SWRCHA冷镦钢检验标准
冷镦钢
影响冷镦钢品质的主要因素及控制措施(一)冷镦钢,又称铆螺钢或冷顶锻钢,是利用金属的塑性,采用冷镦加工成型工艺生产互换性较高的标准件用钢。
冷镦钢产品广泛用于制造螺栓、螺母、螺钉等各类紧固件;另一重要用途是制造冷挤压零部件和各种冷镦成形的零配件,该用途是随着汽车工业发展起来的,逐步扩大到电器、照相机、纺织器材、机械制造等领域。
一、国内外冷镦钢生产概况1、国内冷镦钢我国冷镦钢的标准化工作起步较晚,尚未形成完整体系,冷镦钢用国家标准仅有3个:GB/T6478—2001《冷镦和冷挤压用钢》,GB/T4232—1993《冷顶锻用不锈钢丝》和GB/T5953—1999《冷镦钢丝》。
冷镦用钢的实物品质尚不能完全满足标准件行业要求,在一定程度上依赖进口。
据海关统计,我国每年进口的紧固件在12~13万t。
随着紧固件工业的迅猛发展,新钢种不断地开发和引进,对外的出口日益增多,随汽车、石油、机械等各行业的技术进步,对配套的紧固件提出许多新要求,不但是形式尺寸上的,而且是性能与可靠性上的,实际上是对紧固件材料提出更高的要求。
我国紧固件行业发生了较大的变化,具体表现在:(1)采用国外钢种牌号如10B22M,10B25LHC,MnB123H等,主要是出口订单上规定要使用的牌号。
(2)同一牌号的钢种衍生出多个交货状态的品种,如SWRCH35K,有免退火、正火、退火+磷化交货,满足不同用户的需求。
(3)大量采用合金、低合金钢种,以适合耐高温、耐高压、耐腐蚀的要求,如SNB5-7,SNB16(JIS4107—94),SNB21-24(JIS4108)。
(4)采用抗延时断裂用钢生产的钢结构用螺栓抗拉强度超过1200MPa。
2、国外冷镦钢国外采用HNDS2制造12.9级螺栓(代替SCM440),延时破断有明显改进,采用45CrNiMoTi 在1500MPa级别使用,其性能优于回火马氏体高强度螺栓,贝氏体钢很少见到有(晶界)碳化物析出,避免了穿晶破坏而发生的延时断裂。
SWRCH22A冷镦钢检验标准
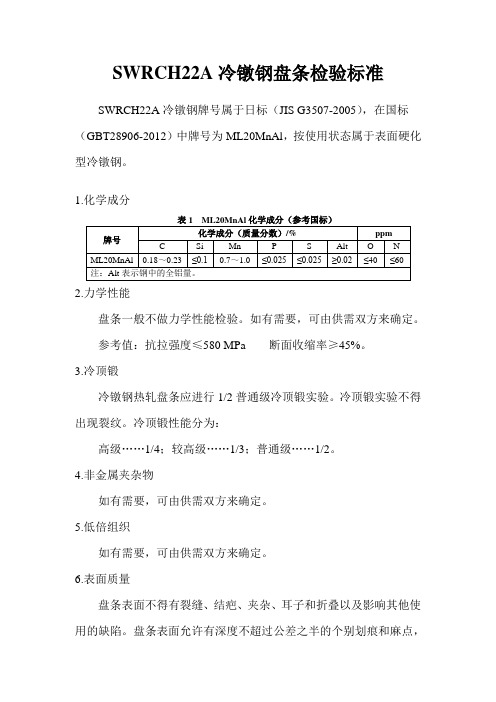
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
Q-BQB-517-2009-冷镦钢盘条

12 SWRCH15K 0.13~0.18 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
13 SWRCH17K 0.15~0.20 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
14 SWRCH20K 0.18~0.23 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法
(常规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)
内燃烧后红外吸收法
YB/T 5293-2006
×100(0 kg
/
t)
6.3 组批规则 盘条应成批检验,每批由同一牌号、同一炉号、同一尺寸的盘条组成。
2
Q/BQB 517-2009
表2
序 号
牌号
C
1 SWRCH6A ≤0.08
2 SWRCH8A ≤0.10
3 SWRCH10A 0.08~0.13
化学成分 a(熔炼分析) % (质量分数)
Si ≤0.10 ≤0.10 ≤0.10
SCM435、SCr440 为 JIS G 4053 中的牌号,ML20MnTiB、ML20MnVB 、ML15Al、ML35 为
GB/T 6478 中的牌号。
a 钢中残余元素(作为杂质元素)Cr≤0.20%,Ni≤0.20%,Cu≤0.20%。
表3
序号
检验项目
试样数量
取样方法及部位
试验方法
1 化学成分(熔炼成分)
冷轧钢(卷)带检验规程及标准

冷轧钢(卷)带检验规程及标准一.适用范围本规程及标准适用于公司内部冷轧工序检验和成品冷硬、退火、二次冷轧钢带的检验二. 参照镀锌板供货技术协议、用户协议、JIS G3141、GB708三.工序检验规程:1酸洗钢带表面质量状况:酸洗卷应平直整齐,无折叠、裂边、刮边:表面无欠酸洗氧化铁皮、锈斑,无过酸洗现象,无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
2轧制:每道次通过测厚仪在线检测钢带厚度,更换道次时检查钢带表面质量状况和裂边情况,人工观察钢带板形,复合浪≤6mm、肋浪≤5mm、边浪≤8mm,浪长≥100mm不允许有严重的碎边浪、荷叶边。
人工观察表面清洁度不允许有整卷的黑带。
无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
3重卷时要保持毛毡清洁,不得二次污染钢卷表面。
切边毛刺量控制在≤0.02mm范围内,不得出现缺刀现象。
薄板切边时S弯≤2mm。
重卷退火的张力要控制在最小范围内、但齐边度要好,错层不得超过5处,错层溢出高度小于等于3mm。
退火前要检查设备是否正常,装炉过程中要轻起慢放、不得边部压折及损伤钢卷。
4平整钢带时应在线对其表面、板形、边部、几何尺寸等质量状况进行检验。
5成品尺寸测定部位:钢带两边大于等于15mm内侧的任意一点为厚度测定部位;钢带两侧长度方向上的任意部位均为宽度的测定部位。
6成品钢带的硬度用小负荷维氏硬度计测定,按GB试验方法执行。
四.检验标准:1冷轧成品厚度允许偏差(见表一)1.1流程状态:视实际需要(可带原料尾部冷轧钢卷)钢带外圈头部15米内厚度允许偏差最大不得超过表一规定值的50%,钢卷尾部(即内径芯部)升、减速10圈内的厚度偏差不列入检测范围1.2交货状态:重卷、精整分切钢卷钢卷头部15米、尾部15米内厚度允许偏差最大不得超过表一规定值的50%。
1.冷轧成品厚度允许偏差单位mm(见表一)厚度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准DR及0.3以下厚度产品以客户要求为准,无特殊要求时执行表一要求中厚板执行附3 标准表一2.冷轧成品宽度允许偏差(见表二)宽度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准单位mm 宽度允许表表二3.冷轧成品表面质量要求B级光亮处理表面3.1表面用磨削处理过的轧辊,对表面进行平滑轧制(指平均粗糙度定向值Ra:0.6um以下)3.2表面无锈斑、残留氧化铁皮、针状黑条等污染物,头尾各15米内允许有少量、轻微的针状黑条。
冷镦杆临时检验标准

冷镦杆临时检验标准整理:2012.03.011、直径¢8.6*18.1的冷镦杆(涉及编码:3200201863、3200201864、3200201866/3200202030-3)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸11.9±0.2可放宽至11.9±0.4;4、攻牙前后检测螺纹底孔及螺纹的垂直度;2、直径¢10*23.1的冷镦杆(涉及编码:3200201913-5)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸13.6±0.2可以放宽至13.6±0.4;4、浅孔深度6.5+0.1/0可以放宽至6.3~6.83、直径¢10.5*23.5的冷镦杆(涉及编码:3200201905-8\3200202009-11)*检验要求:2、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸14.5±0.2可以放宽至14.5±0.4;4、浅孔深度6.0+0.3/0可以放宽至5.8~6.4;4、直径¢12*21.3的冷镦杆(涉及编码:3200202034-7)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸15.5±0.2可放宽至15.5±0.4;4、攻牙前后检测螺纹底孔及螺纹的垂直度;5、直径¢13*26.5的冷镦杆(涉及编码:3200202052、3200202056、3200202057)*检验要求:3、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸18±0.2可以放宽至18±0.4;4、浅孔深度5.5+0.3/0可以放宽至5.3~5.9;6、直径¢13*29.8的冷镦杆(涉及编码:3200201903、3200201904、3200202008)*检验要求:4、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸20.8±0.2可以放宽至20.8±0.4;4、浅孔深度6.0+0.3/0可以放宽至5.8~6.4;。
swrcha冷镦钢检验标准

SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使
用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
各国冷镦钢标准对照
各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
swrcha冷镦钢盘条质量研究 (3)
第38卷第3期2016年6月甘肃冶金GANSU METALLURGYVol.38No.3Jun.,2016文章编号:1672-4461(2016)03-0033-03SWRCH22A冷镦钢盘条质量研究王忠伟,温国栋,刘和家(天津荣程联合钢铁集团有限公司,天津300352)摘要:本文通过对Φ6.5mm冷镦钢SWRCH22A原料盘条及成品自攻钉进行一系列对比分析,确定夹杂物和魏氏组织是影响盘条拉拔性能的主要因素,盘条表面质量缺陷造成冷镦开裂,而连铸坯中心疏松和缩孔将导致自攻钉扭矩不足及钉尖开裂。
提出了SWRCH22A生产过程中质量提升的关键措施。
关键词:酸溶铝;夹杂物;魏氏组织;偏析;缩孔中图分类号:TG316文献标识码:AThe Quality ofResearch in SWRCH22A Cold Heading Steel WireRodWANG Zhong-wei,WEN Guo-dong,LIU He-jia(TianjinRockcheck Steel Group Co.Ltd.,Tianjin300352,China)Abstract:This article through toΦ6.5mm cold heading steel SWRCH22A rod raw material and finished product self tap-ping screw for a series of contrast analysis,determine the inclusion and widmanstatten structure is the main factors influen-cing the performance of wire rod drawing,wire rod surface quality defects caused by cold heading cracking,and casting bil-let center loose and shrinkage cavity will result in insufficient self-drilling screw torque and spikes craze.Put forward the key to improve the quality in the producing process of SWRCH22A measures.Key Words:acid soluble;inclusions;widmanstatten structure;segregation;shrinkage cavity1引言SWRCH22A是按照日本工业标准JIS G3507-2005生产的热轧无扭控冷盘条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S W R C H A冷镦钢检验标
准
This manuscript was revised by the office on December 10, 2020.
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标
(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过的个别发纹。
7. 尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B 级),直径允许偏差为±,不圆度要求≤。