压铸模零件明细表
压铸模零件工作部位表面粗糙度明细表

○
加工基准
划线的基准面,加工和测量的基准面
○
受压紧力的台阶表面
型芯,镶块的台阶表面
○
不受压紧力的台阶表面
导柱,导套,推杆和复位杆的台阶表面
○
○
排气槽表面
排气槽
○
○
非配合表面
其他
○
○
○
○
导向部位表面
轴
导柱、导套和斜销的导滑面
○
孔
○
与金属液不接触的滑动表面
轴
复位杆与孔的配合面,滑块、斜滑块传动机构的滑块表面
○
孔
○
与金属液接触的滑动表面
轴
推杆与孔的表面,卸料板镶块及型芯滑动面滑块的密封面
○
○
孔
○
○
固定配合表面
轴
导柱和导套,型芯和镶块,斜销和弯销,楔紧块和模套等固定部位
○
孔
○
组合镶块品合面
压铸模零件工作部位表面粗糙度
分类
工作部位
表面粗糙度 (Ra)
6.3
3.2
1.6
0.8
0.4
0.2
0.1
成形表面
型腔和型芯
○
○
○
受金属冲刷的表面
内浇口附近的型腔、型芯、内浇口及溢流槽入口
○
○
浇注系统表面
直浇道、横浇道、溢流槽
○
○
安装面
定模和动模座板,模脚与压铸机的安装表面
○
受力较大的摩擦表面
分型面,滑块楔紧面
DFM压铸件设计检查表范例

4.合理选择分模线,提高重要零件尺寸的 精度 1.避免零件内部侧凹 2.避免零件外部侧凹 12.简化模具结 3.避免抽芯机构受阻 构,降低模具成本 4.避免压铸分型面带圆角
5.合理选择分模线,简化模具结构
1.避免机械加工
13.机械加工
2.压铸件设计便于机械加工和减少机械加 工面积
压铸件设计检查表
压铸零件A
0 1 2 3 4 0
10.为飞边和浇口 的去除提供方便
1.避免严格的飞边和浇口的去除要求
2.避免零件壁与分模线呈锐角(如为分型 面,可增加一段1.5mm的平面) 3.简化零件,避免复杂的分模线形状
1.压铸件公差尺寸精度
11.压铸件的公差 要求
2..在满足零件使用性能下,尽量降低压 铸件的公差
压铸件
压铸件设计指南
1,零件壁厚
1.合适的零件壁厚 2.零件壁厚均匀,壁厚变化处均匀过渡
1.孔的深度不能太深(若太深,采用阶梯
2.压铸件孔
孔成型) 2.孔与孔,孔与槽,孔与边缘距离不能太
小(S≥1.5t或S≥1.5d)
3.避免压铸模局部 过薄
避免压铸模局部过薄
1.合适的加强筋尺寸
2.避免平板式设计,添加加强筋提高零件
3.机械加工余量越小越好
14.使用压铸件简 1.使用压铸件代替机械加工零件
化产品结构,降低 2.替代需要导电和电磁屏蔽的塑胶件
产品成本
3.替代钣金件
1Hale Waihona Puke .其它总分100
设计更改建议
0
0
的强度
4.加强筋的设计
3.添加加强筋辅助熔化金属的流动,加强 筋的方向与熔化金属的流向一致
压铸工艺卡
释为乳白色,喷涂。3.熔杯处应保持干净,无燃烧现象。压射头涂油每模一次。4.型芯涂油应
涂在铝水易冲击型芯上,少涂油。5.从保温炉到浇入熔杯不能有停顿等现象。6.喷涂时间不能过
长合模前应保证型腔内干燥为宜。
工
艺
规
范
控制柜显示温度
持压时间
8(S)
检
验
要
点
1.每班应经划线检验合格后再生产。
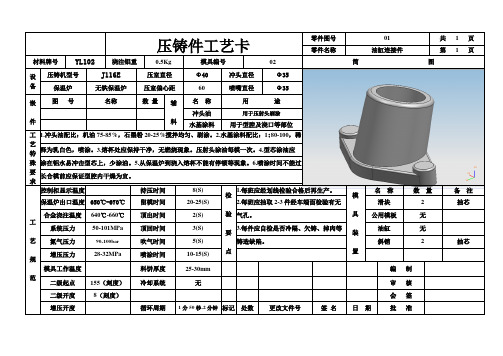
压铸件工艺卡零件图号零件名称油缸连接件材料牌号yl102浇注铝重05kg模具编号02压铸机型号压室直径40冲头直径35保温炉无铁保温炉压室偏心距60喷嘴直径35冲头油用于压射头刷涂水基涂料用于型腔及浇口等部位1
压铸件工艺卡
零件图号
01
共1页
零件名称
油缸连接件
第1页
材料牌号
YL102
浇注铝重
0.5Kg
模具编号
02
简图
设
备
压铸机型号
J116E
压室直径
Ф40
冲头直径
Ф35
保温炉
无铁保温炉
压室偏心距
60
喷嘴直径
Ф35
嵌
件图号名称来自数量辅料名称
用途
冲头油
用于压射头刷涂
水基涂料
用于型腔及浇口等部位
工
艺
特
殊
要
求
1.冲头油配比:机油75-85%,石墨粉20-25%搅拌均匀、刷涂。2.水基涂料配比:1:80-100,稀
5(S)
铸造缺陷。
斜销
2
抽芯
增压压力
28-32MPa
喷涂时间
10-15(S)
模具工作温度
模具明细清单
模块名称 (车身/内外饰/电 器/底盘/发动机)
厂商名称(代 码)
模/检/夹具名称
模/检/夹 具清单
备注
模/检/夹具名称命名规则:产品零件号-X(模/检/夹代码) 模/检/夹具编号命名规则:XXX(项目名称)-XXX(厂商代码)-X(模/检/夹代码)-XX(版本号)-XXX(流水号) 项目名称: 模具代码: M(Mold) 检具代码: G(Gauge) 夹具代码: F(Fixture) 版本号:与图纸上版本号一致 如需补充更多内容,请直接插入新一列
模/检/夹具编号
模检夹具属性 (冲压/注塑/压铸等)
模/检/夹数量
穴/模
版本号)-XXX(流水号)
模具寿命 金额(元) 资产归属 模具签收人
照片பைடு நூலகம்
压铸公差

高精度公差
(0.01.30m03m) 0.001(0.025mm)
(0.08mm)
表格S/P-4A-4B : 角度公差
------通过分型线(平面) (增
加其它公差)
2. 通过分型线在对应拼合
模块的模具表面上形成的
表面。
类型 普通公差
等 于 3.00 英 寸 每 增 加 一 英 寸 (76.20mm) (25.4mm)的额外公
压铸件直径的最大尺寸 公差 英寸
(mm)
等于3.00英寸(76.20mm)
0.008 (0.20mm)
每增加一英寸(25.4mm)的额外公 0.002
差
(0.05mm)
表格S-4A-5B 通過分型
線的同心度公差 当同心的特征在对应的半
模上时 , 分型线上的模腔
面积决定同心度公差。
平方英寸(CM2)
公差 英寸
(+0.33mm)
(+0.48mm)
(+0.48mm)
51 in2 到 100 in2
0.019
0.024
0.024
(329.0cm2到 645.2cm2) 101 in2 到 200 in2
(651.6cm2到 1290.3cm2) 201 in2 到 300 in2
(1296.8cm2到1935.5cm2)
0.0075
0.0075
(+0.19mm)
(+0.19mm)
0.012
0.012
(+0.30mm)
(+0.30mm)
(所示公差仅为正值)
101 in2 到 200 in2
压铸模具台账

压铸 模具
压铸模具状况表
注:模具已经生产模次百分比黄色填充代表模具寿命达60%,需提供预警;红色填充代表已经达到或超过设计寿命。
XXX-14-FM-016-K0
序 号
物料编 码
客户名称
模具产 权
开模时间
产品图 号
产品名称
模具编号
模架 号
模芯号 模穴数
产品单重 (g)
材料牌 号
机台吨位
模具现有状 况描述
模具状态 存放位置
第一次回火
第二次回火
模次 回火日期 模次 回火日期
第三次回火 模次 回火日期
第四次回火
模 次
回火日期
第五次回火
模 次
回火日期
ቤተ መጻሕፍቲ ባይዱ
备注
第 2 页,共 2 页
RXT-14-FM-016-K/O
冲头直径
设计寿命 (模次)
每套模具入 库毛坯数量
产品合计系统 入库毛坯数量
(PCS)
产品合计手 工入库毛坯 数量(PCS)
产品总入库 模具已生产
毛坯数量 百分比
(PCS)
(%)
1 2 3 4
5 6 7 8 9 10
第 1 页,共 2 页
RXT-14-FM-016-K/O
XXX-14-FM-016-K0
压铸铝合金对照表
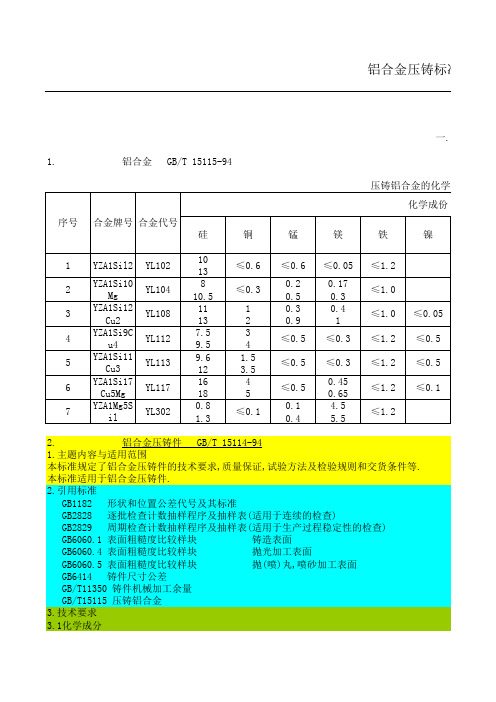
铝合金压铸标准-铝合金压铸标准一.中华人民1. 铝合金 GB/T 15115-942. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.份标准---中国标准华人民共和国国家标准若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
压铸工艺检验记录表

压铸机编号 零件编号 零件名称 模具编号 点检人 点检项目 一快位置 一快流量 二快位置 二快流量/圈数 增压位置 增压流量/圈数 增压触发压力 压射时间 冷却时间 增压延时 回锤延时 压射压力表 料柄厚度 喷涂液浓度 铝液温度 喷涂工艺点检 模具冷却水是否畅通 说明:点检人按压铸工艺内容进行工艺点检记录,符合工艺卡的为√,不符合填写数值并在交接班里注明不符合原因,没有特殊情况必须严格按照规定工艺执行,没有工艺参数的为/。 备注:如有工艺不能指导生产,或生产不稳定,请及时反馈。
压铸机型号
设备是否完好
文件编号
年/月
版本号
1
2
3
4
5
6
7
89Biblioteka 101112
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、压铸模零件明细表
序号名称用途材料
1 复位杆引导推杆板复位S45C
2、3、31 推杆便于脱模45钢
4 推板使产品脱模45钢
5 推杆固定板定位加固定顶杆45钢
6 推板导柱给推板导向的,防止因顶出偏移产生的顶针折断45钢
7 推板导套对推出机构起导向作用45钢
8 动模座板直接与压铸机的动模模座固定,使动模部分固定
在压铸机上,并设置限位钉Q235或45钢
9 垫块提供保护和水平支撑面
10 销钉设备中常用的紧固件碳钢
11 支承板通过和动模套板连接来压紧镶块,以形成动模整
体。
45钢
12 动模套版支撑、连接件,用于支撑上模板和连接垫板,在
连接上为防止移动常采用螺钉(或销钉)进行连
接,其内侧与导套相接触
45钢
13 挡块防止脱落硅青铜
14、30、32、33 螺钉零件之间的紧固连接碳钢
15 弹簧使推杆固定板回到原来的位置,来复位。
65、70钢
16 螺杆加热挤出塑化的部分45钢
17 滑块模具的开模动作中能够按垂直于开合模方向或
与开合模方向成一定角度滑动。
45钢
18 定模套版支撑、连接件Q235或
45钢
19 定模座板将定模固定在压铸机的定模模座上,并使得浇口
套对准压铸机压室
45钢
20 楔紧块起锁紧作用,而且还可以起斜导柱的抽芯分型作
用
45钢
21 斜销用来成型铸件的侧边成型面碳钢
22 动模镶块可以做型腔;固定导柱;冷却水道;为复位杆导
向;固定型芯;固定拉料杆
45钢
23 定模镶块分流道;固定导套;充当型腔;做冷却水道;固
定浇口套;连接定模座板;为复位杆后退提供
一个支撑
45钢
24 溢流槽在压铸过程中排除气体、涂料余烬和冷金属,以
提高铸件质量、消除和减少铸件缺陷和改善模具
的热平衡
25 型芯作注塑空心产品的空心部分填充物;与模具的间
隙配合可以用来做排气系统。