浅谈灰铸铁切削性能及其影响刀具寿命的若干因素
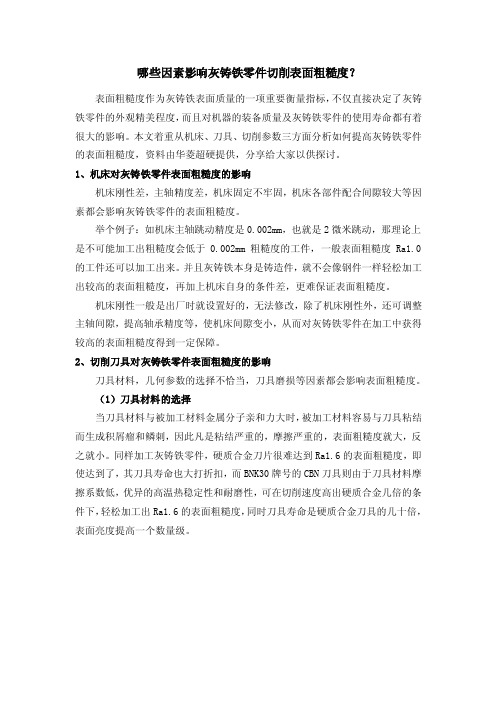
合金灰铸铁成分对切削刀具磨损的影响[1]
![合金灰铸铁成分对切削刀具磨损的影响[1]](https://img.taocdn.com/s3/m/04d14355ad02de80d4d840a5.png)
见,当碳含量由2.68%增加至3.03%时,刀具磨损大
幅降低,超过3.03%后刀具磨损变化不大;Cu和Cr
增加都使刀具磨损明显上升,而Sn对刀具磨损的影
兀素及其含量(%)
图2各因素对刀具磨损影响的曲线
Fig.2 Curve of the effect of factors on the wear of the cut—
注:表中(1)、(2),(3)分别是表1中各因素1、2、3水平的序号。
昌l
善0
囊:
R
Fig.1
图1 刀具磨损测量照片 Photograph of the wear oI the cutting tool
2实验结果及分析
2.1正交试验结果
不同试样的实际元素含量及其对刀具磨损的影响
见表2。
各试样组织都为灰铸铁组织。其中,大部分试样
金成分,降低刀具磨损,对当前柴油发动机的生产具有 重要意义。 1 试验方法 1.1正交试验设计
采用正交试验研究成分对合金灰铸铁刀具磨损的 影响。根据国内外现行合金灰铸铁发动机材料配方, 选择了C、Cu、Cr、Sn四种合金元素作为研究对象(si/ C固定为0.7C3|,),采用四因素三水平正交表L。(34) 设计试验。各因素水平值如表1。
关键词:灰铸铁;化学成分;磨损;刀具
中图分类号:TG257
文献标识码:A 文章编号:1000—8365(2011)01-0039—04
lnfluence of Element Content of Alloy Gray Iron
on the Wear of the Cutting TOOl
LIU Xing-zhoul”。LU De-hongj,JIANG Ye-hual
哪些因素影响灰铸铁零件切削表面粗糙度?
哪些因素影响灰铸铁零件切削表面粗糙度?表面粗糙度作为灰铸铁表面质量的一项重要衡量指标,不仅直接决定了灰铸铁零件的外观精美程度,而且对机器的装备质量及灰铸铁零件的使用寿命都有着很大的影响。
本文着重从机床、刀具、切削参数三方面分析如何提高灰铸铁零件的表面粗糙度,资料由华菱超硬提供,分享给大家以供探讨。
1、机床对灰铸铁零件表面粗糙度的影响机床刚性差,主轴精度差,机床固定不牢固,机床各部件配合间隙较大等因素都会影响灰铸铁零件的表面粗糙度。
举个例子:如机床主轴跳动精度是0.002mm,也就是2微米跳动,那理论上是不可能加工出粗糙度会低于0.002mm粗糙度的工件,一般表面粗糙度Ra1.0的工件还可以加工出来。
并且灰铸铁本身是铸造件,就不会像钢件一样轻松加工出较高的表面粗糙度,再加上机床自身的条件差,更难保证表面粗糙度。
机床刚性一般是出厂时就设置好的,无法修改,除了机床刚性外,还可调整主轴间隙,提高轴承精度等,使机床间隙变小,从而对灰铸铁零件在加工中获得较高的表面粗糙度得到一定保障。
2、切削刀具对灰铸铁零件表面粗糙度的影响刀具材料,几何参数的选择不恰当,刀具磨损等因素都会影响表面粗糙度。
(1)刀具材料的选择当刀具材料与被加工材料金属分子亲和力大时,被加工材料容易与刀具粘结而生成积屑瘤和鳞刺,因此凡是粘结严重的,摩擦严重的,表面粗糙度就大,反之就小。
同样加工灰铸铁零件,硬质合金刀片很难达到Ra1.6的表面粗糙度,即使达到了,其刀具寿命也大打折扣,而BNK30牌号的CBN刀具则由于刀具材料摩擦系数低,优异的高温热稳定性和耐磨性,可在切削速度高出硬质合金几倍的条件下,轻松加工出Ra1.6的表面粗糙度,同时刀具寿命是硬质合金刀具的几十倍,表面亮度提高一个数量级。
硬质合金刀具加工后的表面粗糙度 BNK30牌号加工后的表面粗糙度(2)刀具几何参数的选择刀具几何参数中对表面粗糙度影响较大的是主偏角Kr、副偏角Kr'和刀尖圆弧半径re。
金属切削加工中刀具寿命的影响因素

金属切削加工中刀具寿命的影响因素刀具是金属加工中不可或缺的工具,而刀具寿命则是判断刀具性能和经济效益的重要指标之一。
在金属切削加工中,刀具寿命受到许多因素的影响,包括切削材料、加工条件、刀具设计和刀具材料等。
本文将针对这些影响因素展开讨论,以帮助人们更好地理解刀具寿命的形成和延长。
首先,切削材料是影响刀具寿命的重要因素之一。
不同材料的硬度、塑性和热导率等物理性能差异使得刀具与工件之间的摩擦和磨损程度不同。
通常来说,硬度较高的金属材料会更容易磨损刀具刃口,从而降低刀具寿命。
而刃口磨损会导致切削力增加,使得刀具受到更大的冲击和挤压力,加速刀具的失效。
其次,加工条件也是影响刀具寿命的因素,例如切削速度、进给速度和切深等。
过高或过低的切削速度都会对刀具的寿命产生不利影响。
过高的切削速度容易导致刀具发生过热和磨损,而过低的切削速度则容易引起刀具与工件之间的黏着,影响切削效率和刀具寿命。
进给速度和切深也会对刀具寿命产生影响。
过大的进给速度和切深容易导致刀具受到巨大的冲击和挤压力,造成刀具的剥落和断裂。
刀具设计也是一个关键因素。
合理的刀具设计可以降低切削力和切削温度,从而延长刀具寿命。
例如,采用合适的刀具形状和刀具尺寸可以减少切削力和切削温度,提高刀具的耐磨性和降低刀具振动。
此外,刀具的涂层和表面处理也可以提高刀具的寿命。
通过合适的涂层选择和表面处理技术,可以增加刀具的耐磨性和抗腐蚀性,减少刀具与工件之间的黏着和磨损。
刀具材料也在很大程度上影响着刀具寿命。
常见的刀具材料包括高速钢、硬质合金和陶瓷等。
不同材料的硬度、耐热性和耐磨性差异导致了刀具寿命的差异。
高速钢虽然成本低廉,但其硬度和热稳定性相对较低,适用于一些低速切削加工。
而硬质合金和陶瓷刀具由于其高硬度、高热稳定性和抗磨性能,适用于高速切削加工,并能够延长刀具寿命。
此外,刀具的使用和维护也直接影响着刀具寿命。
正确的使用和维护可以减少刀具的磨损和损坏。
例如,注意合理选择切削参数,在工件上加工合适的冷却润滑液以降低刀具温度,定期清洗和润滑刀具以防止切屑堆积和生锈等。
灰铸铁缺陷产生的原因分析及预防措施

灰铸铁缺陷产生的原因分析及预防措施灰铸铁是一种铸铁材料,广泛应用于工业生产中。
然而,灰铸铁在生产过程中常常会产生一些缺陷,影响产品质量和使用寿命。
本文将分析灰铸铁缺陷的一些常见原因,并提出相应的预防措施。
首先,原材料的选择和质量会直接影响灰铸铁的缺陷产生。
原材料中的含碳量不均匀、硫、磷含量过高等都可能导致气孔、夹杂物等缺陷的产生。
因此,在原材料采购时,应选择质量稳定可靠的供应商,严格控制原材料的成分和质量。
其次,铸造工艺是产生灰铸铁缺陷的重要原因之一、铸造温度、浇注速度、冷却速度等工艺参数的不当选择都可能引起缺陷。
例如,铸造温度过高会导致灰铸铁组织粗化,同时加速固化速度,容易产生疏松缺陷;而铸造温度过低则容易使灰铸铁凝固速度过慢,产生大的铁素体晶粒和残余奥氏体,导致脆性增加。
因此,应根据具体工件的要求,合理选取铸造工艺参数,确保铸件质量。
此外,铸造设备的状态和操作对于灰铸铁缺陷的产生也有影响。
设备的使用寿命、维护保养情况都会影响铸件质量。
例如,设备老化导致温度控制不稳定,浇注时温度波动较大,容易引起疏松缺陷。
为了减少设备因素引起的缺陷,应定期对设备进行检查和维护,并采取合适的设备调整措施。
为了预防灰铸铁缺陷的产生,可以从以下几个方面采取相应的措施。
首先,在原材料选择上,应选用质量稳定的材料,并进行严格的原材料检测,确保其成分和质量符合要求。
其次,在铸造工艺中,应根据具体情况合理选择铸造温度、浇注速度和冷却速度等工艺参数,以获得良好的铸件结构和性能。
另外,在铸造过程中,可以采取保温措施,增加浇注温度的稳定性,避免因温度波动而引起的缺陷。
此外,设备的维护和保养也是很重要的,定期对设备进行检查和维修,确保设备的正常运行,减少因设备因素引起的缺陷。
最后,铸造工艺的控制和优化也是减少灰铸铁缺陷的重要手段。
通过工艺优化和改进,可以进一步提高产品质量和减少缺陷产生的可能性。
综上所述,灰铸铁缺陷的产生主要与原材料、铸造工艺和设备等因素有关。
华菱超硬整体CBN刀片铣削加工灰铸铁的参数与寿命

华菱超硬整体CBN刀片铣削加工灰铸铁的参数与寿命案例一:铣削加工灰铸铁变速箱壳体的切削参数与C B N刀片寿命机床:美国辛辛那提卧式加工中心,刀具牌号:华菱整体C B N刀片B N-S20牌号线速度500-1500m/m i n(每齿);每齿走刀量0.05—0.15m m/r左右;吃刀深度:精铣0.5m m,半精铣 1.5m m。
核定寿命:线速度600-750m/m i n,整体C B N刀片寿命为120-15 0分钟(单刃);半精铣时可延长核定寿命值,加工工件至少在400件以上(详见后文说明)。
因采用非金属粘结剂,相比常用C B N刀片,H L C B N刀具寿命更长。
案例二:机床导轨面的精铣加工华菱超硬B N-S30牌号整体C B N刀片。
线速度500-1500m/m i n;铣刀盘直径80m m;每齿走刀量0.15m m/r左右;吃刀深度:精铣0.5m m,核定寿命:线速度850m/m i n时,在高速切削时,精铣时刀片寿命为150分钟(单刃);半精铣时可延长核定寿命值,一般为精铣的2倍以上(详见后文说明)。
案例三:精铣发动机缸体前后端面刀片材质:华菱B N-S30整体C B N刀片加工材质:H T250;铣刀刀盘直径60m m;装8个刀片,每齿进给量0.12m m/r.线速度1650m/m i n;刀片吃刀深度0.5m m;核定加工件数:100件,当线速度采用800m/m i n时,刀片每个刃口的标定寿命为150件。
铣削加工灰铸铁材料的C B N刀片材质说明:华菱B N-S20和B N-S30牌号均采用非金属粘结剂,是国家重点产学研科技攻关项目成果,与市场常见C B N刀具相比,其导热效率高,寿命更长。
注意:1,在实际生产应用中,刀具寿命要高于理论的核定寿命。
2,由于精铣变速箱和发动机零部件时,为了避免C B N刀片超时长期使用,导致的不可预期失效造成的工件报废,一般需要根据出厂标定的“核定寿命值”来核定刀片的加工工件数量来指导生产,特别是对于高附加值机械加工行业,经核定寿命值换算的单刃加工数量来确定换刀频次。
灰铸铁缸体切削加工性能的影响因素分析
; ≮曩
≮- 0
00 —0 l蠢 ¨ | l维普资讯 l 融
灰铸铁缸体切 削加工性能 的影 响 因素分析
蔡 启舟 1 伯康 1 , 魏 , 周楚 清 z , 喻
(. 中科技 大学 1 华 材料学 院 , 湖北 武汉
喻 昌健 2田凤 全 2陈礼 年 2 , ,
十堰 4 24 ) 4 0 8
4 0 7 ;冻 风 汽车公 司 : 综述 了影响灰铸铁缸体切削加工性 的因素 , 包括化学成分 、 熔炼及孕育处理方法 、 石墨和基 体组织 中的硬质点 。 认 为 ( ) C 量不是 影响灰铸铁 加工性能 的主要 因素 ; 应严格 控制 (i量 , S) 因为 (i量 高使 A 温度升高 , s) 珠光 体片 间距 大、 强度低 ; s 在 00 % .2 有利的 , Mn ( ) .8 01%是 而 S与加工 性的关 系还有 待验证 。 建议 c 与 Mn S 和微量 s r 、i b复合加入 ; ( u 的合理加入量在 01% . %, S ) 低于 01 (b 在 00 % 0 0 %为宜 。指 出灰铸铁缸体 铁液 由冲天 c) .5 0 5 W(n 应 2 .%, S ) . 4 0 .6 0 炉—感应炉双联熔炼为好 , 随流孕育 对提高硬度和降低 断面敏感性有一定作用 ; 晶团细化 , 共 虽然灰铸 铁的强度和硬度 增加 , 却并不 一定 恶化加工性 能。 关键词 : 灰铸铁 ; 缸体 ; 加工性 ; 影响 因素
A t bl C . t.S i n 4 2 4 , h a uo i o Ld, hy 4 0 8 C i ) mo e a n
Ab t a t T e f co s ifu n i g t e c t n c i a i t fg a r n c l d rb o k r u s r c : h a tr n e cn h u t g ma h n b l y o r y i y i e lc swe e s mma z d i cu i g c e c l l i i o n i r e n l dn h mi a
高强灰铸铁切削加工性能的研究
高强灰铸铁切削加工性能的研究
高强灰铸铁是一种具有很高耐磨性和高强度的灰铸铁。
由于其优异的性能,高强灰铸铁在机械制造中得到了广泛应用。
然而,在进行切削加工时,高强灰铸铁的切削性能受到了一定的限制,需要对其切削加工性能进行研究和优化。
首先,高强灰铸铁的硬度和耐磨性较高,这导致在切削加工过程中产生的热量和摩擦力较大,易导致刀具使用寿命降低和切削质量下降。
因此,选用合适的刀具材料和刀具结构对切削加工性能有重要影响。
一些研究表明,使用高速钨钢刀具和棒材结构可以改善高强灰铸铁的切削加工性能。
其次,由于高强灰铸铁的含碳量较高,加之铁碳相图中奥氏体和珠光体的共存,导致其力学性能存在着一定的异质性。
在切削加工中,不同结构处的材料响应不同,因而会导致表面粗糙度和加工精度不稳定。
因此,需要对高强灰铸铁的微观结构进行分析和研究,以优化工艺条件和加工参数,提高切削加工的稳定性和一致性。
最后,高强灰铸铁的热处理对其切削加工性能也有一定的影响。
热处理过程中的冷却速率、温度和时间等因素会影响其组织结构和力学性能。
合理的热处理工艺可以使高强灰铸铁的微观组织均匀化,并调整其力学性能,从而提高其切削加工性能。
总之,对高强灰铸铁的切削加工性能进行研究和优化,可以有效提高其在机械制造中的应用价值。
需要综合考虑刀具材料和结构、微观结构分析和热处理工艺等因素,并通过实验和仿真等手段进行验证和优化,以实现高强灰铸铁的高效加工和优良表现。
影响缸体用灰铸铁加工性能的因素
影响缸体用灰铸铁加工性能的因素摘要:文中主要讲述了缸体用灰铸铁加工性能有关的内容。
从碳、合金、微量元素、工艺四个方面对其进行了论述。
在文章最后对整篇文章进行了概括,希望能够推动灰铸铁加工的发展。
关键词:缸体元素灰铸铁加工性能在我国经济不断发展的背景下,我国在发展技术方面采用了与外国企业相结合的方法,因此,国外一些企业相继对缸体用灰铸铁展开了研究,并取得了与我国缸体用灰铸铁各项性能均相符的研究成果,但我国在对缸体用灰铸铁进行加工时,会出现较多的磨损,这便会在一定程度上影响我国缸体用灰铸铁的发展。
比如,我国某发电机制造厂在生产缸体用灰铸铁的过程中发现,在我国与国外制造厂采用相同的生产工具以及工艺时,对灰铸铁产生的破坏是不同的,我国的破坏程度要远远高于国外制造厂。
通常,缸体用灰铸铁的加工性能主要包括以下几个方面:切削力度,用具的磨损程度,灰铸铁表面的整洁性等。
下面将对影响缸体用灰铸铁性能的几个方面进行论述。
一、从碳元素的角度考虑通常,缸体用灰铸铁会用到分布均匀的石墨,这样才能避免出现过多的杂质物体,进而确保缸体用灰铸铁表面的光滑性以及整洁性。
石墨形态以及分布状态的好坏会在很大程度上影响缸体用灰铸铁加工性能的好坏。
在对缸体用灰铸铁进行加工过程中,石墨有着很好的作用,既能够润滑用具,还能够避免铁件裂开。
由此可见,在缸体用灰铸铁制造过程中可以通过增添石墨的用量来提高加工性能。
换言之,国外制造厂所产缸体用铁铸件加工性能比我国强的主要原因也一目了然。
二、从合金元素的角度考虑合金元素的选择同样会对缸体用灰铸件加工性能的好坏造成影响。
通常,向缸体用灰铸铁中注入合金元素会在一定程度上增强其硬度,这便会对缸体用灰铸铁的加工造成影响。
但是,在选用合金元素正确的前提下能够使得缸体用灰铸铁的组织变得更加均匀,从而可以使其表面变得更加整洁和光滑,甚至可以提高缸体用灰铸铁的加工性能。
比如,硅元素、锡元素等等。
目前,我国在提高缸体用灰铸铁加工性能时采用最多的元素为铜元素和铬元素,其不仅可以对铁件进行软化,还能够使得其内部结构更加均匀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
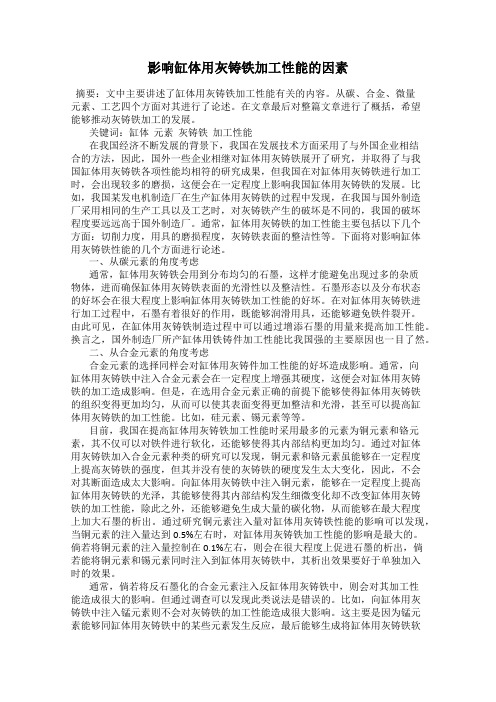
l 灰 铸 铁 的 组 织 形态 及 用 途
灰 铸 铁 的组 织 是 由片状 石 墨 和金 属 基体 组 成 。 以第 三 阶段 石墨 化 进行 程 度 的不 同 , 体 组织 可 分 基
பைடு நூலகம்
口, 同时石 墨可 以起 断 屑 作用 和对 刀 具 的润 滑 减 磨
A b t a t Th r a iai n f r ,pe o ma c n e e a n u n e f co so u t g pef r — s r c : e o g n z to o m f r r n e a d s v r lif e c a t r n c ti ro m l n
关键 词 : 铸铁 ; 灰 硬质 点 ; 石墨 形 态 ; 内应 力 ; 刀具寿 命
中图分 类号 : G 0 文献标 志码 : 文章 编号 :6 3— 3 7 2 1 )4— 0 5— 4 T 56 A 17 6 9 ( 0 0 0 0 6 0
Dic s i n bo s u so a utCuti r o m a c fG r y Ca tio tng Pe f r n e o a s r n
c te o tr d c in. u tr c s e u t o Ke o d Gry Ca tIo Ha d S os; a hi r h lg y W r s: a s r n; r p t Gr p t Mo p o o y;I tr a te s Cut rLi e n e n lS r s ; t f e e
21 0 0年第 4期 ( 总第 l8期 ) 1
内燃机与动力装置
Ic E& Pw rl t .. oe a pn
21 00年 8月
【 工艺与设备 】
浅谈 灰 铸铁 切 削性能 及 其 影 响刀 具寿 命 的若 干 因素
马 伟
( 柴动 力股份 有 限公 司 技 术 中心 , 东 潍坊 潍 山
三种 不 同组 织 的灰铸铁 , 微组 织见 图 1 显 。
灰铸铁 的抗 压强 度 比抗 拉 强度 高三 、 四倍 , 而接 近于
钢 , 是灰 铸铁 的 明显 特性 。 这
灰 铸铁 的成 分接 近于共 晶点 , 点低 , 熔 液态 下流
作者简介 : 马伟( 9 2一) 男 , j 18 , L 东临朐人 , I 学士 , 工程师 , 主要从事 内燃机加工工 艺设计 。
a n u nc c o s o Cu t r Lie nd I f e e Fa t r n te f l
M A e W i
( i a P w rR D C ne , i n , 6 0 1 C ia Wee i o e & etr We ag 2 1 0 , hn ) h f
・
6 6・
内燃 机 与动 力 装 置
21 00年 8月
2 10 ) 60 1
摘要 : 文介 绍 了灰铸 铁 的组 织形 态 、 能 以及 影 响其 切 削性 能 的 几 个 因素 , 本 性 分析 了提 高 灰铸 铁切 削性 能几 种方 法 , 为铸 铁 加 工 刀 具 选择 、 高 刀具 寿命 及 降低 刀具 成 本提 供 部 分依 提
据。
a c fg a a tio r n r d c d. S v rlm eh d o i r v he c tig p ro a c r n — n e o ry c s r n a e i to u e e e a t o s t mp o e t u t e r n e a e a a n f m lz d. Th n lss s p le ee e c o c i i g to e e t n, c te ie i r v me t a d ye e a a y i u p i s a r fr n e fr ma h n n o ls lc i o u t rlf mp o e n n
引 言
灰 铸铁具 有 良好 的铸造 性能 、 耐磨 性能 、 消振 性
能和 切 削 加 工 性 能 , 压 强 度 比 较 好 。 高 牌 号 抗 ( T 5 3 0 灰 铸 铁 可 以 满 足 大功 率 柴 油 机 气 缸 H 2 0— 5 )
动 性好 , 晶后分 散缩 孔少 , 析 小 , 石墨 比容大 , 结 偏 且 使铸 件 凝 固时收 缩量 减 少 , 灰铸 铁 具有 优 良的铸 故 造 性能 , 以铸造 形状 复杂 的铸件 。 可
石 墨 本 身是 良好 的 固体润 滑 剂 , 落后 形 成 的 脱 空 洞 能吸 附和储存 润滑 油 , 石 墨组织 松软 , 且 能吸 收 振 动能 量 , 因而灰铸 铁 具有 良好 的耐磨性 和 消振性 。
此外 , 由于铸 件 中带有 硬度很 高 的磷共 晶 , 又能使 抗
体 的性 能要 求 。
刀 具 成本 是 影 响 柴油 机 成本 的主 要 因素 之 一 , 通过分 析灰铸 铁 的 组织 形 态 , 以 了解 影 响灰 铸 铁 可 切削性 能 的主要 因素 , 到合理选 择 刀具 、 达 提高 刀具 寿命 的 目的 , 而降低 刀具 成本 。 从
磨 能力 进一 步提 高 对于制 备 活塞环 、 这 气缸 套等 受
作用 , 故灰铸 铁 具有 较 低 的缺 口敏 感 性 和 良好 的 切
肖 力 工性禽 。 0Ⅱ 邑
受 片状 石 墨 的影 响 , 灰铸 铁 的抗 拉 强 度 、 塑性 、 韧性及 弹性 模 量 均低 于 碳 钢 。受 基体 组 织 的影 响 ,
为铁 素体 、 光 体 、 素体 加 珠 光 体 三种 , 珠 铁 相应 就 有