均值极差控制图
SPC培训(均值--极差控制图)

管制图的类型
• 6 管制图的选择方法 • 7 计量型数据管制图
•
• • • • •
a 与过程有关的控制图 b 使用控制图的准备 c X-R 图 d X- s 图 e ˜X- R图 f X-MR图
• 8 计数型数据管制图 • a p图
2004-8-28 教育訓練 培訓教材 3
b c d
np 图 c图 u图
172 173 175 176 174 174 4
备注
176 175 174 173 170 174 6
171 173 173 174 175 173 4
175 174 175 173 172 174 3
173 172 170 171 172 172 3
169 171 173 174 175 172 6
170 169 171 172 173 171 4
175 173 170 169 171 172 6
175 176 174 172 170 173 6
175 173 171 169 170 172 6
174 175 175 174 173 174 2
应记录人员、材料、环境、方法、机器或测量系统的任何变化,当控制图上出现信号时,这些记录将有助于采取纠正措
日期/时间 备注 日期/时间
2004-8-28
教育訓練 培訓教材
12
1-3、计算每个子组的均值(X)和极差 、计算每个子组的均值( )和极差R 对每个子组计算: 对每个子组计算: X=(X1+X2+…+Xn)/ n R=Xmax-Xmin 式中: 为子组内的每个测量值。 式中: X1 , X2 • • • •为子组内的每个测量值。n 表示子组 为子组内的每个测量值 的样本容量 1-4、选择控制图的刻度 、 4-1 两个控制图的纵坐标分别用于 X 和 R 的测量值。 4-2 刻度选择 :
均值-极差控制图 计算公式
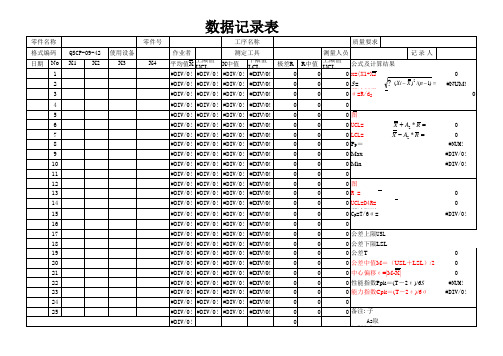
质量要求 测量人员 极差R 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 R中值 上限值UCL 公式及计算结果 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 平均值 x=(X1+X2+…+Xn)/n= 2 0 性能偏差S = å ( Xi - X ) /( n - 1) = 0 能力偏差σ =R/d2 0 0 X 均值图 0 上极限值UCL= X + A2 * R = 0 下极限值LCL= X - A2 * R = 0 性能指数PP=T/6S= 0 Max 0 Min 0 0 R 极差图 0 平均极差 R = 0 上极限差UCL=D4R= 0 能力指数CP=T/6σ = 0 0 公差上限USL 0 公差下限LSL 0 公差T 0 公差中值M=(USL+LSL)/2 0 中心偏移ε =|M-X| 0 性能指数Ppk=(T-2ε )/6S 0 能力指数Cpk=(T-2ε )/6σ 0 0 备注: 子组容量为4 A2取0.729,D4取2.282,d2取2.056 0 0 0 #NUM! #DIV/0! 0 0 #DIV/0! 0 0 #NUM! #DIV/0! #DIV/0! 0 #NUM! 0 记录人
### ###### #DIV/0! #DIV/0!
#DIV/0!
#DIV/0!
均值图 1
均值
3σ + 2σ + 1σ +
系列1
0.5
0
1 3 5 7 9 11 13 15 17 19 21 23 25
UCL 中值 LCL
1σ 2σ 3σ 0 0.2 0.4 0.6 0.8 1
均值-极差控制图(x-R)

均值-极差控制图(x-R)X匀值:是通过每组样本的平均值得出的,然后把每组的平均值相加除以组数,得到总的平均值.R 匀值:是通过每组两个极端值得到的,就是每组的最⼤值-最⼩值,等于每组的极差,再通过每组的极差值来计算总的极差平均值平均极差分布及控制图常数表2 ⽤EXCEL软件绘均值⼀极差控制图(rR图)2.1 绘图⽅法2.1.1 EXCEL软件的作⽤随着计算机技术的不断发展,尤其是计算速度的不断加快,使其在办公领域得以充分应⽤。
⼀些软件不但能制表,还能绘图,使质量管理⼯作也上了⼀个新⽔平。
近来,笔者尝试⽤EXCEL 绘均值⼀极差控制图( R 图),以使质量管理⼯作更⽅便、更快捷。
2.1.2 应⽤⽰例现以齿条总⾼为例,⽤EXCEL软件绘a-R 图。
设共有25组数据,样本⼤⼩为5,其操作过程如下。
2.1.2.1 打开EXCEL软件中的⼀个⼯作薄,选择其中⼀个⼯作表。
2.1.2.2 在第1⾏输⼊表头。
2.1_2.3 在第l列单元格输⼊样本编号:选定要填充的第1个单元格A2,输⼊1,A3格输⼊2,选择A2、A3格将⿏标移到A3格右下⾓的填充柄上,当⿏标指针变成⼩⿊⼗字时,按⿏标左键在要填充的区域上拖动(即从A4到A26),松开⿏标左键,填充⾃动完成。
2.1.2.4 在第2列单元格输⼊标准值:选定单元格B2,输⼊2.8,将⿏标移到B2格右下⾓的填充柄上,当⿏标指针变成⼩⿊⼗字时,按⿏标左键在B3到B26格上拖动,松开⿏标左键填充⾃动完成。
2.1.2.5 将收集到的数据输⼊表中。
2.1.2.6 计算均值:选定H2,选“常⽤”⼯具栏中的“粘贴函数”(即⼚ ),出现“粘贴函数”对话框,在函数分类栏中选“常⽤函数”,在函数名栏中选“AV—ERAGE”,点“确定”,在“Number1”栏中输⼊“C2:G2”,点“确定”,即求得⼀个均值,选定H2格,点常⽤⼯具栏中的“复制”,再选定H3到H26,选“常⽤”⼯具栏中的“粘贴”,即求出其余24个均值。
均值-极差控制图Xbar-R (Cpk 、Ppk)1.0

过程能力评 价
过程能力尚充足!
估计过程标准偏差
s) = R / d2 =
过程标准偏差
ss =
n
? (Xi - X)2
i =1
=
n -1
0.0172 0.01845
性能指数 上限性能指数 下限性能指数 过程性能指数
Pp
=
USL - LSL 6s S
=
PpkU
= USL - X 3s S
=
PpkL
=XΒιβλιοθήκη - LSL 3s S0.07 0.07 0.07 0.07 0.07 0.07 0.07
0.15 0.15 0.15 0.15 0.15 0.15 0.15
0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.06 0.04 0.04 0.04 0.04 0.04 0.02
0.04 0.04 0.04 0.04 0.04 0.04 0.04
0.0891 0.0425 0.0847 0.0000
能力指数
Cp = USL6-s)LSL =
1.45
上限能力指 数
USL - X C pkU = 3s) =
1.63
下限能力指 数
C pkL = X -3s)LSL =
过程能力指 数
C pk
= Min(C pkU , C pkL ) =
1.27 1.27
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
子组极差 平均极差 控制上限 控制下限
均值控制上
限 均值控制下
限 极差控制上
限 极差控制下
限
UCLX = X + A2 R = LCLX = X - A2 R =
均值-极差图(带公式空白表格)

工序 规格下限
规格上限
均值-极差图(带公式空白表格)
机模号 抽样频率
模/腔编号 N/A 样本数
位置/生产线# 完成日期
量具编号
备注
测量系统分析结果 控制计划编号
子组编号 日期
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25 指数:
X
=
时间
X1 X2 X3
=URCL
RL=CL R=
#DIV/0!
#DIV/0! NA NA NA
#NAME? #NAME?
#DIV/0! #NAME? 0.00
均值
0.80
为持续控制延长控制限
####0#.70##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #####
####0#.20##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### ##### #####
0.10
批准
0.00
人 批准:
1
2
3
4
5
均值-极差(X-R)控制图
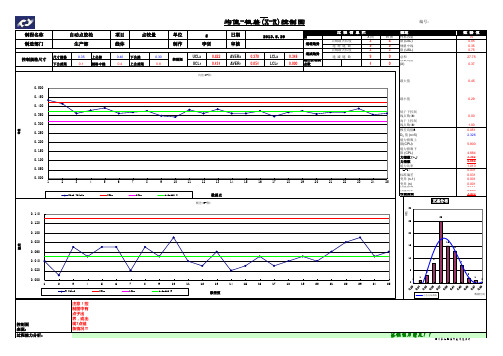
均值-极差(X-R)控制图编号:过 程 信 息 栏统计特性描述数 据 值数据重要趋势X 图R 图样本容量7534工程规范下限 (LSL)0.0599规格中线0.3533工程规范上限 (USL)0.75尺寸规格0.35上公差0.40下公差0.30UCLx 0.422AVERx 0.370LCLx 0.31899总和27.75下公差限0.1规格中线0.4上公差限0.8UCLr0.131AVERr0.051LCLr0.000超出控制线点数1读数均值 (X)0.37最大值0.45最小值0.29低于下控制线点数(X)0.00高于上控制线点数(X) 1.00极差均值R 0.051D 2 值 (n=5) 2.326能力指数上限(CPU) 5.800能力指数下限 (CPL) 4.884稳定过程能力指数 (C p ) 5.342稳定过程能力指数 (C pk ) 4.884能力比率 (CR) 1.013标准偏差(n-1)0.031标准偏差 (n)0.031变异 (n-1)0.001变异 (n)0.001性能指数 (P P ) 3.777性能比率 (PR)0.265性能指数 (P pk )3.453控制图表现:注意!控制图中有点子出界,或出现7点链条情况!!!日期n 1234567891011121314151617181920212223242510.4500.4100.3700.3500.3500.3200.3600.3300.3500.2900.3800.3500.3900.3500.3500.3500.3600.3500.3500.340######################20.4100.4100.3900.3800.4000.3700.3600.3900.3700.3500.4000.3800.4100.3600.3800.4000.3400.3900.3700.380######################30.4400.4200.3200.4000.4200.3900.3800.4000.3200.3800.3600.3500.3500.3700.3500.3700.3300.3600.4000.350######################均值0.4330.4130.3600.3770.3900.3600.3670.3730.3470.3400.3800.3600.3830.3600.3600.3730.3430.3670.3730.3570.367#########0.3530.360极差0.0400.0100.0700.0500.0700.0700.0200.0700.0500.0900.0400.0300.0600.0200.0300.0500.0300.0400.0500.040######################过程能力特足!!备注:控制规格尺寸过程能力分析:2013.5.29制造部门生产部李训控制限日期审核递增趋势递减趋势制程名称点较量自动点胶枪g 点数最大长度递 增 链 数点数最大长度递 减 链 数项目线体单位制作0.0000.050 0.100 0.150 0.200 0.250 0.3000.350 0.4000.450 0.50012345678910111213141516171819202122232425均值数据点均值(X-图)Data ValuesUCLxLCLxAverage X0.0000.020 0.040 0.060 0.0800.1000.120 0.140 12345678910111213141516171819202122232425极差极差值极差(R-图)R ValueUCLrLCLrAverage R13825151372151015202530频数数据区间正态分布正态分布曲线四川长虹包装印务有限公司。
均值极差控制图课件

在质量管理中的应用
监控产品质量
均值极差控制图可以用于监控产品质量,及时发现产品质量的异 常波动,采取相应措施进行调整。
提高产品质量稳定性
通过对产品质量的监控,均值极差控制图可以帮助企业提高产品质 量的稳定性,提高客户满意度。
预防质量事故
及时发现产品质量的异常波动,采取相应措施进行调整,可以预防 质量事故的发生,减少质量损失。
CHAPTER
02
均值极差控制图的原理
均值极差控制图的概念
01
均值极差控制图是一种用于监控 过程稳定性和异常波动的质量控 制工具,通过计算样本均值和极 差来评估过程的稳定性。
02
它主要用于连续生产过程中,通 过对样本数据的分析,及时发现 异常波动,采取相应措施,确保 生产过程的稳定性和产品质量。
均值极差控制图的绘制方法
01
02
03
04
选择合适的样本大小和抽样间 隔,按照时间顺序抽取样本。
计算每个样本的均值和极差。
将计算出的均值和极差分别绘 制在横坐标和纵坐标上,形成
控制图。
在控制图上标注出样本的均值 和极差,并根据判异准则判断
过程是否处于受控状态。
均值极差控制图的判异准则
均值超出控制限
缺点
对数据分布敏感
均值极差控制图对数据的分布敏 感,如果数据分布不正态,控制
图的性能可能会受到影响。
无法处理异常值
如果数据集中存在异常值,均值 极差控制图的控制限可能会被扭 曲,导致异常值被误判为正常数
据。
对数据量要求较高
对于小样本数据,均值极差控制 图的性能可能会受到影响,因为 小样本数据的均值和极差可能会
跨部门协同管理
通过跨部门的数据共享和整合,利用控制图实现协同管理,提高 整个组织的运营效率和响应速度。
平均值和极差控制图
2.2平均值与极差控制图
x1 3 x2 4.2 4.1 3.6 4.3 3.4 4.7 3.9 x3 3.5 3.7 3.2 4 3.8 4.3 4.3 x4 3.8 3.9 3.4 3.6 3.9 3.6 4.5 R 1.2 0.6 1 0.7 1 1.1 0.7
极差R: 样本中最大值与 最小值之差
4.3 4.2 3.9 4.4 3.7 3.8
4.4
3.7
4.3
3.2
3.8
3.4
3.9
4.2
0.6
1
3.1
3.2 3.1 3.4 4.4 3.4 3.9 4.4
3.9
3.8 4.4 3.7 4.2 3.5 3.7 4.3
4.2
3.8 4.8 3.8 4.1 3.8 3.2 4
3
3.7 4.2 3.9 3.5 4.4 4.8 3.7
• 第二类错误是将异常判为正常,工序已经变化为非统计
控制状态,但点子没有超出控制界限,而将工序误判为 正常,这是漏发警报。
x
3 3
UCL 3
CL x
LCL 3
样本编号
1.3控制图的分类
• (1)计量值控制图 • (2)计数值控制图
1.3、控制图的分类
控制图的种类很多,若按统计量分类,一般可分为:
x
3.6
3.5
UCL上控制界限
CL中心值
3.4
3.3 1 5 9
LCL下控制界限
13
横坐标:以时间先后排列的样本组号。 纵坐标:质量特性或样本统计量(如:样本平均值 )。 上控制界限UCL:Upper Control Limit x 下控制界限LCL:Lower Control Limit 中心线CL:Control Limit
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 均值-极差控制图的作法
示例:
某手表厂为了提高手表的质量,应用排列图分析造成手表 不合格的各种原因,发现“停摆”占第一位。为了解决停 摆问题,再次应用排列图分析造成停摆的原因。结果发现 主要是由于螺栓松动引发的螺栓脱落造成的,为解决问题, 应用控制图对装配作业中的螺栓扭矩进行过程控制。
第一步,取预备数据,依测定的先后顺序排列,通常数据 分成约20—25组,每组4—5个数据。
k X ( X 1 X 2 X 3 ...... X K ) / k Xi / k(k为组数)
i 1
k R (R1 R2 R3 ...... Rk ) / k Ri / k
i 1
X 163.256 R 14.280
Page 13
控制图
Page 18
控制图
准则2:连续9点落在中心线同一侧。主要原因为过程平均值 变化。
Page 19
控制图
准则3:连续6点递增或递减。产生趋势的原因可能是工具 逐渐磨损、维修逐渐变坏等,从而使得参数随着时间而 变化。
Page 20
控制图
准则4:连续14点相邻点上下交替。数据分层不够。如,两 名操作人员轮流进行操作;轮流使用两台设备。
第二步,计算各组样本的平均数( )与极差(R)
Xi
Xi Xi1 Xi2 ... Xim m
Ri max{X1 j}-min {X1 j}
Page 10
Ri max{X1 j}-min {X1 j}
控制图
• 均值-极差控制图的作法
示例:
某手表厂为了提高手表的质量,应用排列图分析造成手表 不合格的各种原因,发现“停摆”占第一位。为了解决停 摆问题,再次应用排列图分析造成停摆的原因。结果发现 主要是由于螺栓松动引发的螺栓脱落造成的,为解决问题, 应用控制图对装配作业中的螺栓扭矩进行过程控制。
第四步,计算控制界限。
X图中心线(CL)= X
控制上限(UCL)= X A2 R
控制下限(LCL)= X R控制图:中心线(CL)=
A2
R
R
控制上限(UCL)= 控制下限(LCL)=
D4 R
D3 R
Page 14
Page 15
控制图
第五步,绘制控制图
Page 16
可编辑
控制图
• 判异准则 准则1:一点落在A区以外。
Page 26
综合运用
• 作均值控制图。
• 控制图中,有2个点超出下控制限,所以,可以得出结 论,生产过程并没有得到很有效的控制。但控制限内的 点分布比较正常。
Page 27
综合运用
极差控制图:
分析不合格的原因,发现主要是由变压器输出电压不 稳定造成的,需制定措施加以改进。
Page 28
综合运用
Page 21
控制图
准则5:连续3点有两点落在中心线同一侧的B区以外。过程 参数μ发生了变化。
Page 22
控制图
准则6:连续5点中有4点落在中心线同一侧的C区以外。参 数μ发生了变化。
Page 23
控制图
• 准则7:连续15点在C区中心线上下。现象是参数σ变小。 实际可能为数据分层不够或数据造假。
第一步,取预备数据,依测定的先后顺序排列,通常数据 分成约20—25组,每组4—5个数据。
第二步,计算各组样本的平均数( )与极差(R)
Xi
Xi Xi1 Xi2 ... Xim m
Ri max{X1 j}-min {X1 j}
Page 11
控制图
• 数据表
Page 12
控制图
第三步,计算总平均和极差的平均。
Page 24
控制图
• 准则8:连续8点在中心线两侧,但无一在C区中。主要原 因为数据分层不够。
Page 25
综合运用
• 线路板的不良:运用因果图进行分析后,认为主要原因在 于输出电压不稳定,从而影响了其他部件的工作。所以, 针对线路板的输出电压,作改善活动。 第一步,检验100个线路板的输出电压。获得相关数据:
第一步,取预备数据,依测定的先后顺序排列,通常数据 分成约20—25组,每组4—5个数据。
第二步,计算各组样本的平均数( )与极差(R)
Xi
Xi Xi1 Xi2 ... Xim m
Ri max{X1 j}-min {X1 j}
Page 9
Ri max{X1 j}-min {X1 j}
• 改善后的均值控制图
Page 29
综合运用
极差控制图
各点分布较好,生产过程没有异常情况,改进的效果显著。
Page 30
Page 31
可编辑
-R 控制图 X-Rs 控制图
p控制图 np 控制图 c 控制图 u 控制图
Page 6
Page 7
Page 8
Ri max{X1 j}-min {X1 j}
控制图
• 均值-极差控制图的作法
示例:
某手表厂为了提高手表的质量,应用排列图分析造成手表 不合格的各种原因,发现“停摆”占第一位。为了解决停 摆问题,再次应用排列图分析造成停摆的原因。结果发现 主要是由于螺栓松动引发的螺栓脱落造成的,为解决问题, 应用控制图对装配作业中的螺栓扭矩进行过程控制。
Page 1
控制图
• 控制图示例
Page 2
Page 3
利用控制限区分 是否为异常波动
Page 4
Page 5
数据类型 计量型
计数型
控制图名称 均值-极差控制图
均值-标准差控制图 中位数-极差控制图 单值-移动极差控制图 不合格品率控制图 不ቤተ መጻሕፍቲ ባይዱ格品数控制图
缺陷数控制图 单位缺陷数控制图
简记 X-R 控制图 X-S 控制图