带式输送机纠偏装置改造
带式输送机调偏装置的改进设计

江 西 煤 炭 科 技2008年第1期 J I A NGX I COAL SC I E NCE&TECHNOLOGY NO11 2008 带式输送机调偏装置的改进设计梁纪增1,崔建瑞2,季景文1,于绍辉1,王振江1(1 郑煤集团公司告成矿,河南登封452477;2 郑煤集团白坪煤业公司,河南登封452477)摘 要:阐述了带式输送机常用自动调偏方法和调偏原理,针对存在的问题,进行了改进设计,使用效果较好。
关键词:胶带输送机;调偏;装置;改进中图分类号:T D528+.1 文献标识码:B文章编号:1006-2572(2008)01-0035-01I m prov i ng D esi gn of D ev i a tion Adjusti n g D ev i ce of Belt-shaped ConveyerL IANG J izeng1,CU I J ianrui2,J I J ing wen1,Y U Shaohui1,WANG Zhenjiang1(1.Gaocheng Colliery,Zhengzhou M ine Gr oup Co.,Dengfeng,Henan,452477;2.Dengfeng Coal Bureau,Dengfeng,Henan,452477)Abstract:The authors have discussed on s ome common automatic deviati on adjusting methods and deviation adjusting p rinci p les.They have also pointed out so me i mp r oving design and made it widely used by analyzing the existing p r ob2 lem s.Key W ords:belt-shaped conveyer;deviati on adjusting;device;i m p rove 带式输送机以其输送能力大、维护方便、营运费低、结构简单、运转平稳可靠、运行阻力小、耗电量低、容易实现自动化等特点,广泛应用于冶金、电力和化工等厂矿企业。
带式输送机跑偏原因分析及纠偏措施

带式输送机跑偏原因分析及纠偏措施发布时间:2023-01-04T06:28:56.490Z 来源:《中国科技信息》2023年17期作者:李大伟臧慧超李骏[导读] 皮带输送机发生跑偏时,皮带与内部金属部件之间的摩擦将导致皮带与输送机分离,导致设备故障停运,影响企业生产运行,降低生产效率。
皮带跑偏损坏与皮带直接接触的设备,影响其他设备的使用;胶带输送机的跑偏也可能导致生产停机,并存在一定的安全隐患。
李大伟臧慧超李骏日照港船机工业有限公司山东省日照市276800摘要:皮带输送机发生跑偏时,皮带与内部金属部件之间的摩擦将导致皮带与输送机分离,导致设备故障停运,影响企业生产运行,降低生产效率。
皮带跑偏损坏与皮带直接接触的设备,影响其他设备的使用;胶带输送机的跑偏也可能导致生产停机,并存在一定的安全隐患。
关键词:带式输送机;跑偏原因;纠偏措施带式输送机跑偏是生产过程中常见的现象,但它会严重影响带式输送机的运行状况,一方面会影响企业的生产效率,另一方面会对设备造成损坏,降低设备的使用寿命。
1 带式输送机跑偏机理分析1.1空载跑偏机理带式输送机在空载状态下,受摩擦、重力和张力的影响较大。
在传送带的重力作用下,传送带与托辊表面完全贴合,使托辊在传送带运行时旋转。
理想情况下,输送带的摩擦力与张力相反,均匀分布在输送带表面。
但在实际情况下,摩擦力和张力对输送带跑偏的影响最大。
输送机受基础沉降和安装质量的影响,使输送机皮带不能完全适应托辊表面,导致输送机皮带摩擦力不同,导致输送机皮带偏侧,摩擦力较小。
同时,由于皮带对接不当、质量差、卷筒曲率直径不一致、头尾滚筒轴线不平行等原因,皮带表面张力不均匀,也会出现偏位现象。
1.2运输状态下跑偏机理带式输送机在运行状态下产生跑偏的主要原因有两个,一是卸料过程中产生的冲击力导致带式输送机产生跑偏,二是带式输送机堆放物料不均匀,导致带式输送机与托辊之间的摩擦力不同而产生跑偏。
当输送机卸煤时,高速煤流进入下一水平带式输送机将产生较大的冲击力,这种冲击力作用在下水平带上,造成带式输送机不稳定,并向冲击力一侧偏移;当输送带上堆放的物料不均匀时,输送带上堆放的物料在重力较大一侧的摩擦力较大,导致输送带向摩擦力较小一侧跑偏。
输煤系统皮带纠偏装置的改进与研究

输煤系统皮带纠偏装置的改进与研究班组通过试验总结提炼了输煤系统中调心托辊密度分布和皮带跑偏之间的联系。
自主设计了大空间双中心调心托辊组、螺旋式煤流微距调整器、外挂式煤流微距导流板;联合厂家设计煤流聚集器(厂家已申请专利),使用排渣滚筒和加装滚筒积煤积冰清理器,其有利的避免了皮带跑偏导致的皮带磨损,解决了导流板可能脱落砸伤皮带的难题,增加了纠偏装置的牢靠性及有用性,延长皮带寿命。
关键词:大空间双中心调心托辊组;调心托辊组密度分布;螺旋式煤流微距调整器;外挂式煤流微距导流板;煤流聚集器;排渣滚筒DOI:10.16640/ki.37-1222/t.2018.19.019 1 概述我厂Ⅰ、Ⅱ、Ⅲ、Ⅳ期三套输煤系统共有胶带输送机76条,再加上斗轮机上取料带、配料带、堆取料带等皮带,皮带总共将近一百条。
机械班所辖皮带总计34条。
胶带输送机皮带跑偏问题是影响皮带寿命的主要因素之一,跑偏会导致皮带边胶磨损加剧,皮带从边线分层,影响皮带强度,导致皮带寿命快速减短。
2 存在问题皮带跑偏缘由主要是有:(1)起作用的调心托辊组数量不足;(2)落煤点不正导致跑偏;(3)皮带机架不正;(4)滚筒粘煤等。
在传统的解决方法中,一般采纳的方式为:(1)是更换和加装调心托辊组,确保有足够的调心托辊启到调偏作用;(2)加装煤流调整板(包括专用煤流调整板和锁气器收口挡板);(3)是调整皮带机架,确保皮带机架偏差量小于规定值;(4)是加装清理装置,清除滚筒积煤。
但是传统的调心托辊组及纠偏装置存在有其局限性及缺点,影响纠偏装置效果及存在设备隐患。
3 改进 3.1 起作用的调心托辊组数量不足导致的跑偏3.1.1 锥形调心托辊的改进锥形调心托辊组也存在一些问题:(1)其托辊下部为角钢,虽是锥形,但是假如煤粉较湿时,其上简单积煤,积煤过多后就出现卡涩托辊的状况,而且无法做到自行清理;(2)其转轴位置太高,导致横切力矩太大简单出现转轴扭断卡涩;(3)其转轴位置无有效密封措施,暴露简单积粉卡涩,导致调心托辊不转;(4)其跑偏调整为线接触调整,调整力在跑偏较大时存在调整力不够、不能有效调整的现象。
带式输送机自动调偏装置的改进设计

带式输送机自动调偏装置的改进设计摘要:本文主要研究带式输送机自动调偏装置的改进设计。
首先介绍了带式输送机生产过程中遇到的一些问题及其解决方案,其次,提出了一种新的自动调偏装置,其基本思路是在相应的位置安装传感器,根据传感器的信号,控制电机的工作,使得输送机加热器能够自动运行并实现偏移调整。
最后,对于本文中提出的自动调偏装置,以及在使用过程中存在的一些不足,做出一定的总结和改进建议,以便日后的发展和改进。
关键词:带式输送机;自动调偏装置;传感器;电机;偏移调整正文:带式输送机是一种广泛应用于工业生产的物料运输设备,其生产过程中,由于多种原因,经常会遇到调整输送机的偏移量的问题,一般情况下是手动调节才能实现。
为解决这一问题,我们提出了一种新的自动调偏装置。
该装置的基本思路是,在输送机的两端安装多个传感器,传感器可以检测到输送机的偏移情况,当传感器检测到输送机发生偏移时,根据检测到的偏移程度,电动机会自动调整输送机加热器,使其自动调整偏移量,实现输送机的自动调偏。
虽然本文所提出的自动调偏装置能够有效解决输送机偏移量调整的问题,但是仍然存在一些不足,如传感器的精度、电动机的运行效率等。
因此,建议在日后的研究和发展中,不断改进传感器的精度和电机的运行效率,以期获得更加优化的带式输送机自动调偏装置。
本文的改进设计研究,引入了两种技术来实现输送机的自动调偏:传感器技术和电机技术。
首先,传感器的作用是检测输送机的偏移量,根据检测结果来调节输送机加热器的位置,以实现偏移调整;其次,电机技术主要负责控制和精确控制输送机加热器的位置,从而实现输送机的自动调偏工作。
除了上述两种技术外,本文还对自动调偏装置的使用环境进行了优化,使得输送机在各种不同的使用环境中都能正常工作。
同时,本文还设计了一套智能调节系统,可以根据不同环境条件,实时调节电机的输出功率和转速,以实现更多种调偏方式。
此外,本文还提出了更加详细的改进建议,为了进一步增强传感器的精确度,可以采用更加精密的检测装置,以及增加精度更高的多组份传感器;为了进一步提高电动机的运行效率,可以采用更加高效的传感器控制系统,以及更符合实际工况的电机功率设计。
带式输送机液压自动纠偏装置的设计与应用
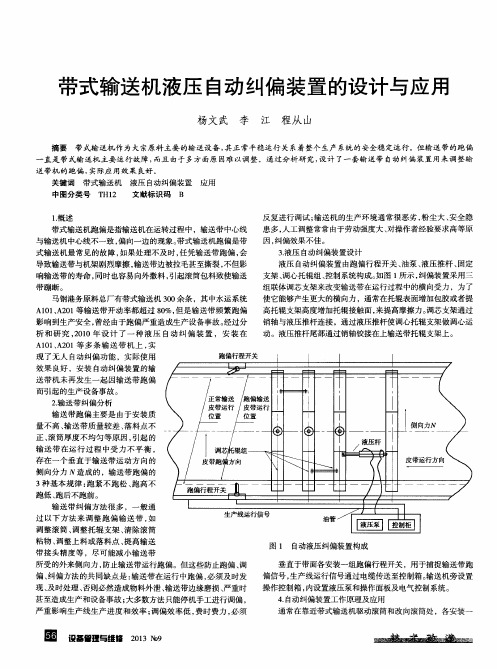
反 复进 行调试 ;输送机 的生产环境通常很恶劣 ,粉尘大 、安全 隐 患多 ,人工调整常常由于劳动强度大 、对操作者经验要求高等原 因 ,纠偏效果不佳 。
3.液压 自动纠偏装 置设计 液压 自动纠偏装置 由跑偏行程 开关 、油泵 、液压推杆 、固定 支架 、调心托辊组 、控制系统构成 。如图 1所示 ,纠偏装置采用三 组 联体调芯支架来改变输送带在运行过程 中的横向受力 ,为 了 使 它能够产生更大的横向力 ,通 常在托辊表面增加包胶或者提 高托辊支架高度增加托辊接触面,来提高摩擦力 。调芯支架通过 销轴与液压推杆连接 ,通过液压推杆使调心托辊支架做调心运 动。液压推杆尾部通过销轴铰接在上输送带托辊支架上 。
选择 开关 选择 手 动 操作 Qr'Z开 关
时 ,如需 要左进推动调芯 支架组 ,按
下 左 进 按 钮 (2sB),中间 继 电器 KA2
通 电、KM 闭合回路形成电磁 阀 DF2
通 电 、油 泵工作推动液压杆 向左运
动 ,液压 杆推动调芯支架组左进 实
现手动操作 。
图 2 自动纠偏过程示 意图
目冒 设置管理与维伍 2013№9
组 自动液压纠偏装置 ;靠近驱动滚筒 、紧邻调心托辊组安装一组 生摩擦力 、 、 。摩擦力产生垂直输送带运行方 向侧力 、
输送带跑偏行程开关 。调心托辊组支架~端与液压杆铰接 ,使调 , 使 . =Ⅳ >Ⅳ,N。使 跑偏输 送带 向 XK2侧调 整 ,当调整 到 .
心托辊组支架在液压杆 的推动下 ,围绕支架调芯轴旋转一个角 输送带正常运行 位置及输送带 边缘不能和 XK1接触 ,此 时 Nl=
度 ,从而实现调心托辊组在液压的作用下 ,控制调心托辊组轴线 Ⅳ并且 跑偏 行程开关 XKI断开 ,回路断开输送带正 常运行 ,自
论带式输送机的跑偏问题及纠偏装置的发展方向

论带式输送机的跑偏问题及纠偏装置的发展方向发布时间:2021-03-10T08:19:32.987Z 来源:《防护工程》2020年31期作者:朱元奎[导读] 带式输送机在运转过程中输送带中心线脱离输送机的中心线,即偏向一边,这种现象称为输送带的跑偏。
河南能源义煤公司义络煤业运输队河南洛阳 471600摘要:本文首先阐述了带式输送机输送带跑偏的定义、跑偏原因及跑偏的危害,接着阐述了带式输送机输送带跑偏的预防及处理方法,最后就带式输送机输送带跑偏纠偏装置的发展方向进行了探讨。
关键词:带式输送机;跑偏;纠偏装置;自动纠偏装置。
引言:带式输送机是一种摩擦驱动以连续方式运输物料的机械,主要由机架、托辊、滚筒、张紧装置、传动装置等组成。
可以用于水平运输或倾斜运输,使用非常方便,广泛应用于现代化的各种工业企业中,如:矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中,具有输送距离长、运量大、连续输送等优点,而且运行可靠,易于实现自动化和集中化控制,尤其对高产高效矿井,带式输送机已成为煤炭开采机电一体化技术与装备的关键设备,是煤矿最理想的高效连续运输设备。
带式输送机在实际使用运行过程中,由于各种原因会导致输送带跑偏,输送带跑偏可能会造成的危害也是相当多的,因而,输送带的纠偏问题就成了一个极其必要而且十分重要的问题。
1.输送带跑偏带式输送机在运转过程中输送带中心线脱离输送机的中心线,即偏向一边,这种现象称为输送带的跑偏。
2.输送带跑偏的原因在带式输送机安装、实际运行和日常维护过程中,总结一下,带式输送机输送带跑偏的原因大概有以下几种:1.1滚筒两头直径大小不一。
1.2滚筒和托辊表面粘有煤泥或其他附着物。
1.3机头传动滚筒与尾部滚筒不平行,传动滚筒、尾部滚筒轴中心线与机身中心线不垂直。
1.4托辊安装位置不正、水平误差较大。
1.5给料位置不正即物料的落点不在皮带断面的中间。
1.6滚筒中心不在机身中心线上。
1.7输送带接头与中心线不垂直或输送带老化变质造成两侧倾斜。
煤矿井下带式输送机纠偏装置的设计与应用
引言带式输送机是一种大型功能复杂的多设备系统,是煤矿井下生产过程中不可或缺的物料运输设备[1]。
带式输送机在实际运输过程中,工作环境恶劣复杂,常常出现胶带偏离纵向中心线即跑偏的问题[2],从而引起物料的倾洒,甚至胶带边沿的磨损,降低输送带的使用寿命,严重时还会造成输送带断裂、烧损甚至引发火灾,导致煤炭运输线停运,影响安全生产,严重阻碍着带式输送机的发展[3],因此,本文设计一种光电式的有源纠偏装置以解决上述问题。
1带式输送机跑偏原因煤矿井下带式输送机跑偏的原因较多[4-6],分析其原因主要有以下三个方面:输送机胶带松弛张紧力不足时,会引起胶带所受拉力不均匀,这时容易导致胶带跑偏。
而导致输送机胶带松弛也主要有两个方面的因素,一是胶带初始安装后,张紧力正常,由于胶带一般承受的载荷量较大,在长时间的高负荷运行之后,胶带容易发生变形,甚至造成胶带边缘严重磨损,从而导致胶带张紧力较低,不能满足胶带正常运输时所需的张紧力要求;二是载荷较大的问题,当输送机没有载荷或者载荷较小时,胶带不会发生跑偏,但是当载荷逐渐加大一定量的时候,此时张紧力也会出现降低,胶带发生跑偏。
带式输送机的安装对各部位结构的相对位置是有一定要求的,一旦位置安装不合理,胶带容易出现跑偏。
例如:在进行前后滚筒安装过程中,如果前后的滚筒中心线偏差大或者与胶带的中心线不垂直时,带式输送机在运行过程中,都会产生横向的拉力,从而导致胶带始终偏向一侧,随着幅度不断增加,最终导致胶带跑偏。
还有当托辊轴线和胶带的中心线安装不垂直时,也会在高速运行时,产生一个横向力,最终导致偏移。
胶带接收物料的位置是一个槽型,并且都是从转载机处进行接收,如果卸料点在进行物料卸载时总是偏向于一侧相同的方向,这样长时间运行后,受料多的一侧侧辊受力较大引起一定程度的倾斜,此时物料作用于胶带上的力产生一个横向的作用力,从而导致胶带向一侧移动,积累到一定的程度后,胶带发生跑偏。
2输送带纠偏装置的设计输送带的纠偏根据有无外力的输入可以分为无源纠偏和有源纠偏。
短距离输送带自动纠偏方法的改进

1 存 在 问题
长距 离 输 送 带 的纠 偏 方 法较 多 , 可 利 用 多种 措
设 备 给料 系统故 障次 数 统计 。从统 计 情 况 分 析 , 给
图 5 水 泥 灌 浆 施 工
制; 消除 了基础 预埋 螺栓 腐烂 的危 害隐患 , 以后 基础
预埋 螺栓 的露 出地 面 部 分 发 生腐 烂 , 只要 拧 出螺杆
换上 新 的就可 以 , 不 需 再进行基 础 开凿 。
4 # 静态 轨道衡 基 础 修 复 和传 感 器 更 换 升 级项 目, 由 于采用 了螺 套连 接 工 艺 , 减 少 了基 础 开 凿 工 程量 和 基础预 埋螺 栓修 复处 理时 间 , 使 工期 缩短 了 8天 , 成
料 系 统输送 带故 障 频率 较 高 , 是 影 响 整 机 生产 效 率 塞取 出 , 安 装上 螺杆 固定就 可 以了 。 螺套连 接工 艺修 复处 理基础 预埋 螺栓 相较 常规
的绑 焊操作 修 复处理 的优 点 : 基 础开 凿工 程量小 ; 基
础开 凿深 度浅 , 螺套 连接修 复处 理 螺 纹 长度 是 3 d+
功避免 了基 础开 凿量 过大 可能 损害 基坑基 板 和绑焊
焊接质 量 不好 的风 险 , 在 2 0 1 3年 1 0月 完 工 至 今情 况 良好 。此 次螺 套连 接工 艺修 复处 理基 础预 埋螺栓
3 结 语
螺 套连 接 工 艺是 十分 简单 的工 艺 , 但 是它 在 基 础预 埋螺 栓腐 烂修 复 处 理 上应 用 , 可 以保 证 修 理 质 量, 缩短 修理 工期 , 减少 修理 费用 。在基 础 预埋螺 栓 容 易腐烂 的工 程部 位 , 如果 在 工 程设 计 中就 采 用 基
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
带式输送机纠偏装置改造
发表时间:2018-01-28T19:38:02.543Z 来源:《电力设备》2017年第28期作者:唐麟
[导读] 摘要:带式输送机是火力发电厂输煤系统的主要设备,同其他类型的输送设备相比,具有生产率高、运行平稳可靠、输送连续均匀、运行费用低、维修方便、易于实现自动控制及远方操作等优点,其安全、稳定、可靠地运行直接影响到发电机组的燃煤供应。
(华电江苏能源有限公司句容发电厂江苏省镇江市 212000)
摘要:带式输送机是火力发电厂输煤系统的主要设备,同其他类型的输送设备相比,具有生产率高、运行平稳可靠、输送连续均匀、运行费用低、维修方便、易于实现自动控制及远方操作等优点,其安全、稳定、可靠地运行直接影响到发电机组的燃煤供应。
各种形式的带式输送机,在运行过程中由于受许多因素的影响而不可避免地存在不同程度的跑偏现象,为了解决这个问题,除了在安装、检修、运行中注意调整外,还应装设一定数量的纠偏装置。
纠偏装置由回转支架、托辊和两侧的立辊组成。
当运行胶带跑偏时,胶带与某侧立辊接触,带动支架回转,使托辊的线运动方向与胶带运动方向形成一个夹角,产生摩擦力驱动胶带,使胶带始终运行在设定的范围内,从而避免出现胶带跑偏洒料,跑偏停机,跑偏撕带等故障,达到保护胶带正常运行的目的。
关键词:纠偏装置;回转轴承;骨架油封
一、皮带跑偏的危害及故障原因分析
皮带跑偏会导致输送机局部或全线撒料、输送带边缘磨损、撕裂、煤石飞溅伤人甚至火灾等事故,频繁的跑偏增加了工作量和材料的投入,影响安全生产,必须采取措施,确保设备安全稳定运行。
1、从2016年1月到4月对输煤系统运行日志及缺陷登记收集,对输煤皮带跑偏撒煤故障、缺陷进行分类汇总,列表如下:
2、结论:从以上图表可知纠偏装置故障是输煤皮带跑偏撒煤的主要问题。
只有解决纠偏装置故障,才能避免皮带跑偏撒煤现象。
二、皮带纠偏装置故障原因分析
纠偏装置故障频发,其支架不能回转故障甚为常见,经解体回转机构后发现存在设计和制造问题,原托辊支架回转机构装配图如下图所示:
此图是现场测绘零部件后绘制的装配图,分析图纸后发现,支架回转部分仅安装一只推力球轴承,动密封属于非接触式密封,密封效果较差,轴承润滑腔体内易进入煤粉,导致支架不能回转,所以分析出支架回转机构的设计缺陷是纠偏装置故障的主要原因。
三、根据纠偏装置故障原因采取措施进行整改和对原回转机构进行重新设计
对回转机构进行重新设计,尽可能多地保留原有支架的零部件,仅重新设计、制作支架回转机构的回转轴套,彻底解决以上问题,确保支架回转机构动作可靠、稳定。
回转轴套重新设计后的装配图如下图所示:
重新设计后的回转机构,上部加装了轴套和骨架油封,轴套与轴采用过盈配合,底部加装定位密封圈,极大地增了强密封性能,能够有效地防止煤粉等粉尘进入轴承腔体,避免了轴承严重磨损、卡死等故障的发生。
加装的深沟球轴承与原推力球轴承形成很好的配合,有效稳固了轴,增强了其稳固性。
本次改造均是使用的高质量零件,性能稳定,使用寿命长,有效降低了故障率,大大减少了检修工作量。
定期清扫也对延长纠偏装置的使用寿命起到了关键的作用。
四、整改后效果检查
活动后,通过本QC小组从2016年7月到10月对输煤皮带跑偏撒煤故障、缺陷的跟踪记录,统计汇总,列表如下:
对比整改前,因纠偏装置故障造成的皮带跑偏从17次/月降低到现在的0.75次/月,效果十分显著,本次对纠偏装置的技术改造取得了很大的成功。
五、总结
经过技术改造,因纠偏装置故障造成的皮带跑偏从17次/月降低到现在的0.75次/月,效果十分显著,基本消除了因纠偏装置故障造成的皮带频繁跑偏,保证了输煤系统的安全可靠运行,在以后的工作中努力提高隐患排查的技术能力,形成设备隐患排查治理常态化、规范化和制度化。
参考文献
[1]王学礼.莱州电厂输煤系统输送带纠偏浅析[M].山东:山东工业技术出版社,2016年第18期,149-149页.
[2]王毅刚.电厂输煤系统介绍[M].北京:中国电力出版社,2002年11月.
[3]刘班.关于输煤系统常见故障的处理[M].北京:科技信息出版社,2009,(23).。