冲压模具设计实例(doc 20页)
冲压模具设计实例
冲压模具设计实例零件简图:如图3-11所示零件名称:汽车务轮架加固板材料:08钢板厚度:4mm生产批量:大量生产要求编制工艺方案。
图3-11 汽车备轮架加固板零件图一. 冲压件的工艺分析该零件为备轮架加固板,材料较厚,其要紧作用是增加汽车备轮架强度。
零件外形对称,无尖角、凹陷或其他形状突变,系典型的板料冲压件。
零件外形尺寸无公差要求,壁部圆角半径,相对圆角半径为,大于表相关资料所示的最小弯曲半径值,因此能够弯曲成形。
的八个小孔和两个腰圆孔分别均布在零件的三个平面上,孔距有们置要求,但孔径无公差配合。
圆孔精度不高,弯曲角为,也无公差要求。
通过上述工艺分析,能够看出该零件为一般的厚板弯曲件,尺寸精度要求不高,要紧是轮廓成形问题,又属大量生产,因此能够用冲压方法生产。
二. 确定工艺方案〔1〕运算毛坯尺寸该零件的毛坯展开尺寸可按式下式运算:上式中圆角半径;板料厚度;为中性层系数,由表查得;,为直边尺寸,由图3-13可知,将这些数值代入,得毛坯宽度方向的运算尺寸考虑到弯曲时板料纤维的伸长,通过试压修正,实际毛坯尺寸取。
同理,可运算出其他部位尺寸,最后得出如图3-14所示的弯曲毛坯的形状和尺寸。
〔2〕确定排样方式和运算材料利用率图3-14的毛坯形状和尺寸较大,为便于手工送料,选用单排冲压。
有三种排样方式,见图3-15a、b、c。
由表查得沿送料进方向的搭边,侧向搭边,因此,三种单排样方式产材料利用率分别为64%、64%和70%。
第三种排样方式,落料时需二次送进,但材料利用率最高,为此,本实例可选用第三种排样方法。
图3-14 加固板冲压件展开图a〕材料利用率64% b〕材料利用率64%c〕材料利用率70%图3-15 加固板的排样方式〔3〕冲压工序性质和工序次数的选择冲压该零件,需要的差不多工序和次数有:〔a〕落料;〔b〕冲孔6个;〔c〕冲底部孔2个;〔d〕冲孔;〔e〕冲2个腰圆孔;〔f〕首次弯曲成形;〔g〕二次弯曲成形。
冲压模具设计与制造实例可以作为设计范例操作
冲压撲具设计与制造实例例=图1所示冲裁件,材料为A3,厚®为2nm,大批S 生产.试制定工件伸压工 莒规程、设计其模貝,编制模具零件的加工工艺规程.4-RE、冲压工艺与模具设计1. 冲压件工艺分析① 材料:该冲裁件的材料筋钢是普通磧秦钢,具有较好的可冲压性能, ② 零件结构:该冲裁件结构简单,并在转角有四处尺2圆角,比較适合冲裁. ③ 尺寸精S :零件图上所有未注公差的尺寸,属自由尺寸,可按IT14级确定工 件尺寸的公塞孔边距12mn 的公差为_0. lb 属11级精度F 査公差表可得各 尺寸公差为;零件外形:仔5^ 了4 财 24 ^j^nun 30^ 勺 nonR30^ mn R2 纭 ^5 通 零件内骸孔心距i 3T±O,31JWii 结论:适合冲裁。
2. 工艺方案及模具结构类型零件爸称’ 生产批壘: 材料:/ 材料厚止动件 大批 t=2iim165 3.1L7 *■ ■ 11 叮24图1产品零件图R30该零件包括落料,沖孔两个基本工序,可以采用以下三种工艺方案’①先落料,再冲孔,采用单工序模生产.②落料一冲孔复合沖压,采用复合模生产.③冲孔一落料连续沖压,采用级进模生产.方案①模具结构简单,1■旦需要两道工序、两套模具才能完成零件的加工,生产效率较a,难UA满足零件大批S生产的需求.由于零件结构简单,为提高生产效率,主要应采用复合!■中截或级进沖裁方式.由于孔a距尺寸12%有公差要求,为了更好地保证此尺寸精a,最后确定用复合伸裁方式进行生产.工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弾性卸料和定位钉定位方式.3. 排样设计查砖中压模具设计与制造$表2.氐2,两工件间的播辺!a=3,2mj步距为:32.2im ;条料宽度(D+2 a J) 7= C6b+2X2*5)7=Y0确定后样图如图2所示.一个歩距內的材料利用率几为:J7 = —X100%=1550-r(70X32*2)X100?^ =68,8玮查板材标准,宜选gOOinnX 1000jwn的钢板,每张钢板可剪裁为L4张条料(TOiotX lOOOim),每张条料可冲378个工件,则视为:900x1000=65.1%即每张板材的材料利用率为65.1%.4. 冲压力与压力中心计算(D神压力二1.3X215.96X2X450=252.67(KN)其中T按非退火A3钢板计算.沖孔力F,==1.3Lt X二1.3X2兀X 10X2X450 =74. 48(KW)其中:d为冲孔直径,2兀d丸两个孔IS周长之和.»料力=0.05X252.67 =12.63(KW)推件力F尸nK想F:* =6X0,055X37.24 =12. 30(KN)其中n=6是因有两个孔.总冲压力.F 6=F 薄+F ii+F r=252. 67+74* 48+12.63+12. 30 =352. 07 (KN)f2)压力中心111由于工件X方向对称,故压力中心x(=32, 5iim图3压力中心_ i-l坯& ---------i-l24x12+60x0 + 24x12 + 14 5x24 + 38 61x2797 + 14 :5x 24+314x12 + 314x1224+60 + 24 + 14.5+3S.61 + 14.5 + 31.4 + 31.4 3105.5223841=13, Onuii苴中:L1=247W II yj=12jiaiiL 2=603IUIIL3=24nm y^ = 123iuiiL4=60im y *=24ndiiL5=60jmLS=60iim y^j=243iuiiLT=£iOmm y T =1211011L8=6Ojm y^ = 12iiuii计算时,怨略辺缘4-R2圆角.由以上计算可知沖压件压力中心的坐标为(鸵-5, 13\5•工作零件刃口尺寸计算落料部分以落料凹模为基准计算,落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算,冲孔凹模按间隙值配制。
冲压模具设计与制造实例
冲压模具设计与制造实例1. 引言冲压模具是工业生产中常用的一种工具,用于将金属材料通过冲压工艺加工成所需的形状。
冲压模具设计与制造是一个复杂而关键的过程,它直接影响到产品的质量和生产效率。
本文将以一个实际的冲压模具设计与制造实例为例,介绍冲压模具设计与制造的基本步骤和注意事项。
2. 实例背景我们以汽车钣金件的冲压模具设计与制造为例进行讲解。
假设我们的目标是设计和制造一个用于生产汽车车门的冲压模具。
车门是汽车的重要组成部分,其外形复杂,要求尺寸精确,强度高,并具有良好的外观质量。
3. 设计步骤3.1 零件分析与工艺评估首先,我们需要对车门零件进行分析,并评估其加工工艺。
通过对零件的尺寸、形状和材料等特性的分析,确定是否适合使用冲压工艺进行加工。
同时,评估冲压加工的难度和可行性,为后续的模具设计提供依据。
3.2 冲压工艺设计在确定了冲压加工的可行性后,需要进行冲压工艺的设计。
冲压工艺设计包括:冲头形状设计、冲压过程参数的确定、局部加强结构的设计等。
通过合理设计冲压工艺,可以提高车门的加工质量和生产效率。
3.3 模具结构设计根据冲压工艺的设计要求,进行冲压模具的结构设计。
冲压模具包括上模、下模、顶针、导柱等零部件。
根据零件的形状和尺寸特点,确定模具的结构形式、零部件的布局和排列顺序,并进行模具的结构设计和合理布局。
3.4 模具零件设计在完成模具的结构设计后,需要对模具各个零部件进行详细设计。
根据模具的结构和工作原理,分别设计上模、下模、顶针、导柱等零部件。
模具零件设计包括:材料的选择、尺寸的确定、形状的设计等。
通过合理的零件设计,可以保证模具的稳定性和工作性能。
4. 制造步骤4.1 模具加工在完成模具设计后,需要进行模具的加工制造。
模具加工包括:材料采购、加工设备的选择、加工工艺的制定等。
根据模具的设计要求,选择适合加工模具的机床设备,进行模具零部件的加工。
加工过程中,需要严格控制尺寸和精度。
4.2 零部件组装模具零部件加工完成后,需要进行零部件的组装。
冲压模具设计和制造实例

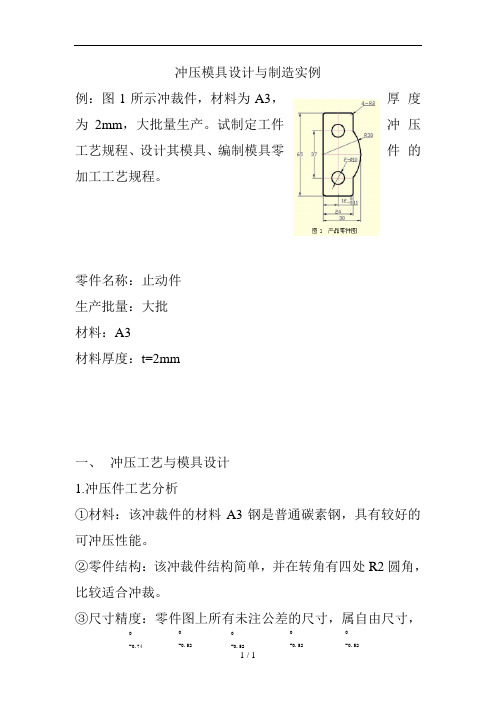
冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm ,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件得加工工艺规程. 零件名称:止动件 生产批量:大批 材料:A3材料厚度:t=2mm 一、 冲压工艺与模具设计 1、冲压件工艺分析①材料:该冲裁件得材料A3钢就是普通碳素钢,具有较好得可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差得尺寸,属自由尺寸,可按IT 14级确定工件尺寸得公差。
孔边距12mm 得公差为-0、11,属11级精度。
查公差表可得各尺寸公差为:零件外形:65 mm 24 mm 30 mm R30 mm R2 mm零件内形:10 mm-0、74 0-0、52 0-0、52 0-0、52 0-0、52 +0、36 0孔心距:37±0.31mm 结论:适合冲裁。
2、工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产. ②落料—冲孔复合冲压,采用复合模生产。
③冲孔—落料连续冲压,采用级进模生产.方案①模具结构简单,但需要两道工序、两套模具才能完成零件得加工,生产效率较低,难以满足零件大批量生产得需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
由于孔边距尺寸12 mm 有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。
工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料与定位钉定位方式. 3、排样设计查《冲压模具设计与制造》表2.5。
2,确定搭边值: 两工件间得搭边:a=2.2m m-0、11工件边缘搭边:a1=2。
5mm步距为:32。
2mm条料宽度B=D+2a1=65+2*2、5=70确定后排样图如2所示一个步距内得材料利用率η为:η=A/BS×100%=1550÷(70×32、2)×100%=68、8%查板材标准,宜选900mm×1000mm得钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=65、1%即每张板材得材料利用率为65、1%4、冲压力与压力中心计算⑴冲压力落料力F总=1、3Ltτ=1、3×215、96×2×450=252、67(KN)其中τ按非退火A3钢板计算。
冲压模具设计实例讲解

第二节冲压工艺与模具设计实例一、摩托车侧盖前支承冲压工艺设计二、微型汽车水泵叶轮冲压工艺与模具设计一、摩托车侧盖前支承冲压工艺设计图12-1所示为摩托车侧盖前支承零件示意图,材料Q215钢,厚度1.5mm,年生产量5万件,要求编制该冲压工艺方案。
⒈零件及其冲压工艺性分析摩托车侧盖前支承零件是以2个mm的凸包定位且焊接组合在车架的电气元件支架上,腰圆孔用于侧盖的装配,故腰圆孔位置是该零件需要保证的重点。
另外,该零件属隐蔽件,被侧盖完全遮蔽,外观上要求不高,只需平整。
图12-1侧盖前支承零件示意图该零件端部四角为尖角,若采用落料工艺,则工艺性较差,根据该零件的装配使用情况,为了改善落料的工艺性,故将四角修改为圆角,取圆角半径为2mm。
此外零件的“腿”较长,若能有效地利用过弯曲和校正弯曲来控制回弹,则可以得到形状和尺寸比较准确的零件。
腰圆孔边至弯曲半径R中心的距离为2.5mm。
大于材料厚度(1.5mm),从而腰圆孔位于变形区之外,弯曲时不会引起孔变形,故该孔可在弯曲前冲出。
⒉确定工艺方案首先根据零件形状确定冲压工序类型和选择工序顺序。
冲压该零件需要的基本工序有剪切(或落料)、冲腰圆孔、一次弯曲、二次弯曲和冲凸包。
其中弯曲决定了零件的总体形状和尺寸,因此选择合理的弯曲方法十分重要。
(1) 弯曲变形的方法及比较该零件弯曲变形的方法可采用如图12-2所示中的任何一种。
第一种方法(图12-2a)为一次成形,其优点是用一副模具成形,可以提高生产率,减少所需设备和操作人员。
缺点是毛坯的整个面积几乎都参与激烈的变形,零件表面擦伤严重,且擦伤面积大,零件形状与尺寸都不精确,弯曲处变薄严重,这些缺陷将随零件“腿”长的增加和“腿”长的减小而愈加明显。
第二种方法(图12-2b)是先用一副模具弯曲端部两角,然后在另一副模具上弯曲中间两角。
这显然比第一种方法弯曲变形的激烈程度缓和的多,但回弹现象难以控制,且增加了模具、设备和操作人员。
冲压模具设计与制造实例----可以作为设计范例操作

一、冲压工艺与模具设计1. 冲压件工艺分析2. 工艺方案及模具结构类型3. 排样设计4.冲压力与压力中心计算5.工作零件刃口尺寸计算落料部分以落料凹模为基准计算, 落料凸模按间隙值配制;冲孔部分以冲孔凸模为基准计算, 冲孔凹模按间隙值配制。
既以落料凹模、冲孔凸模为基准,凸凹模按间隙值配制。
刃口尺寸计算见表1。
表1 刃口尺寸计算6.工作零件结构尺寸7.其它模具零件结构尺寸根据倒装复合模形式特点: 凹模板尺寸并查标准JB/T-6743.1-94 ,确定其它模具模板尺寸列于表 2根据模具零件结构尺寸, 查标准GB/T2855.5-90 选取后侧导柱125×25 标准模架一副。
8.冲床选用根据总冲压力 F 总=352KN,模具闭合高度, 冲床工作台面尺寸等, 并结合现有设备, 选用J23-63 开式双柱可倾冲床, 并在工作台面上备制垫块。
其主要工艺参数如下:公称压力:630KN 滑块行程:130mm 行程次数:50 次∕分最大闭合高度:360mm 连杆调节长度:80mm 工作台尺寸(前后×左右):480mm×710mm 9.冲压工艺规程军{司切料图表匮刻主2’t伸Z得K「I I柯树努葵在菜芸Ff南零-AJ件工序’1第3""$v、,Jg咂厦回曹画t,";誓言惠窃’哇目障.噎.-11!1章’签字自躏百百草哥国’签字曰嗣·.]'.!;l'.2;18辑:i::t;直主幢任主\'i:i:ui;检验图表原料尺寸J OOOX 900mm 2分fix.条料尺寸900 X70 α田3 3分成祭料的重144条料司Ji愣件的主rca28s材料杀周恩%6S.1%军ij 再军E事正荡存?事I4 一」亘三桐树l度A3苍事丙g 否在工。
备主要尺寸游际卡尺61•2田‘’t tt•ot]I i i‘•’蚕丰曰刷l l l!ex串I Il l‘'带J i握手l日踊(:t l!;韩:t2;唱#是寨问主任主雷r t.Jiii王ii:¥画10.模具总装配图图4 模具装配图11.模具零件图图5 凸凹模图6 冲孔凸模图7 落料凹模板图8 上模座板图9 下模座板图10 上垫板图11 下垫板图12 凸模固定板图13 空心垫板图14 推件块图15 卸料板图16 凸凹模固定板二、模具制造1. 主要模具零件加工工艺过程落料凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC 冲孔凸模加工工艺过程材料:T10A 硬度:56 ~60HRC凸凹模加工工艺过程材料:Gr12 硬度: 60 ~64 HRC凸模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC凸凹模固定板加工工艺过程材料:45# 硬度: 24 ~28 HRC 卸料板加工工艺过程材料:45# 硬度: 24 ~28 HRC上垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC下垫板加工工艺过程材料:T8A 硬度: 54 ~58 HRC 空心垫板加工工艺过程材料:45# 硬度: 24 ~28 HRC上模座加工工艺过程材料:HT200下模座加工工艺过程材料:HT200推件块加工工艺过程材料:45# 硬度: 24 —28 HRC。
冲压模设计经典案例
工序号 1 2
3 3 4
5 6
工序名称 备料 钳工
铣 磨 线切割
热处理 检验
工序内容
设备
铣削各面142*82*13
铣床
1、 画螺纹孔、销钉孔、型孔的中 铣床 心线和打线切割孔中心线
2、 钻螺纹孔并攻丝、钻销钉孔并 绞孔、钻线切割孔
铣固定凸模的沉孔
铣床
140*80*12 保证高的两面的粗糙度 磨床
(2)查《冷冲模国家标准》
选取如下尺寸(本因尽量避
免括号内的尺寸,但因其规
格的组合与计算结果相差太
大故勉强取之)
零件名称
尺寸
数量
垫板(上) 140*80*6 1
固定板(上) 140*80*14 1
凹模 140*80*16 1
卸料板 140*80*12 1
中间板 140*80*10 1
固定板(下) 140*80*16 1
凹模板
工艺过程卡
材料名称及 牌号
T10A
产品名称 落寸
工序号 1 2
150×100×20
凹模板
工序名称
工序内容
备料
铣削、保证毛坯142*82*18
钳工
(1)、划型孔、螺钉、销钉中心 线,
(2)、钻螺纹底孔并攻丝; 钻、绞型孔;钻线切割中心孔
3
铣
保证尺寸140.5*80.5*16.5
目录
1、 设计任务如图 2、 冲裁的工艺分析 3、 冲裁工艺方案的确定 4、 排样图设计 5、 冲裁压力及压力中心的确定 6、 计算凹模外形尺寸和选择典
型组合 7、 模具主要零部件的设计
8、 凹凸模刃口尺寸计算 9、 编制工艺规程 10、 装配图、零件图 11、 致谢 12、 附录参考资料
冲压模具设计和制造实例
冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,-0.74 0-0.52-0.52-0.52-0.52可按IT14级确定工件尺寸的公差。
孔边距12mm 的公差为-0.11,属11级精度。
查公差表可得各尺寸公差为:零件外形:65 mm 24 mm 30 mm R30 mm R2 mm零件内形:10 mm孔心距:37±0.31mm 结论:适合冲裁。
2.工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产。
②落料-冲孔复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
由于孔边距尺寸12 mm 有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。
+0.36 0-0.11工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3.排样设计查《冲压模具设计与制造》表2.5.2,确定搭边值:两工件间的搭边:a=2.2mm工件边缘搭边:a1=2.5mm步距为:32.2mm条料宽度B=D+2a1=65+2*2.5=70确定后排样图如2所示一个步距内的材料利用率η为:η=A/BS×100%=1550÷(70×32.2)×100%=68.8%查板材标准,宜选900mm×1000mm的钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=65.1%即每张板材的材料利用率为65.1%4.冲压力与压力中心计算⑴冲压力落料力F总=1.3Ltτ=1.3×215.96×2×450=252.67(KN)其中τ按非退火A3钢板计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压模具设计实例(doc 20页)
弯曲模
零件简图:如图3-11所示
零件名称:汽车务轮架加固板材料:08钢板
厚度:4mm
生产批量:大量生产
要求编制工艺方案。
图3-11 汽车备轮架加固板零件图
一. 冲压件的工艺分析
该零件为备轮架加固板,材料较厚,其主要作用是增加汽车备轮架强度。
零件外形对称,无尖角、凹
上式中
圆角半径;
板料厚度;
为中性层系数,由表查得;
,为直边尺寸,由图3-13可知,
将这些数值代入,得毛坯宽度方向的计算尺寸
考虑到弯曲时板料纤维的伸长,经过试压修正,实
际毛坯尺寸取。
同理,可计算出其他部位尺寸,最后得出如图3-14所示的弯曲毛坯的形状和尺寸。
(2)确定排样方式和计算材料利用率
图3-14的毛坯形状和尺寸较大,为便于手工送料,选用单排冲压。
有三种排样方式,见图3-15a、b、c。
由表查得沿送料进方向的搭边,侧向搭边,因此,三种单排样方式产材料利用率分别为64%、64%和70%。
第三种排样方式,落料时需二次送进,但材料利用率最高,为此,本实例可选用第三种排样方法。
图3-14 加固板冲压件展开图
a)材料利用率64% b)
材料利用率64%
c)材料利用率70%
图3-15 加固板的排样方式(3)冲压工序性质和工序次数的选择
冲压该零件,需要的基本工序和次数有:
(a)落料;
(b)冲孔6个;
(c)冲底部孔2个;
(d)冲孔;
(e)冲2个腰圆孔;
(f)首次弯曲成形;
(g)二次弯曲成形。
(1)工序组合及其方案比较
根据以上这些工序,可以作出下列各种组合方案。
方案一:
(a)落料,如图3-16所示。
(b)冲壁部孔6个。
(c)冲底部两个孔、一个圆孔和两个腰圆形孔,见图3-19。
(d)首次弯曲成形,如图3-17所示。
(e)二次弯曲成形,如图3-18所示。
方案二:
(a)落料和冲2个腰圆孔。
(b)冲底部两个孔、壁部六个孔和孔。
(c)首次弯曲成形,见图3-17。
(d)二次弯曲成形,见图3-18。
方案三:
(a)落料和冲零件上的全部孔。
(c)首次弯曲成形,见图3-17。
(d)二次弯曲成形,见图3-18。
方案四:
(a)落料,见图3-16。
(b)冲底部两个孔、一个圆孔和两个腰圆形孔,见图3-19。
(c)首次弯曲成形,见图3-17。
(d)二次弯曲成形,见图3-18。
(e)冲壁部两个孔。
(f)冲另一个面壁部四个孔。
方案五:
(a)落料,见图3-16。
(b)首次弯曲成形,见图3-17。
(c)二次弯曲成形,见图3-18。
(d)冲底部两个孔和一个孔。
(e)冲腰圆孔。
(f)冲侧壁六个孔。
方案六:
(a)落料,见图3-16。
(b)冲底部两个孔、一个孔和两个腰圆孔,见图3-19。
(c)首次弯曲成形,见图3-17。
(d)二次弯曲成形,见图3-18。
(e)钻壁部六个孔。
对以上六种方案进行比较,可以看出:
方案一,从生产效率、模具结构和寿命方面考虑,将落料和零件上的孔组合在三套模具上冲压,有利于降低冲裁力和提高模具寿命,同时模具结构比较简单,操作也较方便。
但是,该方案的二次弯曲均安排大冲孔以后进行,弯曲回弹后孔距不易保证,影响零件精度。
方案二,落料和冲腰圆孔组合以及底部两个孔和壁部六个孔组合冲出,可以节省一道工序,但是模具结构比方案一复杂,同时多凸模厚板冲孔模容易磨损,刃磨次数增多,模具寿命低。
二次弯曲工序均在冲孔后进行,产生与方案一相同的缺点。
方案三,落料和零件上的孔采用复合模组合冲压,优点是节省了工序和设备,可以提高和生产效率,但模具结构复杂,且壁部六个孔处的孔边与落料外缘间距仅8mm,模壁强度较差,模具容易磨损或破坏,因此不宜采用。
方案四,壁部六个孔安排在弯曲后进行,可以提高孔距精度,保证零件质量,但是壁部冲孔的操作不便,同时弯曲后二次冲孔的模具费用也较高。
方案五,全部冲孔工序安排在弯曲成形后进行,缺点是成形后冲孔,模具结构复杂,刃磨和修理比较困难,上、下料操作也不方便。
方案六,情况与方案四基本相同,但壁部六个孔改为钻孔,可以保证孔间尺寸,提高了零件精度,同时可减少两套冲孔模,有利于降低零件的生产成本。
缺点是增加了钻孔工序,增加工序时间。
通过以上的方案分析,可以看出,在一定的生产批量条件下,选用方案六是比较合理的。
确定了工艺方案以后,就可以进行该方案的模具结构形式的确定,各工序的冲压力计算和冲压设备的选用。
图3-16 加固板落料模
1-下模板、2-导柱、3-导套、4-卸料板、5-螺钉、
6-螺钉、7-凹模、8-上模板、9-销钉、10-挡料销、
11-螺钉、12-凸模、13-销钉、14-销钉
三. 各工序模具结构形式的确定
上面的工艺方案分析和比较中,已选用了模具种类,如选用落料模、冲孔模、首次弯曲模和二次弯曲模等,在最佳工艺方案六选定后,再确定各工序模具的具体结构形式。
本实例为便于介绍和分析,在各工艺方案分析和比较时,已给出了模具的结构形式,见图3-16、17、18、19等,因此,这里不再另述。
图3-17 务轮架加固板第一次弯曲模
图3-18 备轮架支架加固板第二次弯曲模
图3-19 加固板冲孔模
1-下模板、2-导柱、3-导套、4-上模板、5、7、9-凹模、
6、8、10-凸模、11、18、20-定位销、12-垫板、
13-凸模固定板14、16、17-紧固螺钉、15-卸料板、
19-凹模固定板、21-定程柱、22-挡料销
四. 计算各工序冲压力和选择冲压设备
(1)第一道工序——落料
(a)平刃口模具冲裁时,落料力按下式计算:
将加固板毛坯的周长,厚度以及08钢材料的抗剪强度代入上式,得
为了降低落料力,改用斜刃口模具,落料力
上式中,为模具斜刃口部分长度。
考虑到落料时条料容易安置和定位,模具的部分刃口可以设计成平口的。
因此,表示刃口部分的长度(如果模具刃口全部做成斜口的,则),如图3-16所示。
图中
平刃口长度,
斜刃口长度,
取
则
(b)推件力
设同时梗塞在凹模内的零件数,查表系数,代入上式,得
(c)选用冲压设备
这一工序的落料力,推件力,因此,工序所需的总压力
&n,bsp; &,nbsp;
从总压力出发,应选用1000kN压力机,但是1000kN压力机的工作台,对加固板落料模尺寸偏小,不能安装,故应选择1600kN压力机。
(2)第二道工序——冲孔(图3-19)
(a)冲压两个孔,冲孔力<,/DIV>
(b)冲压孔,冲孔力
(c)腰圆孔冲孔力
(d)选用冲压设备
工序总的冲孔力
故可选用1000kN压力机。
(3)第三道工序——首次弯曲成形(图3-17)
该工序冲压力,包括自由弯曲力,校正弯曲力和压料力(或推件力)。
(a)自由弯曲力
上式中,
安全系数:
宽度:
弯曲半径:
08钢抗拉强度:
则
(b)校正弯曲力
冲压件在行程终了时受到的校正弯曲力,可按近似计算。
加固板冲压件首次弯曲的投影面积
查表得单位校正力,代入上式得,
(c)压料力
,
&nb,sp; &am,p;am,p;am,p;am,p;am,p;am,p;nb,sp;
取系数0.5,则
(d)选择冲压设备
由弯曲工艺可知,弯曲时的校正弯曲力与自由弯曲力、压料力不是同时发生的,且校正力比自由弯曲力和压料力大得多。
因此,可按选择冲压设备,实际选用2500kN压力机。
(4)第四道工序——二次弯曲成形(图3-18)
该工序所需压力,有自由弯曲力、校正弯曲力和压料力等。
因校正弯曲力大于自由弯曲力和压料力,且在弯曲时这些压力不是同时产生的,故在选择冲压设备时,只需计算校正弯曲力就可以了,即。
加固板零件二次弯曲的投影面积,取,代入上式,得,实际选用2500kN压力机。
五. 编写工艺文件,填写冲压工艺卡。
点击下载:。