T525纸张白度标准
稻麦草氢氧化钾法制浆工艺的研究
稻麦草氢氧化钾法制浆工艺的研究屈永波【期刊名称】《造纸化学品》【年(卷),期】2017(029)001【总页数】5页(P28-32)【作者】屈永波【作者单位】【正文语种】中文稻麦草是制浆厂重要的纤维原料之一。
稻麦草制浆的主要问题是在烧碱法(NaOH 法)蒸煮制浆过程中,稻麦草中的二氧化硅易在传热面上结垢,降低传热效果。
该研究采用稻麦草氢氧化钾法(KOH法)制浆,将二氧化硅从黑液中分离出来,同时考察所得纸浆的性能。
研究结果表明:二氧化硅和木素能够从黑液中分离出来;KOH法制浆适宜的蒸煮条件为KOH用量12%(以NaOH计),最高温度150℃,保温 2 h,液比1∶6,在此蒸煮条件下的纸浆得率为 42.4%,卡伯值为10.3,经D0EpD1漂白后白度为85%,需消耗二氧化氯为25 kg/t;NaOH法和KOH法所得浆的可漂性及成纸性能无显著性差异;稻草KOH法制浆中,二氧化硅、木素和半纤维素回收率分别为10.4%、8.4%和13.0%。
稻麦草是制浆厂重要的纤维原料之一。
稻麦草制浆的二氧化硅问题具体表现在:稻麦草的灰分含量远高于木材,灰分的主要成分是二氧化硅,这些二氧化硅在烧碱法蒸煮制浆的碱回收工艺中,易在传热面上结垢,降低传热效果,且增加黑液的黏度,使黑液中的化学品和能量回收更为困难。
为了解决稻麦草制浆中存在的这些问题,许多新技术正在探索研究中。
本文主要目的是探索稻麦草氢氧化钾法(KOH法)制浆工艺,内容包括:(1)稻麦草原料分析;(2)改变用碱量的稻麦草KOH法和烧碱法蒸煮;(3)蒸煮所得浆的D0EpD1漂白;(4)成纸性能检测;(5)黑液的表征,尤其是通过降低pH后二氧化硅和木素的回收率。
1.1 原料将收集的稻麦草切至长度为2~3 cm。
测得原料水分后,按每份300 g(绝干)分装于聚乙烯袋中以备后续蒸煮用。
1.2 原料分析稻麦草的化学成分的测定参照TAPPI测试方法:其中抽出物的测定参照T204om-88,水溶性的测定参照T207 cm-99,克拉森木素的测定参照T211 om-83。
纸张物理检测方法总汇
1范围本标准规定了相关产品及其原材料物理指标项目检验的制样方式、测试工具及测试方法。
本标准适用于接装纸、卷烟纸、内衬纸、内框纸、瓦楞纸箱、滤嘴棒等烟用辅料产品及其原材料的功能项目检测。
2 规范性引用文件GB/T 450 纸和纸板试样的采取GB/T 451.1 纸和纸板尺寸及偏斜度的测定GB/T 451.2 纸和纸板定量的测定GB/T 451.3 纸和纸板厚度的测定GB/T 462 纸和纸板水分的测定GB/T 1539 纸板耐破度的测定法GB/T 2679.5 纸和纸板耐折度的测定GB-T2679.6 瓦楞原纸平压强度测定GB/T 2679.8 纸和纸板环压强度的测定GB/T 10739 纸、纸板和纸浆试样处理和试验的标准大气条件GB/T 7974 纸、纸板和纸浆亮度(白度)的测定(漫射/垂直法)GB/T 7975 纸和纸板颜色的测定(漫反射法)GB/T 12914 纸和纸板抗张强度的测定法(恒速拉伸法)GB/T 456-2002纸和纸板平滑度的测定(别克法)(idt ISO 5627:1995)GB/T 23227-2008 卷烟纸、成形纸、接装纸及具有定向透气带的材料透气度的测定GB/T460-2002 纸施胶度的测定(墨水划线法)GB/T 1541-2007 纸和纸板尘埃度的测定GB/T 1540 纸和纸板吸水性的测定(GB/T 1540—2002,eqv ISO 535:1991)GB/T 16447-2004 烟草及烟草制品调节和测试的大气环境3 术语和定义3.1定量按规定的试验方法,测定纸或纸板单位面积的质量,以克每平方米表示(“g/m2”)3.2全幅定量差同一个纸张定量的偏差程度,单位以“g/m2”表示,或以“%”表示。
3.3紧度单位体积纸或纸板的重量,单位以(g/cm3)或(kg/m3)表示。
3.4水分物体所吸收(附)的水的含量,单位以“%”表示。
3.5色差同种颜(花)色之间的差别,以△E表示。
印刷纸张检验项目及标准

印刷纸张检验项目及标准1检验内容:安全、卫生、环保、质量、数量、重量、包装等项目。
由于篇幅关系,我们仅就其常规物理检测项目和使用的方法标准作一介绍。
A外观检验:纸张的外观检验是重要的检测项目之一,一般由检验人员现场取样检验和实验室检验两块组成。
纸张的外观缺陷,不仅影响纸张的外观,而且影响到纸张的使用。
我们采用的检验方法标准为:ISO、TAPPI标准,还有SN/T 0874-2000 及国家标准GB/T 1541尘埃度检测等。
主要采用迎光检验、平视检验、斜视检验和手摸检验等。
要求纸面平整洁净,不允许有摺子。
纸张的外观质量,是指单张纸或卷筒或纸带的一定面积,凭人的视觉、触孔的影痕不够明显,平视检查和透视检查都不易发现,只有当斜着检查时才能发现。
又如检查纸面是否起毛,一般先用手摩擦纸面,再把纸张的一边提高,把眼睛凑近对着光线斜看,如果纸面起毛,就可看到纸面上竖立着许多细小纤维。
B 物理性能检验B1 样板处理,在开展物理性能检验工作之前,必须根据标准对纸张进行恒定的温度、湿度预处理,由于不同的纸质所需进行的检测项目不一样,这里就主要列举几种:(1)白板纸好的白板纸一般要求质地紧密,表面光滑,厚薄一致,纸面不起毛,吸收性好,而且伸缩率小,并能适应多色套印的要求。
为了适应制盒的要求,白板纸还应具有挺度大,耐折度好的特点。
主要进口国家有:韩国、印尼、美国、日本等,尤以日本产白板纸质量为佳。
检测项目有:定量、厚度、白度、平滑度、裂断长、耐破度、耐折度、施胶度、挺度及IGT等。
(2)牛皮卡纸:牛皮卡纸,我国称为箱板纸,是纸箱用纸的主要纸种之一。
国产箱板纸分为优等品、一等品、合格品三个等级。
牛皮纸的质地必须坚韧,耐破度、环压强度和撕裂度要高,此外还要具有较高的抗水性。
由于工艺及用料的不同,总的来说,大部分进口牛皮卡纸的质量要好于国产牛皮纸,尤其以美国产牛卡的质量为最佳。
检测项目有:定量、厚度、紧度、耐破度、耐破指数、环压强度、横向环压指数、裂断长、撕裂度、施胶度、水分、横幅定施胶度、水分等。
纸张品质标准与认证确保产品符合国际标准
纸张品质标准与认证确保产品符合国际标准纸张作为一种常见的材料,在我们的日常生活中发挥着重要的作用。
无论是书籍、报纸、包装盒还是印刷品,纸张的品质对于保证产品的质量至关重要。
本文将介绍纸张的品质标准与认证,并探讨它们如何确保产品符合国际标准。
一、纸张品质标准纸张的品质标准是通过一系列的测试和评估来确定的,这些标准通常由行业协会或国家标准制定机构制定。
以下是几个常见的纸张品质标准:1. 光泽度:光泽度是指纸张表面反射光线的能力。
高光泽度的纸张通常用于印刷高质量的照片和艺术品。
2. 厚度:纸张的厚度直接影响其强度和质感。
通常情况下,印刷品和包装盒需要较厚的纸张,而书籍和报纸则需要薄一些的纸张。
3. 白度:纸张的白度是指其表面的颜色亮度。
高白度的纸张常用于印刷需要鲜艳颜色的杂志和广告,而较低白度的纸张则多用于书籍和报纸。
4. 强度:纸张的强度决定了其是否能承受一定的拉力和压力,防止撕裂和变形。
强度测试通常涉及纸张撕裂强度、抗张强度和抗压强度等方面的测试。
5. 韧性:韧性是指纸张的柔韧性和抗折性能。
好的纸张应该能够经受住折叠和弯曲等应力而不容易破裂。
二、纸张认证和质量保证为了确保产品符合国际标准,纸张制造商可以通过一些认证机构来获得相关认证,以验证其产品的质量。
以下是一些常见的纸张认证:1. ISO 9001质量管理体系认证:这是一个国际性的质量管理体系认证,适用于各类制造企业。
获得ISO 9001认证的纸张制造商表明其具备了一套完善的质量管理体系,能够持续改进产品品质。
2. ISO 14001环境管理体系认证:纸张制造过程中经常涉及大量的木材和水资源,因此对环境的影响较大。
ISO 14001认证要求纸张制造商建立并维护一套有效的环境管理体系,以减少资源浪费和环境污染。
3. FSC认证:FSC(可持续林业管理委员会)认证是一种验证木材和纸张来自可持续林业的认证。
获得FSC认证的纸张制造商表明其采用了符合可持续发展要求的原材料,并支持保护森林资源和生态系统。
出版印刷用纸的光学性能及测试标准

出版印刷用纸的光学性能及测试标准近年来,我国造纸工业迅速发展,纸和纸板总产量、总消费量已位居世界第二,并形成了一套完整的标准化体系。
其中,国家标准化法、计量法和产品质量法,是纸产品生产与销售必须遵循的三个基本法。
我国造纸工业标准包括国家标准、轻工行业标准和企业标准。
就应用领域而言,有产品标准、产品性能测试方法标准和产品测试环境大气条件标准,同时还有纸张质量监督检验造纸专用计量器具轻工业部部门计量检定规程。
根据我国造纸工业标准化体系表,出版印刷用纸分为非涂布纸与涂布纸两大类。
出版印刷业大批量使用的纸张,如新闻纸、胶版印刷纸、胶印书刊纸、凸版印刷纸等属非涂布印刷纸类;铜版纸、低定量涂布纸、铸涂纸等属涂布印刷纸类。
纸张的光学性能从测试依据的光学原理看,白度、色度、不透明度等属纸张的漫反射特性,光泽度、印刷光泽度属纸张的镜面反射特性。
本文重点介绍出版印刷用纸的白度、色度、不透明度等光学性能及其测试标准。
光学性能1.白度众所周知,白色纸张可真实、客观地反映出印刷图文的全部色彩,提高文字的反差和清晰度,使复制品色彩鲜艳,达到图文并茂的效果。
纸张白度越高,这种效果越显著。
然而白度不宜过高,否则反射光线强,对视觉神经刺激过强,易引起视觉疲劳,因而印刷纸并不是白度越高越好。
而且,不同用途印刷纸的白度值也不尽相同,据悉,中国少年儿童出版社,从保护少年儿童视力的角度出发,很多课本都采用了低白度纸张,有的图书内文甚至采用豆绿、浅黄色书写纸。
黑龙江少年儿童出版社也采用了豆绿和浅黄色书写纸;安徽少年儿童出版社也将教辅书用纸白度降低到76%~85%。
教育部规定,儿童用教科书用纸的白度为75%~76%。
尽管出版印刷用纸基本为白色或近白色,但都有偏色现象,有的偏蓝,有的偏红,目的是使视觉判断显得更白些,但也要因人而异。
不管怎样,同批供应的纸张应白度一致、色调均匀、色差不明显,以避免装订成册的印刷品切口色调出现分层现象。
2.不透明度印刷用纸不透明度值的高低,直接影响印品的透印情况,各种用途的印刷纸,都必须有足够的不透明度,否则容易发生透印故障。
新闻纸 有关国家纸张的技术指标和检验方法
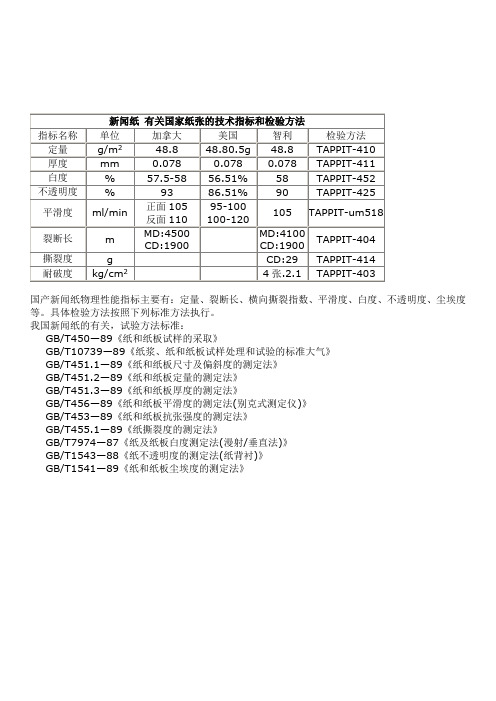
国产新闻纸物理性能指标主要有:定量、裂断长、横向撕裂指数、平滑度、白度、不透明度、尘埃度等。
具体检验方法按照下列标准方法执行。
我国新闻纸的有关,试验方法标准:
GB/T450—89《纸和纸板试样的采取》
GB/T10739—89《纸浆、纸和纸板试样处理和试验的标准大气》
GB/T451.1—89《纸和纸板尺寸及偏斜度的测定法》
GB/T451.2—89《纸和纸板定量的测定法》
GB/T451.3—89《纸和纸板厚度的测定法》
GB/T456—89《纸和纸板平滑度的测定法(别克式测定仪)》
GB/T453—89《纸和纸板抗张强度的测定法》
GB/T455.1—89《纸撕裂度的测定法》
GB/T7974—87《纸及纸板白度测定法(漫射/垂直法)》
GB/T1543—88《纸不透明度的测定法(纸背衬)》
GB/T1541—89《纸和纸板尘埃度的测定法》。
造纸工业白度_亮度_三级参比标准纸样的使用
造纸工业白度(亮度)三级参比标准纸样的使用吕 鸣(广西轻工产品质量监督检验站,广西南宁530031)收稿日期:2002-05-24中图分类号:T S 77 文献标识码:C文章编号:1003-2673(2002)03-0037-02 白度(亮度)、颜色和不透明度等是纸张的重要光学性能,也是纸张物理检测中的一项主要指标。
我国造纸工业的白度测定方法标准早在1958年就制订了,至今已40多年,经过多次的修订,目前白度的测定方法已比较完善,既有45 0条件的方法,也有d 0条件的方法,并且增加了荧光白度、颜色的测定。
为了实验室之间标准量值的统一,国家纸张质量监督检验中心,在1993年建立了造纸工业白度(亮度)标准量值的传递,以克服仪器、标准白度板等因素造成的误差,这在我国造纸行业中,实现白度(亮度)量值的统一起了很大的作用 经过近10年的白度(亮度)标准量值的传递,大多数的造纸企业已能很好地掌握白度(亮度)标准量值的传递方法(R 457值的传递)。
但是随着科学技术的发展,人们对白度的认识不断深化,测试技术的不断改进,已不满足于R 457值的测试,相同的R 457值,却由于色调不同,而光学效果不同,因而从色品坐标去描述白度引起了重视,颜色的技术指标开始进入产品标准中。
在以往多数企业只是单一地进行R 457量值的标定,对R X 、R Y 、R Z 的量值传递不知如何进行,或对方法掌握不好,所以实验室里即使有仪器,也无法对相关的光学性能进行测试。
为了能够更好地进行白度量值的传递,以使实验室里的每一台白度(颜色)测定仪都能保证量值的准确,在此对国家纸张质量监督检验中心传递的造纸工业白度(亮度)三级参比标准纸样的如何使用和对造纸工业白度(亮度)三级参比标准纸样使用说明书(以下简称说明书)中的一些章节的理解,谈谈自己的看法。
1、说明书共分为六大部分,其中第三部分使用方法是必须要掌握的,特别是2~4节是量值传递中必做项目。
白度仪
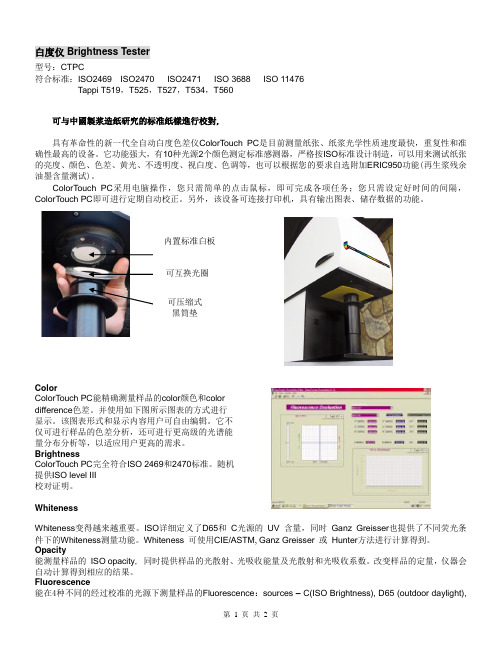
白度仪Brightness Tester型号:CTPC符合标准:ISO2469 ISO2470 ISO2471 ISO 3688 ISO 11476Tappi T519,T525,T527,T534,T560可与中國製浆造纸研究的标准纸樣進行校對,具有革命性的新一代全自动白度色差仪ColorT ouch PC 是目前测量纸张、纸浆光学性质速度最快,重复性和准确性最高的设备。
它功能强大,有10种光源2个颜色测定标准感测器,严格按ISO 标准设计制造,可以用来测试纸张的亮度、颜色、色差、黄光、不透明度、视白度、色调等,也可以根据您的要求自选附加ERIC950功能(再生浆残余油墨含量测试)。
ColorTouch PC 采用电脑操作,您只需简单的点击鼠标,即可完成各项任务;您只需设定好时间的间隔,ColorTouch PC 即可进行定期自动校正。
另外,该设备可连接打印机,具有输出图表、储存数据的功能。
ColorColorTouch PC 能精确测量样品的color 颜色和colordifference 色差。
并使用如下图所示图表的方式进行显示。
该图表形式和显示内容用户可自由编辑。
它不仅可进行样品的色差分析,还可进行更高级的光谱能量分布分析等,以适应用户更高的需求。
BrightnessColorTouch PC 完全符合ISO 2469和2470标准。
随机提供ISO level III校对证明。
WhitenessWhiteness 变得越来越重要。
ISO 详细定义了D65和 C 光源的 UV 含量,同时 Ganz Greisser 也提供了不同荧光条件下的Whiteness 测量功能。
Whiteness 可使用CIE/ASTM , Ganz Greisser 或 Hunter 方法进行计算得到。
Opacity能测量样品的 ISO opacity , 同时提供样品的光散射、光吸收能量及光散射和光吸收系数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
T 525 om-92SUGGESTED METHOD – 1972HISTORICAL METHOD – 1985OFFICIAL TEST METHOD – 1986REVISED – 1992© 1992 TAPPIThe information and data contained in this document were preparedby a technical committee of the Association. The committee and theAssociation assume no liability or responsibility in connection with theuse of such information or data, including but not limited to anyliability or responsibility under patent, copyright, or trade secret laws.The user is responsible for determining that this document is the mostrecent edition published.Diffuse brightness of pulp (d/0°)1.Scope1.1This method is to be used to evaluate the diffuse blue reflectance factor (diffuse brightness) of pulp by measuring handsheets prepared according to TAPPI T 218 “Forming Handsheets for Reflectance Tests of Pulp.” The measurement of handsheets is the most commonly accepted procedure for obtaining pulp brightness; however, machine-dried sheets can also be used.NOTE 1:The brightness of a handsheet will usually be 0.5 to 1.0 unit higher than that of a machine-dried sheet made from the same pulp.1.2This method utilizes an integrating sphere to provide diffuse illumination and perpendicular (0°) observation geometry (1). With this geometry, specimen surface structure and azimuthal orientation have negligible effect on brightness.1.3The instrument has a relatively large specimen aperture for the purpose of averaging small area variations in reflectance, making it possible to obtain a reliable average value with only a few individual measurements.1.4This method is not intended for use with colored materials.1.5Although this method does not specifically exclude naturally fluorescent pulps or the use of optical brighteners, paper manufacturers may wish to limit their pulp suppliers in their use of optical brighteners. Such additives may reduce the potential for paper manufacturers to control brightness by the use of additional optical brighteners.2.SummaryDiffuse reflectance is measured at an effective wavelength of 457 nm by using a suitable filter set or an equivalent device for modifying the spectral response and an instrument having diffuse illumination and perpendicular observation geometry. The measurements are made in terms of absolute reflectance.3.Significance3.1Blue-light reflectance measurements were originally designed to provide an indication of the amount of bleaching that has taken place in the manufacture of pulp. The higher the blue-light reflectance, generally the whiter the products will appear. The method provides a simple, single-number index useful for comparing similar white materials; however, colored materials are better identified by using a standardized three-dimensional color space [see TAPPI T 442“Spectral Reflectance Factor, Transmittance, and Color of Paper and Pulp (Polychromatic Illumination),” T 524 “Color of White and Near-White Paper and Paperboard by L, a, b 45° 0° Colorimetry,” and T 527 “Color of Paper and Paperboard in CIE Y; x, y, or Y, Dominant Wavelength and Excitation Purity”].Approved by the Optical Properties Committee of the Process and Product Quality DivisionTAPPI3.2Because the instrument geometry of this method is different from that of TAPPI T 452 “Brightness of Pulp, Paper and Paperboard (Directional Reflectance at 457 nm),” there is no simple relationship between the two brightness scales.3.3Specularly reflected light (gloss) is excluded from the measurement of diffuse brightness by the use ofa gloss trap (specular reflectance absorber) as required in 5.1.1.3.NOTE 2:Material containing fluorescent brightening agents will exhibit higher reflectance values to a degree which is dependent upon the ultraviolet (UV) content of the radiation incident on the specimen. Control of such UV content is essential to maintain continuityof measurement among optically brightened pulps.NOTE 3:No known material is both perfectly reflecting and perfectly diffusing, but standards can be calibrated in terms of absolute reflectance (2). Standards with calibrations based on this reference can be obtained from ISO authorized laboratories.14.Definitions4.1Diffuse reflectance factor, the ratio of the radiance of a specimen to that of a perfectly reflecting diffuser, each being irradiated hemispherically and viewed identically.4.2Absolute brightness, the diffuse reflectance factor for blue light in terms of a perfectly reflecting, perfectly diffusing specimen as determined on an instrument as described in section5.5.Apparatus5.1Reflectometer, an instrument designed for the measurement of diffuse reflectance which employs the following geometric, photometric, and spectral characteristics:5.1.1Geometric characteristics5.1.1.1 Diffuse illumination of the specimen by means of an integrating sphere of 150 mm diameter. The sphere shall be equipped with screens to eliminate direct illumination of the specimen.5.1.1.2The sum total of the areas of the apertures in the sphere does not exceed 10% of the area of the sphere.5.1.1.3 The receptor aperture is surrounded by a gloss trap (black circular area) of external diameter subtendinga half-angle of 15.5 ± 0.5° at the center of the specimen aperture.5.1.1.4 No light reflected from the rim of the specimen aperture shall reach the receptor.5.1.1.5 The measured test area on the specimen is circular with a diameter 30 mm ± 1 mm.5.1.1.6 The specimen aperture diameter shall not exceed 35 mm and the edge thickness shall not exceed 2 mm.5.1.1.7The specimen is viewed perpendicularly (0°). Only reflected rays within a solid cone, whose vertex is in the specimen aperture and of half-angle not greater than 4°, shall fall on the receptor.5.1.1.8Stray light from all sources shall not exceed 0.5%.5.1.2Photometric characteristics. The accuracy of the photometer, whether mechanical or electronic, is such that the departure from photometric linearity after calibration does not exceed 0.1% reflectance factor.5.1.3Spectral characteristics. The effective wavelength of the reflectometer, 457.0 nm ± 0.5 nm, is arrived at with a combination of lamps, integrating sphere, glass optics, filters or other spectrally selective device and photoelectric cells. The filters should be such that the relative spectral distribution function F( ) of the reflectometer is as indicated in Table 1: F ( ) is the product of the following variables:a)the relative spectral distribution of the radiant emittance of the integrating sphere,b)the spectral transmittance of the glass optics,c)the spectral transmittance of the filters or other spectrally selective device, andd)the spectral response of the photoelectric cells, each being a function of the wavelength.Table 1The relative spectral distribution function F ( ) of a reflectometer equipment for measuring diffuse brightness of pulp.Wave-F( ),Wave-F( ),length,arbitrary length,arbitrarynm units nm units3800.045082.53900.0460100.0400 1.047088.7410 6.748053.142018.249020.343034.5500 5.644057.65100.35.2The following ancillary items must be available:5.2.1Instrument standards, two or more opal glass or ceramic standards calibrated relative to a Level 2 (ISO) or Level 3 reference standard (see 7.3).5.2.2Black cavity, a black cylindrical cavity, with centering device, having a known reflectance of less than 0.5%.5.2.3Lens tissue, non-fluorescent, non-abrasive lens paper or tissue.6.ReagentsCleaning solution, distilled water and detergent free from fluorescing or abrasive ingredients.7.Calibration and standardization7.1ISO reference standard of level 1 (IR1), the perfect reflecting diffuser. Ideal spectrally uniform Lambertain diffuser with a reflectance equal to 100.0 at all wavelengths.7.2ISO reference standard of level 2 (IR2), standard whose reflectance factor has been determined by a standardizing laboratory in relation to the IR1. These standards are used by authorized standardizing laboratories for the calibration of their reference instruments.7.3ISO reference standard of level 3 (IR3), standard where the reflectance factor has been determined by an authorized standardizing laboratory in relation to any IR2. These standards are employed by instrument users for the calibration of their instruments.7.4Instrument standards, two opal glass or ceramic instrument standards are required. Wash standards witha solution of distilled water and detergent which is free from fluorescing or abrasive ingredients. Rub surface with a soft cloth or brush with synthetic fiber bristles. Rinse thoroughly with distilled water. Dry by blotting with filter paper. Place in a desiccator for additional drying until ready for use.NOTE 4:An instrument standard in frequent use should be cleaned regularly, at least weekly, and it should be cleaned at any time that there is reason to suspect that the surface has become contaminated.7.5Calibration of instrument standards7.5.1Turn instrument on and allow it to come to operating equilibrium. Consult instruction manual for manufacturer's recommended warmup time and use of any lamp-house cooling technique that may be provided.7.5.2Clean two opal glass or ceramic instrument standards as described in 7.2.1, if they have not been cleaned recently.7.5.3Place the 457 nm filter set in position or select modified spectral equivalent.7.5.4Adjust instrument to read black cavity value with black cavity in specimen position.7.5.5Place the IR3 reference standard in the specimen position. Adjust the instrument to read the assigned value.7.5.6Place an opal glass or ceramic instrument standard in the specimen position and read the calibration value for this standard. Repeat the procedure to obtain the value for standard No. 2.NOTE 5:The reflectance of opal-glass or ceramic standards is relatively stable; however, they must be calibrated at regular intervals on the specific instrument with which they will be used by making use of Level 3 reference standards and the procedures described inSection 7.e of instrument standardsCalibrate the instrument with standard No. 1 and then read standard No. 2. If the reading for standard No. 2 is not within 0.1% of its assigned value, clean it and reread. Use this reading as the new value for standard No. 2, and use this standard for the regular calibration of the instrument. Use standard No. 1 only to verify the calibration of standard No. 2.NOTE 6:The relation between the calibrated values of the two instrument standards should remain constant. If a difference greater than 0.1% is observed, it is reasonable to assume that the calibration of standard No. 1 is more reliable because it has been used least.However, if the difference is greater than 0.2%, even after careful cleaning of both new standards, it would be advisable to procurea new Level 3 reference standard and to determine by this means whether the reflectance of one of the instrument standards hasactually changed.9.Test specimensPrepare handsheets according to T 218. Remove the filter paper cover from the dried handsheets. Cut the handsheets into tabs large enough to cover the measurement aperture of the instrument. Use a pad of tabs of sufficient number that doubling it will not change the brightness reading. Six tabs may be sufficient.10.Procedure10.1 Place the 457 nm filter in position or select modified spectral equivalent and check black cavity reading (7.5.4). Place instrument standard No. 2 in position. Calibrate the instrument relative to this standard using the value obtained from the procedure described in Section 8.NOTE 7: A single 150 mm diameter handsheet can be conveniently cut into six pre-shaped tabs using a paper cutter with a special template.The six tabs can be stored in the folded filter paper cover until ready to read the brightness.10.2Remove the top cover tab and place it on the bottom of the stack of tabs. Place the tabs, with the smooth side up, on a clean specimen holder.10.3Read the brightness of the first tab and record to the nearest 0.1%. Transfer the top tab to the bottom of the stack and make a brightness reading on the second tab. Repeat this procedure until five tabs have been read. NOTE 8:Handle the specimens by the edges to avoid contamination. With many instruments, the brightness measurement must be made with reasonable speed because the reflectance may change as the moisture content of the surface of the specimen changes whenheated by the instrument lamps. Color reversion also is possible with unstable material, so do not leave the stack of tabs againstthe specimen aperture while recording results.NOTE 9:Since moisture content of the specimen has a slight effect on brightness, the best reproducibility is obtained by conditioning and making the tests in an atmosphere in accordance with TAPPI T 402 “Standard Conditioning and Testing Atmospheres for Paper,Board, Pulp Handsheets, and Related Products.”11.Report11.1Report a precise identification of the sample.11.2Reference TAPPI Official Method T 525.11.3Report the brightness of the sample as the average of five tab readings to the nearest 0.1%.11.4Indicate whether data were obtained from measurement of a machine sheet or handsheet.12.Precision12.1 Data on the precision of measurement have been obtained from the published reports of the TAPPI-NBS Collaborative Reference Program (4) in which approximately 15 laboratories participated in the measurement of papers. The brightness values ranged between 75 and 81. The within-laboratory repeatability and the among-laboratory reproducibility were computed from the averages of the reported standard deviations in accordance with TAPPI T 1206“Precision Statement for Test Methods.” It is assumed that the measurement precision for pulp would be comparable.12.1.1Repeatability: 0.2.12.1.2Reproducibility: 1.2.12.2The reader should be cautioned that these values are based on actual mill/laboratory brightness measurements with instruments or procedures that may not conform with this method. This information is given as a guide as to the potential variation in diffuse brightness evaluation that may exist across the industry.13.Additional information13.1Effective date of issue: February 4, 1992.13.2This revision differs from the 1972 version as follows:13.2.1The brightness reference has been changed from MgO to the perfect diffuser.13.2.2Detailed instrument calibration procedure has been eliminated. Refer to instrument manufacturer's instructions.13.2.3Inclusion of gloss trap has been added.13.3 Related methods: ISO 2469, 2470, and 3688; CPPA E.1; SCAN P3; BSI 4432 Part 2470. Literature cited1.Höfert, H. J., “A Filter Photometer for the Measurement of Reflectance,” Z. Inst. Kunde. 67 (5): 115(1959).2.Budde, W., and Chapman, S. M., “The Calibration of Standards for Absolute Brightness Measurement with theElrepho,” Pulp Paper Mag. Can. 69: 153 (April 5, 1968).3.Van den Akker, J. A., “Evaluation of Absolute Reflectance for Standardization Purposes,” J. Opt. Soc. Am.56: 252(1966).4.Collaborative Reference Program for Paper (TAPPI-NBS), National Bureau of Standards, Washington, DC 20234,Report No. 25 (August 1973) through No. 56 (January 1979).Your comments and suggestions on this procedure are earnestly requested and should be sent to the TAPPI Technical Divisions Administrator.。