花(乱选针)1)看布片乱花是否有规律,比如问题都出在那一个选针器上。
2)看是偷选,还是漏选。
调整选针片和针床的间隙。
3)调整选针参数,选针原点,选针微调。
4)看选针针脚在针床上是否太紧,太松。
是否顺畅。
5)线路检查,各插头是否插好,看看是否有接触不良。
6)看主驱动皮带是否太松。
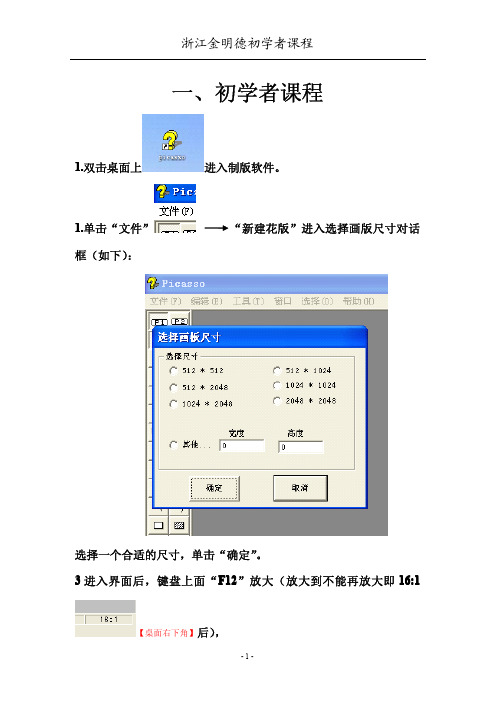
电脑横机制版初学者课程
例: 收夹保 4 只边
先先摇
放
28N Λ 28N
算总专数:先放
平1转
K=4+3X8+4X22+22+
1-2-8(暗收)
5X6+4X7+3X5+2X6
2-3- 6 3-3-5
+1X8+1 先摇
=232 专
4-3-7 先摇 5-3-6 两边各拷 14 针
-6-
被置换色码
浙江金明德初学者课程
置换后色码
置换前
置换后
插入行
� 插入行,该行与光标行相同,行克隆功能(包括功能线内的设置)
插入空行
� 在当前光标的下行处,插入空行,该行为本底色(包括功能线)。
插入列
� 当前光标列的左侧插入列(针),该列与当前光标列相同,克隆列功能。
插入空列
� 当前光标列的左侧插入空列(针)。该列为本底色(0 号色)。
圈 选 复 制 目 标
鼠标单击拖曳 实现阵列定义
鼠标单击左键 确定复制个数
填充
� 制定色块后,对圈选区或封闭的色块区域进行填充。 注:如果待填充对象的边线不连续,填充色块将会泄露扩散到其余绘图区域,要 找到并封闭断点。
颜色置换
� 色块置换,可同时对多个色块一起处理。 � 圈选待处理的区域,单击图标后跳出换色选项如下图进行换色。
例:现在正在做一款 XXX 老板的款号为 B--007 的 M 号的袖子(XIUZI),现取名如下。
存在“我的电脑”
“本地磁盘 E:” “新建文件夹”(取名为 XXX 老板)”
“新建文件夹”(取名为款号 B--007)“M007X”或“X007M”等等,这种取名方法以后