啄木鸟雕刻机DSC-931
新代参数设定参考手册

新代参数设定参考手册(总87页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除新代科技參數設定說明手冊by : 新代科技date :2006/11/20ver : 9.5版本更新記錄目錄1.參數總表 (7)2.參數設定說明 (36)2.1 系統基本參數設定 (36)2.1.1 硬體環境設定 (36)2.1.1.1 軸卡基本參數設定 (36)2.1.1.1.1Pr01 軸板基址 (36)2.1.1.1.2Pr09 軸板型態 (37)2.1.1.1.3 Pr10 伺服警報接點型態 (37)2.1.1.1.4Pr11 軸卡時脈來源 (38)2.1.1.1.5Pr12 SERVO6 軸卡最高時脈 (38)2.1.1.1.6Pr13 軸卡數目 (38)2.1.1.2 I/O 卡基本參數設定 (39)2.1.1.2.1Pr03 I/O 板基址 (39)2.1.1.2.2Pr05 I/O 板組態 (39)2.1.1.2.3Pr15 I/O 卡數位濾波程度 (42)2.1.1.3 控制精度設定 (43)2.1.1.3.1 Pr17 控制精度 (43)2.1.1.4 螢幕功能鍵型態設定 (43)2.1.1.4.1 Pr3205 功能鍵型態 (43)2.1.1.5 螢幕型別 (44)1 Pr3211 螢幕型別 (44)2.1.1.6 預設外部存取資料磁碟機代號 (44)1 Pr3213 磁碟機代號 (44)2.1.1.7 選擇控制面板鍵盤型態 (44)1 Pr3217 選擇控制面板鍵盤型別 (44)2.1.1.8 系統掃瞄時間設定 (45)1 Pr3202 I/O 掃描時間 (45)2 Pr3203 運動補間時間 (45)3 Pr3204 PLC 掃描時間 (45)2.1.2 軟體介面環境參數設定 (46)2.1.2.1 應用功能參數設定 (46)1 Pr411 G00 運動方式 (46)2 Pr413 G92(G92.1)座標保留模式設定 (46)2.1.2.1.3 Pr414 工件座標系統保留模式 (46)4 Pr415 重置或關機時保留目前刀長資料 (47)5 Pr3207 C/S 界面版本編號 (47)6 Pr3215 選刀時呼叫副程式 (47)7 Pr3241 工件程式小數點型態 (47)8 Pr3243 鍵盤重置鍵由 PLC 處理 (48)9 Pr3245 刀長磨耗補償輸入增量最大值 (48)0 Pr3801 G95 時進給量與主軸位置緊密偶合 (48)Pr3807 圓弧終點不在圓弧上檢查視窗 (49)2.1.2.1.12 Pr3809 UVW 為 XYZ 軸增量指令 (49)2.1.2.1.13 Pr3815 刀具半徑補償預看模式 (49)2.1.2.1.14 Pr3816 刀長補償模式 (49)5 Pr3819 過切檢查型態 (50)Pr3851 斷刀處理程式號碼 (50)2.1.2.2 系統人機介面設定 (51)1 Pr3201 設定啟動車床規則 (51)2 Pr3209 語言設定 (51)3 Pr3219 系統安裝組態 (52)4 Pr3221 除錯模式 (52)5 Pr3223 啟動系統管理功能 (53)6 Pr3225 螢幕保護功能延遲時間 (53)7 Pr3227 螢幕解析度 (53)2.1.2.2.8 Pr3229 關閉工件座標系統功能 (53)9 Pr3247 速率顯示方法 (54)2.2.伺服軸向參數設定 (55)2.2.1 各軸對應機械軸設定 (55)2.2.1.1 Pr21~Pr40 伺服對應的機械軸 (55)2.2.2 軸向馬達運動方向的設定 (55)2.2.2.1 Pr41~Pr60 馬達運動方向設定 (55)2.2.3 軸向命令與回授解析度設定 (56)2.2.3.1 Pr61~Pr80 位置感測器解析度 (56)Pr81~Pr100 軸卡回授倍頻 (56)Pr121~Pr160 螺桿側齒輪齒數,馬達側齒輪齒數 (56)Pr161~Pr180 螺桿寬度(Pitch) (56)Pr181~Pr200 伺服系統的位置迴路增益 (56)Pr201~Pr220 位置感測器型態 (56)Pr341~Pr360 位置命令倍率分子 (56)Pr361~Pr380 位置命令倍率分母 (56)2.2.4 各軸向應用型態設定 (58)2.2.4.1 Pr221~Pr226 軸型態 (58)2.2.4.2 Pr281~Pr300 選擇半徑軸或直徑軸 (59)2.2.5 各軸向顯示名稱設定 (59)2.2.5.1 P r321~Pr340 設定軸的名稱 (59)2.2.6 軸向控制模式設定 (60)2.2.6.1 Pr381~Pr400 位置伺服控制模式 (60)2.2.7 定位檢查功能設定 (60)2.2.7.1 Pr421~Pr440 切削時位置檢查的視窗範圍 (60)2.2.7.2 Pr481~Pr500 快速移動(Rapid T ravel, G00)時位置檢查的視窗範圍 (61)2.2.7.3 Pr561~Pr580 遺失位置檢查視窗 (61)2.2.7.4 Pr901~Pr920 零速檢查視窗 (61)2.2.8 各軸向左右軟體行程極限保護 (61)2.2.8.1 Pr2401~Pr2440 軟體第一行程保護的範圍 (61)2.2.8.2 Pr2441~Pr2480 軟體第二行程保護的範圍 (62)2.3.主軸參數設定 (63)2.3.1 主軸對應命令輸出埠設定 (63)2.3.1.1 Pr1621~Pr1630 主軸對應的機械軸或邏輯軸 (63)2.3.2 主軸命令參數設定 (63)2.3.2.1 Pr.1631~Pr.1636 主軸零速offset 速度 (63)2.3.2.2 Pr.1641~Pr.1646 主軸編碼器極性 (63)2.3.2.3 Pr.1651~Pr.1656 主軸馬達編碼器一轉的Pulse 數 (63)2.3.2.4 Pr.1661~Pr.1666 主軸回授倍頻 (64)2.3.2.5 Pr.1671~Pr.1676 主軸馬達增益 (64)2.3.2.6 Pr.1681~Pr.1692 主軸第一檔齒數比 (64)Pr.1901~Pr.1952 主軸第四檔齒數比 (64)2.3.2.7 P r.1711~Pr.1716 主軸是否安裝編碼器 (65)2.3.3 主軸運動轉速設定參數 (65)2.3.3.1 Pr.1721~Pr.1726 主軸寸動速度 (65)2.3.3.2 Pr.1731~Pr.1736 主軸最低轉速 (65)2.3.3.3 Pr.1801~Pr.1806 主軸最高轉速 (65)2.3.3.4 Pr.1821~Pr.1826 主軸伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主軸加減速時間 (66)2.3.3.6 Pr.1851~Pr.1856 主軸重力加速度加減速時間 (66)2.3.4 主軸定位設定參數 (66)2.3.4.1 Pr.1741~Pr.1746 主軸定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主軸定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主軸原點偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主軸定位最低速度 (67)2.3.4.5 Pr.1791~Pr.1796 主軸馬達型態 (67)2.3.4.6 P r.1811~Pr.1816 主軸編碼器安裝位置 (67)2.3.4.7 Pr.1841~Pr.1846 主軸Y-Delta 切換速度 (67)2.4.軸向運動特性設定參數 (69)2.4.1 切削時前加減速運動規劃 (69)2.4.1.1 Pr401 切削加減速時間 (69)Pr402 重力加速度加減速時間 (69)Pr405 切削的最高進給速度 (69)Pr541~Pr560 各軸切削的加減速時間 (69)Pr621~Pr640 各軸切削的最高進給速度 (69)Pr641~Pr660 各軸重力加速度加減速時間 (69)2.4.2 切削時後加減速運動規劃 (71)2.4.2.1 Pr404 後加減速切削鐘型加減速時間 (71)2.4.3 切削時直線轉角自動減速功能 (73)2.4.3.1 P r406 轉角參考速度 (73)2.4.4 切削時圓弧切削運動最高進給速度設定 (74)2.4.4.1 Pr408 半徑5mm 圓弧切削參考速度 (74)2.4.5 快速移動及 JOG 時的加減速規劃 (75)2.4.5.1 Pr441~Pr460 各軸快速移動(G00)的加減速時間 (75)Pr461~Pr480 各軸快速移動(G00)的最高進給速度 (75)Pr501~Pr520 各軸快速移動(G00)的F0 速度 (75)Pr521~Pr540 各軸JOG 速度 (75)2.5.尋原點動作設定參數 (76)2.5.1 尋原點方式設定參數 (76)2.5.1.1 Pr961~Pr980 各軸尋原點方法 (76)2.5.2 尋原點動作規格與參數設定 (76)2.5.2.1 Pr821~Pr840 各軸第一段尋原點速度 (76)Pr841~Pr860 各軸第二段尋原點速度 (76)Pr861~Pr880 各軸尋原點為負方向 (76)2.5.3 原點偏移功能設定參數 (77)2.5.3.1 Pr881~Pr900 原點的偏移量設定 (77)2.5.4 原點柵格量功能設定參數 (78)2.5.4.1 Pr941~Pr960 啟動尋原點柵格功能 (78)2.6.手輪功能設定參數 (80)2.6.1 手輪訊號輸入設定參數 (80)2.6.1.1 Pr2031~Pr2034 手輪對應的機械軸 (80)2.6.2 手輪訊號解析度設定參數 (80)2.6.2.1 Pr2041~Pr2044 手輪Encoder 一轉的Pulse 數 (80)Pr2051~Pr2054 手輪回授倍頻 (80)2.6.3 手輪段數設定參數 (80)2.6.3.1 Pr2001 手輪第四段倍率設定 (80)2.6.4 手輪模擬功能設定參數 (81)2.6.4.1 Pr2003 手輪模擬對應手輪號碼 (81)2.6.5 手輪驅動軸向功能設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.6.5 手輪設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.7.機構補償功能設定參數 (82)2.7.1 尖角誤差補償設定參數 (82)2.7.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (82)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (82)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (82)2.8.軸耦合功能設定參數 (85)2.8.1 軸耦合功能設定參數 (85)2.8.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (85)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (85)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (85)1.參數總表2.參數設定說明2.1 系統基本參數設定2.1.1 硬體環境設定軸卡基本參數設定2.1.1.1.1 Pr01 軸板基址1.Servo_4 軸卡對應 I/O 基址與跳線規則:軸卡二片以下 Pr01今800 軸卡超過二片 Pr01今7682.S ervo_6 的第一片軸卡基址為768(目前一部控制器僅支援一張 Servo_6,不可與 Servo_4 混插)3.E mbedded 第一片軸卡基址固定為5122.1.1.1.2 Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點 Normal Open( A 接點)3:SVO4+伺服警報接點為常閉接點 Normal Close( B 接點)4:EMP45:SERVO69:虛擬軸卡2.1.1.1.3 Pr10 伺服警報接點型態0: SERVO 6 軸卡警報為常開接點 Normal Open( A 接點)1: SERVO 6 軸卡警報為常閉接點 Normal Close( B 接點)2.1.1.1.4 Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定 0 為使用軸卡自已時脈設定 1 為共用控制器底板 IPC Bus 時脈設定 2 為共用主機板 VIA 時脈設定原則:一體機控制器今請設定『0』非一體機控制器今請設定『2』舊型 486 主機板控制器今請設定『1』2.1.1.1.5 Pr12 SERVO6 軸卡最高時脈此參數為設定 Servo6 軸版最高時脈。
啄木鸟雕刻机DSC-931

啄木鸟雕刻机DSC-931主板操作步骤1.首先旋转钥匙开关如下图。
2.接着机器正在开启状态如下图。
3.然后机器开起来但是没有回原点如下图。
4.接着按Esc或者Set按钮回原点,如下图。
5.接着它回原点之后不会重新回到工作原点的,也就是工
件原点如下图,我们要按确定键(也就是面板上面的对号按钮)回工件原点。
具体怎么按键就不在此仔细说明了。
6.把U盘插入机器的USB接口处,如下图。
7.接着按F2(也就是数字2)进行文件选择,如下图。
8.然后再按F1(也就是数字1)选择U盘文件。
如下图
9.接着按上下左右键进行选择文件,选择好了以后再单击0
进行选择。
(这里有两种选择的方法,一种是按0直接清除并且复制,还有一种方法是按上下移动Z轴中间的按钮,也就是定位Z轴的按钮进行复制)按好按钮后系统
会直接复制或者清空复制到面板的内存中去的,他会直接回到桌面我只是问了让大家看的更清楚更明白所以截图出来的,与下面步骤无关,(相同的文件名是可以在面板的存储内容中共存的)。
如下图。
10.如果不放心的话可以按照上面的步骤进行查看,先按F2
(2)再按F1(1)。
就可以打开如下图。
11.接着按下确定键(对号)就会吧把文件输到桌面上,如
下图。
自动雕刻机精密雕刻机
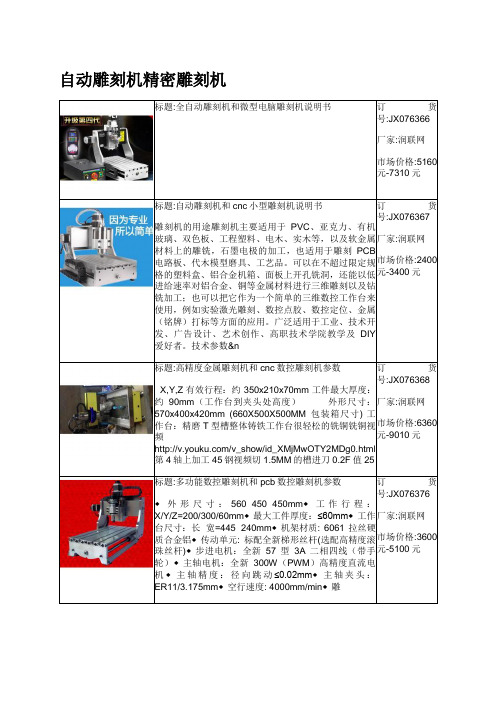
厂家:润联网
市场价格:11280元-15980元
标题:木工数控雕刻机和大型数控雕刻机参数
机器特点:·机架采用铸铁+45号钢静电喷塑,可加高型防尘设计,Z轴拉风式防尘设计,高档全铝合金机箱。·主轴: 国内440瓦主轴 美国二手300瓦直流主轴 变频水冷主轴 可供选择。·变频器:国内著名品牌1.5KW 220伏变频器。·机架: 龙门立柱厚度20MM 。·丝杆: 三轴均采用进口1605滚珠丝杆。·滑道: X Y轴25MM轴承钢高频淬火光轴 Z轴20MM轴承钢高频淬火光轴。·全新57 3A步进
订货号:JX076383
厂家:润联网
市场价格:5280元-7480元
标题:木工数控雕刻机和微型电脑刻字机说明书
主机部分:X轴有效行程(左右运行):300mm;Y轴有效行程(前后运行):400mm;Z轴有效行程(上下运行):100mm; 工作台面尺寸:440mm(X轴)* 540mm(Y轴)*20mm(Z轴); 机器外形尺寸:450mm(X轴) *600(Y轴) * 480 (Z轴) mm;机架材料:6061、6063合金铝材,15mm加厚移动龙门;机器重量:净重42kg,木架包装好后重量50kg,体积0.25m3;使用电压:交流AC 220V(110V可选)/50Hz普通家庭用电即可
订货号:JX076367
厂家:润联网
市场价格:2400元-3400元
标题:高精度金属雕刻机和cnc数控雕刻机参数
·X,Y,Z有效行程:约350x210x70mm工件最大厚度:约90mm(工作台到夹头处高度) ·外形尺寸:570x400x420mm (660X500X500MM 包装箱尺寸)·工作台:精磨T型槽整体铸铁工作台很轻松的铣铜铣铜视频/v_show/id_XMjMwOTY2MDg0.html 第4轴上加工45钢视频切1.5MM的槽进刀0.2F值25
啄木鸟雕刻机使用说明

a、选刀应从大到小更换
例:胸牌数目较多时若用0.3的刀只有很少的笔画刻不出来。
解决方法:
(1)换0 .2或者0.1的刀(根据字体来定)
(2)将刻不出来的笔画宽度放大
b、下刀深度:扫描、二维雕刻、兜边、二维铣削、绘图0mm二维切割1 .4 mm。
c、雕刻方式:
(1)二维雕刻:
(2)扫描:扫描类型用“区域”方式用“来回”选择之前或之后兜边“经过参数”中的剩余要改为“0”。
③移动速度(15-40)(速度快慢主要取决于加工图形的笔画之间的间距)
④缓冲方式(2)
三、水晶字、VC字制作:
涉及工具:拆开工具集合工具改变方向工具
制作流程:
1、排版(图形按节省材料的原则排列)在CAD模块中设计好后进入CAM模块
2、在CAM模块中选择二维切割进行计算生成刀具径增加一个层次然后在刀具径一览表中选中二维切割点右键选择刀具径然后退出CAM模块。
五、常用刀具:
常用刀具分三种:
1、锥刀(主要用于雕刻)
1、铣刀(用于水晶字、VC的切割)增加/刀具时在“技术参数”里每次切削设为60。
2、V型刀(用于三维雕刻、倒边)
锥刀根据刀柄直径、角度、刀尖直径区分例如:c-0.2-30-3.175\c-0.1-40-3.175,c代表锥刀、3.175、6代表直径、30、40代表角度、0.2、0.1代表刀尖直径。
铣刀根据刀刃直径区分例如:z-1.5\z-2\z-3.175\z-4\z-6,z代表铣刀1.5、2、3.175、4、6代表刀柄直径V型刀根据刀柄直径、角度、刀尖直径区分常用有两种c-0.-90-32\c-0.2-120-32
六、Tye3的安装:
1.打开tye3光盘双击TYE3V4200文件夹双击setu.exe文件按提示安装安装完之后重新启动电脑。
啄木鸟激光雕刻机雕树叶参数设置

啄木鸟激光雕刻机雕树叶参数设置随着科技的发展,激光雕刻机在各个领域中的应用越来越广泛。
啄木鸟激光雕刻机作为一种高性能的激光设备,其在树叶雕刻方面的应用也备受瞩目。
本文将为大家详细介绍啄木鸟激光雕刻机在雕树叶过程中的参数设置及操作步骤。
一、引言啄木鸟激光雕刻机以其高精度、高效率的特点在雕刻领域取得了良好的口碑。
在树叶雕刻这一领域,啄木鸟激光雕刻机同样表现出色。
接下来,我们将详细介绍如何在啄木鸟激光雕刻机上设置树叶雕刻参数。
二、设备简介啄木鸟激光雕刻机具备卓越的性能和人性化设计。
其主要特点如下:1.高精度:采用高精度激光发生器,确保雕刻效果清晰、细腻。
2.高速度:高速扫描系统,提高雕刻效率。
3.智能控制:支持多种雕刻模式和参数设置,方便用户操作。
4.安全防护:配备完善的安全防护措施,确保使用过程安全无忧。
三、参数设置在啄木鸟激光雕刻机上进行树叶雕刻,关键参数设置如下:1.分辨率:根据树叶雕刻的细腻程度,调整激光雕刻机的分辨率。
一般建议使用较高分辨率,以获得更清晰的雕刻效果。
2.速度:根据雕刻材料的厚度和硬度,适当调整激光雕刻机的速度。
速度过快可能导致雕刻不清晰,过慢则会影响效率。
3.功率:根据树叶的材质和厚度,合理选择激光功率。
一般而言,较低的功率适用于较薄的材料,较高的功率适用于较厚的材料。
4.吹风速度:适当调整吹风速度,有助于清除切割过程中产生的烟雾和碎屑,保证雕刻质量。
四、操作步骤1.连接设备:将激光雕刻机与电脑连接,安装相应软件。
2.设计图案:使用专业软件设计树叶雕刻图案,并导出为激光雕刻机可识别的格式。
3.导入文件:将设计好的图案导入激光雕刻机控制系统。
4.参数设置:根据实际情况,调整分辨率、速度、功率等参数。
5.预览效果:在控制系统中预览雕刻效果,确认无误后开始雕刻。
6.启动雕刻:按下启动按钮,激光雕刻机开始工作。
五、注意事项1.使用前务必阅读设备说明书,熟悉操作流程和注意事项。
2.确保电源稳定,避免设备因电源波动而损坏。
啄木鸟激光雕刻机雕树叶参数设置
啄木鸟激光雕刻机雕树叶参数设置(原创实用版)目录1.引言2.啄木鸟激光雕刻机的介绍3.雕树叶参数设置的具体步骤4.参数设置的影响因素5.注意事项6.结语正文【引言】在现代科技发展的推动下,激光雕刻技术被广泛应用在各个领域。
其中,啄木鸟激光雕刻机在雕刻领域表现尤为出色。
本文将为大家介绍如何使用啄木鸟激光雕刻机设置雕树叶的参数。
【啄木鸟激光雕刻机的介绍】啄木鸟激光雕刻机是一款高精度的激光雕刻设备,适用于各种非金属材料的雕刻、切割。
其性能稳定,操作简便,是雕刻行业的理想选择。
【雕树叶参数设置的具体步骤】1.选择合适的图形:首先,你需要选择一款适合雕刻树叶的图形,并将其导入到雕刻机的操作软件中。
2.设置雕刻速度:雕刻速度是影响雕刻效果的重要因素。
一般来说,速度越快,雕刻效果越差。
因此,建议根据实际情况,选择适当的雕刻速度。
3.设置雕刻功率:雕刻功率决定了激光的强度,直接影响到雕刻的深度。
根据雕刻材料的不同,选择合适的雕刻功率。
4.设置雕刻范围:根据树叶的大小,设置雕刻范围,确保雕刻出的树叶在合适的尺寸内。
5.设置切割方式:对于树叶的切割,一般选择“穿透切割”方式,这样可以保证切割边缘的平整度。
【参数设置的影响因素】参数设置会受到以下因素的影响:1.雕刻材料的种类和硬度:不同材料对激光的反应不同,硬度大的材料需要更高的雕刻功率和速度。
2.雕刻图形的复杂度:复杂的图形需要更长的雕刻时间和更高的雕刻功率。
3.环境温度和湿度:环境温度和湿度对激光雕刻效果也有影响,需要注意控制。
【注意事项】1.在使用激光雕刻机时,一定要做好防护措施,避免激光直射眼睛。
2.雕刻过程中,不要触摸正在雕刻的物体,以免发生意外。
3.定期检查雕刻机的工作状态,发现异常及时处理。
【结语】通过合理的参数设置,你可以用啄木鸟激光雕刻机轻松地雕刻出各种精美的树叶。
DISCO公司产品系列介绍
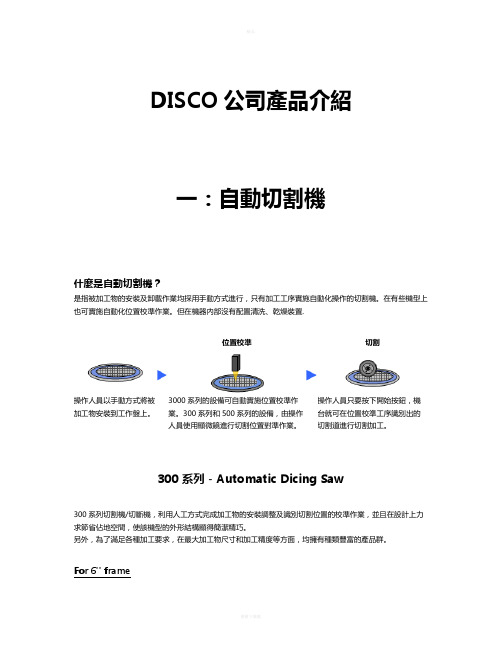
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
J-TG2018-001--DSC931雕刻机操作流程
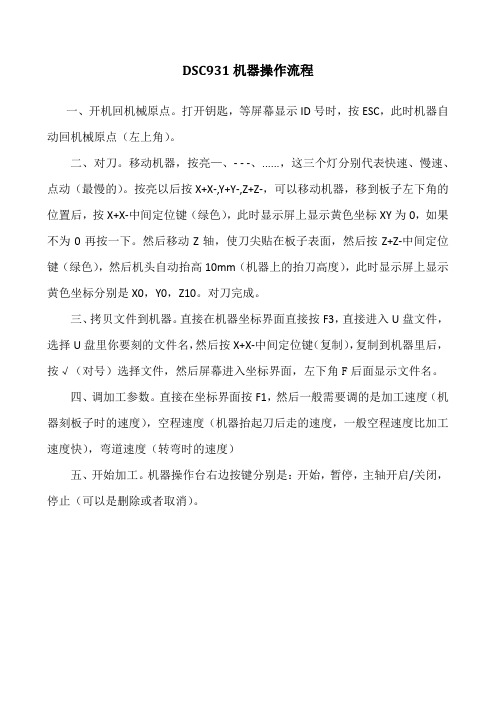
DSC931机器操作流程一、开机回机械原点。
打开钥匙,等屏幕显示ID号时,按ESC,此时机器自动回机械原点(左上角)。
二、对刀。
移动机器,按亮—、- - -、......,这三个灯分别代表快速、慢速、点动(最慢的)。
按亮以后按X+X-,Y+Y-,Z+Z-,可以移动机器,移到板子左下角的位置后,按X+X-中间定位键(绿色),此时显示屏上显示黄色坐标XY为0,如果不为0再按一下。
然后移动Z轴,使刀尖贴在板子表面,然后按Z+Z-中间定位键(绿色),然后机头自动抬高10mm(机器上的抬刀高度),此时显示屏上显示黄色坐标分别是X0,Y0,Z10。
对刀完成。
三、拷贝文件到机器。
直接在机器坐标界面直接按F3,直接进入U盘文件,选择U盘里你要刻的文件名,然后按X+X-中间定位键(复制),复制到机器里后,按√(对号)选择文件,然后屏幕进入坐标界面,左下角F后面显示文件名。
四、调加工参数。
直接在坐标界面按F1,然后一般需要调的是加工速度(机器刻板子时的速度),空程速度(机器抬起刀后走的速度,一般空程速度比加工速度快),弯道速度(转弯时的速度)五、开始加工。
机器操作台右边按键分别是:开始,暂停,主轴开启/关闭,停止(可以是删除或者取消)。
DSC931常见特殊情况处理一、加深或者抬高。
加工过程中可能会遇到没刻透,或者刻深了,一般这种情况在刚开始时候,发现后,按停止键停止加工(机器回工作原点),然后按F2,进入坐标界面,然后按最左下角的斜箭头(√下面的那个),光标变到原点Z上。
例如上面显示-50.5,加深0.2,就直接输入数字-50.7,如果抬高0.2,就输入数字-50.3。
然后按√。
如果输错,或者改错了,按停止键取消,千万别按ESC。
二、断刀后处理。
加工过程中断刀后,按停止键停止机器,然后换上新刀,重新对Z轴(把刀尖贴到板子表面,然后按Z+Z-中间定位键。
这时候千万别X+X-中间定位键)。
对刀对好后。
按SET——F3(功能选项)——F2(行号补刀)——输入目标行(目标行比当前行要小,具体小多少看你停止的位置和断刀的位置差的距离,距离越长小的越多),输完后按√,此时机器处于暂停状态,按暂停键,机器开始接着工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
啄木鸟雕刻机DSC-931主板操作步骤1.首先旋转钥匙开关如下图。
2.接着机器正在开启状态如下图。
3.然后机器开起来但是没有回原点如下图。
4.接着按Esc或者Set按钮回原点,如下图。
5.接着它回原点之后不会重新回到工作原点的,也就是工
件原点如下图,我们要按确定键(也就是面板上面的对号按钮)回工件原点。
具体怎么按键就不在此仔细说明了。
6.把U盘插入机器的USB接口处,如下图。
7.接着按F2(也就是数字2)进行文件选择,如下图。
8.然后再按F1(也就是数字1)选择U盘文件。
如下图
9.接着按上下左右键进行选择文件,选择好了以后再单击0
进行选择。
(这里有两种选择的方法,一种是按0直接清除并且复制,还有一种方法是按上下移动Z轴中间的按钮,也就是定位Z轴的按钮进行复制)按好按钮后系统
会直接复制或者清空复制到面板的内存中去的,他会直接回到桌面我只是问了让大家看的更清楚更明白所以截图出来的,与下面步骤无关,(相同的文件名是可以在面板的存储内容中共存的)。
如下图。
10.如果不放心的话可以按照上面的步骤进行查看,先按F2
(2)再按F1(1)。
就可以打开如下图。
11.接着按下确定键(对号)就会吧把文件输到桌面上,如
下图。