味精废水的处理
序批式生物膜反应器处理味精废水运行参数优化

果表 明 : 悬浮填料 的最 优填充率为 3 0 %, 最佳曝气量为 0 . 7 5 m / h , 为保证 出水 C O D 。 达 到排放标准 , 必须保证足够长 的曝气 时间。
关键 词 : 悬浮 填料 , 曝气 量 , 曝气时 间, 试验
中图分类号  ̄ T U 9 9 1 . 2 文献标识码 : A
பைடு நூலகம்
1 . 2 原 水水 质及接 种 污 泥
曝气 1 h内 , 进水 C O D c 浓度 均从 1 0 0 0 m g / L~1 2 0 0 m g / L迅 速降
2 . 2 曝 气量 对 污染物 去 除效 果 的影响
1 ) 曝气量对 C O D 去 除效 果 的影响 。当填 料填 充率 为 3 0 % 材质 l 形状 I 规格 l 比表面积 / m mI 3 I密度 g ・ c m l 聚丙烯改 性 l 球形 l ( 1 ) 8 0 m m I 8 0 0 l 0 . 9 3 时, l C O D 在不同曝气量时 的降解 过程如 图 2所示 。可以看 出 , 在
N H a + - N平均去除率
9 5 . 8 6 9 7 . 8 9 9 8 . 5 6 9 8 . 8 6
T N平均去除率
液体流量计 早 t
进水箱 潜水泵
t 早气体流量计
3 0 4 0
幺风 机
茜
_+ 出水
C O D , N H 4一 N及 T N 的平均 去除 率均 随着 填料 填 充率 的增 加而 升高 ; 而 当悬浮填料 填充率增至 4 0 %后并没有 比 3 0 %时取得 更 明显 的处理效果 。 由于 填充 率过 大会影 响悬 浮填 料 在水 中的
序 批式生物膜反应器 ( S B B R) 是 将附着 有生物 膜 的填 料投入 1 . 3 分析 项 目及检 测 方 法 序批式 活性污泥反应器 ( S B R) 中形成 的新 型复合 生物 膜反应 器 ,
SBBR在味精废水深度脱氮中的应用研究
的影响 , 通过测 定 C O D、 氨氮及 T N 的去 除 率 , 确 定 了 最 佳 的脱 氮 环 境 。 结 果 表 明 , 挂 膜 成 功 后 r N 的 去 除 率 可 达
7 5 . 8 2 %: 通过控制 D O浓 度 以满 足 好 氧菌 需 求 又 不 破 坏 生 物 膜 厌 氧微 环 境 ; 设置前 置厌氧段 , 可 丰 富 反 硝 化 碳 源 的 种类 和数 量 . 有 助 于提 高 生 物 脱 氮 效 果 。 [ 关 键 词 ]序批 式 生 物 膜 反 应 器 ; 同步 硝 化 反 硝化 ; 前 置厌 氧 ; 悬 浮填 料
b e e n r e s e a r c h e d . T h e o p t i mu m d e n i t r i f y i n g c o n d i t i o n s a r e d e c i d e d b y d e t e r mi n i n g t h e r e mo v i n g r a t e s o f COD, a m—
( C o l l e g e o fW a t e r C o n s e r v a n c y &E n v i r o n m e n t a l E n g i n e e r i n g , Z h e n g z h o u U n i v e r s i t y , Z h e n g z h o u 4 5 0 0 0 1 , C h i n a )
h a s b e e n f o m e r d s u c c e s s f u l l y . Wh e n DO c o n c e n t r a t i o n i s c o n t r o l l e d a t a b o u t 3 . 3 mg / L, t h e d e ma n d s f o r a e r o b i c b a c — t e r i a c a n b e s a t i s i f e d wi t h o u t d e s t r o y i n g t h e mi c r o — e n v i r o n me n t i n t h e b i o f i l m. S e t t i n g t h e p r e — a n a e r o b i c s t a g e c a n e n — r i c h t h e t y p e a n d q u a n t i t y o f d e n i t if r y i n g c a r b o n s o u r c e s , w h i c h h e l p s t o i mp r o v e t h e d e n i t r i f i c a t i o n e f f e c t .
环境保护部办公厅关于印发《味精行业现场环境监察指南(试行)》的通知

环境保护部办公厅关于印发《味精行业现场环境监察指南(试行)》的通知文章属性•【制定机关】环境保护部(已撤销)•【公布日期】2010.10.25•【文号】环办[2010]147号•【施行日期】2010.10.25•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】环境监察正文环境保护部办公厅关于印发《味精行业现场环境监察指南(试行)》的通知(环办[2010]147号)各省、自治区、直辖市环境保护厅(局),副省级城市环境保护局,新疆生产建设兵团环境保护局,各环境保护督查中心:为规范味精生产企业的现场环境监察工作,实现味精行业现场环境监管的精细化和高效化,我部组织编制了《味精行业现场环境监察指南(试行)》,现印发给你们,作为现场环境监察参考依据。
电子版可通过我部网站http://或12369环保热线网站http://下载。
附件:味精行业现场环境监察指南(试行)二○一○年十月二十五日附件:味精行业现场环境监察指南(试行)环境保护部二○一○年十月前言本指南介绍了味精行业主要生产工艺、产污节点和治污工艺,分析了现场环境监察的要点,给出了定性检查和定量测算方法,供环境监察人员现场执法参考使用,不具强制性。
各环境监察机构在定期全面检查的基础上,根据工作需要,可选择本指南中部分或全部监察要点,自行制定《现场监察方案》和《检查清单》,实施现场环境监察。
本指南所列参考数据为各地区统计数据汇总而成,代表行业一般技术水平,个别地区由于地域、经济、技术等因素,可能会与本指南所列参考数据略有出入。
指南中“3.监察工作依据”所列政策、标准更新后,以其最新版本为准。
本指南适用于全国各级环境监察机构对味精生产企业实施的现场环境监察工作。
本指南为首次发布。
本指南起草单位为河南省环境监察总队、河南工业大学、河南莲花味精股份有限公司。
本指南由环境保护部环境监察局组织制订。
本指南由环境保护部解释。
目录1.适用范围2.术语和定义2.1味精2.2味精生产企业2.3等电离交工艺和离交尾液2.4树脂洗涤水2.5浓缩等电工艺和分离尾液2.6谷氨酸提取收率3.监察工作依据3.1政策3.2标准4.现场监察程序4.1监察准备4.2制定方案4.3现场检查4.4视情处理4.5总结归档5.现场监察方法5.1资料检查5.2现场检查5.3现场测算5.4现场访谈6.建设项目现场监察要点6.1选址6.2环评制度执行6.3“三同时”制度执行6.4试生产管理7.污染源现场监察要点7.1产业政策7.2生产现场7.3污染防治设施7.4环境应急建设7.5综合性环境管理制度8.环境监察报告8.1监察对象的基本信息8.2现场监察情况8.3 处理建议附件一:现场环境监察单1.建设项目现场环境监察单2.污染源现场环境监察单附件二:行业概况、生产工艺和产污节点1.行业概况2.生产工艺和产污节点2.1水解糖制备2.2谷氨酸发酵与提取1.适用范围本指南适用于各级环境保护行政主管部门的环境监察机构,依照国家有关规定对辖区内味精生产企业履行环境保护法律法规、规章制度、各项政策及标准的情况进行现场监督、检查和处理的活动。
味精生产废水处理与循环利用考核试卷

1.味精生产废水中的有机物可以通过物理方法完全去除。()
2.生物膜法在味精生产废水处理中比活性污泥法更为节能。()
3.味精生产废水处理后的出水可以直接回用于生产味精。()
4.在味精生产废水处理中,提高曝气量可以增加污泥的沉降性能。()
五、主观题(本题共4小题,每题10分,共40分)
1.请简述味精生产废水的特点及其对环境可能造成的影响。(10分)
2.描述味精生产废水处理过程中,生化处理的基本原理及其重要性。(10分)
3.针对味精生产废水,阐述深度处理的主要方法及其作用。(10分)
4.请结合实际,提出在味精生产废水处理与循环利用过程中,如何实现节能减排和可持续发展。(10分)
14.哪些技术可以用于味精生产废水的回用?()
A.膜分离技术
B.吸附技术
C.消毒技术
D.离子交换技术
15.以下哪些因素会影响味精生产废水处理设施的投资和运行成本?()
A.处理规模
B.处理技术
C.设备材料
D.能源消耗
16.味精生产废水处理过程中,哪些方法可以用于检测和处理臭味?()
A.活性炭吸附
B.生物滤池
B.增加回流污泥比
C.使用溶胞技术
D.适当减少曝气量
9.味精生产废水处理系统设计时需要考虑哪些因素?()
A.污水水质水量
B.出水标准要求
C.地理位置和气候条件
D.经济成本和运行维护
10.哪些情况下需要对味精生产废水处理设施进行改造或升级?()
A.出水水质不达标
B.设施老化
C.生产工艺变化导致水质变化
B. SS
味精废水的处理
味精废水的处理味精行业是我国发酵工业的主要行业之一,自20世纪80年代开始进入高速发展阶段,2010 年味精总产量高达256万t,2011年味精行业规模以上企业味精总产量为114.92万t,比2010年的256万t有所下降,2012年为135.97万t,比2011年增长了18.32%,其中山东味精产量占50%左右,废水排出量约为3.35×105万t[1]。
味精废水作为一种难处理的高浓度有机废水,直接排放严重污染环境,如何对其进行经济有效的处理,是众多味精生产厂家所面临的重要问题。
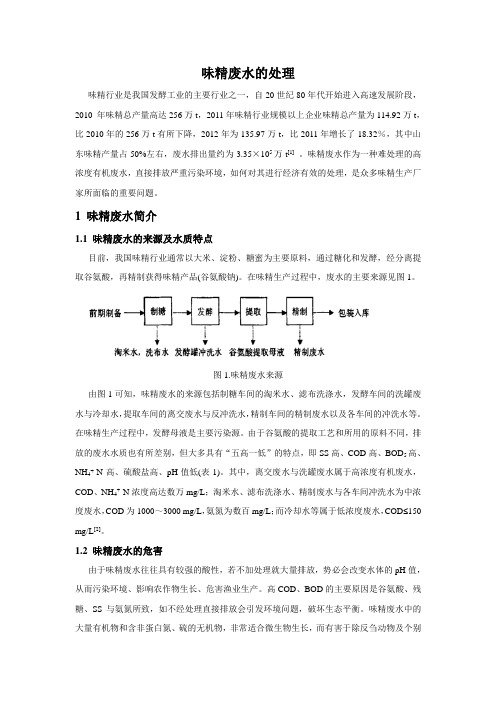
1 味精废水简介1.1 味精废水的来源及水质特点目前,我国味精行业通常以大米、淀粉、糖蜜为主要原料,通过糖化和发酵,经分离提取谷氨酸,再精制获得味精产品(谷氨酸钠)。
在味精生产过程中,废水的主要来源见图1。
图1.味精废水来源由图1可知,味精废水的来源包括制糖车间的淘米水、滤布洗涤水,发酵车间的洗罐废水与冷却水,提取车间的离交废水与反冲洗水,精制车间的精制废水以及各车间的冲洗水等。
在味精生产过程中,发酵母液是主要污染源。
由于谷氨酸的提取工艺和所用的原料不同,排放的废水水质也有所差别,但大多具有“五高一低”的特点,即SS高、COD高、BOD5高、NH4+-N高、硫酸盐高、pH值低(表1)。
其中,离交废水与洗罐废水属于高浓度有机废水,COD、NH4+-N浓度高达数万mg/L;淘米水、滤布洗涤水、精制废水与各车间冲洗水为中浓度废水,COD为1000~3000 mg/L,氨氮为数百mg/L;而冷却水等属于低浓度废水,COD≤150 mg/L[2]。
1.2 味精废水的危害由于味精废水往往具有较强的酸性,若不加处理就大量排放,势必会改变水体的pH值,从而污染环境、影响农作物生长、危害渔业生产。
高COD、BOD的主要原因是谷氨酸、残糖、SS与氨氮所致,如不经处理直接排放会引发环境问题,破坏生态平衡。
味精废水中的大量有机物和含非蛋白氮、硫的无机物,非常适合微生物生长,而有害于除反刍动物及个别动物如兔以外其他的生物(包括江河湖泊的鱼虾),同时也直接伤害了引用该水源的人类本身,通过破坏水中动物生态平衡,有进一步造成对环境水源水质的严重损害。
味精的废物利用
利用味精废水生产益生菌剂
该研究开辟了味精废水新的用途,用味精废水生产 出的益生菌剂目前市场同类产品售价约2 万元/t 以 上,不但使工业废弃物得到再生利用,解决了其对 环境的污染问题,而且企业节约了治污费用并创造 一定的经济效益,同时为生产企业实现该废水的零 排放提供可行技术,符合可持续发展战略
利用味精废菌体生产复合谷氨酸饲料添加剂
利用味精废水生产益生菌剂
发酵方法1: 将100 kg 味精废水投入发酵装置内,用氨水调 节pH 至7.0,接入5 L 复合种子液,搅拌均匀,放入温度 ( 30 ± 1) ℃的培养箱中培养,在培养过程中,间歇通气并 缓慢搅拌,培养48 h,所获得的成熟发酵液即为益生菌剂。 检测其pH 为3. 8,活菌含量为4.8 × 108 cell /ml。 发酵方法2: 将100 kg 味精废水投入发酵装置内,用石灰乳 调节pH 至6.0,接入10 L 复合种子液,搅拌均匀,放入温 度( 33 ± 1) ℃的培养箱中培养,在培养过程中,间歇通气 并缓慢搅拌,培养24 h,所获得的成熟发酵液即为益生菌 剂。检测其pH 为3. 4,活菌含量6. 2 × 108 cell /ml。
味精工业废水的综合利用
作者:徐强 杨代胜 张大鹏 夏旭阳 詹润 赵健 张进 张旭东 周密 周世钱
味精
味精:L-谷氨酸单钠的一水化合物,俗称味精,
它有强烈的肉类鲜味,将其添加在食品中可使食品 风味增强,鲜味增加,是食品的鲜味调味品。
原料的来源
• 谷氨酸发酵以糖蜜和淀粉为主要原料。 • 糖蜜:是制糖工厂的副产物,分为甘蔗糖蜜和甜菜糖蜜两 大类。 • 淀粉:来自薯类、玉米、小麦、大米等
味精的生产工艺图
原料 预处理(水解 预处理(水解) 斜面种子 空气
味精废水处理环境工程课程设计
第1章绪论味精生产过程中所排放的废水量大,尤其是味精发酵液经等电提取谷氨酸后排放的母液具有“五高一低”的特点,是一种治理难度很大的工业废水。
由于不能有效地治理味精废水,不少味精厂被列入全国重点污染源 3000 家单位之列。
味精废水的治理已经成为制约味精生产企业发展的重大难题。
目前国外都还没有成熟的成套技术应用于生产实践。
主要的问题是一次性投资过大,或者日常运行费用过高,大多数味精厂无法承受,不得不长期维持超标排放的现状。
但面对环境的日益恶化,国家制定了严格的排放标准,味精生产企业在面对现状的同时,需要及时改进味精废水处理工艺,引进新技术。
在味精废水中含有许多宝贵的资源,厂家可以根据废水中所含物质不同,对废水进行分析和适宜的处理工艺。
因此,根据味精废水的特点,必须采取切实有效的措施,对其进行综合治理。
在减小废水对环境造成污染的同时,回收废水中的菌体蛋白,取得一定的经济效益和环境效益。
根据某味精厂废水特点及地理特征,并考虑环保、经济,特设计了气浮-UASB-SBR和气浮-UASB-接触氧化法两个方案,并做出比较选择。
1.1 设计基础资料某味精厂位于华东某市,该厂采用硫酸冷冻等电法制取味精。
生产车间实行三班制,水量变化较大,日排水量为2500 m3/d。
建设单位提供场地基本平坦,设计围350×350米,东西长,南北宽;此外,附近还有大块农田可征用。
污水自场地东北角流入,流入点管底标高为-1.30m(±0.00m以生产车间室地坪为准)。
处理后污水要求由场地东南角排出,排出点标高在-1.20米。
气象资料:年平均气温:15.90C;极端最高气温:35.00C;极端最低气温:-5.00C;最热月月平均气温:32.50C;最冷月月平均气温:-0.520C;全年平均降水量:750mm。
1.2 水质水量和处理要求该废水排放量为2500 m3/d,水量变化较大,处理后水质要求达到《污水综合排放标准》(GB8978-96)中(新扩改企业)一级标准,进水水质和排放标准见下表1。
可见光/Fenton光催化处理高浓度味精废水的研究
多氯联苯、硝基苯、二硝基氯化苯等 】 ,考察了溶液p H 、F e 、 H : 0 : 用量和温度等对降解效率的影响 , 研究 了反 应动力 学特性 等 。光 的引 人显 著增 强 了F e n t o n 试剂 的氧化 能力 ,同时也 节 约 了化学试 剂 的用量 ,从
而使得P h o t o — F e n t o n 技术在废水处理中的应用成为新的研究热点 。P h o t o — F e n t o n 技术多采用紫外光作为光 源 ,运行成本较 高 ,限制 了F e n t o n 法 的推广 和应用 ,且 相关机 理及处 理过 程相关 参 数仍 待研究 ,因而 ,改 进P h o t o — F e n t o n 技术或将其与其它废水处理技术联用是重要的研究方 向, 将可见光或太 阳光引入F e n t o n 技术 处理有机废水是改进方法之一 ,近年来引起越来越多研究者的关注 。 l 。可见光辅助F e n t o n 试剂降解研究主 要集 中于染料废 水方 面” 卜 ” ,证 明可 见光 对F e n t o n 试剂 处理有 机废水 具有 明显 的协 同作用 。
第2 9卷第 4期
2 0 1 3 年 7 月
齐 齐 哈 尔 大 学 学 报
J o u r n al o f Qi q i h ar Un i v er s i t y
Vo 1 . 2 9, No . 4
J u l y , 2 01 3
可见 光/ F e n t o n 光 催 化 处 理 高浓 度 味精 废 水 的研 究
收稿 日期 :2 0 1 3 — 3 — 2 2
基金项目:安徽省高校 自然基金重点项 目 ( K J 2 0 0 8 A 0 0 9 );淮北市科技人才培育计划项目资助 ( 2 0 1 3 0 3 0 6);淮北师范大学引进人才科研启动项 目 作者简介 :程云环 ( 1 9 7 4 一), 女 ,博士,内蒙古赤峰人,主要从事固体废弃物和废水处理及资源化技术研究,y u n h u a n e h e n g @1 6 3 . c o i n .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
共享知识分享快乐味精废水的处理味精行业是我国发酵工业的主要行业之一,自20世纪80年代开始进入高速发展阶段,2010 年味精总产量高达256万t,2011年味精行业规模以上企业味精总产量为114.92万t,比2010年的256万t有所下降,2012年为135.97万t,比2011年增长了18.32%,其中山5[1] t×10。
味精废水作为一种难处理的高万东味精产量占50%左右,废水排出量约为3.35浓度有机废水,直接排放严重污染环境,如何对其进行经济有效的处理,是众多味精生产厂家所面临的重要问题。
1 味精废水简介1.1 味精废水的来源及水质特点目前,我国味精行业通常以大米、淀粉、糖蜜为主要原料,通过糖化和发酵,经分离提取谷氨酸,再精制获得味精产品(谷氨酸钠)。
在味精生产过程中,废水的主要来源见图1。
图1.味精废水来源由图1可知,味精废水的来源包括制糖车间的淘米水、滤布洗涤水,发酵车间的洗罐废水与冷却水,提取车间的离交废水与反冲洗水,精制车间的精制废水以及各车间的冲洗水等。
在味精生产过程中,发酵母液是主要污染源。
由于谷氨酸的提取工艺和所用的原料不同,排放的废水水质也有所差别,但大多具有“五高一低”的特点,即SS高、COD高、BOD高、5+-N高、硫酸盐高、pH值低(表1)NH。
其中,离交废水与洗罐废水属于高浓度有机废水,4+-N浓度高达数万NHmg/L;淘米水、滤布洗涤水、精制废水与各车间冲洗水为中浓、COD4度废水,COD为1000~3000 mg/L,氨氮为数百mg/L;而冷却水等属于低浓度废水,COD≤150[2]。
mg/L1.2 味精废水的危害由于味精废水往往具有较强的酸性,若不加处理就大量排放,势必会改变水体的pH值,从而污染环境、影响农作物生长、危害渔业生产。
高COD、BOD的主要原因是谷氨酸、残糖、SS 与氨氮所致,如不经处理直接排放会引发环境问题,破坏生态平衡。
味精废水中的大量有机物和含非蛋白氮、硫的无机物,非常适合微生物生长,而有害于除反刍动物及个别页眉内容.共享知识分享快乐动物如兔以外其他的生物(包括江河湖泊的鱼虾),同时也直接伤害了引用该水源的人类本身,通过破坏水中动物生态平衡,有进一步造成对环境水源水质的严重损害。
污染严重的河段,水的颜色发黑,味道发臭。
2 味精废水处理现状对于味精废水,目前主要采用物化法和生物法处理。
物化法包括絮凝沉淀、离心分离,蒸发浓缩等,一般用于预处理工程;生物法包括发酵生产饲料酵母、厌氧生物处理、好氧生物处理、厌氧-好氧生物处理等,一般用于主体处理工程。
此外,在味精废水的资源化以及综合利用方面也有一定的研究。
2.1 物理化学方法(1)离心分离技术[3]是利用废水中有机物质与水的密度差,通过离心达到固液分离以回收味精废离心分离水中菌体蛋白的方法,该法多与蒸发浓缩法一起使用,以回收味精废水中的蛋白饲料。
该技术在西方一些发达国家已有成套设备。
福州味精厂采用该法处理味精废水,可得到含粗蛋白75%以上、含粗脂肪3%~4%、灰分<5%的菌体蛋白(SCP)(陶涛等,2002)。
但是由于谷氨酸菌体小,必须用高速离心机才能进行离心分离,导致该方法投资较大,运行能耗高。
(2)絮凝沉降技术絮凝沉淀是在味精废水中直接加入铝、铁系无机絮凝剂和高分子絮凝剂,使废水中的菌体和高分子物质聚结沉淀。
为了得到更好的效果,一般是将无机絮凝剂与有机絮凝剂结合使[3]。
该方法的弊端是絮凝剂的加入会对水质产生一些副作用,引起二次污染用。
[4]采用国际上权威机构确认为食品级添加剂的WPS-3混凝剂进行味精废水处理,钱鸣可去除废水中67.8%的COD、44.8% SS、28%NH-N,混凝回收的副产品菌体蛋白可作为饲3Cr[5]等采用聚丙烯酸钠作为主要混凝剂、木质素料添加剂,符合国家有关的行业标准。
黄民生作为助凝剂、天然沸石作为吸附剂预处理味精浓废水,取得了十分好的效果。
预处理过程对[6]等用普鲁兰混凝剂对味精43%。
詹德昊、硫酸根的去除率分别达到69%91%和SSCOD、、废水进行预处理研究,得出此混凝剂具有安全无毒、可生物降解、对环境和人类健康无害、投药量省、混凝效果好、沉降速度快、排泥耗水率低等特点,且对味精废水具有较好的浊度、COD 和SS 去除率,适用的pH值范围宽,最佳pH值为2~ 4,处理稀释后的味精废水不需调节pH值。
(3)加热沉淀技术页眉内容.共享知识分享快乐将废液加热到一定温度,促使蛋白质变性后,再加入助滤剂过滤得SCP,SCP 中粗蛋白[3]。
该方法缺点是能耗太大,而且不能进行连续生产质量分数高于50%,可作为饲料添加剂。
(4)膜分离法处理味精废水时主要采用的膜分离法为电渗析法和超滤法。
膜技术不仅可以去除废水中的菌体,还可以很好地截留菌体,经处理后综合利用,同时降低了后继工序的负荷,而且处理后的水也可以达到回用指标。
该方法缺点为投资过大,膜处理设备还存在着膜清洗、堵塞[3][7]等用电渗析-BAR。
钱学玲等问题,后续维护工作也会增加成本厌氧生物反应器对味精废水进行处理,结果表明用电渗析法能有效去除经预处理后的味精废水中的氯离子,COD Cr[3]采用超滤法去除废水中的菌体和大分子蛋白等成分,王焕章、赵亮的去除率可达90%以上。
并将其回收制成蛋白再利用。
经过处理的废水,其SS的去除率可达99%以上,COD 的去Cr除率约为30%,从而较好减轻了生物法的处理负荷,同时回收的蛋白还可综合利用。
2.2 生物法(1)酵母发酵法利用味精废水中丰富的有机物质,通过发酵制取饲料酵母等单细胞蛋白的方法。
该法不但能有效去除废水中的大量有机物,而且制得的单细胞蛋白氨基酸组分齐全,含有多种维生素,营养价值很高。
浙江省某味精厂采用该法处理高浓度离交废水,进水COD为23700~26300 mg/L,经酵母发酵去除菌体后,废水COD降为6930~7000 mg/L,COD去除率为75~80%(金新梅,2003)。
(2)好氧生物处理技术目前国内研究较多的味精废水的好氧生物处理技术有:活性污泥法、生物转盘法和生物接触氧化法。
近年来,好氧颗粒污泥技术备受关注,其独特的结构为其进行废水处理提供了[8]等以厌氧颗粒污泥为接种污泥,采用人工模拟味精废水在SBR反应器明显的优势。
王震内培养好氧颗粒污泥,35d后颗粒污泥成熟,反应器对COD和氨氮的去除率分别高于95% 和99 %,处理效果相对不错。
但该方法存在一个很大的问题,味精废水中有机物质量浓度高,在进行好氧生物处理时往往需要消耗大量的水来对其稀释,增加了处理的成本,所以该方法一般更适合于处理低质量浓度有机废水,通常作为味精废水的最终处理技术,保证出水达标。
[9]等采用SBR法处理碱法草浆造纸废水和稀释后的味精废水,废水中的有机污染物孙剑辉2-对SBR处理系统无90% 和以上,高浓度的SO80%COD得到高效降解,的去除率分别达4影响。
(3)厌氧生物处理技术页眉内容.共享知识分享快乐相对好氧生物处理技术来说,厌氧生物处理技术更适用于处理高质量浓度有机废水,它[5]。
厌氧生物具有容积负荷高、处理效果稳定、产泥量少、投资省等优点,且可以回收能量处理在处理高浓度有机废水方面已取得了良好的效果和经济效益,采用厌氧生物处理法处理2-问题。
高浓度味精废水费用低,但不能彻底解决味精废水中的SO4[10]等用上流式厌氧污泥床处理味精废水得出了UASB丁忠浩反应器的最佳运行参数,建3?d),COD COD/(m?COD5000mg/ L,容积负荷10~ 15kg议UAS反应器的运行参数为:进料去除率80%,操作温度为( 38±1)℃。
[11]采用屠宰废水培养的颗粒污泥接种启动中温(35±1) ℃郝晓刚、李春USAB反应器处理2-可低至4~ 5。
75% ~ 80% ,进水COD/ SO 味精—卡那霉素混合废水,COD去除率为4(4)其他生物法[12]等采用以HCR(High Performance Compact Reactor)为核心的好氧生物处理黄晓(接触氧化法为主)工艺处理南宁味精厂生产废水,结果表明经整个工艺处理后味精废水中的COD25000mg/L,可降至400mg/L左右,总去除率为93%~98%(平均为95%以上),具有良好的去除效果。
[13]的研究表明味精废水在进行回收菌体蛋白的预处理后,采用两相UBF-SBR许玉东处理工艺是行之有效的,经两相UBF反应器处理后,出水再经SBR好氧处理,COD去除率可达70%。
[14]等研究得出低氮异养小球藻在经过一定时间的适应后可快速去除味精废水中余若黔+-N比例为4715mg/ gNH。
的NH-N,单位藻体去除44[15]采用悬挂鼠笼式湍动竹球填料的改进AB法工艺处理味精废水,试验结果表明,白晓慧COD去除率>90%,NH-N去除率> 85%,处理过程中剩余污泥排放量极少。
32.3 味精行业废水资源化利用按照味精资源化利用方式,对资源化利用途径进行分类,直接提取有价值资源、发酵资源化利用、生产有机无机肥、生物工业资源化利用、配置真菌液体培养基等。
然而,味精废水资源化的实现是一项复杂的系统工程,还涉及到很多因素的限制,比如设备设计、工艺研发、综合示范等。
全国范围内味精行业可以因地制宜,根据地域特性,开展味精废水资源[1]。
化综合利用模式页眉内容.共享知识分享快乐3 主要工艺流程3.1 混凝预处理、厌氧处理、好氧处理、厌氧氨氧化( Anaerobic Ammonium [16]脱氮工艺等四位一体工艺Oxidation ,Anammox)图2.主体处理工艺流程通过该工艺对味精废水处理研究结果表明:通过絮凝预处理后的废水浓缩效率高,沉淀污泥的脱水性能优于普通“铝泥”;运行稳定后,处理后出水NH-N和COD的去除率达3到了96% 以上,出水NH-N及COD浓度变化范围稳定在12 mg/L~17. 79 mg/L 和54 3mg/L~126 mg/L,满足《味精工业污染物排放标准》(GB 19431 -2004)。
[17] NF)系统相结合作为生化前的预处理)和纳滤(3.2 超滤(UF图3.膜分离-SBR法工艺流程表1为废水处理结果,可见,膜分离与SBR 生化技术相结合,具有工艺先进、性能稳定等特点,处理高浓度味精废水,可稳定达到国家《污水综合排放标准》。
表1.废水处理结果mg/L页眉内容.共享知识分享快乐4 展望(1)从多年的生产、试验和研究结果看来,单独采用某一种方法治理难以达到满意的效果。
在味精废水的治理中,必须根据生产的工艺、废水的水质水量、当地的环境以及回收利用的情况,联合采用物理的、化学的以及生物的方法,并进行优化组合,方可实现味精废水的综合治理。