毛衫工艺设计
毛衫吓数工艺设计
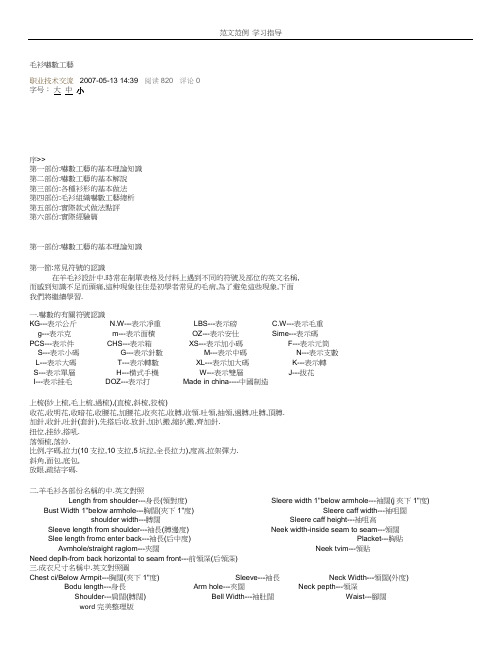
毛衫嚇數工藝职业技术交流 2007-05-13 14:39 阅读820 评论0字号:大中小序>>第一部份:嚇數工藝的基本理論知識第二部份:嚇數工藝的基本解說第三部份:各種衫形的基本做法第四部份:毛衫組織嚇數工藝總析第五部份:實際款式做法點評第六部份:實際經驗篇第一部份:嚇數工藝的基本理論知識第一節:常見符號的認識在羊毛衫設計中.時常在制單表格及付料上遇到不同的符號及部位的英文名稱,而感到知識不足而頭痛,這种現象往住是初學者常見的毛病,為了避免這些現象,下面我們將繼續學習.一.嚇數的有關符號認識KG---表示公斤 N.W---表示凈重 LBS---表示磅 C.W---表示毛重g---表示克 m---表示面積 OZ---表示安仕 Sime---表示碼PCS---表示件 CHS---表示箱 XS---表示加小碼 F---表示元筒S---表示小碼 G---表示針數 M---表示中碼 N---表示支數L---表示大碼 T---表示轉數 XL---表示加大碼 K---表示轉S---表示單層 H---橫式手機 W---表示雙層 J---拔花I---表示挂毛 DOZ---表示打 Made in china----中國制造上梳(紗上梳,毛上梳,過梳),(直梳,斜梳,狡梳)收花,收明花,收暗花,收腰花,加腰花,收夾花,收膊,收領.吐領,抽領,過膊,吐膊,頂膊.加針,收針,吐針(套針),先搭后收.放針,加扒搬,縮扒搬,齊加針.扭位,挂紗,搭吼.落領梳,落紗.比例,字碼,拉力(10支拉,10支拉,5坑拉,全長拉力),度高,拉架彈力.斜角,面包,底包,放眼,疏結字碼.二.羊毛衫各部份名稱的中.英文對照Length from shoulder---身長(領對度) Sleere width 1"below armhole---袖闊(j夾下1"度) Bust Width 1"below armhole---胸闊(夾下1"度) Sleere caff width---袖咀闊shoulder width---膊闊 Sleere caff height---袖咀高Sleeve length from shoulder---袖長(膊邊度) Neek width-inside seam to seam---領闊Slee length fromc enter back---袖長(后中度) Placket---胸貼Avmhole/straight raglom---夾闊 Neek tvim---領貼Need deplh-from back horizontal to seam front---前領深(后領深)三.成衣尺寸名稱中.英文對照圖Chest ci/Below Armpit---胸闊(夾下1"度) Sleeve---袖長 Neck Width---領闊(外度)Bodu length---身長 Arm hole---夾闊 Neck pepth---領深Shoulder---肩闊(膊闊) Bell Width---袖肚闊 Waist---腳闊第二節單位的換算單位換算這一節是學習重點之一,運算速度直接影響嚇數工芑快慢,準確與否直接影響羊毛衫成品質量,所以希望學員作重點學習一.長度單位換算1米=10分米 1分米=10厘米 1市尺=33厘米=1.3英尺 1英寸=2.54厘米1厘米=10毫米 1厘米=0.39英寸 1碼=91.5厘米 1英寸=8分二.英寸與分的換算1分=0.125英寸 3分=0.375英寸 5分=0.625英寸 7分=0.875英寸2分=0.25英寸 4分=0.5英寸 6分=0.75英寸 8分=1英寸三.重量的有關換算1公斤=2斤 1磅=0.907斤 1安仕=28.375克1斤=1.1磅 1磅=16安仕 1克=0.03524安仕四.磅與安仕的換算1安仕=0.0625磅 5安仕=0.3125磅 9安仕=0.5625磅 13安仕=0.8125磅2安仕=0.125磅 6安仕=0.375磅 10安仕=0.625磅 14安仕=0.875磅3安仕=0.1875磅 7安仕=0.4375磅 11安仕=0.6875磅 15安仕=0.9375磅4安仕=0.25磅 8安仕=0.5磅 12安仕=0.75磅 16安仕=1磅五.1打=12件其關系換算如下1件=0.0833打 4件=0.333打 7件=0.5833打 10件=0.8333打2件=-0.1667打 5件=0.41667打 8件=0.6667打 11件=0.91667打3件=0.25打 6件=0.5打 9件=0.75打 12件=1打第二節羊毛衫各部位名稱的認識在羊毛衫款式設計運算中,是根據各款衫型的不同部位來計算出其所需的針.轉數的.這也是確寂一件衫的好與壞的重要工藝,而羊毛衫各部位名稱與不同的單位及不同客戶要求不同而表示不同.這也是我們初學者今后學習的重點之一一.各部位的量法胸闊:夾下1寸處橫量尺雨身長: 從領邊度至衫腳底邊的尺寸膊闊: 左.右兩邊肩闊間的區離尺寸腰闊: 腰中位置兩國間的區離尺寸 ,一般腰的位置是膊邊度量15 1/2 寸左.右的位置.腳闊: 衫腳羅紋底邊橫度尺寸.腳高: 衫腳羅紋高度的尺寸袖長: 在羊毛衫款式設計中.袖長的度法有兩种.一种是從后領中點位置度至袖咀羅紋邊沿尺寸.這种度法在羊毛衫嚇數工藝中叫做后中度.一种是從衣衫膊邊量至袖咀羅紋邊尚尺寸.這种度法在羊毛衫嚇數工藝中叫做膊邊度.夾闊: 從肩寬點至腋下斜量的尺寸.袖夾闊: 袖夾闊又名袖闊,袖夾下1寸垂直度至袖上邊的尺寸.袖咀闊: 袖咀羅紋高度尺寸.后領闊: 后領闊在羊毛衫工藝中度法很多,一种是領邊縫線至縫線度法.稱為外度.而另一种是內度,量后領里樑.在運算一定要區分清楚.前領深: 后領水平線中點至前縫.線這种度法在羊毛衫嚇數工藝中稱為膊水平線至於線,對於V領來說,若是水平線至頂的話.計算時就加領尖長度.對於V領開胸衫來說,是從領水平線度至第一粒鈕中.后領深: 一般指后領水平線度於后領縫線尺寸.領高: 又稱領貼高度.是領羅紋高度的尺寸.袖山高: 指袖收夾時的夾上轉數,而一般即出現在彎夾衫嚇數工藝設計中.第三節羊毛衫常見衫型在羊毛衫款式設計中,其型式是多种多樣的,但衫型的變化主要有如下幾种:一.直夾直膊型:如圖3-1所示.這种款式設計工藝簡單,便於操作,也是羊毛衫設計中最簡單的一种,其最主要的變化是靠型和花色及織法結構而變化.二.入夾衫型:如圖(3-2)所示,這种款式設計工藝簡單,也是羊毛衫設計中最簡單的一,种其主要的除了領型花色及織法結構外,還可以靠膊斜形式不同而變化,如:后膊做收花或骨等等.三.彎夾(亦稱為西裝夾型)如圖3-3所示.這種款式是羊毛衫設計中常見的一种,也是目前內,外銷產品常採用的款式,其主要特點是穿著自如,耐看,跟上各市區和各民族的步伐,但設計上千變萬化,是我們本書學習的重點之一.四.尖膊衫.亦叫做斜袖品种如圖3-4所示.這是羊毛衫設計中難度較大,形式變化比較多的一种,其工藝要求也是比較多,以后我們再繼續學習.五.馬鞍膊如圖3-5所示.這种款式一般出現在男裝衫上款式較新穎,其設計工藝上也是比較複雜,以后我們再作較詳細的學習.第五節工藝設計要求羊毛衫工藝設計是根據產品的款式,規格尺寸手感及成品重量等要求來制定操作工藝的,羊毛衫生產過程是按工藝操作要求進行的.因經工藝設計得正確與否,會直接影響成品質量和勞動生產率.一.工藝設計原則1.按經濟價值分高.中.低樑產品設計.2.以多.快.好.省為原則,晝節省原料和工作時間.3.結合實際生產情況(包括原料.設備.操作及各種生產力的平衡)制定優化的工藝路線.4.工藝設計必須結合車間實際情況,便於操作在不影響產品質量的前提下,結合自動化,盡量減少停工.停車.一定要提高生產率.5.為了保證產品的質量要求.一定要先試驗樣辦.后決定工藝,先封樣,然后再投產.二.工藝設計內容羊毛衫的生產工藝主要有織片(橫式手機,花機,電腦機).成衣(縫盤)和后整理等方面.具體要求如下:1.樣品分析,即根據樣品資料,確定原料.紗支.機型號.坯布(布片)織法及密度(字碼)2.按樣品及合約要求.制定規格尺寸.初步確定單件用料定額及輤助物料等.3.初步確定其縮水情況.計算嚇數稿工藝進行織辦試樣性投產.4.以試樣產品為基礎,對初辦進行分析.鑒定.生產嚇數紙工藝(包括橫式手機,花機.電腦.機裁剪排料圖.縫盤尺寸和后整理.洗水等)5.計算衣布重量或單件重量.織.縫.挑損耗率和用毛數量6.制定成衣工藝流程和要求7.確定成衣出貨重量8.整理好嚇數及有關資料歸檔.第六節平方密度的計算在設計工藝中,平方密度(以后簡稱密度)的砅取準確以否,直接影響嚇數計算水平和產品質量效果.所以密度在整個款式設計工藝中占有重要的地位,既然密度這麼重要.我們又如何地進行合理求取呢,這里就作如下步驟進行簡介.一.根據辦單或客人要求去選定針型种類.毛料品種和毛的用量條數,在確定附合手感的字碼來織一塊12寸X12寸布片二.把織好的布生鎖好眼或鈒骨進行封口,然後根據要求手感進入洗水.烘干和順燙.燙時要注意,不能用力擴大或縮小布片的原有面積.燙時要使布片平.三.把燙好的布片取出來.放在水平的工作臺面上,量取一定單位面積時所包含的針.轉數.再求取出其橫向密度,直向密度及袖口開針數.腳的直向密度等.第七節密度的定義的單位1. 橫向密度:是指1寸或1cm長度在平直布片上所含的織針支數.其單位:支/寸或支/厘米例如:量取某布片的針時所得的長度為12寸.求取該布片組織的橫向密度?計算:該布片組織橫向密度為: 76支 ÷ 12寸 =6.333(支/寸)2. 直向密度:是指1寸或1cm長度在平直布片上所含的轉數.其單位:轉/寸或轉/厘米例如:量取某布片60轉時所得的長度為11.4寸.求取該布片組織的直向密度?計算:該布片組織的直向密度為: 60轉 ÷ 11.4寸=5.263(轉/寸)注意:求取密度時,咪了避免在工藝計算中減少差异,所以一般都要保留3位有效數字.二.新平方密度的計算公式:在羊毛衫生產過程中,由於產品重量的限制,往往會引起織物字碼的疏結變化.織物字碼的變化直接影響其平方密度.為了快速和簡便計算新平方密度.可根據如下公式計算:新橫密(針)= 原字碼拉力/新字碼拉力 x原橫密(針)新直密(轉)= 原字碼拉力/新字碼拉力x原直密(轉)以上公式,只適用於字碼拉力變化不大時的計算若超過3分以上的字碼不可采用.就重新求取平方密度.針數與嚇數即為某針种的質地(平方數),如7G,用4條2/20支棉紗的質地是8.1X12.4針數即是8.1,意即每1英吋有8.1支針,嚇數即是12.4,意即每1英吋有12.4嚇(用嚇數除以2=專數.收夾衫的留邊支數:單邊:3針留2支邊,5針留面3支邊,9針,12針留4支邊珠地:3針,5G,7G留面2底1支邊;9G,12G留凸3支凹2支邊坑條:跟單邊,但要過面收.所留邊的支數以下反底做面而言.常見要記憶的有關資料長褲,褲腳,收縮后約11CM,(洗燙好)長袖,袖口: 1X1與2X1收縮后約8CM,元同約9~11CM,凡全件有雙面針的衫,衫腳做元同專,即起腳,直夾有兩面針的衫,衫腳,衫身要做面包底,即3G,5G,7G邊面留3支;9G,12G邊留4支(全件2X1),有關此類情形,將在后面出現.單邊領,元同領,開口元同領的比較單邊領,元同領的針數與專數一樣多.開口元同領就加上1半的專數,開針的總數則是單邊領的2倍.染色的有關知識:若質地相同則照數計,不用加減數,若原來做嚇數的質地是R.W.染色后的衫對,現做有色毛料,則就減去(1.5~2CM),12G約8專;7G約4專,若原來做的色毛質地,現質地是有做R.W色染加專數,(因染色后的衫長度會變短).領(后領)針在洗燙好后若很密的情況下則:(1):要在領窩中讓出若干支針,燙在膊頭(后領闊度對時)(2):可能后領活度不夠,領織時開多若干即可,領窩針在燙好後若很疏,(跟衫身比較)的情況下,與(1),(2)相反.直角三角形的求邊公式:A2+B2=C2鈕井數=鈕直徑X1.6MM1羅=144粒 1碼=0.914米知字碼,拉力及全長拉力,求平方專數(單邊適用)全長拉力-1X19/小拉力/2/身長尺吋(先減腳高) =平方專(1) 19/2-1小拉力=平方專數(10支拉適用)(2) 9/2-1小拉力=平方支數(5支拉適用)在不知全長的拉力情況下(有佈片)求平方數,10/3/拉力(10粒直粒) =平方專數支數的計算方法照(1),(2);以上所說的平方數求法,計算出來的差異性較大,所以通常不適用,在此說出只供參考. 一般求末知平方數的毛料,就先試織布片,過汽度尺后求出平方數(佈片一定要以好織為主,及手感好.平方數的求法質地)佈片專數÷佈片長度尺寸數=平方專數開針支數÷佈片長度寸數=平方支數求質地的佈片最好織大些,這樣求出的準確率較高.對於不夠針開的衫,在2cm以內, 可加長專數來增加身闊.一般的袖咀開針針數(約8~9cm)及袖咀,衫腳,1 × 1与2 × 1四平一般每1cm的專數.3 針: 48~54支 1cm=2專5 針: 68~72支元同50~60支 1cm=2 1/2專7 針: 78~84支元同70支 1cm=3專9 針: 120~134支元同100支 1cm=4專12 針: 148~164支元同130支 1cm=5專不論哪一種款式的毛衫,在計算前後幅開針針數時,前幅挑數計加針,3針多加2支,5針,7針多加3支,9針,12針多加5支,後幅則按數計減針,與前幅相反.或用胸活時數+1cm ×支數=前幅開針針數胸活寸數-1cm ×支數=後幅開針針數(常用)質地與字碼一定要準確,若質地不準確,字碼對所做出的尺寸也不準確,相反若字碼拉得不對,做出的衫肯定會長或短.根據以上的各樣簡述, 了解款式的衫形做法,與度尺的要求,用求出的平方支數和專數,及實際尺寸(長度或寬度)而計算出嚇數.嚇數的計算方法:毛衫嚇數工藝2职业技术交流 2007-05-13 14:42 阅读901 评论3字号:大中小第二部份各部位工藝計算公式羊毛衫款式設計是根據織物的成品密度,產品款式.規格尺寸和額定的縫耗量等.來制定成衣片的嚇數操作工藝和計算原料的用量.一. 大身的計算1.后幅胸針數的計算后幅胸闊針數= (胸闊尺寸 - 1cm) x 身橫密(針) + 縫耗針數公式中.1cm是兩邊擺縫折向后幅的密度.羊毛衫的擺縫總是前身折向后身的.寬度一般為1cm~1.5cm.我們為了方便記憶常取1cm計算.而縫耗針數是根據產品所用的針型和縫盤型號而定,在工藝設計中縫耗針數一般為:3 1/2針:縫耗針數為0支 7針: 縫耗針數為2支 12針: 縫耗針數為4支5針: 縫耗針數為1支 9針: 縫耗針數為2支 14針: 縫耗針數為4支小結:以后說法相同例題:某款衫其胸為48cm.用12針織橫向密度為5.8支/cm.求該款衫的后幅胸闊針數?計算:氫已知數代入公式得:后幅胸闊針數= (48-1) x 5.8 + 4 ~ 276.6支(取276支)2. 前幅胸闊針數的計算:前幅胸闊針數= (胸闊尺寸 + 1cm) x 身橫密(針) + 縫耗針數例題:某款衫其胸闊為48cm.用12針織其橫密(針)為5.8支/cm.求該款衫的前幅胸闊針數?計算:把已知數代入公式得:前幅胸闊針數= (48 + 1) x 5.8 + 4 ~ 288.2支(取288支)3.裝門襟開胸衫其前幅胸闊針數計算前幅胸闊針數= (胸闊尺寸 + 1cm - 胸貼闊尺寸) x 身橫密(針) + 縫耗針數4.連門襟開胸衫其前幅胸闊針數計算前幅胸闊針數= (胸闊尺寸 + 1cm+ 胸貼闊尺寸) x 身橫密(針) + 縫耗針數在羊毛衫工藝設計中,裝門襟開衫與連門襟開衫不同.裝門襟開衫是指胸在產品中有明顯效果占一定的尺寸,而連門襟開衫在產品中無明顯效果,起到托底作用,亦稱胸貼托底 (如圖)省略二.后幅的其它計算公式1.后幅肩(膊)闊針數計算肩闊針數= 肩闊尺寸 x 身橫密(針) x 肩斜修正值 + 縫耗針數肩斜修正值主要因衣片成形后,大峰肩闊受到袖子牽拉而易變闊,幫在工藝計算時對肩闊尺寸要進行修正,一般單邊.. 柳條.珠地織物肩斜修正值為0.95; 四平.坑條等橫向延伸性較小的織物肩斜修正值為0.97.2.挂肩收針挂肩收針次數= (后幅胸闊針數 - 后幅肩闊針數)÷每次兩邊收去的針數挂肩收針轉數 = 挂肩收針長度 x 身直密(轉)挂肩收針長度按款式而定,入夾衫.彎夾衫類一般為7cm~8cm左右,每次每邊收去的針數.細針品种一般為2~3針.粗針品針為1~2針.計算時,收針次數不一定是整數,必須采用分段收針的方法,每次收針的針數或轉數可采用兩种以上的數值,使收針次數湊成整數.例如:已知某款衫挂肩收針轉數為17轉,挂肩每邊要收去的針數為19針.要求寫出其收花型式?計算:根據所知,其收花形式寫成如下二種一种: 二種:?轉 ?轉3 - 2 - 1 3 - 2 - 32 - 2 - 7 2 - 2 - 22 - 3- 1 2 -3 - 3?轉收夾 ?轉收夾所以說,在羊毛衫款式設計中,只要遵守"其先速后慢或先慢后速"的原則,可以千變萬化的,不許死搬硬套.3.后領闊針數后領口針數= [后領闊(外度)尺寸 - 擴張尺寸] x 身橫密(針)領口的擴張尺寸按款式,領貼羅紋組織不同而不同,一般衫型擴張尺寸常取2cm或0.75英寸.除尖膊.馬鞍膊衫外,對於這兩种的雍尺寸我們以后將繼續學習.上式為后領品外度尺寸的計算公式,若是后領口內度的話,計算時則要加兩領貼闊的尺寸.其公式為:后領口針數= [后領闊(內度)尺寸 + 兩邊領貼闊尺寸 - 擴張尺寸] x 身橫密(針)4.后膊收針后膊收針次數= (后幅肩闊針數 - 后領口針數) ÷每次兩邊收去針數后膊收針轉數= 單肩闊尺寸 x 身直密(轉) x 0.727公式中,0.727是膊斜修正值,這种現象一般出現在小平膊后膊民款式,而單肩闊尺寸一般為:男裝衫8~10cm;女裝衫7~9cm;童裝衫5~7cm.每次每邊收去針數:粗厚織物為1~2支針,細薄織物為2~3支針.三.前幅的其它計算公式1.挂肩收針次數,即收夾次數,前幅一般比后幅多收1~2次,因此前身挂肩收針針數相應比后幅多一些,但前幅收夾轉數要與后幅收夾轉數一樣.否則縫合時夾位不能夾花對夾花,一般型式如:后幅挂肩夾型為: 而前幅挂肩夾型為:?轉 ?轉3 -2 - 8 3 - 2 - 42 - 2 -3 2 - 2 - 9?轉收夾 ?轉收夾只有這樣,縫出來的產品圓順,對色,對花,也籤羊毛衫工藝設計要求.2.前幅肩闊針數前幅肩闊針數= 前幅胸闊針數 - 前幅挂肩夾位收去的針數四,身長轉數計算公式身長轉數= (身長尺寸 - 衫腳高度尺寸) x 身直密(轉) + 縫耗轉數前后身轉數分配:1.一般直夾直膊衫.入夾衫.彎夾衫品种,前后有轉數相等或前躺略多后身1~2轉.除膊骨走前外;2.平膊平袖和收針裁剪品种,前身比后身長1~1.5cm轉數;3.尖膊衫等斜袖品種后身比前身長1.5~2cm轉數.具體情況要按袖尾闊而定.不能千篇一律.五.前后幅挂轉數計算公式1. 挂肩轉數 = 夾上轉數 - 膊(肩)斜轉數2.后幅挂肩轉數后膊挂肩轉數= [夾闊(直度)尺寸 - 2cm] x 身直密(轉)在羊毛衫工藝設計中,對於入夾產品減1cm即可,對於彎夾產品則要減2cm計.3.前幅挂肩轉數在羊毛衫款式設計中,為了方便許見,前幅挂肩數一般比后挂肩轉數多2轉進行計算.4.后幅挂肩平搖轉數后幅挂肩平搖轉數 = 挂肩轉數 - 收夾轉數5.前后幅夾上轉數計算后幅夾上轉數= 后幅挂肩轉數+膊斜轉數前幅夾上轉數= 前幅挂肩轉數+膊斜轉數以上公式适用彎夾.入夾等膊斜做鈒骨的普通工藝計算,而后膊做收花的小平膊產品的夾上轉數公式如下: 后膊收花的夾上轉數計算后幅夾上轉數= 后幅挂肩轉數+1/2后膊收花轉前幅夾上轉數= 前幅挂肩轉數+1/2后膊收花轉六.領深轉數的計算公式領深轉數= (領深尺寸 ±測量因素) x 身直密(轉)公式中增減測量因素要領型和測深的方法來考慮.領深測法多种多樣.有水平線度至頂,水平線度至線.也有水平線度至第一粒鈕中,如圖所示(省略)七.衫腳的有關計算公式1.衫腳羅紋轉數計算衫腳羅紋轉數= (衫腳高尺寸 - 上梳空轉長度) x 羅紋直密(轉)在羊毛衫設計中,上梳空轉長度一般定為0.2cm.織腳羅紋時,元筒先行面,這樣使上梳邊緣正面光潔.2.衫腳闊開針針數計算衫腳闊開針工藝計算在羊毛衫設計中是比較復雜的一項.其開針針數要按羅紋組織(1x1羅紋.2x1羅紋.3x2羅紋.3x3羅紋.元筒腳等)衫腳闊尺寸來計算的.所以說前,后幅開針針數與胸闊針數不一定是相等的,以后我們在工作中一寧要謹慎計算.八.袖子的有關計算公式1.袖闊最大針數計算袖闊最大針數即是袖加完針時的所有針數通常也叫袖夾闊.其計算公式為:袖闊最大針數= 袖闊尺寸 x 2 x 袖橫密(針)+縫耗針數袖闊尺寸計算方法有如下幾种:a.在羊毛衫產品中,憶知挂肩尺寸(即夾闊尺寸)后,取袖山高(男裝衫袖山高9~11cm.女裝衫10~12cm.童裝衫7~8cm)然后可計算袖闊尺寸;但一般生產設計中,其袖山尺寸一般均由客人決定的.b.工作實踐經驗:袖闊尺寸= 夾闊(挂肩)尺寸 - 測量因素在羊毛衫款式設計工藝中,測量因素:男女裝為2~3cm.童裝為1~1.5CM.C.根據款式來決定在羊毛衫款式設計工藝中,袖闊尺寸常常可以根據夾闊尺寸和款式來決定.其袖闊尺寸與夾闊尺寸在不同款式中其關係如下:直夾直膊型中袖闊與夾闊之間的關係袖闊尺寸= 夾闊尺寸 (即戶挂肩尺寸)例如:某款直夾直膊衫的夾闊8 1/2寸.其袖闊尺寸亦為 8 1/2寸.入夾衫型中袖闊與夾闊這間的關係夾闊與袖闊尺寸總是相差2~3cm.例如:某款入夾衫的夾闊尺寸為21cm.則其袖闊尺寸為18cm.其關系式:袖闊尺寸= 夾闊尺寸-(2~3cm)彎夾衫型中袖闊與夾闊的關係夾闊與袖闊尺寸總相差至少4~5cm以上例如:某款彎夾衫的夾闊尺寸為21cm.其袖闊尺寸在工藝計算中做16cm即可,其關係式:袖闊尺寸= 夾闊尺寸-(4~5cm)尖膊衫型中.袖闊與夾闊之間的關係夾闊與袖闊尺寸相差6cm左右例如:某款尖膊衫的袖闊為18cm(一般設計工藝中只知袖夾).其夾闊尺寸在工藝設計計算中做24cm即可.其關係式: 夾闊尺寸= 袖闊尺寸+6cm馬鞍膊衫型中袖闊與夾闊之間的關係夾闊比袖闊小2.5cm左右例如:某款馬鞍膊衫的袖闊為22cm.其夾闊尺寸在工藝計算中做19.5cm即可,其關係式:夾闊尺寸= 袖闊尺寸-2.5cm在尖膊.馬鞍膊款式計算中,常在工藝生產辦單上不直接給出夾尺寸和膊闊尺寸.我們又如何利用它們之間的關係進行計算呢這一點我們在此就作討論了.經過大量的設計師實踐經驗.總結得下計算方法:馬鞍膊的有關計算男裝膊闊= 胸闊尺寸x0.75男裝夾闊尺寸= 胸闊尺寸x0.55女裝膊闊尺寸= 胸闊尺寸x0.7女裝夾闊尺寸= 胸闊尺寸x0.5由於尖膊衫產品在設計上,不必知道膊闊尺寸,而利用其它關係直接求出夾闊尺寸即可,其計算方法如下:尖膊衫款式男裝夾闊尺寸= 胸闊尺寸x0.55女裝膊闊尺寸= 胸闊尺寸x0.7經驗提示:V領,有袋子開胸背心:凡開胸衫,若胸貼是做單層,由前幅要分左右兩幅織,若胸巾是做雙層,則可中挑空1支針1幅織上,縫盤剪開縫.收V領形最好是同專數同支針數完,如:2---2---x,如在不對專數的情況下(或針數)則2---1---y,2---2---x,收領是先收大花,後收小花,專數先快後慢.背心在收夾外要先落夾(約落1寸的針數)後,即收夾,這樣縫出來的衫夾圈靚.如沒有夾巾的背心,則要收幾次急專數的大花.有袋的衫,但沒有給了同位置的尺寸,就做袋頂至膊54cm左右,袋至胸貼的距離約7.5cm,在胸闊小的情況下或任何情況下做袋至胸貼的距離,大於袋至夾邊的距離1.5cm.鈕如果釘在衫片上,則一定要做多一條底貼托底,前幅要比後幅多開最少貼闊的針數,(每幅計)鈕如果釘在貼上(如圖)則要減去貼闊寸數後照數計,(不用加底貼).袋長與袋闊在沒有給尺寸時通常做,16 × 14,做暗袋可落袋紗,織完衫片後,挑袋紗上1行織袋布,(袋布一般織腳至落袋紗的專數的2倍.)袋口貼另織,縫盤縫.有袋但不開胸的V領背心,兩袋的距離一般做18cm左右,領貼一定要開包針,(底包).經驗提示:一字領(船領)的做法:前後幅專數 = 身長 - 腳高 - 領邊闊 ×專數領做法:要以膊闊的寸數來計算,以後領爲准照數計.元同(單邊)領照寸數計1.5寸左右的針數來開針,前領在領窩中針數比後領開多約1.5寸的針數,(爲前領深,如圖)1×1,2×1的領貼照數計再加3~4寸的針數來開針,前領在領窩中的針數要比後領開多約3寸的針數.例:領深爲5cm(頂至頂)的雙層領做法如下圖,(約60cm的膊闊).前領一條: 後領一條:放眼1/2專 1 1/2專放眼1/2專 1 1/2專1×1 四平 6 1/2專 1×1 四平 6 1/2專"29支取中留54支(面1/2專元同扭位)" "29支取中留42支(面1/2專元同扭位)"1×1 四平 7專 1×1 四平 7專116支單元同1專放疏(底包) 104支單元同1專放疏(底包)領爲元同的做法元同領一般做單邊)放眼1/2專 2 1/2專放眼1/2專 2 1/2專48 ×中留96支扭領位 × 48支 48 ×中留84支扭領位 × 48支單邊 (放眼1/2專) 7專單邊 (放眼1/2專) 7專2 1/2專放眼1/2專 2 1/2專放眼1/2專196支單邊紗上疏 184支單邊紗上疏2. 袖山頭針數的計算和確定袖山頭針數即是袖仔收完夾時所剩的針數,但對直夾直膊衫來說,袖山頭針即是袖加完針的最闊針數.而對彎夾衫來說其袖山頭針數一般規定為10~12cm闊的尺寸針數.當然一點對羊毛衫設計來說,不是固定的.也可以做14cm.或更大些,但一定要籤客戶的要求去做,所以說袖山頭針數對不同款式和不同的要求而不同;以后我們在嚇數工藝計算中要謹慎小心.入夾衫袖山頭針數的計算公式袖山頭針數= [前身挂肩平搖轉數+后身挂肩平搖轉數-縫耗轉數]÷身直密(轉)x袖橫密(針)+縫耗針數3.袖仔收針次數計算公式袖仔收針次數= (袖闊最大針數-袖山頭針數)+ 每次兩邊收去針數4.袖咀羅紋開針針數計算公式袖咀針數= 袖咀闊尺寸x2x袖咀羅紋橫密(針)+縫耗針數根據設計實踐經驗.袖口尺寸男衫為11~13cm闊.女衫10~12cm闊.童裝衫為8~9cm闊,具體工藝尺寸按規格要求.羅紋彈性和坯布組織而。
羊毛衫设计分析

35
同种色配合 在色立体中,所有与中心轴平行的色相面 上所包含的各种色调间的组合
36
类似色搭配 色相环上间隔15度~60度之间色相的配色。
37
对比色搭配 色相环上问隔120度一150度的色相的配色
38
互补色搭配 色相环上直径两端互成180度的色彩间的配色
39
冷暖色的搭配 在色环中,以绿、紫色为界,将其分为两个区域: 冷色区与暖色区。
配色的实例: 主色 宜配颜色 大红——黑、银、金、白色 酱红——橙黄、淡酱红、金色 桃红——深红、藏青、浅蓝色 粉红——红、黑、白、银、金色 深玫瑰红——白、银、米色 棕色——桔红、橙黄、姜黄色 黄色——银、黑、白、深黄色 淡黄——金、银、黑、深黄、棕色 桔黄——金、棕、橙黄、黑色 橙色——棕、红色 米色——青、红、深黄、棕色 青色——黑、白、银、米色 蓝色——红、淡黄、白色 淡蓝——银、深黄、白色 青莲——深青莲、桃红、天蓝、银色 翠绿——深绿、蓝、黄、金色 墨绿——黄、蓝、黑、白、银、米色 驼色——咖啡、紫红色 白色——青、玫瑰红色、淡黄、黑、品蓝、淡蓝、粉红色
25
4、袖型设计 A 连袖和装袖与插肩袖 (按袖与身的连接形式) B 长袖、中袖、短袖、七分袖、三分袖 (按袖长) C 荷叶袖、泡泡袖、灯笼袖等 (按袖子造型)
26
袖型 示例
27
袖 型 示 例
28
羊毛衫产品的款式就是由不同的廓型、领 型、肩型、袖型、腰型、边口变化组合而 成。羊毛衫产品款式的命名,习惯上是以 领、肩两部位的造型而定,平肩有时可省 略。如圆领女开衫(平肩),v领插肩男套衫, v领马鞍肩男套衫等。
毛衫设计与工艺

一、设计说明1.组织结构此款毛衫采用纬平针、2+1罗文、提花与圆筒编织而成,其中前片为提花组织,后片及袖子为纬平针,下摆和领子采用2+1罗文。
2.色彩毛衫主要颜色采用橙色与蓝色搭配,蓝色与橙色为互补色,搭配起来更加协调,其中橙色为主色调,且纯度较高,符合色彩流行趋势,以亮色为主。
穿着起来比较吸引人的眼球,适合年轻人穿着。
3.款式在设计上,比较宽松,简约,适用于运动,休闲着装。
大身衣片编织下摆后翻针编织平针,同时编织提花组织。
腰部放松,使毛衫造型宽松,随意,具有松散、休闲的风格特征。
且与下摆齐平。
肩部采用平肩,肩部较宽,穿着起来舒适,行动自然。
袖子为装袖,此款装袖特点是袖窿线弯曲度较大,挖肩量较大,这种结构比较符合人体,外形美观,穿着舒适、合体,在毛衫设计中也是比较常见的。
袖口采用1+1罗文编织,与领子呼应,而不突兀。
领子为高领,采用1+1罗文,领口0.6cm圆筒包缝。
与衣身搭配起来更加沉着,稳重。
同时也起到保暖作用。
服装整体给人轻松,舒适,简约,干练的感觉。
二、成品规格及测量部位男士t恤领长袖毛衫成品规格见表一,测量部位如图一。
表一成品规格(m)单位:cm 编号12345678部位衣长胸宽肩宽下摆罗文长下摆宽袖长袖口宽袖口罗文长规格68504284662128编号910111213141516部位袖宽挂肩后领宽后领深前领深领高腰宽肩斜规格17252036350 3.5(a) 正面 (b) 反面图一三、原料与编织设备1.原料:该款男士t恤领长袖毛衫采用的原料为62.5te x×(16公支/1)羊绒纱。
尺码为M码。
2.编织设备(1)普通横机:机号为12针/25.4mm,编织衫后身衣片、领片与袖片。
(2)电脑横机:机号为12针/25.4mm,编制前身片。
(3)针型:12G 尺码:M四.编织工艺单1.确定毛衫织物成品密度织物组织:前片为提花组织,后片及袖子为纬平针,下摆、袖口和领子采用2+1罗文。
精选第七章羊毛衫编织工艺设计

第二节 羊毛衫编织工艺设计内容
(二)产品分析内容 1.确定原料种类及纱支 2.确定织物组织结构及密度 3.确定机器型号与机号 4.产品规格系列设计和测量方法说明 5.确定缝纫机机种\确定缝制工艺\缝制条件\制定缝合质量要求 6.确定后整理工艺及制定质量要求(确定回缩方法\回潮率) 7.确定修饰工艺及所需辅料 8.确定商标使用\说明吊牌及包装方式
成形针织服装的工艺计算方法不是唯一的,各企业,甚至各设计师都有自己的计算 方法和习惯(但计算原理完全相同)。
工艺计算流程: 服装---衣片---衣片尺寸---密度---横向针数,纵向转数---收针、放针设计---编织织操作工艺图---编织操作工艺单
Company Logo
第三节 横机编织羊毛衫的工艺设计
第一节 羊毛衫原料的选用
原料种类(相对密度P188)
天然纤维 毛 (羊毛\羊绒\兔毛\驼毛\驼绒\牦牛绒) 棉 丝 麻
化学纤维 腈纶 锦纶 涤纶 粘胶 丙纶
针织绒线的选用
编织绒线:纱在在两股或以上,单纱线密度在167tex以上。 167— 400tex为细绒线, 400tex以上为粗绒线。
针织绒线 :单纱线密度在167tex以下的单股或两股绒线。
影响织物回缩率的因素很多,主要有: 原料的种类 原料的加工方法 织物的组织结构 织物的密度 编织过程中纱线的张力与牵拉力 染整方法
一般是在与大生产相等条件下的小批量试制实验中取得,并参考生产经验 加以修正.
Company Logo
第三节 横机编织羊毛衫的工艺设计
2.回缩方法 羊毛衫生产中,常用如下回缩方法测得毛坯密度,并进而控
精纺 半精纺 粗纺 捻纺
Company Logo
第二节 羊毛衫编织工艺设计内容
羊毛衫编织工艺设计的原则与内容
羊毛衫编织工艺设计的原则与内容一.编织工艺设计原则1.按产品的经济价值分档设计产品2.节约原材料的耗用量,降低生产成本3.结合生产实际情况,制定最佳工艺路线4.提高劳动生产率5.严格执行中试制度二.编织工艺设计内容1.产品分析2.工艺计算3.计算产品用料及制定半成品质量要求4.制定缝纫工艺流程和质量要求5.制定染色和后整理工艺及质量要求6.确定产品的出厂重量,商标和包装形式7.技术资料汇总三.横机成形针织服装的生产一般遵偱以下步骤1.根据产品款式,配色,选用纱线原料及纱线的线密度,2.确定织物组织结构3.选用编织机器,确定型号与机号4.确定产品规格和测量方法5.考虑缝制条件,选用缝纫机机种及缝合质量要求6.选用合理的染色与后整理工艺,并考虑质量要求7.确定产品所采用的修饰工艺和所需的辅料8.考虑产品所采用的商标形式及包装方式等四,织物密度与回缩率的确定一般情况下,横密主要受编织的机号影响,机号越高,则横密越大。
纵密则主要受编织机弯纱深度影响,弯纱深度越深,则纵密越小羊毛衫织物的成品横向密度是确定衣片上机针数的依据,羊毛衫织物的成品纵向密度是确定衣片编织横列数或转数的依据回缩率及影响因素1.原料的种类2.原料的加工方法3.织物的组织结构4.织物的密度5.所受张力的大小6.毛纱的色泽7.染料的选用8.后处理的方法四.各类羊毛衫组织的编织原理及特性第一节羊毛衫组织的表示方法1.线圈结构图2.意匠图3.编织图常用的结构单元有线圈,悬弧和浮线纬平针的特点;1.织物的下面比较光洁,平整。
纬平针织物的反面较正面阴暗。
2.纬平针织物结构简单,织物轻,薄,柔软,延伸性好,横向延伸性比纵向大。
3.纬平针织物在自由状态下的线圈常发生歪斜现象,纬平针织物的边缘具有明显的卷边现象4.纬平针织物可以沿顺编织方向和逆编织方向进行脱散罗纹组织n1+n2的形式来表织,其中n1表示一个完全组织正面线圈的纵行数,n2表示一个完全组织反面线圈的纵行数集圈组织有单面集圈和双面集圈之分,根据形成集圈的针数的多少及悬弧不脱圈的次数,即集圈的次数,集圈组织可分为单针单列集圈,单针双列集圈,单针多列集圈,双针单列集圈,双针双列集圈,双针多列集圈等。
毛衫工艺设计

毛衫产品设计第一章.绪论1.谈谈现代毛衫与传统毛衫的不同点。
一.传统意义上的毛衫指的是用毛纱或毛型化纤纱经针织工艺而编制成的服装。
二.现代毛衫的特点主要为:〔1〕原料种类多样化。
〔2〕原料的搭配更加科学与合理〔3〕花色品种更加丰富。
〔4〕款式上更加时尚个性与艺术。
2.毛衫分类方法一般有哪几种?〔1〕按原料分类〔2〕按编织方式分类〔3〕按织物组织分类〔4〕按成型方式分类〔5〕按织物设备分类〔6〕按装饰手法分类3毛衫设计程序一般包括那几个步骤?(1)做好资讯收集,明确设计风格。
(2)明确设计任务,做好企划工作。
(3)绘制设计平面结构图(4)制作初板生产规格单(5)设计编织工艺(6)设计师跟踪编织(7)确定后整理工艺(8)对成衣进行装饰4毛衫生产工艺流程主要包括哪几个工序它与棉针织服装生产工艺流程有何区别?一.毛衫生产工艺流程:毛纱进厂入库——原料检验——准备——编织工序——半成品检验——缝合成衣——成衣检验——熨烫定型——成衣装饰——成品检验——包装——入库第三章.毛衫面料设计1.毛衫面料设计可分为哪几类?各有何特点?毛衫面料设计可分为一次设计和再次设计两类。
〔1〕一次设计特点一次设计属于直接是设计方法,特点是:在设计过程中要根据设计意图综合考虑原料成分纱支纱线结构机号设备特点各种组织的特点织纹特点风格特征等各要素进行综合设计。
〔2〕再次设计特点:再次设计属于间接式设计方法,具有破坏性的特点,既然是面料再造,就一定要在保存原有面料中符合设计意图的特质和元素的根底上,先将其进行一定的打散重组,然后再进行进一步的加工和再设计,所以,创意设计一般要以破坏为前提,先“破〞而后“立〞。
2.毛衫面料设计在毛衫设计中有何作用与意义?更多趋向于通过外观风貌表达自身的审美取向和一定的艺术品位。
别具特色,风貌各异的花式纱线,精美的组织纹样和图案,越来越接近纤维艺术夸张的表现手法和强烈的视觉效果。
3.毛衫面料设计的构思方法与步骤有哪些?一.构思〔1〕从一个具象的图片入手:把一个具体实物作为一次设计和再次设计的灵感来源。
毛衫工艺设计范文
毛衫工艺设计范文毛衫是一种流行的冬季服装,它是由毛线制成的针织衣物。
毛衫工艺设计是指在制作过程中对毛衫的设计和工艺进行优化和改进,以提高毛衫的质量和外观。
首先,毛衫工艺设计需要注重材料的选择。
选择高质量的毛线是制作优质毛衫的关键。
优质的毛线具有柔软、舒适、保暖以及抗皱的特性,所以在选择毛线时应该考虑到这些因素。
此外,还需要考虑毛线的颜色和形状,以满足不同顾客的需求。
其次,毛衫工艺设计需要注重设计的创新性。
毛衫作为一种时尚品牌,需要不断推陈出新,吸引顾客的注意力。
在设计方面,可以尝试不同的颜色组合、图案设计和织法,以打造独特的毛衫款式。
此外,还可以尝试使用不同的材质和贴花,以增加毛衫的视觉效果。
此外,毛衫工艺设计还需要注重剪裁和缝制的技术。
毛衫的剪裁直接影响到穿着的舒适度和外观。
剪裁应该合身,符合人体工程学原理,让衣物更加贴合身体,同时不影响活动自如。
在缝制方面,需要注重细节处理,例如平整的缝线、牢固的装饰品等,以确保毛衫的质量和耐久性。
此外,毛衫工艺设计还可以考虑添加一些创新的功能。
比如,在毛衫的口袋上加入防水层,可以保护存放物品不被雨水浸湿;在衣领上加入涂层,可以抵抗寒冷和风;在袖口上加入伸缩设计,可以在需要时拉长袖口。
通过这些功能的创新,可以为顾客提供更舒适和实用的毛衫。
最后,毛衫工艺设计需要注重质量控制。
在制作过程中,需要严格把关每一个环节,确保每一件毛衫都符合质量标准。
包括检查毛线的质量、剪裁的精确度、缝制的牢固度等。
只有通过严格的质量控制,才能生产出高质量的毛衫。
综上所述,毛衫工艺设计是关于在制作过程中对毛衫的设计和工艺进行优化和改进的过程。
通过选择优质的材料、注重设计创新、关注剪裁和缝制的技术、添加创新的功能以及注重质量控制,可以生产出优质的毛衫,满足不同顾客的需求。
7羊毛衫编织工艺设计解析
第二节 羊毛衫编织工艺设计内容
(二)产品分析内容 1.确定原料种类及纱支 2.确定织物组织结构及密度 3.确定机器型号与机号 4.产品规格系列设计和测量方法说明 5.确定缝纫机机种\确定缝制工艺\缝制条件\制定缝合质量要求 6.确定后整理工艺及制定质量要求(确定回缩方法\回潮率) 7.确定修饰工艺及所需辅料 8.确定商标使用\说明吊牌及包装方式
根据订单要求,掌握与该产品相关的一系列信息,在此基础上进行反复试 制,确保生产出的成形针织服装符合定单要求。
2.针织服装来样设计(仿制设计):根据客户提供的成衣样品进行产品设计 1)原料品种 2)纱线的线密度 3)组织结构 4)成衣规格 5)款式特点 6)缝制加工方法 需经反复试制
Company Logo
Company Logo
第二节 羊毛衫编织工艺设计内容
一.产品分析 二.工艺计算 三.计算产品用料及制定半成品质量要求
四.制定缝制工艺流程和质量要求
五.制定染整工艺及质量要求 六.确定产品的出厂重量\商标及包装
七.技术资料汇总
Company Logo
第二节 羊毛衫编织工艺设计内容
一.产品分析 (一)针织服装的产品设计来源 1. 针织服装来单设计:根据客户提供的成衣订单进行产品设计
畦编组织: 18—20
Company Logo
第三节 横机编织羊毛衫的工艺设计
(二)织物密度的确定 1.下机密度
1)直接密度(瞬时密度):刚从编织机上下来的毛衫衣片的密度,用PS表示; 2)下机回缩密度(下机密度,毛坯密度):从编织机上下来的衣片,回缩后接 近或达到自然松驰状态时的密度,用Pm表示;
Company Logo
第三节 横机编织羊毛衫的工艺设计
二.机号与纱线线密度的选定 根据成形针织服装的织物组织结构及纱线的线密度,合理地选择编 织机器的机号,使织出的成形针织服装外观纹路清楚\手感柔软\质 地丰满\弹性好\尺寸稳定性好. 对于某一种机号的机器来说,可选用的纱线密度不是单一的,是有 一定范围的.
羊毛衫工艺流程
羊毛衫工艺流程羊毛衫是一种常见的冬季服装,它由羊毛制成,保暖且舒适。
羊毛衫的制作工艺需要经过多道工序,包括原料准备、纺纱、织造、染色和整理等环节。
下面将详细介绍羊毛衫的工艺流程。
1. 原料准备羊毛衫的原料是羊毛,它通常来自羊身上的绒毛。
在原料准备阶段,首先需要对羊毛进行清洗和精选。
清洗的目的是去除羊毛上的杂质和污垢,保证羊毛的纯净度。
精选则是为了筛选出质量较好的羊毛,确保制作出的羊毛衫质量上乘。
2. 纺纱经过原料准备后,羊毛需要进行纺纱。
纺纱是将羊毛纤维进行拉伸并旋转成纱线的过程。
这一过程需要用到纺纱机,通过机械的力量将羊毛纤维拉长并扭转成纱线,以便后续的织造工序使用。
3. 织造织造是羊毛衫制作的关键环节,它决定了羊毛衫的质地和外观。
在织造过程中,需要根据设计要求选择合适的编织方式和纱线密度,通过织布机将羊毛纱线编织成布料。
这一过程需要技术娴熟的工匠来操作织布机,确保编织出的布料质地均匀、柔软。
4. 染色经过织造后的羊毛布料通常是原色的,为了增加羊毛衫的色彩丰富度,需要对布料进行染色。
染色是将布料浸泡在染料中,使其吸收染料颜色的过程。
在染色过程中,需要严格控制染料的浓度和浸泡时间,确保染色均匀、色牢度好。
5. 整理最后一道工序是整理,这一环节是为了使羊毛衫更加美观和舒适。
整理包括剪裁、缝制、熨烫等工序,通过这些工序将染色后的羊毛布料裁剪成合适的尺寸,并进行缝制,最后进行熨烫,使羊毛衫外观平整、线条流畅。
经过以上工艺流程,一件优质的羊毛衫就制作完成了。
羊毛衫的制作工艺需要经过多道工序,每一个环节都需要精心制作,才能制作出高质量的羊毛衫。
羊毛衫的工艺流程体现了传统的纺织工艺和现代的制衣工艺相结合,保留了羊毛天然的保暖特性,又注入了现代时尚元素,使得羊毛衫成为冬季不可或缺的时尚单品。
毛衫的解构设计与工艺
第 9期
毛 纺 科 技
W OlT xi o ra 0 e teJ un 1 l — 3 一 32Fra bibliotek1年 9月 01
毛 衫 的解 构 设 计 与工 艺
袁 新 林 , 艳 华 徐
( 通纺织职业技术学院 , 苏 南通 南 江 26 0 ) 20 7
摘
要 : 着 高 支 毛 纱 生 产 四季 可 穿 的 毛衫 成 为 毛 衫 企 业 新 的 经 济 增 长 点 , 衫 款 式 的 设 计 就 显 得 尤 为 关 键 。 随 毛
文 章 介 绍 了几 款 毛 衫 的解 构 设 计 方 法 与 工 艺 , 别从 毛 衫 的 工 艺 解 构 设 计 与 款 式 造 型 解 构 设 计 方 面 分 析 了 这 类 毛 分 衫 的款 式 造 型及 风 格 特征 , 制 作 出每 款 毛衫 的 上机 操 作 工 艺 单 。结 果 表 明 : 用 解 构 方 法 设 计 的 毛 衫 款 式 独 特 , 并 采 服 用 美 观 、 尚 , 上 机 工 艺 简单 , 应 毛衫 外 衣 化 、 尚 化 , 批 量 、 品 种 的 发 展 潮 流 , 应 市 场 的需 求 ; 解 构 时 且 顺 时 小 多 适 故 设 计 方 法 在 毛 衫 设 计 与制 作 中 可 以 推 广 应 用 。 关 键 词 : 构 ; 衫 ; 计 ; 式 ; 艺 解 毛 设 款 工
YUAN n-i Xi ln,XU n h a Ya - u
( a t gT xi oa o a T c n l yC l g ,N nog2 6 0 ,C ia N no eteV ct nl eh oo o ee a t 2 0 7 hn ) n l i g l n
Absr c : e s ae h ti r d c d wih t ih c u ty r a e we rn o o rs a o s a d t a t Th we t rt a s p o u e t he h g o n an c n b a i g frf u e s n n b c me a n w c no c g o h p i to sn s , t e in o h we tr i a tc l ry c ii a. Th s e o e e o mi r wt o n fbu i e s he d sg ft e s ae s p riu a l rtc 1 i p p rd s rb s t e me h dso e o sr c ie d sg n e hn l g rs v r ls ae s T e t r so a e e c i e h t o fd c n tu t e in a d tc oo y f e e a we t r . hef a u e f v o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毛衫产品设计第一章.绪论1.谈谈现代毛衫与传统毛衫的不同点。
一.传统意义上的毛衫指的是用毛纱或毛型化纤纱经针织工艺而编制成的服装。
二.现代毛衫的特点主要为:(1)原料种类多样化。
(2)原料的搭配更加科学与合理(3)花色品种更加丰富。
(4)款式上更加时尚个性与艺术。
2.毛衫分类方法一般有哪几种(1)按原料分类(2)按编织方式分类(3)按织物组织分类(4)按成型方式分类(5)按织物设备分类(6)按装饰手法分类3毛衫设计程序一般包括那几个步骤做好资讯收集,明确设计风格。
明确设计任务,做好企划工作。
绘制设计平面结构图制作初板生产规格单设计编织工艺设计师跟踪编织确定后整理工艺对成衣进行装饰4毛衫生产工艺流程主要包括哪几个工序它与棉针织服装生产工艺流程有何区别毛衫生产工艺流程:毛纱进厂入库——原料检验——准备——编织工序——半成品检验——缝合成衣——成衣检验——熨烫定型——成衣装饰——成品检验——包装——入库第三章.毛衫面料设计1.毛衫面料设计可分为哪几类各有何特点毛衫面料设计可分为一次设计和再次设计两类。
(1)一次设计特点一次设计属于直接是设计方法,特点是:在设计过程中要根据设计意图综合考虑原料成分纱支纱线结构机号设备特点各种组织的特点织纹特点风格特征等各要素进行综合设计。
(2)再次设计特点:再次设计属于间接式设计方法,具有破坏性的特点,既然是面料再造,就一定要在保留原有面料中符合设计意图的特质和元素的基础上,先将其进行一定的打散重组,然后再进行进一步的加工和再设计,所以,创意设计一般要以破坏为前提,先“破”而后“立”。
2.毛衫面料设计在毛衫设计中有何作用与意义更多趋向于通过外观风貌表达自身的审美取向和一定的艺术品位。
别具特色,风貌各异的花式纱线,精美的组织纹样和图案,越来越接近纤维艺术夸张的表现手法和强烈的视觉效果。
3.毛衫面料设计的构思方法与步骤有哪些一.构思(1)从一个具象的图片入手:把一个具体实物作为一次设计和再次设计的灵感来源。
信息可能是图片的局部特征,也可是图片的整体感觉。
它们将会对面料一次设计或再次设计的材质选择组织设计色彩选择图案设计表现手法的选择等提供必要的选择范围和极好的灵感信息。
(2)从一个抽象的概念入手:这种设计方法适合于有基础的设计师。
因为在对面料进行创意设计之前,需要对某种抽象概念风格进行较为深入的分析,以便获得准确的把握,并选择恰当的表达方式呈现出来,因此需要设计师要有深厚的专业知识,娴熟的技巧以及准确的表达。
二.实验在获得初步的构思以后,接下来便是材质组织色彩图案表达方式的多种组合方案的实验和选择的过程。
三.应用面料设计应用方案,常常根据毛衫风格品牌市场定位的差异而不同。
较为保守沉稳的毛衫及品牌较为时尚前卫的毛衫品牌4毛衫纱线有哪些原料:纯毛纱线纯化纤纱线毛化纤混纺纱线其他原料纱线纺纱工艺:精纺纱线粗纺纱线纱线外观:普通股线花式纱线。
5.毛衫用纱有哪些品质要求(1)纱密度偏差和条干均匀度(2)捻度和捻度不均匀度(3)强力和断裂长度(4)柔软性和光泽度(5)染色的均匀度6.纬平针组织的正反面结构有何不同在毛衫设计时有哪些利用方法平针组织由于线圈在配置上的定向性,因而在针织物的两面具有不同的几何形态,正面的每一线圈具有两根与线圈纵行配置成一定角度的圈住,反面的每一个线圈具有与线圈横列同向配置的圈弧。
由于圈弧比圈柱对光线的漫反射作用,因而针织物的反面较正面阴暗。
又由于在成圈过程中,新线圈是是从旧线圈的反面穿向正面因而纱线上的结头棉结杂质容易被旧线圈所阻挡而停留在针织物的反面,所以正面一般较为光洁。
利用方法:可以里利用其卷边性,在织物的边口让其自然地卷曲形成一种自然地立体效果,还可以利用组织的正反面,形成以中组织上的对比和具有立体的效果。
7.如何运用纬平针的特性设计毛衫组织一般利用细针平针组织织纹不明显的特点来表现细腻感强悬垂性好或或需要打褶的面料,用粗针平针表现朴素粗犷风格。
利用色纱改变形成横条纹的特点,平针组织还常用于彩条衫中。
利用纬平针的卷边特点,可将纬平针组织用于毛衫的局部。
还可以用双层平针包边,起强化线条的装饰作用。
8.罗纹组织和双反面组织与平针组织相比有哪些特点如何运用其特点设计毛衫组织纬平针织物边缘具有显著地卷边性,可利用卷边性用于毛衫的局部,等边口以及分割线,起到一定的装饰效果。
罗纹组织由于其较大的弹性和较好的延伸性,因而经常用在毛衫的下摆袖口领子等边口部位以及其他容易拉伸的地方,如腋下和袖底。
双反面的纵向延伸度和悬垂性较好。
其经常用于门襟领子下摆袖口及局部的装饰。
9.毛衫上经常用的几种单面提花组织是什么编织的花型分别有什么特点单面提花根据有无虚线分为有虚线提花和无虚线提花两类。
有虚线提花组织其结构有均匀或不均匀两种,每种有单色和多色之分。
单面均匀提花组织一般采用多色纱线。
单色不均匀提花组织结构,由于某些织针连续几个横列不编织,这样就形成了拉长的线圈,这些拉长的线圈抽紧与之响相连的平针线圈,使平针线圈突出在织物的表面,从而使针织物的表面产生凹凸效果10.集圈组织的结构特点如何运用这些特点形成花色组织有哪些集圈组织是在针织物的某些线圈上,除套有一个封闭的旧线圈外,还套有一个或几个悬弧的花色组织,其结构单元由线圈与悬弧组成。
单面集圈组织利用多列集圈可形成凹凸小孔效应,利用几种色纱与集圈单元组合可形成色彩花纹效应,还可以利用集圈的悬弧来减少单面提花的浮线长度来提高其服用性能。
常用的双面集圈组织为畦编和半畦编他们属于罗纹型的双面集圈组织。
集圈组织在毛衫面料设计中广泛应用,即可局部装饰用,也可大面积全身使用。
利用半畦编组织形成的粗纹与厚重感和细腻轻薄的平针组织作了强对比,起到了很好的装饰作用:利用多列集圈形成凹凸花纹装饰服装的局部。
集圈组织在全身使用能增加面料的保暖性所以冬季常选用这种组织。
11.毛衫上常用的沙罗波纹和添纱组织在结构上有何特点沙罗组织是按花纹要求将某些线圈进行移圈形成的,沙罗属于移圈组织的一种。
波纹组织是由倾斜线圈形成波纹的双面微变组织,倾斜斜线圈是在横机上按波纹花纹要求移动针床形成的。
添纱组织是指织物上全部线圈或部分线圈由两根纱线形成的一种组织。
12.毛衫面料一次设计与再造设计在表现手法上有哪些不同毛衫面料一次设计时根据意图综合考虑原料成分纱支纱线结构机号设备特点各种组织的特点织纹特点风格特征等各要素进行综合设计。
其主要是对面料的内部不处理,在面料内部进行创意设计的处理方法。
毛衫面料的再次设计就一定要在保留原有面料中符合设计意图的特质和元素的基础上,先将其进行一定的打散重组,然后再进行进一步的加工和再设计,所以,创意设计一般要以破坏为前提,先“破”而后“立”。
毛衫的造型设计和装饰设计毛衫外廓行的含义分类及表示方法。
毛衫外廓型是指人穿着毛衫后的投影。
外廓型表现服装风格表现设计主题思想的主要元素,如古典浪漫优雅休闲前卫中性解构等不同风格毛衫,都要求有相对的廓型去表现。
同时,毛衫廓型还和流行信息相关,设计师可从毛衫外廓型的变化中分析出毛衫发展的演变规律,进而跟好的预测和把握毛衫流行趋势。
服装外廓型多种多样,表示方法也多样,如字母型表示方法几何形表示方法物象型表示方法等,但就毛衫常采用:字母表示方法和毛衫与人体的贴合度表示法。
毛衫外廓型设计的特点与方法毛衫造型变化是以人体的基本形体为基准的,因此毛衫的外廓型的设计离不开毛衫的几个关键部位,如肩腰底摆等。
肩的设计方法:在毛衫造型中,大多数肩部都是根据肩部的形态略作变化得到的。
但有设计主题的需要,也会过分的夸张肩部设计。
腰部设计:腰部设计变化多样,一般是在腰结线位置和腰部围度两方面进行重点设计。
腰结线位置的设计可分为高腰设计重要设计和低腰设计三种。
腰部围度设计可分为束腰和宽腰两种。
底摆设计底摆位置的高低是毛衫衣长变化的关键。
其形状有直线型曲线形和斜线形毛衫的领子分类及设计要点。
毛衫的领子主要分为挖领和添领。
毛衫领型设计一般采用一.保持基本领型不变,通过变形,添加装饰物或夸张等设计手法得到新颖时尚的领型,或是在基本领型的基础上采用不同组织纹路对比,给人耳目一新的感觉。
二.将各种领型同其他装饰物等进行组合产生的新领型,也称为综合式领。
毛衫袖子的分类及设计要点。
毛衫袖型分为连袖装袖和插肩袖袖型设计一般来讲,其设计点主要在:袖子结构袖身款式袖子长度袖口变化及装饰手法的运用等。
1)根据毛衫风格合理选择袖型。
2)袖身设计要与毛衫廓型相协调并突出产品的风格。
3)设计与整体款式风格协调的袖子。
毛衫的肩型分类及设计要点毛衫中常见的肩型有直肩型平肩型斜肩型和马鞍肩型。
在毛衫造型中,大多数肩部都是根据肩部的形态略作变化得到的。
但有设计主题的需要,也会过分的夸张肩部设计。
毛衫门襟的种类及设计要点门襟设计,在毛衫设计中属于细节设计的一部分,设计时要依照服装类别用途穿着对象及风格特征等方面综合考虑。
1)根据服装用途,明确门襟是全开还是半开。
2)根据服装风格要求,设计门襟细节。
毛衫边口的概念及设计要点边口设计主要是指领边袖口边门襟边口袋边的设计。
设计要点:1)选择或适合的组织2)确定合理的尺寸。
3)选择合适的装饰工艺。
毛衫装饰部位一般有哪些毛衫装饰部位一般选择在人的视平线容易集中地部位,如前胸肩部腰部领部也可选择背部。
对毛衫而言,下摆袖口领口等边口也常是装饰的部位。
毛衫的装饰手法一般有哪些各有何特点毛衫的装饰手法有很多如组织结构镶拼拼贴印花扎染刺绣钩边烫钻褶皱处理添加装饰物等。
印花一般有机印和手工印染,机印图案色彩艳丽图案自由逼真方便洗涤。
手工印染具有一定的偶然性,图案相对比较抽象灵活。
刺绣在毛衫上可通过手工和机械方式刺绣获得各种花型图案来装饰。
烫钻:晶莹闪烁的水钻烫拼出精致的图案的方法是毛衫常用的装饰手法。
镶拼:通过同质镶拼合异质镶拼创造出一种行的富有视觉触觉质感化的装饰形式,弥补毛衫上的单调感,加强毛衫的时装化。
拼贴拼贴是根据构思利用原材料的性能和色彩,按装饰部位的造型需要剪出图案形状,在拼贴成完整的造型,经过制作,缝合在服装上形成服饰图案。
手工编织通常用于毛衫的领边下摆袖口门襟边等边口部位或钩编立体花点缀毛衫局部。
褶皱:通过褶皱形成的局部立体图案来装饰毛衫的一种工艺。
添加立体装饰物:采用添加腰带系带子扎蝴蝶结钉装饰扣或将面料进行层叠堆积等形成局部立体造型,起到装饰美化毛衫的作用。
第七章1.毛衫产品工艺设计的主要内容有哪些1)编织工艺设计内容(1)根据设计师的设计意图或客户样品资料,选用纱线确定织物的组织结构。
(2)确定织物密度及回缩率(3)选用编织机器,确定机型和机号(4)按产品和合约要求,确定产品规格和测量方法。
(5)制作编织工艺单(6)确定单件产品的用料额及辅料等。
(7)制订半成品质量要求。