充气柜配件厂家
12kV SF6充气柜的性能与特点
12kV SF6充气柜的性能与特点摘要:为了更加清楚地了解12kVSF6充气柜,以方便对充气柜的选用及设计,本文就12kVSF6充气柜的性能与特点作浅要的分析,并根据12kVSF6充气柜的优点和缺点,提出12kVSF6充气柜改进与设计的途径。
关键词:12kV;SF6;充气柜;性能;特点1、前言SF6充气柜是将高压元件如断路器、隔离开关、负荷开关、接地开关、互感器及母线等密封在充有较低压力(一般为0.02~0.05MPa)SF6气体的封闭壳体内的一种金属封闭开关设备。
1982年西门子公司率先开发出SF6绝缘断路器柜。
之后,各大知名公司相继推出自己的产品。
如ABB的Safeplus系列、施耐德RM6系列及阿尔斯通的FB系列产品。
从国外来看充气柜发展相当快,制造厂家相当多,而且应用比较广泛,已有相当多的产品进入国内。
而我国在充气柜行业发展较晚,据我国高压开关行业协会统计,我国2001年的充气柜产量为零,从2002年开始起步,2002年有两制造厂家设计、制造的产品进行了产品的型式试验。
2、12kVSF6充气柜的优越性能2.1 12kVSF6充气柜的体积小,质量轻。
SF6充气柜使用了性能优异SF6绝缘,SF6气体的绝缘强度为空气的2~3倍,大大缩小了柜体外形尺寸,有利于向小型化发展。
与空气绝缘相比,SF6充气柜安装面积为其26%,体积为其27%。
在人口密集的地区、大型工矿企业、高层建筑等场合,因占地面积、空间限制,都需要使用这种设备。
2.2 12kVSF6充气柜的所有高压带电部分密封在不锈钢箱体内,不受外部环境条件的影响。
而箱体充入工作压力1.4bar的SF6气体,防护等级达IP67。
由此SF6充气柜可安装于狭小、潮湿、多沙多尘、盐污、矿山和任何由于空气污染容易引发表面污闪的恶劣环境场所,无需特殊防护措施。
近年来,广泛应用于箱式变电站、户外高压分接箱、地下室变电站、开闭所等场所。
2.3 12kVSF6充气柜采用预制式硅橡胶绝缘的电缆终端在正面插接,免除了充气柜由于体积小、空间窄,带来的电缆安装不方便的缺点。
中压充气柜(C-GIS)的发展及现状
中压充气柜(C-GIS)的发展及现状发布时间:2021-08-03T09:12:02.794Z 来源:《电力设备》2021年第5期作者:梅然官威[导读] 当前我国经济社会的不断发展,对中压开关柜的需求也在随之而增加。
(上海平高天灵开关有限公司上海市 201800)摘要:文章主要是分析了充气柜特点与使用场合,在此基础上讲解了充气柜的分类,最后探讨了充气柜的发展趋势,望可以为有关人员提供到一定的参考和帮助。
关键字:充气柜;发展趋势;环保型;智能化1、前言当前我国经济社会的不断发展,对中压开关柜的需求也在随之而增加。
一些不受外界环境影响的小型化、可靠性高以及免维护的充气柜开关柜受到人们的喜爱,为此文章主要是对中压充气柜展开了研究和探讨。
2、特点充气柜的整个高压系统会处在一个完全密封的状态,该状态不会受到外部环境条件的影响,且降低了机柜的整体尺寸,其有着整体小型化,高可靠性和免维护等的特点。
充气柜在工厂组装后运输到该场地,方便在现场直接进行安装,具有高运行和维护成本,并且在整个生命周期中有着高的成本性能比和高可靠性。
因此,由于上述特点,充气柜是环境条件差的地区最好的中型配电设备,如大型工业和采矿企业,高层建筑,交换机等,3、分类在20世纪80年代以来,气体填充柜的发展已经经历了不同的阶段。
在电压电平和断路器类型上进行了不同的阶段,气体填料可以分为SF6断路器和真空断路器。
填料可分为配电,电力变换和工业分配。
在内部高压分量布局上,气体填料可分为分离器和非分区[1]。
气体填料可分为盒子和圆柱形型,这与盒子非常相似盒子,与一般金属封闭式开关设备非常相似。
圆柱形气体填料有两个结构:三相公共圆柱形型和分离阶段。
橱柜主体由铸铝合金制成,用钢板滚动。
4、发展历程980年,日本开发了84kVC-GIS柜,压力低于0.2MPa。
1982年,西门子开发了具有真空断路器的C-GIS。
它使用高压GIS非常类似于单缸结构,后来其他公司还推出了自己的产品。
35KV充气柜简介

GIS厂商介绍 目前GIS国外生产厂家主要有ABB、意大利红申集团 、三菱、日立、西门子、阿尔斯通、阿海珐(Areva)集 团等,国内生产厂家有红苏电气科技有限责任公司、 西安高压电器研究所电器制造厂、泰开集团有限公司 、中国西门子高压开关有限公司、厦门ABB高压开关有 限公司、天水长城开关厂等。目前合企生产的GIS占国 内市场相当人的份额,如占550kV断路器和GIS市场的 80%,占252kV断路器和GIS市场的50%,占126kv断路 器和GIS市场的30%。
★传感器
传感器是测量中压电力系统中监视和保护所需的电流和电 压的一种新的解决办法,通过引入传感器解决,其工作原理, 对电流和电压检测分别用ROGOWSKI线圈和阻性或容性分压器。 一般说来,它们与常规的感应互感器同时代的。直到现在, 由于通用的电子继电器的引入,才有可能利用传感器的优点。 原理:电流的测量是基于ROGOWSKI线圈原理。ROGOWSKI线较就 是所谓的空线圈,与电流互感器的二次绕组一样,是一个围绕 一次导体没有铁芯的环形线圈。但是, 从ROGOWSKI线圈给出 的信号不同于CT的输出:1、一个具有铁芯的并且几乎短路二 次绕组的电流互感器的输出,是一个电流信号。这就是所谓的 二次电流与一次电流成正比;2、一个具有其空芯并且开路的 ROGOWSKI线圈的输出信号是一个电压信号。这就是所谓的电压 与一次电流的导数成正比。由于在ROGOWSKI线圈中没有铁芯, 所以不会出现饱和。因此,在整个电流范围直到最大电流,输 出都是线性的。
四、HSM6开关柜
(一) HSM6 气体绝缘中压开关柜结构特点 HSM6的含义:H 表示金属铠装,SM表示气体绝缘,6 表示序列号。 HSM6 开关柜采用全金属进行封闭,共分为母线室、断路器室、 电缆室和二次接线及断路器操作机构室。这种开关柜最大特点就是 SF6气体绝缘,其绝缘性能好,令开关柜更为紧凑,体积小,更适合 于地铁、变电所这种由于受到环境限制的地方。
合资充气柜首选HSLM6-12
合资充气柜产品概述HSLM6-12型环保气体绝缘环网柜系12KV,三相交流50HZ,单母线及单母线分段系统的成套配电装置。
该产品具有结构简单、操作灵活、联锁可靠、安装方便等特点,对各种不同应用场合,不同用户坎能提供令人满意的技术方案。
传感技术、信息化技术的采用,加上先进的技术性能及简便灵活的配置方案,可以满足市场不断变化的需求,并适用于电网智能化要求。
该环保气体绝缘环网柜适用于工业及民用电缆环网及配网终端工程。
作为电能的接受和分配之用,特别适用于城市居民区配电、小型二次变电所、开闭所、电缆分支箱、箱式变电站、工矿企业、商场、机场、地铁、风力发电、医院、体育场、铁路、隧道等场所使用。
HSLM6-12型环保气体绝缘环网柜满足相关国家标准,电力行业标准,国际标准等标准要求。
其开关及主要电器元件为集成模块,相间导电部位间为固体绝缘封装,向外接线采用屏蔽式电缆接头,功能单元连接母线采用飞落式绝缘母线。
因此,使用安全大大提高,操作机构采用弹簧机械,机械寿命为10000次以上。
其所有运行数据及设备状况都可实现远程监控监测,可以无人值守。
实为一种性能优越的配电装置.柜内可选用以下单元组成经济实用的供电单元:真空断路器单元(630A,20-25ka)真空负荷开关单元(630,20-25KA)环保:产品制造中所选用的材料全部是无毒无害物质,使用N2或干燥空气作为绝缘介质,减少温室效应气体排放,达到环保目的,使用中也不会排出任何有毒有害物质,材料经寿命周期后可以再回收利用,决定了使用的环保性。
适用范围广:不使用任何有毒有害气体,决定了使用环境的安全性。
无论是地下室、隧道内、船舶上、以及户内外各种环境、高压仓内部可填充干燥空气和氮气,适应恶劣条件下如:高海拔、强风沙、低温、严寒、高环保要求、频繁操作场所、安全防爆场所、高盐雾、凝露条件下的安全使用性。
人绝缘全封闭,适用于短时间洪水淹没,采用一些清洁措施后即可继续运行。
安全性高:完善的联锁互锁系统,三相隔离断口清晰可见,避免了误操作事故的发生,取消了SF6气体的应用,强化相间隔离结构,避免相间或多回路短路而扩大引发爆炸事故。
气体柜用附件前接头、避雷器

相关配套用的其它元件
电缆封套 用于电缆进出设备入口的密封防护,杜绝小动 物爬入造成短路故障。 有¢70和¢110两种规格。
电缆护层保护器 当长线路高压单芯电缆运行时,由于电磁感应 或设备故障,极易击穿电缆外护套,为此采用 电缆护层保护器来限制电缆金属屏蔽层感应电 压和设备故障过电压,更好的保护电缆的正常 运行。
品质保证 Quality Assurance
炼胶车间按净化车间 标准管理,确保清洁的 防尘环境,严防生产过 程杂质污染。 原料车间 生产车间 600m2 2500m2 过程控制
——生产过程控制
品质保证 Quality Assurance
过程监测
X光无损探伤设 备、内窥镜等专 用设备进行外观 及内部检查。
相关配套用的其它元件
面板型带电指示器:DXN8D-12/T 用于户内3.6-40.5kV、频率50Hz的高压电气设备中,与 电压传感器配套使用,反映高压带电情况。 有提示型(T)和闭锁型(Q)两种供选择。
电缆式故障指示器:EKL2 用在单根电缆上,仅能检测出短路故障。
面板式故障指示器:EKL4 各相电缆上的传感器,通过光纤传输到面板主机中, 可检测出短路故障或接地故障,并有12小时自动复 位功能。
部分合作客户
产品简介 Product Profile
电缆附件
中低压系列 (35kV以下)
高压系列 (66kV以上)
其他
冷缩电缆附件 热缩电缆附件 可分离连接器 … …
整体式终端 整体预制中间接头 GIS 终端 接地箱 … …
母排管 接头盒 保护罩 … …
可分离式电缆附件 预制式电缆附件是预先在工厂生产时将应力控制件镶嵌在绝缘体内, 没有界面存在,通过应力控制件有效地解决电缆屏蔽切断处应力集中 的问题,利用硅橡胶或EPDM橡胶高回弹性、耐温性大和耐老化性强 的特点,与电缆绝缘采取过盈配合的设计。保证了电缆绝缘与附件之 间的界面紧密结合,不会产生内爬电现象,良好的密封性能可在水下 运行。 公司生产的可分离式电缆附 件采用进口硅橡胶或EPDM橡 胶在工厂内预先整体成型。 国际先进的三层注射工艺有 效地保证了界面性能,避免 了层间间隙,最大限度的减 小局部放电。
关于充气柜ZFN13—40.5(Z)双隔离结构醮设计与实现
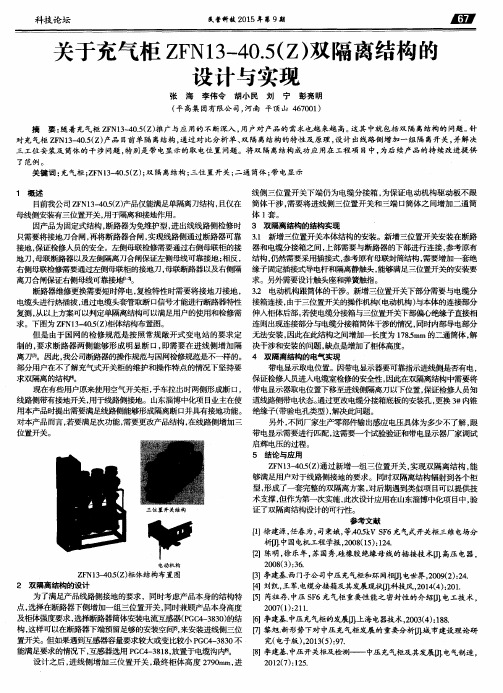
对充气柜 Z F N 1 3 — 4 0 . 5 ( z ) 产品 目前单隔离结构 , 通过 对比分析单、 双 隔 离结构的特性 及原理 , 设计 出线路侧 增加一组隔 离开关 , 并解决 三工位安装及 筒体 的干涉问题 , 特 别是 带电显示的取 电位置 问题。将 双隔 离结构成 功应 用在 工程 项 目中, 为后 续产品 的持 续改进提供
位 置 开关 。
接箱连接 , 由于三位置开关的操作机构( 电动机构 ) 与本体的连接部分 伸人柜体后部。 若使电缆分接箱与三位置开关下部偏心绝缘子直接相 连则出现连接部分与电缕 涉的情况 , 同时内部导电部分 无法安装 , 因此在此结构之间增加一长度为 1 7 8 . 5 a r m的二通筒体 , 解 决干涉和安装的问题 , 缺点是增加了柜体高度。 4 双隔离结构的电气实现
聃 论
民营 科技 2 0 1 5 年第9 期
关于充气柜 Z F N 1 3 — 4 0 . 5 ( Z ) 双 隔离结构 的 设 计 与实现
张 海 李伟令 胡小民 刘 宁 彭 亮明
( 平 高集 团有 限 公 司 , 河 南 平顶 山 4 6 7 0 0 1 ) 摘 要: 随 着 充 气柜 Z F N1 3 - - 4 0 . 5 ( z ) 推 广 与应 用 的 不 断深 入 , 用 户对 产 品 的 需 求也 越 来 越 高 。 这 其 中就 包括 双 隔 离结 构 的 问题 。 针
Z F N1 3 - 4 0 . 5基西 门 子公 司中 压充气柜和环网捆刀 . 电 世界, 2 0 0 9 ( 2 ) : 2 4 .
2 双 隔离结 构的设 计 [ 4 ]刘凯, 王军. 电缆分接箱及其发展现献明. 科. 技 风, 2 0 1 4 ( 4 ) : 2 0 1 . 为了满足产品线路侧接地 的要求 ,同时考虑产 品本身的结构特 【 5 ]芮祖存冲 压 S F 6充气柜重要性能之密封性 的介绍叨. 电工技 术 , 点, 选择在断路器下侧增加一组三位置开关 , 同时兼顾产 品本身高度 2 0 0 7 ( 1 ) : 2 1 1 .
一起充气柜内锥套管破裂故障分析
一起充气柜内锥套管破裂故障分析发布时间:2022-08-08T08:43:17.494Z 来源:《中国电业与能源》2022年6期作者:杨小凯赵子文[导读] 本文针对一起气体绝缘封闭开关设备(C-GIS)架空方案用4#内锥插座破裂故障逐步排查分析杨小凯赵子文西电宝鸡电气有限公司陕西宝鸡 721006【摘要】:本文针对一起气体绝缘封闭开关设备(C-GIS)架空方案用4#内锥插座破裂故障逐步排查分析,指出现场装配工艺控制是本次破裂的根本原因。
为了避免同类故障的再次发生,结合本次内锥套管破裂案例分析,对C-GIS设备绝缘件装配、质检和现场装配的注意事项、预防及处理措施提出建议。
关键词:气体绝缘封闭开关设备(C-GIS);4#内锥插座;管型母线引言充气柜是将一次回路主部件如隔离开关、断路器等密封在充有较低压力SF6或其他气体气箱内、并以电缆终端作为进出线的开关设备。
其具有占地面积小、可靠性高、不受外界影响等特点,在电力系统中应用越来越广泛。
本文针对一起气体绝缘封闭开关设备(C-GIS)架空方案用4#内锥插座破裂故障逐步排查分析,指出现场装配工艺控制是本次破裂的根本原因。
为了避免同类故障的再次发生,结合本次内锥套管破裂案例分析,对C-GIS设备绝缘件装配、质检和现场装配的注意事项、预防及处理措施提出建议。
1 故障情况2021年06月06日09时40分某电站运维人员巡视检查发现主变低压侧35kV主变进线柜531断路器气室气压低报警,密度继电器读取值为0.78bar,发生SF6气体泄露,现场设备已经闭锁。
下午15时左右,现场打开主变进线柜下气箱后封板发现B相4#内锥插座出现纵向贯穿裂纹。
该C-GIS型号为XGN46-40.5,已经投运半年。
2 检查情况2.1 现场检查技术人员到达现场后,主变已经处于冷备用状态。
主变停电并做好接地措施,主变进线柜隔离到接地位置。
打开架空进线柜后封板,打开下气箱后封板发现B相4#内锥插座出线纵向贯穿裂纹。
充气柜生产的主要问题及解决方案

充气柜生产的主要问题及解决方案摘要:所谓充气柜,是将高压元件(如断路器、隔离开关、负荷开关、接地开关、互感器、母线等)密封在充有较低压力的压缩气体(如压缩空气、CO2、SF6、N2,或者是两种气体的混合气体等)的封闭壳体内的一种金属封闭开关设备。
充气柜(C-GIS)自身结构决定了其生产过程中会遇到诸多问题。
本文着重介绍气密性、气体水分含量、零部件质量和现场装配等问题并针对每个问题提出具体的解决方案。
关键词:充气柜;主要问题;解决方案引言充气柜以低压力的绝缘气体为绝缘介质,将各高压元器件全密封,因此,其最大特点是对环境适应性极强,而且由于引入了绝缘气体介质,在增加了可靠性的同时,可以大大缩小产品外形尺寸进而缩小占地面积。
与常规空气绝缘开关柜相比,其在经济性、适用性、可靠性、小型化等方面都具有明显的优势。
1充气柜的优势和发展趋势1.1充气柜的优势充气柜与一般的空气绝缘柜相比拥有以下众多优势:1)由于采用性能优异的压缩气体,大大提高了绝缘性能,压缩气体绝缘性能为空气的2~3倍,并且随着电压等级的升高,优势更加明显。
由于此优点便于设计较小的柜体尺寸,有利于向小型化发展。
目前土地很紧张,小型化发展很有必要;2)由于采用性能优异的压缩气体,有时还能提高灭弧性能;3)由于采用气密式结构,因此不受外界环境(如凝露、污秽、小动物及化学物质等)的影响,可用于恶劣场所;4)由于采用免维护产品结构,大大降低了维修工作,减少了维修费用。
鉴于以上优势,充气柜现在使用比较广泛,国外从事开关设备生产和制造的公司均有此类产品,国内也有很多厂家在进行设计和制造。
1.2充气柜的发展趋势(1)从圆筒形向柜式方向转变。
充气柜现有两种外形上差异极大的机构形式:一种为铝筒式;另一种为钢板封闭式(或称柜式)。
从现有产品看,西门子公司、ABB公司等国际知名大公司都在大力推广其柜式结构的产品。
(2)结构进行简化。
早期研制的C-GIS,分成很多的气室单元,将母线、隔离开关、断路器、电流互感器及电缆出线等用气体隔室隔开。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五、 技术优势及主要元器件——技术优势
操作机构具有独立的负荷开关操作轴和接地开关操作轴 ,且两轴之间有可靠的互锁机构,防止负荷开关与接地 开关同时合闸。机械寿命高达5000 次。 具有负荷开关分闸脱扣功能:在熔断器组合柜中,当任 一相熔断器熔断后,其撞击器应使负荷开关可靠分闸, 此时即不能对负荷开关进行合闸操作,也不能使其保持 在合闸位置。查明原因,更换熔断器,恢复操作功能 电动操作机构:在原手动操作机构的基础上加装一套电 动机及附件,即可扩展为电动操作机构。 电动操作时严禁把操作手柄插入操作孔中,否则将无法 实现电动操作(有相关的联锁存在)。接地开关只能手 动操作,无电动操作方式。
单位
kV HZ A kV kV A A A A A kA
K模块 负荷开关
12 50 630 42/48 75/95 630 630 31.5 31.5
T模块 组合电器
12 50 630 42/48 75/95
V模块 断路器
12 50 630 42/48 75/95
额定有功负载开断电流 额定闭环开断电流 5%额定有功负载开断电流 额定电缆充电开断电流 额定转移电流 额定短路开断电流
五、 技术优势及主要元器件——技术优势
为了优化气箱内的电场分布,主母线设计为带 R5圆角的矩形铜排(40*8),组合电器回路 母线为Φ1 0铜棒;对可能引起的局部电场尖端 的部位,如母线连接及固定处,均装了金属屏 蔽罩,用以均匀电场,提高绝缘强度。
充气柜中的铜母线
+V
五、 技术优势及主要元器件——技术优势
一、气体绝缘环网柜的简介及优势
1.4、SF6气体的特性 SF6是一种人造惰性气体,无色、无味、无毒(正常状态下),微 溶于水。相对密度是空气的5倍,分子量大约为146(氦气分子量大 约为4)。 六氟化硫具有良好的电气绝缘性能及优异的灭弧性能。其耐电强 度为同一压力下氮气的2.5倍,击穿电压是空气的2.5倍,灭弧能力是 空气的100倍,在正常大气压下绝缘强度大约是空气的3倍,是一种 优于空气和油之间的新一代超高压绝缘介质材料。 六氟化硫电解会产生有毒气体,并且是一种温室效应气体,地球 的温暖化系数GWP:SF6气体分子是CO2的24000倍,SF6气体可以 存在大气中3200年以上。
密封技术:箱体的制造充分利用现代先进的德国通块激光切割机进行板
材下料、折弯、并利用焊接机械手进行(我司采用德国KUKA系列机器人)焊接。 焊接工程中采用变位机进行协调控制,保证大共箱环网柜一次焊接完成。进出线 套管,机构采用O形圈或唇型密封圈并在安装表面涂硅脂进行密封。
+V
五、 技术优势及主要元器件——技术优势 充气柜生产的主要难题
+V
五、 技术优势及主要元器件——技术优势 充气柜生产的主要难题
1、密封问题 2、气体水分含量问题 3、气箱变形问题
焊接机器人技术:我公司德国库卡焊机机器人,极大地提高了焊
接效率、减少人工劳动强度、提高焊接品质。焊接机器人在焊接过程中,只要给 出焊接参数,和运动轨迹,机器人就会精确重复此动作,焊接参数如焊接电流、 电压、焊接速度及焊接干伸长度等对焊接结果起决定作用。采用机器人焊接时对 于每条焊缝的焊接参数都是恒定的,焊缝质量受人的因素影响较小,降低了对工 人操作技术的要求,因此焊接质量是稳定的。而人工焊接时,焊接速度、干伸长 等都是变化的,因此很难做到质量的均一性,从而保证了我们产品的质量。焊接 机器人响应时间短,动作迅速,机器人在运转过程中不停顿也不休息,但是工人 上班时是不可能做到不停顿不休息,同时工人的工作效率也受到心情等因素影响, 工人会请假、发呆、聊天,加班要给加班工资,而机器人就没有上述问题,只要 保证外部水电气等条件,就可以持续工作,机器人性能稳定,这就无形中提高了 +V 企业的生产效率。
五、 技术优势及主要元器件——技术优势
金属去离子珊灭弧是利用灭弧栅片将电弧路径拉长,使得电弧冷却,在电流过零时灭弧,结构紧凑,零 件数少。 通过调整灭弧栅片数量、灭弧栅片间距及灭弧栅片材质。寻求动触头与灭弧栅片的最佳距离等,使负荷 开关额定转移电流开断能力达到1700A,达到了国际先进水平.。 转移电流代表负荷开关最严酷的开断能力,从一定意义上说,转移电流大小直接反映开关的电性能。
≤2000米 8度
不锈钢气室板材厚度≥3.0mm 特殊条件 当开关柜安装在海拔高度2000
SF6气体压力(相对压力)20 ℃下为0.045MPa 年泄漏率 ≤0.01%
米以上高度时,请与红苏电气联系
三、HSM6-12环网柜技术参数
技术参数
额定电压 额定频率 额定电流 工频耐受电压 雷电冲击 耐受电压 相间、相对地及断口 相间、相对地及断口
全绝缘全封闭紧凑型金属 开关设备
编写:刘震亚 审核:张云云 日期:2017年10月
气体绝缘环网柜的发展史及优势 HSM6-12系列环网柜概述 HSM6-12环网柜技术参数 技术优势及主要元器件——技术优势 技术优势及主要元器件——主要元器件 HSM6-12系列环网柜主要功能模块 产品应用领域
一、气体绝缘环网柜的简介及优势
1.1、 环网柜定义 为了提高供电可靠性,使用户可以从两个方向获得电源,通常 将供电网连接成环形。这种供电方式简称为环网供电。通常采用环形 网供电,所使用高压开关柜一般习惯上称为环网柜。
一、气体绝缘环网柜的简介及优势
气体绝缘环网柜根据结构不同又可分为以下2种: (1)半气体绝缘环网柜 只有开关设备为气体绝缘,导体仍然采用空气绝缘。 典型设备:SF6气体绝缘“气包式”环网柜:ABB的UniSwitch (2)全气体绝缘环网柜 开关设备和导体都采用气体绝缘,防护等级高。 典型设备:SF6气体绝缘充气式环网柜:ABB的SafePlus、施耐德 的SM6、红苏电气的HSM6-12系列。
1700 31.5
三、HSM6-12环网柜技术参数
技术参数
额定短时耐受电流4s 额定峰值耐受电流 额定短路关合电流(峰值) 主回路电阻 机械寿命 接地开关寿命 气箱内SF6充气压力(20℃) SF6气体年泄漏率 内部燃弧实验 防护等级 气箱 环网柜
单位
kA kA kA μΩ 次 次 MPa
K模块 负荷开关
可靠的五防联锁:三工位负荷开关实 现相互闭锁,开关位置指示清晰,标配有 带电指示功能,确保安全。 可靠的泄压通道:防电弧故障设计, 通过25kA内部燃弧型式试验。
三、HSM6-12系列环网柜主要特点
运行周期长 智能一体化
年泄露率低: 全自动真空箱氦检漏回 收系统,确保年漏气率≤0.01%,SF6回 收率98%以上,对用户与国家负责。 自主研发的三工位开关机构,减少零 部件20%以上,10000次机械寿命。独 具特色的组合电器脱扣机构,彻底解决 行业难题。 可提供配套的保护、遥控、检测、 故障处理等功能的智能配网系统,工厂 内一体化安装调试,使现场工作量达到 最小。
三、HSM6-12环网柜技术参数
技术参数 正常使用环境条件
环境温度
最高温度 最低温度 +55 ℃ -40 ℃
耐受内部故障能力实验(燃弧实验)
额定短时耐受电流20kA/4s
防护等级
SF6气室 熔断器筒 开关柜外壳 IP67 IP67 IP3X
湿度
最大平均相对湿度 日平均≤95% 月平均≤95%
海拔高度 抗震能力
二、HSM6-12系列环网柜概述
浙江红苏电气有限公司结合多年设计与制造经验,采用国际先进技术,采用计算机模拟辅助设计 开发出新型SF6气体绝缘中压开关设备—HSM6-12系列环网开关柜。 HSM6-12型全封闭SF6 绝缘环网单元(简称环网柜)是一种全密封的供电单元,所有带电部件及 开关全密封在一个不锈钢的壳体内,壳体内充有一定压力的SF6气体。整个开关装置不受外部环 境影响,确保运行可靠性和人身安全性,并且实现了免维护。环网单元分户内和户外型。户外型 是将户内型环网单元再密闭在一个金属外壳内构成的多路供电环网柜。环网柜适用于12kV、50Hz 的三相交流配电系统,用于环网供电或终端供电。 环网柜可安装在工矿企业、住宅小区、学校、公园等的配电系统,也可装入紧凑式型箱式变电站 中,用于配电变压器的控制和保护。户内、户外型环网柜均可实现配网自动化。
四、 HSM6-12系列环网柜主要特点
运行周期长 系统自动化
HSM6-12/24KV型系列设备的所有产品,可配置我公司 HSDT-D210配电自动化终端DTU。可根据用户要求加装 各种位置开关附件,为日后系统的自动化升级提供了方 便,减轻了用户的初次投资。 HSDT-D210 配电自动化终端DTU是集遥信、遥测、遥控 、保护、通信、电源管理于一体的新型配电网终端,适 用于10kV开闭站、配电室、环网柜、箱变等场所。该终 端基于数字信号处理技术和高速工业通信网络技术,实 现高速工业现场总线级联,个体为“集中监控式”,整 体为“智能分布式”。测控终端各功能插件独立设计, 软硬件组态扩展灵活,支持在线远程故障诊断、程序升 级、数据管理等高级应用功能,维护简易、操作方便。
四、 HSM6-12系列环网柜主要特点
灵活的侧出线和扩展方式 (侧部扩展和顶部扩展) 安全可靠性高
采用模块化的设计方案,其基本模块 单元为负荷开关模块、组合电器模块、 断路器模块及其它特殊功能模块。所有 模块都可根据用户要求实现侧出线及侧 扩展与顶部扩展的连接方式。最大限度 地满足了供电方案的需求。
负荷开关操作机构
五、 技术优势及主要元器件——技术优势
开关触头系统采用抗熔焊 能力强的银与石墨合金,有效 防止短路时触头发生熔焊,保 证开关的分断、关合能力。
气箱内有干燥剂和稳定剂AL2O3, 促进SF6气体的加速还原并保 气室电场优化设计,大大提高绝缘 强度,零表压状态下仍可正常运行。
原机电部在1991年为了保证生产SF6开关设备的质量,颁布了《SF6高 压开关设备必备条件》,对35kV及以下高压开关厂提出以几点: 1、应有空气洁净度100万以上,相对湿度低于75%的场地装配,并且有 良好的通风换气条件。(特别在装配密封圈时一定要注意) 2、设有SF6检漏小室、零部件清洗间、干燥装置。 3、有可靠的SF6充放气及回收装置。 4、水压试验和气密性试验装置。 5、必备的检测条件和设备:理化检测、绝缘检测、SF6检测。 6、健全的质量管理、工艺管理制度。