前滑值的测定
材料成形工艺学-轧制理论-前滑2
t x = fp x
积分后得到中性角公式:
sin α 1 − cos α Q1 − Q0 sin γ = − + 2 2f 4 pf b R
2011-1-2 14
前后张力相等或无前后张力时,则
sin α 1 − cos α sin γ = − 2 2f
α角很小时
1 − cos α = 2 sin
2
2011-1-2 2
剩余摩擦力的概念
轧件从开始咬入到轧制建成的过 程中,有利于轧件咬入的水平分力 Tx不断增加,而阻碍轧件咬入的水 平分力Nx不断减小,Tx-Nx的差值 愈来愈大,也就是咬入过程所要求 的靠摩擦作用的曳入力愈来愈富余。
cos ϕ
剩余摩擦力Ts Ts = Tx − N x = Nf cos ϕ − N sin ϕ
2011-1-2 23
4 影响前滑的因素
生产实践表明,影响前滑的因素很多。 归纳起来主要因素有: 压下率 轧件厚度 轧件宽度 辊径 摩擦系数 张力等等。
2011-1-2 24
1)压下率的影响
由实验曲线可见,前滑随压 , 下率的增而增, 下率的增而增,其原因是由 于压下率增加,延伸系数增 加。 当∆h=常数时,前滑增加非 常显著。咬入角不变,故前 滑有显著增加。 当 h= 常数时或H=常数时, 压下率的增加,延伸必然增 加,但这是因 ∆h 增加,所 以咬入角增大,故剩余摩擦 力减小, 两个因素的联合作用,使前 滑虽有所增加,但没有∆h= 常数时增加的显著。
一种计算热轧钢筋成品辊轧制时前滑值的经验公式

⼀种计算热轧钢筋成品辊轧制时前滑值的经验公式⼀种计算热轧钢筋成品辊轧制时前滑值的经验公式魏书斌【摘要】摘要:通常热轧带肋钢筋轧制时,因成品需充填横肋和纵肋,使之⾦属流动过程复杂,造成影响前滑值因素增多,故计算其前滑值困难。
充分利⽤钢筋成品轧制时,前滑值便于实测的有利条件,在对⼤量数据进⾏统计分析的基础上,归纳总结出⼀种经验公式,以便计算出棒材机组钢筋成品轧辊轧槽的横肋个数,从⽽准确确定出钢筋横肋间距,使得钢筋横断⾯⾦属量得到合理分配,促进了钢筋⽣产质量的稳定。
【期刊名称】河南冶⾦【年(卷),期】2016(024)002【总页数】3【关键词】前滑值热轧带肋钢筋横肋间距成品孔ABSRACT Usually during hot rolled ribbed steel bar rolling, because the finished product should be filled with transverse ribs and longitudinal ribs, the metal flow process is complicated, and the factors of affecting the forward slide value are increased, so it is difficult to calculate the forward slip value. An empirical formula to calculate the number of transverse rib of the steel bar finished roll mill is summarized based on a large number of statistical analysis through making full use of favorable conditions that forward slip value is easy to measure during finished product rolling. Therefore, rib spacing can be accurately determined, the steel cross-section of the metal is reasonably。
轧钢工高级工试题

轧钢工高级工理论知识合并卷一、判断题(正确的请在括号内打“√”,错误的请在括号内打“×”每题2分,共466分)1.> Q345是普碳钢的一种。
( )答案:×2.>变形抗力是金属和合金抵抗弹性变形的能力。
( )答案:×3.>控制轧制只要求控制终轧温度。
( )答案:×4.>冷轧板带钢的生产方法分为单片轧制和成卷轧制两种。
( )答案:√5.>摩擦系数f越大,在压下率相同的条件下,其前滑越小。
( )答案:×6.>冷轧与热轧相比具有表面质量好、尺寸精度高的优点。
( )答案:√7.>流向纵向的金属使轧件产生宽展,流向横向的金属使之产生延伸。
( )答案:×8.>配辊是将孔型配置在轧辊上的一项工作,包括孔型在轧制面上的水平和垂直方向的配置。
( )答案:√9.>平均延伸系数是根据实践人为确定的。
( )答案:√10.>千分尺是根据螺旋副的转动转化为测量头的轴向移动来读数的。
( )答案:√11.>前滑区内金属的质点水平速度小于后滑区内质点水平速度。
( )答案:×12.>前张力增加时,则使金属向前流动的阻力减少,增加前滑区,使前滑增加。
( )答案:√13.>切分轧制有利于提高金属收得率。
( )答案:×14.>热轧时温度越高,摩擦系数越高。
( )答案:×15.>上、下轧辊的工作直径之差值,叫轧辊压力,其单位用毫米表示。
( )答案:√16.>上压力是下辊直径比上辊直径小。
( )答案:√17.>受力物体内一点只要受力,就会发生塑性变形。
( )答案:×18.>四辊式轧机是由位于同一垂直面内的四个支撑辊上下排列组成的轧机。
( ) 答案:×19.>塑性变形是指外力消除后,能够恢复的变形。
轧制知识点——精选推荐

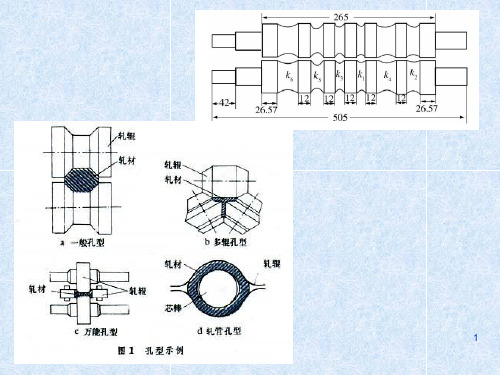
1、什么叫箔材?带材?板材?箔材是指横断面呈矩形,厚度均一并等于或小于0.20mm的轧制产品带材是指横断面呈矩形,厚度均一并大于0.20mm,以成卷交货的轧制产品板材是指横断面呈矩形,厚度均一并大于0.20mm,以平直状外形交货的轧制产品2、什么叫前滑和后滑,如何测定前滑值,前滑的意义轧制过程中一部分的轧件超前于轧辊在该处的圆周速度的水平分量,此现象称为前滑,这一区域称为前滑区。
另外一部分的轧件落后于轧辊在该处的圆周速度的水平分量,此现象称为后滑,这一区域称为后滑区。
在轧制理论中,通常将轧件出口速度Vh与对应点的轧辊线速度之差同轧辊线速度的比称为前滑值设Sh为前滑值,V为轧辊的圆周速度,Vh为轧件出口速度,则有:Sh =(Vh -V)/V×100%=﹙Vh t-Vt ﹚/Vt =﹙lh-l﹚/l×100%式中:lh-在时间t内轧出的轧件长度;l—在时间t内轧辊表面任一点所走的距离按上面的公式用实验的方法测定出前滑比较容易,而且准确。
用下法实测:用冲子在轧辊表面上打出距离为L0的两个小坑,轧制后小坑在轧件上的压痕距离为Lh,代入公式就很容易得到前滑数值。
但是热轧时,轧件上两压痕之间距Lh是冷却后测量的,所以必须予以纠正为Lh=L’h[l+(t1-t2) ]其中L’h-轧件冷却后测得两压痕间的距离;α—轧件的线膨胀系数。
意义:(1)卷取机的线速度要大于轧辊速度,否则,带材会卷不紧。
为了使带材建立起张力,卷取机的线速度,必须要大于轧件的出口速度。
(2)连轧过程中必须保持各机架之间的速度协调。
连轧中如果不考虑前滑值,则会破坏秒流量相等条件。
可能造成拉带或者堆带现象。
(3)热轧机的轧辊与辊道的速度匹配,也必须考虑前滑的影响。
(4)用测定的前滑值,可确定稳定轧制条件下的外摩擦系数。
3、什么叫压下率(加工率)?在轧制过程中,材料的压下量与材料原始厚度之比叫压下率4、轧制过程的四个阶段?咬入条件?改善咬入条件的措施?1)开始咬入阶段:轧件开始接触到轧辊时,由于轧辊对轧件的摩擦力的作用,实现了轧辊咬入轧件,开始咬入为一瞬间完成。
第四章 轧制过程中的纵变形-前滑和后滑
4.6连续轧制中的工艺参数确定
前滑系数和前滑值
S1 V1
'
V1
S2
V
' 2
V2
'
Sn
S2 1
Vn Vn
'
S h1
V1 V1
'
V1
'
S1 1
S h2
V2 V2 V2
S hn
Vn Vn
'
Vn
Sn 1
C F1V1 F 2V 2 F nV n
'
'
C F1V1 S 1 F 2V 2 S 2 F nV n S n
C F1V1 (1 S h 1 ) F 2V 2 (1 S h 2 ) F nV n (1 S hn )
4.6连续轧制中的工艺参数确定
堆拉系数和堆拉率
C1S1 C2S2 K1
用刻痕法计算前滑值
前滑、后滑与延伸系数的关系
由体积不变,得
v H F H v h Fh
vH Fh FH vh vh
v h v (1 S h )
SH 1 vH v cos 1
vH
1 v (1 S h )
v
(1 S h )
(1 S h )
v cos
C 1 S 1 C n 1 S n 1 (1
1
100
)( 1
2
100
) (1
n
100
)
作业
1、P81习题: 13、14
2、在直径为Ф250的二辊轧机上轧制铜板,轧 前厚度H=3.0mm,轧后厚度h=1.5mm,不润 滑轧制摩擦系数f=0.1,用蓖麻油润滑轧制时 f=0.045,试比较这两种轧制状态下中性角和 前滑值的大小。
前轮侧滑的数据分析
前轮侧滑的数据分析赵绪阁前轮侧滑的数据分析车辆的前轮定位参数由四个方面:前轮前束、前轮外倾角、主销后倾角、主销内倾角,各参数之间的配合情况直接影响到方向的操作稳定性、燃油的消耗量、轮胎磨损等问题。
目前最简单的检测手段是通过侧滑仪试验台进行的动态检测,检测线上的检测方法,均是利用侧滑仪单一前进行时来测量的,但是我们认为,其单一前进测量的数据合格与否,不能作为前轮定位参数配合状况的判定依据,下面进行分析。
1、前轮侧滑产生的原因前轮侧滑是由车轮外倾角与车轮前束之间的配合决定的。
有的车辆在运行中车轮不是向正前方单纯的滚动,而是前轮将产生横向滑移,其根本原因就是有横向力作用在前轮上。
因为力是改变物体运动状态的原因,因此,我们将从力的角度来分析。
1)由外倾角引起的外倾侧向力设汽车的前轮外倾角为α,当这种车轮在不受约束地在地面上滚动时,车辆将绕着车轮的旋转轴线与地面的交点O滚动(见图1),而实际上由于车轿的束缚,两个车轮只能按给定的方向直线行驶,因此,车轮中心将作用一侧向力F y,把车轮“拉”回到直线行驶方向。
与此同时,地面也产生一个与F y方向相反的侧向反作用力Y y,这就是前轮的外倾侧向力,具有负外倾(内倾角)的车轮运动的情况与此相反。
2)由前束引起的前束侧向力具有前束的车轮,在不受约束地向前滚动时,前轮将偏离原来直线行驶的方向而向内运动,同样也由于车桥的束缚,必须有一个侧向力把车轮“推”到给定的直线行驶方向,同时地面也将产生一个与之相反的侧向反作用力,这就是前束侧向力,具有负前束的车轮运动情况与此相反。
从上述分析可知:前束侧向力与外倾侧向力,作用力的方向相反,作用点均为胎面与地面接触的中心点。
因此,我们可以说:任何一个由外倾角引起的侧向力都应有一个相对应的前束侧向力与之相平衡。
这就是前束与外倾角的最佳配合。
当外倾侧向力与前束侧向力不能相平衡时,车辆在运行中将向侧向力大的方向滑移,这就是转向轮侧滑的原因。
轧制原理轧制过程中的前滑与后滑
安徽工业大学材料学院
2012.9.26
1/52
主要内容:
❖4.1轧制时的前滑和后滑 ❖4.2前滑值的计算 ❖4.3中性角的计算 ❖4.4影响前滑的因素 ❖4.5连轧时前滑及有关工艺参数的确定方法
2/52
目的及要求:
掌握前后滑的定义及相互关系; 熟悉确定中性角的方法; 掌握前后滑的计算公式; 掌握影响前滑的因素; 熟悉连轧时的前滑及工艺参数确定方法。
18/52
结论:
❖前滑和后滑是延伸的组成部分; ❖ 当延伸系数和轧辊圆周速度v已知时,轧件进出辊
的实际速度vH和vh决定于前滑值Sh;知道前滑值即 可求出后滑值;
4.1轧制时的前滑和后滑
4.1.1 前后滑
❖ 前滑:轧制时轧件的出口速度大于轧辊在该处的 线速度(圆周速度)。
❖ 后滑:轧制时轧件的入口速度小于轧辊在该处的 线速度的水平分量。
金属流动分界线 轧件延伸是被压下金属向轧辊进出口方向流动的结果。
4.1.2 前滑的产生(力学分析)
❖ 当轧件在满足咬入条件并逐渐充
t ,t :轧件轧制时的温度 12
和测量时的温度;
:膨胀系数。
用刻痕法计算前滑
4.1.6 前后滑及延伸系数间的相互关系
按秒流量相等的条件
FH vH
Fhvh或
vh vH
FH Fh
lh LH
vh vH
vh v(1 Sh )
vH (1 SH )v cos
(1 Sh ) (1 SH ) cos
填辊缝的过程中,由于轧辊对轧
件作用力的合力作用点内移、作
用角减小而产生剩余摩擦力,此
剩余摩擦力和轧制方向一致,这
R
时相当于后滑区的受力情况。
前滑值的测定
l出 l周 l周 100%
即:
S
由于测定轧件出辊速度很困难,所以对前滑值测定可在轧辊表面冲上两个孔,其间长度为 l 周,轧制后轧件表面 得到压痕长度 l 出,找出它们的差值,便可以从实验方法求出前滑值。
另外,根据秒流量相等体积不变条件:
FHVH FhVh C
S l出 l周 l周 100%
前滑值的理论计算值计算:
sh
2 D
(1
( 1) R 2 h 2
2
△h/H,Sh 计算误差计算:
2
1 h 1 h ) (1 ) 2 2 R 2 R
h H S S计 测 100% S测
h / H Sh误差
前滑及其影响因素 一、实验目的
通过实验验证轧制时前滑现象的存在。并测定其值的大小,分析各种因素对前滑的影响。
二、实验仪器设备
130 轧机、游标卡尺、钢板尺、铅试件。
三、实验原理
由前滑定义可知:
S U出 U 周 U周 100%
式中 S——前滑值
U出 U周
——轧件出辊速度 ——轧辊圆周速度
将式(1)的分子和分母同乘以时间 t,故可写出:
计算结果如下:
条件 净棍面 糙棍面
道次 2 3 2 3
μ 0.208525 0.176418 0.30781 0.251566
γ/rad μ平均 0.045399 0.192472 0.039835 0.050781 0.279688 0.045757
故糙面的摩擦系数取 0.27969,光滑面的摩擦系数取 0.19247。 5.2 其它参数的计算 前滑值的实际测量值计算:
轧制实验——精选推荐
最大轧入角和摩擦系数的测定一、实验目的1、用实验方法测定轧制过程中轧入阶段和稳定阶段的最大咬入角;2、加深对咬入角、摩擦系数、轧制过程建立等基本概念的理解;二、试验仪器设备Φ130实验轧机、游标卡尺、铅试样、白粉笔等三、实验原理1、为实现轧制过程,首先必须使轧辊咬入轧件,并过度到稳定轧制。
实现自然咬入和稳定咬入,需要满足咬入条件:由于tan β = f即,β = α时,轧件处于临界咬入状态。
2、咬入角α与压下量Δh和辊径D存在以下几何关系:cosα = 1–Δh/D3、由以上知:由临界咬入状态可测出轧件自然咬入时的最大咬入角,根据临界咬入特性可计算出摩擦角β和摩擦系数f.四、试验方法与步骤本实验在三种咬入条件下进行轧制,分别为净辊面、糙辊面、人工强迫咬入。
首先用两块铅试件,分别在不同的轧辊面上进行自然咬入实验,用第三块做强迫咬入实验。
1、首先把轧辊缝隙调成0,把一块试件放在人口导板上,将其用木块推到入口处;2、开动轧机,慢慢抬起轧辊,同时保持试件前端与上下辊面接触,知道觉察22:38颤动,并刚好咬入为止;3、测量轧后试件的厚度和辊直径。
计算出最大咬入角值;4、根据临界状态关系求出摩擦系数;5、依照上述方法,在涂有粉笔灰的辊面上用第二块做自然咬入实验;6、重复第一步,在净辊面上用第三块试件做强迫咬入实验;五、数据整理注:D = 12.50 cm = 125 mm计算过程:通过Δh = H – h ,求解出Δh,再由cosα = 1–Δh/D ,求解出cosα,再解出α由临界咬入条件知,β=α,f=tanβ六、实验分析与感受1、分析(1)、根据以上实验数据,对比试件1、2,在其他因素相同的条件下,轧辊表面越粗糙,咬入角越大。
这是因为,轧辊与工件间的摩擦增大,而轧件处于临界咬入状态时,β = α,因而使咬入角增大。
(2)、对比试件1、3,我们发现在日他条件相同的情况下,施加后推力,引起咬入角的增大。
这主要是因为我们临界咬入条件建立在简单咬入的基础上,外力的施加,改变了原有的力平衡。
轧制时的前滑测定
轧制时的前滑测定主讲教师:李慧中实验目的1. 通过实验了解轧制时前滑、后滑现象。
2. 测定不同条件(摩擦、轧件厚度、相对压下量)下的前滑值,从而了解某些工艺因素对前滑的影响。
实验设备及器材1.设备:二辊不可逆轧机轧机的技术特性:轧辊尺寸(Φ130mm),电机功率(20KW),轧制速度(0.1M/S)。
2.工具:钢卷尺、千分尺3.试件:铝板,尺寸为2.5×40×450mm。
4.其他:机油、煤油5.在辊面上用钢钻打上一个小坑实验原理轧件在轧制时,高度方向受压下的金属一部分流向纵向,使轧件伸长;另一部分流向横向,使轧件展宽。
一般情况是轧件进入轧辊的速度υh小于轧辊在该点处的线速度υ的水平分量υcosα,这种现象叫后滑;而轧件的出口速度υh大于轧辊在该点处的线速度υ,即υh>υ,这种现象叫前滑。
计算公式式中S h ——前滑值;υh ——轧件出口速度,mm/s ;υ——轧辊圆周线速度,mm/s 。
100%h h S υυυ-=⨯若实验采用刻痕法计算前滑,则前滑值也可以用长度表示,即υ•t=L所以:式中L h ——轧件表面留痕长度,mmL H ——轧辊表面刻痕长度,mmHH h h h L L L vt vt t v s -=-=若用E.Fink 简化的前滑公式计算前滑,则式中γ-——中性角α——咬入角(º)β——摩擦角(可根据咬入实验所得数据)D ——轧辊直径,mmh ——轧件轧后的厚度,mm2212h h D S S Rh h γγ⎛⎫=-= ⎪⎝⎭或122ααγβ⎛⎫=- ⎪⎝⎭前滑值测定示意图实验步骤及方法为保持一定相对加工率,两块料应大致按10%、20%、30%、40%、50%左右分配道次压下量。
第一组:(机油润滑)a.测量实验铝板的原始厚度,并记录;计算变形10%后铝板的厚度;在铝板的两个轧制表面均匀的涂上机油。
b.调整轧机,使辊缝宽度为变形10%以后铝板的厚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过实验验证轧制时前滑现象的存在。并测定其值的大小,分析各种因素对前滑的影响。
二、实验仪器设备
130 轧机、游标卡尺、钢板尺、铅试件。
三、实验原理
由前滑定义可知:
S U出 U 周 U周 100%
式中 S——前滑值
U出 U周
——轧件出辊速度 ——轧辊圆周速度
将式(1)的分子和分母同乘以时间 t,故可写出:
sh
2 D
2 h 2 (1 (
1)
2
2
R
1 h 1 h ) (1 ) 2 2 R 2 R
逆推第二和第三道次时的摩擦系数,公式如下:
2sh 1 h 1 h (1 ) R 2 R 2 R 1 2sh R R (2 4 ) R h h
变形区出口断面金属的秒流量等于中性面处金属的秒流量,从而可得前滑值理论计算的简化式:
sh
2 D
(1
( 1) R 2 h 2
2
2
1 h 1 h ) (1 ) 2 2 R 2 R
四、实验方法与测量数据
取铅试样 5*30*400 两块,分别在净面棍和糙面棍上进行实验。 首先在净面棍上,把一块试样与棍上的刻痕点对好,进行轧制时,使棍上的刻痕能打在轧件上。 分别以压下量为 1mm 连续轧制四道次,每轧一道后测量其轧件厚度 h 和轧件上两点痕间距的长度 Ln。 按照上诉方法,用另一块试样在糙棍面上重复轧制实验。 测量轧辊直径 D。 实验测得数据如下:
前滑值测量数据记录表 轧后测量板厚/mm 轧制方式 轧制道次 第一次 第二次 第三次 0 5.10 5.12 5.10 1 4.22 4.32 4.26 光滑轧制 2 3.08 3.14 3.10 3 2.10 2.26 2.10 4 1.00 1.02 1.00 0 5.00 5.06 5.00 1 4.10 4.06 4.14 粗糙轧制 2 3.04 3.04 3.02 3 2.06 2.12 2.10 4 1.04 1.06 1.10
计算结果如附录表格。
六、实验讨论与误差分析
6.1 绘制 Sh-h、Sh-△h/H 曲线 Sh-h、Sh-△h/H 曲线分别如下
从图中可以看出 Sh 随着 h 的减小而增大,随着△h/H 的减小而减小。即前滑随着轧件厚度的减小而增大,随 着相对压下量的增加而增加。
6.2 分析摩擦条件、轧件厚度、相对压下量对前滑的影响。 从上图中可以看出 Sh 随着 h 的减小而增大,随着△h/H 的减小而减小。即前滑随着轧件厚度的减小而增大,随 着相对压下量的增加而增加。 由上表也可以看出,随着摩擦系数的增加前滑也是增加的。主要原因在于,摩擦系数的增加,使得剩余摩擦增 加,需要增大前滑值来平衡增加的剩余摩擦。 6.3 讨论分析实测值与理论值的异同及产生的原因。 我们可以看出实际测量值与理论值有很大的不同,主要原因如下: 理论值是建立在摩擦系数已知的情况下,而计算理论值时用的摩擦系数是用的实验前滑数据,故本身理论 值就有一定的实验误差。我们也可以看出,计算摩擦系数的道次 2 和道次 3 理论值和实测值误差也相对较 小。而道次 1 和道次 4 相对误差则比较大。 公式
轧辊直径D=130mm 轧后板上凸点间距/cm 平均值 三点间距 两点间距 5.11 4.27 42.45 3.11 42.60 2.15 42.80 1.01 44.30 5.02 4.10 21.45 3.03 43.10 2.09 43.50 1.07 45.50
五、实验数据处理
5.1 摩擦系数的确定 由于实验不知道轧制时的摩擦系数,我们分别用第二道次和第三道次的前滑值,根据
计算结果如下:
条件 净棍面 糙棍面
道次 2 3 2 3
μ 0.208525 0.176418 0.30781 0.251566
γ/rad μ平均 0.045399 0.192472 0.039835 0.050781 0.279688 0.045757
故糙面的摩擦系数取 0.27969,光滑面的摩擦系数取 0.19247。 5.2 其它参数的计算 前滑值的实际测量值计算:
sh
2 D
(1
( 1) R 2 h 2
2
2
1 h 1 h ) (1 ) 2 2 R 2 R
本身就具有一定的理论误差,至少应该满足简单轧制条件、无宽展、棍径相对于轧件厚度足够大等条件。 实际过程很难满足这个条件。 实验过程中,由于测量、实验等偶然误差。每道次的摩擦条件也并不一定相同,特别是粗糙面的摩擦系数 受人为影响非常大。
S l出 l周 l周 100%
前滑值的理论计算值计算:
sh
2 D
(1
( 1) R 2 h 2
2
△h/H,Sh 计算误差计算:
2
1 h 1 h ) (1 ) 2 2 R 2 R
h H S S计 测 100% S测
h / H Sh误差
七、实验数据和处理表格
S U出t U 周t 100% U 周t
l出 l周 l周 100%
即:
S
由于测定轧件出辊速度很困难,所以对前滑值测定可在轧辊表面冲上两个孔,其间长度为 l 周,轧制后轧件表面 得到压痕长度 l 出,找出它们的差值,便可以从实验方法求出前滑值。
另外,根据秒流量相等体积不变条件:
FHVH FhVh C
6.4 实验新发现 随着轧制道次的增大,我们发现粗糙面轧制后轧件的长度要小于光滑面,且差距越来越大。主要原因在于随着 摩擦系数的增大,轧件的宽展也在增大,主要原因在于摩擦系数使得中性角增大,前滑区增大。而前滑区是有利于 宽展的。也可以理解为摩擦系数的增加使得轧辊的工具形状系数增加,使得宽展增加。 如下图所示: