封装FA分析教程
ESD失效分析FA及案例介绍

2021/2/4
6
典型的失效形式
• 1、D-S silicon filament defect due to high ESD stress field
• 2、gate oxide films breakdown due to high ESD electric field
• 3、ESD damages in metal interconnect due to joule heating
• 软失效:漏电流(例如10-9---10-6),峰值电流等,外观上无法 看出,可以使用CURVE TRACER、semiconductor parametric analyser测 量出,并分析失效部位
• 潜在失效:很难观察到。主要是specification下降、电学特性退化、寿 命降低。典型的是介质的局部损伤(例如time-dependent dielectric breakdown (TDDB) of gate oxide layers,并伴随漏电流增加,阈值电压漂 移,功率容量下降等)
(3)CDM下内部NMOS栅氧击穿
(1)
(2)
(3)
2021/2/4
15
2、gate oxide films breakdown
1.5微米cmos工艺音频IC
(1)MM下ESD防护器件NMOS栅氧击穿
(2)CDM下内部NMOS栅氧击穿
(3)HBM下ESD防护器件NMOS的contact的spiking demage
3、ESD damages in metal interconnect
• 还有一种典型的损伤:是金属互连线的热损坏,在Al和Cu工艺中都会 出现。
• 图Al挤出型,0.25工艺中普遍使用的Ti/Al/Ti互连技术。当Al过热熔化 后,就会流入在Al和Al金属层之间的介质层的显微裂纹中。
FA失效模式分析

2021/4/14
1.0 基本概念
1.2 什么是“失效模式” ? --- 失效模式是指由失效机理所引起的可观察到的物理 或化学变化(如开路、短路或器件参数的变化)。
通俗讲就是失效的表现形式。 失效模式通常从技术角度可按失效机制、失效零件 类型、引起失效的工艺环节等分类。从质量管理和可靠性 工程角度可按产品使用过程分类。
(FA)失效分析基本常识 及操作流程
—— 建立失效分析管理程序
2021/4/14
1.0 基本概念
1.1 什么是“失效分析” 、“FA”? 失效分析:
--- 是指产品失效后,通过对产品及其结构、使用和技 术文件的系统研究,从而鉴别失效模式、确定失效机理 和失效演变的过程。 FA: --- Failure Analysis
案例
2021/4/14
4.0 分析方法
4.2 半破坏性分析
修复参数,提取能够 使其参数回复的条件,
从而总结失效机理
案例
2021/4/14
4.0 分析方法
4.3 破坏性分析 排除A处的因素
案例
2021/4/14
4.0 分析方法
4.3 破坏性分析
分解器件观察 对比
2021/4/14
5.0 主要程序
失效情况调查
器件相关信息 使用信息 环境信息
失效现象
失效过程
鉴别失效模式 失效特征描述
2021/4/14
光电特性测试 结构特征鉴定
形状 颜色
大小 机械结构
位置 物理特性
5.0 主要程序
失效机理分析
参考相关标准 综合分析 还原现象 观测失效样品 实验对比
提交分析报告
任务来源 分析过程
FA分析使用的流程从哪取

FA分析使用的流程从哪取简介FA分析(也称为因子分析)是一种统计方法,用于揭示潜在变量之间的关系,并且可以分析数据背后的结构。
在实际应用中,FA分析可以帮助我们减少变量的维度、提取有意义的信息、解释数据变化等。
本文将介绍FA分析的使用流程。
流程概述使用FA分析进行数据解析通常包含以下几个主要步骤: 1. 确定研究目的和问题 2. 数据准备 3. 进行FA分析 4. 结果解释和验证1. 确定研究目的和问题在进行FA分析之前,首先需要明确研究目的和问题。
这有助于选择适当的FA方法,并为结果解释提供背景信息。
常见的研究目的和问题包括: - 变量降维:需要将大量变量降维成少数潜在因子 - 结构提取:希望从数据中提取有关隐藏结构的信息 - 数据解释:需要解释变量之间的关系或数据变化的原因2. 数据准备在进行FA分析之前,需要准备干净、整理过的数据。
数据准备包括以下几个步骤: - 数据收集:收集与研究目的相关的数据 - 数据清理:检查并处理缺失值、异常值和离群值等 - 数据标准化:将原始数据进行标准化处理,以确保变量具有相似的尺度3. 进行FA分析完成数据准备后,即可进行FA分析。
FA分析的主要目标是通过寻找最佳的因子解释变量之间的协方差或相关性。
主要步骤如下: - 选择FA方法:根据研究目的和数据特点选择合适的FA方法,例如主成分分析(PCA)或最大似然估计(MLE)等 - 确定因子数:通过因子数选择方法(例如特征值大于1、解释方差占比等)确定最佳的因子数 - 估计因子载荷:估计每个变量与每个因子之间的关系,即因子载荷 - 提取因子:根据估计的因子载荷提取最终的因子 - 旋转因子:对提取的因子进行旋转,以提高解释性和可解释性 - 解释和验证:解释提取的因子,验证因子的解释性和可靠性4. 结果解释和验证完成FA分析后,需要对结果进行解释和验证。
这包括以下几个方面: - 因子载荷表:分析因子载荷表,了解变量与因子之间的关系 - 因子得分:计算每个样本在每个因子上的得分,以进一步分析样本之间的差异 - 因子解释:解释每个提取的因子,了解其代表的意义和潜在结构 - 因子验证:使用其他方法(如验证性因子分析)验证提取的因子解释性和可靠性总结FA分析是一种有力的数据解析方法,可以揭示数据背后的结构和隐藏因素。
FA技术

供应商 采购批 失效原因 使用信息
评价
评价
分析
反馈
可靠性的历史: 与失效作斗争的历史!
中w国ww赛.r宝ac实.c验ep室
CEPREI
2
引言 可靠性与失效
失效分析(FA)技术—与失效作斗争的有效技术
GJB548A-96微电子器件试验方法和程序,“方法5003微 电路的失效分析程序”对失效分析目的的描述:
-非破坏性分析
-内部无损探测
芯片粘接空洞
陶瓷基板与金属管 座粘接空洞
中w国ww赛.r宝ac实.c验ep室
CEPREI
17
失效分析技术
X射线透视系统- (4)用途 内部结构
-非破坏性分析
-内部无损探测
• 轴向二极管内部机构
从侧视图发现焊球脱开
中w国ww赛.r宝ac实.c验ep室
……
中w国ww赛.r宝ac实.c验ep室
CEPREI
15
失效分析技术 -非破坏性分析
-内部无损探测
X射线透视系统- (4)用途
中w国ww赛.r宝ac实.c验ep室
CEPREI
16
失效分析技术
X射线透视系统- (4)用途 缺陷
中w国ww赛.r宝ac实.c验ep室
27
Advanced Package
Flip Chip
照片由Xradia提供
中w国ww赛.r宝ac实.c验ep室
CEPREI
28
失效分析技术
-非破坏性分析
-XCT
¾高分辨
中w国ww赛.r宝ac实.c验ep室
CEPREI
25
失效分析技术
电子料件 FA常用分析手法
主要內容FA分析流程 X-ray分析介紹 解剖分析介紹 切片分析介紹 沾錫天枰介紹 不良分析案例分享FA分析流程不良現象確認 不良現象確認 否 是否為原 材不良 是 蒐尋相關lot no 蒐尋相關lot no 制程改善 制程改善 外觀確認 外觀確認 電氣特性測試 電氣特性測試 真因分析 真因分析 解剖分析 解剖分析 改善措施提出並執行 改善措施提出並執行 提交報告 提交報告 沾錫天枰 沾錫天枰 X-ray分析 X-ray分析 切片分析 切片分析X-ray分析介紹 分析介紹1.焊点内部缺陷检查 2.產品内部結構检查失效定位 模式判定3.端子内部膜厚測量 4.內部缺陷定位主要设备: 主要设备:Feinfocus X-ray Inspection System : FXS-160.40 3DX检测,分辨率 ~1微米 检测, 检测 微米X-ray分析介紹 分析介紹x x x xxµBGA:高放大倍率下双精度斜面观察. 开路的焊接点(X) 高放大倍率下双精度斜面观察 开路的焊接点( )X-ray分析介紹 分析介紹產品內部結構檢驗X-ray分析介紹 分析介紹X-ray膜厚測量解剖分析介紹尋找真因1.產品内部構成部分检查主要设备:刀具, 主要设备:刀具,立体显微镜 金相显微镜、光学显微镜 金相显微镜、切片分析方法与步骤 取样 镶嵌 磨片 抛光 腐蚀 观察仪器设备:抛磨机、 仪器设备:抛磨机、金相显微镜 材料: 环氧树脂、蚀刻液、 材料: 环氧树脂、蚀刻液、抛光膏切片分析1.取樣 需分析之產品 2.鑲嵌 鑲嵌的目的是將樣品固定在型具中,使其需研磨的部位 露在外,防止在磨削時被拖立延伸而失真。
2.1配膠: 封膠以透明度良好硬度大,氣泡少者為佳。
如connector 膠水配比為: 水晶膠:催化劑:固化劑=30:0.8:1 2.2將需灌膠的樣品放到塑料型具中,放置30分鐘後進行磨 片,如圖3.磨片、拋光是利用切削力將樣品需分析處磨到中央部位,以便觀察孔壁斷面情況或鍍層結構。
FCBGA封装 FA 案例分享
3)FCBGA是湿敏性元件,使用前需进行除湿处理。7 Nhomakorabea5
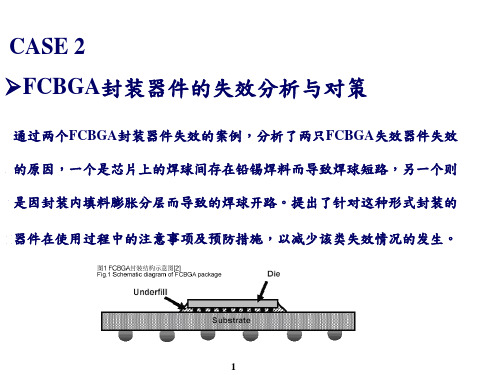
该样品为塑料FCBGA封装,对潮湿非常敏感,在高温条件下,它能使封装器 件与衬底裂开。这是由于芯片与基板之间所填充的环氧树脂容易吸附潮气,当 器件被加热到再流焊温度时,它所吸附的潮气就会汽化,在环氧树脂内造成大 的应力,水汽如果在粘模片下的衬底上形成气泡,将导致炸裂。如果吸附的潮 气很多,那么炸裂就会很厉害,使芯片凸点与封装基板之间发生裂缝分层、焊 球断裂,最终导致多个管脚与地之间开路失效。
CASE 2 ➢FCBGA封装器件的失效分析与对策
通过两个FCBGA封装器件失效的案例,分析了两只FCBGA失效器件失效 的原因,一个是芯片上的焊球间存在铅锡焊料而导致焊球短路,另一个则 是因封装内填料膨胀分层而导致的焊球开路。提出了针对这种形式封装的 器件在使用过程中的注意事项及预防措施,以减少该类失效情况的发生。
6
受潮的P-FCBGA在使用前必须进行除湿处理,BGA的除湿通常有低温除湿和 高温除湿两种。
(1)低温除湿是采用低湿柜除湿,除湿比较费时,通常在5%的湿度条件下, 需要192小时;
(2)高温除湿是采用烘箱除湿,除湿时间比较短,通常在125℃条件下,需 要24小时。
4 结论
1)FCBGA器件中的焊球在高温焊接过程中出现焊球熔融、连接形成短路通道 的失效现象。
4
考虑到BGA封装过程中采用回流焊接工艺连接芯片焊球与PCB衬底,焊料 在此过程中会熔化。因此判断短路是在回流焊接时形成的,是焊球在高温 时熔融形成的短路通道。 ➢FCBGA封装器件,经失效模式确认,样品大部分管脚与地之间为开路。 进行cross-section分析,发现芯片上的焊球多处发生断裂开路,如图7所 示。
FA元件分析报告
FA元件分析报告1. 引言本报告旨在对FA元件进行详细的分析和评估,以提供关于该元件的基本信息、功能特点、应用领域和市场前景等方面的相关数据和参考意见。
2. FA元件的定义FA元件,即故障分析元件,是一种用于故障诊断和故障分析的电子元件。
它可用于监测电路中的故障、提供故障诊断的信息和错误报告,并支持对故障进行修复和维护。
3. FA元件的基本信息FA元件的基本信息如下:•元件类型:故障分析元件•封装类型:多种封装可选•工作电压范围:根据具体型号而定•工作温度范围:根据具体型号而定•外形尺寸:根据具体型号而定4. FA元件的功能特点FA元件具有以下功能特点:4.1 故障监测FA元件可实时监测电路中的故障情况,通过内部的传感器和算法,检测异常信号并进行故障判断。
4.2 故障诊断一旦发现故障,FA元件会收集故障信息,并根据预设的故障诊断算法,对可能的故障原因进行分析和诊断,从而提供精确的故障报告。
4.3 错误报告FA元件通过输出错误报告,将故障信息传递给外部设备或系统,以便进一步处理和修复故障。
4.4 修复与维护支持FA元件还可以提供关于故障修复和维护的建议和指导,包括推荐的修复方法、替换元件的型号和供应商等信息。
5. FA元件的应用领域FA元件在以下领域中具有广泛的应用:•工业自动化控制系统•电力系统和电力设备•交通运输领域•医疗设备和医疗技术•智能家居和物联网应用6. FA元件的市场前景随着工业自动化、智能制造和物联网技术的快速发展,FA元件作为故障分析和诊断的重要工具,将在未来的市场中扮演越来越重要的角色。
预计FA元件市场将保持稳定增长,并呈现出巨大的潜力和机会。
7. 结论本报告对FA元件进行了详细的分析和评估,并介绍了其基本信息、功能特点、应用领域和市场前景等方面的相关内容。
FA元件作为故障分析的关键工具,将在未来的技术发展中发挥重要作用,并为各个行业带来更高效、可靠和安全的工作环境和系统。
封装FA分析教程
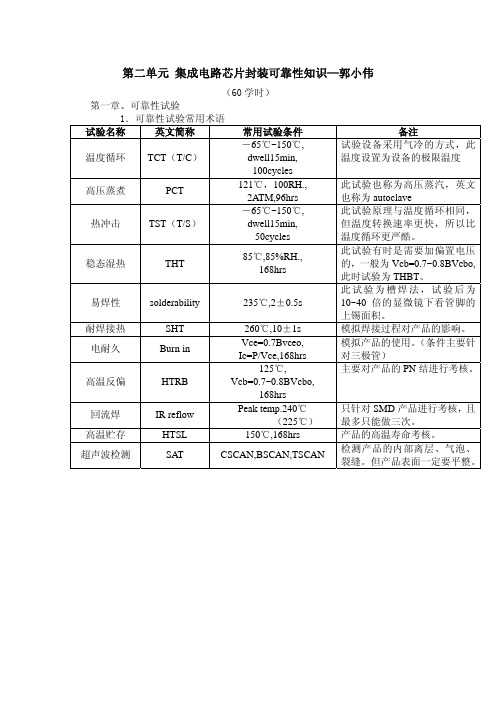
第二单元 集成电路芯片封装可靠性知识—郭小伟(60学时)第一章、可靠性试验1.可靠性试验常用术语试验名称 英文简称 常用试验条件备注温度循环 TCT (T/C ) -65℃~150℃, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮 PCT 121℃,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave热冲击 TST (T/S )-65℃~150℃, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。
稳态湿热 THT85℃,85%RH.,168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT 。
易焊性 solderability 235℃,2±0.5s此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的上锡面积。
耐焊接热 SHT260℃,10±1s 模拟焊接过程对产品的影响。
电耐久 Burn inVce=0.7Bvceo,Ic=P/Vce,168hrs模拟产品的使用。
(条件主要针对三极管)高温反偏 HTRB 125℃,Vcb=0.7~0.8BVcbo,168hrs主要对产品的PN 结进行考核。
回流焊 IR reflowPeak temp.240℃(225℃)只针对SMD 产品进行考核,且最多只能做三次。
高温贮存 HTSL 150℃,168hrs产品的高温寿命考核。
超声波检测 SAT CSCAN,BSCAN,TSCAN检测产品的内部离层、气泡、裂缝。
但产品表面一定要平整。
2.可靠性试验条件和判断试验流程:F/T SAT1-4 1-5 F/T 1-6 1-72:T/S 3: T/C 4:PCT 5: THT 6:HSTL以客户为代表为例子:客户1:precondition TCT –55/125℃,5cycles for L1,l2,L3 Ac:Re=(0,1)T/S: –55/125℃,5min,100cycles sample size: 45 Ac:Re=(0,1)T/C: –55/125℃,10min,200cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,96hr sample size: 45 Ac:Re=(0,1)THT: 85℃/85%,168/500/1000hrs sample size: 45 Ac:Re=(0,1)客户2:precondition T/C –40/60℃,5cycles forL3 Ac:Re=(0,1)T/S: –55/125℃,5min,100cycles sample size: 45 Ac:Re=(0,1)T/C: –65/150℃,10min,500cycles sample size: 77Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 77 Ac:Re=(0,1)THT: 85℃/85%,1000hrs sample size: 77 Ac:Re=(0,1)HTSL: 150℃,1000hrs sample size:77 Ac:Re=(0,1)HAST: 130℃/85%rh,168hr sample size: 77 Ac:Re=(0,1)客户3:precondition T/C –40/60℃,5cycles forL3 Ac:Re=(0,1)T/S: –55/125℃,5min,50cycles sample size: 24 Ac:Re=(0,1)T/C: –65/150℃,15min,50cycles sample size: 24 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 24 Ac:Re=(0,1)HTSL: 150℃,168hrs sample size:24 Ac:Re=(0,1)客户4:precondition T/C N/A ,L1 Ac:Re=(0,1)T/C: –65/150℃,15min,100/500cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168/336hr sample size: 45 Ac:Re=(0,1)SOLDER DUNK: 245℃10SEC sample size: 45 Ac:Re=(0,1)客户5:QFP 做 precondition,DIP不做preconditionprecondition T/C N/A,L3 sample size:184 Ac:Re=(5,6)T/C: –65/150℃,15min,200/500cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 45 Ac:Re=(0,1)HTSL: 150℃,168/500/1000hrs sample size:45 Ac:Re=(0,1)SOLDER DUNK: 245℃5SEC sample size: 15 Ac:Re=(0,1)塑料密封等级塑料密封等级:在装配现场拆包后地面存放期标准试验条件LEVEL 1 在小于30C/85%相对湿度无期限 85C/85% 168小时LEVEL 2 在30C/60%条件下1年85C/60% 168小时LEVEL 3 在小于30C/60%条件下1周 30C/60% 192小时加速=60C/60% 40小时SAMPLE:50塑料密封等级试验步骤:1. DC和功能测试2.外观检查(在80倍以上显微镜下检查)3. SAT扫描4. BAKE 125C/24小时5.做LEVEL 相应条件的试验6.在15分钟后和4小时内做3次回流焊—注意温度曲线必须提供和符合JEDEC标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二单元 集成电路芯片封装可靠性知识—郭小伟(60学时)第一章、可靠性试验1.可靠性试验常用术语试验名称 英文简称 常用试验条件备注温度循环 TCT (T/C ) -65℃~150℃, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮 PCT 121℃,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave热冲击 TST (T/S )-65℃~150℃, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。
稳态湿热 THT85℃,85%RH.,168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT 。
易焊性 solderability 235℃,2±0.5s此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的上锡面积。
耐焊接热 SHT260℃,10±1s 模拟焊接过程对产品的影响。
电耐久 Burn inVce=0.7Bvceo,Ic=P/Vce,168hrs模拟产品的使用。
(条件主要针对三极管)高温反偏 HTRB 125℃,Vcb=0.7~0.8BVcbo,168hrs主要对产品的PN 结进行考核。
回流焊 IR reflowPeak temp.240℃(225℃)只针对SMD 产品进行考核,且最多只能做三次。
高温贮存 HTSL 150℃,168hrs产品的高温寿命考核。
超声波检测 SAT CSCAN,BSCAN,TSCAN检测产品的内部离层、气泡、裂缝。
但产品表面一定要平整。
2.可靠性试验条件和判断试验流程:F/T SAT1-4 1-5 F/T 1-6 1-72:T/S 3: T/C 4:PCT 5: THT 6:HSTL以客户为代表为例子:客户1:precondition TCT –55/125℃,5cycles for L1,l2,L3 Ac:Re=(0,1)T/S: –55/125℃,5min,100cycles sample size: 45 Ac:Re=(0,1)T/C: –55/125℃,10min,200cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,96hr sample size: 45 Ac:Re=(0,1)THT: 85℃/85%,168/500/1000hrs sample size: 45 Ac:Re=(0,1)客户2:precondition T/C –40/60℃,5cycles forL3 Ac:Re=(0,1)T/S: –55/125℃,5min,100cycles sample size: 45 Ac:Re=(0,1)T/C: –65/150℃,10min,500cycles sample size: 77Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 77 Ac:Re=(0,1)THT: 85℃/85%,1000hrs sample size: 77 Ac:Re=(0,1)HTSL: 150℃,1000hrs sample size:77 Ac:Re=(0,1)HAST: 130℃/85%rh,168hr sample size: 77 Ac:Re=(0,1)客户3:precondition T/C –40/60℃,5cycles forL3 Ac:Re=(0,1)T/S: –55/125℃,5min,50cycles sample size: 24 Ac:Re=(0,1)T/C: –65/150℃,15min,50cycles sample size: 24 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 24 Ac:Re=(0,1)HTSL: 150℃,168hrs sample size:24 Ac:Re=(0,1)客户4:precondition T/C N/A ,L1 Ac:Re=(0,1)T/C: –65/150℃,15min,100/500cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168/336hr sample size: 45 Ac:Re=(0,1)SOLDER DUNK: 245℃10SEC sample size: 45 Ac:Re=(0,1)客户5:QFP 做 precondition,DIP不做preconditionprecondition T/C N/A,L3 sample size:184 Ac:Re=(5,6)T/C: –65/150℃,15min,200/500cycles sample size: 45 Ac:Re=(0,1)PCT: 121℃/100%rh,15Psig,168hr sample size: 45 Ac:Re=(0,1)HTSL: 150℃,168/500/1000hrs sample size:45 Ac:Re=(0,1)SOLDER DUNK: 245℃5SEC sample size: 15 Ac:Re=(0,1)塑料密封等级塑料密封等级:在装配现场拆包后地面存放期标准试验条件LEVEL 1 在小于30C/85%相对湿度无期限 85C/85% 168小时LEVEL 2 在30C/60%条件下1年85C/60% 168小时LEVEL 3 在小于30C/60%条件下1周 30C/60% 192小时加速=60C/60% 40小时SAMPLE:50塑料密封等级试验步骤:1. DC和功能测试2.外观检查(在80倍以上显微镜下检查)3. SAT扫描4. BAKE 125C/24小时5.做LEVEL 相应条件的试验6.在15分钟后和4小时内做3次回流焊—注意温度曲线必须提供和符合JEDEC标准。
7.外观检查(在80倍以上显微镜下检查)--不可以有裂缝。
8. DC和功能测试—注意如果无法通过测试要验证是否和塑料密封有关部门9. ------可以做BAKE 150C/24小时,冷却2小时后做未通过产品的功能测试来验证10. SAT扫描----判断依据:A 芯片表面不可有离层B镀银脚精压区域不可有离层C产品内部不可有进水后离层图像(图形上表现该有图像却隐隐约约或同被划伤的痕迹)D引脚与引脚之间在胶体内部分,离层相连的面积不可超过胶体正面面积的10%或引脚通过离层相连的脚数不可超过引脚总数的1/5E芯片四周导电胶造成的离层不可超过胶体正面面积的10%集成电路封装在设计过程中可靠性的考虑封装所用主要材料:• 磨划片所用薄膜:型号、纯度、厚度、粘度• 引线框架:材质、厚度、防拖性、电性能、传热性、热膨胀系数、镀层材料、镀层厚度、镀层质量• 芯片粘接剂:型号、电性能、传热性、抗疲劳、热膨胀系数、装片牢度• 焊线:型号、HAZ、电性能、传热性、拉力、弧度• 塑封料:型号、热硬度、传热性、电性能、玻璃化温度、线膨胀系数、离子纯度、填料比例、吸水率、抗弯强度、粘结力、阻燃性、对应封装别水汽敏感等级• 电镀成份:SN/Pb的比例集成电路封装在设计过程中可靠性的考虑封装工艺控制要关注的方面:• 磨片进刀速度、转速、磨片厚度、去离子水电导率• 划片进刀速度、转速、切割深度、防静电措施• 装片压力、顶针、吸嘴、银浆头的选用• 球焊第一点参数、焊针的选用、温度、弧度• 塑封模具的设计如顶杆位置、脱模角度、侧面粗糙度及塑封温度、压强、速度• 后固化温度、时间• 冲塑刀片与胶体的距离• 电镀去飞边工艺、电镀电流、前处理、后处理、镀液成份• 切筋成形时产品胶体受力情况的监控(显微镜和SAT)、共面性、防静电• 对薄形产品激光打印打印深度的控制• 对薄形但面积较大胶体产品真空包装封装工艺控制要关注的方面(球焊后合理的金线拉力下限):• 集成电路封装中球焊后金线拉力最低要求,应该考虑金线在塑封时的受力情况和运输及操作时的合理振动。
金线在塑封时的受力不仅与金线的长度、直径有关,还与塑封料的粘度、塑封时的注射速度有关,并与塑封产品的几何尺寸、注胶口的形状和尺寸等诸多因素有关。
应该按照不同封装形式的产品给出球焊后金线拉力最低要求,并给出最佳的范围。
下面是我们对不同封装别(均指传统模要求)拉力的模拟计算结果(部分内容)在实际工艺标准控制中对25微米的金线拉力下限我们建议通常可以是5g集成电路封装在设计过程中可靠性的考虑封装工艺控制要关注的方面(超声SAT):超声图片观察和判断:• 芯片表面不可有离层• 镀银脚精压区域不可有离层• 产品内部不可有进水后离层图像(图形上表现该有图像却隐隐约约或同被划伤的痕迹)• 引脚与引脚之间在胶体内部分,离层相连的面积不可超过胶体正面面积的20%或引脚通过离层相连的脚数不可超过引脚总数的1/5• 芯片四周导电胶造成的离层在做可靠性试验通过或做Bscan时未超出芯片高度的2/3不判为不合格• 判断超声图片时要以波形为准,要注意对颜色黑白异常区域的波形检查。
下面的图片均为不正常:集成电路封装常用可靠性试验对应的缺点项目第二章、失效分析1.集成电路封装失效分析的常规流程1. 接受分析请求2. 在数据库中登记3. 收集相关的信息4. 对失效的产品确认5. 对漏电流超差的产品在125度~150度的温度下烘烤2小时,再测试是否通过对功能失效的产品在125度~150度的温度下烘烤24小时,再测试是否通过6. 在80倍显微镜下检查外观7. 开短路测试,检查对应PIN是否开短路或对应内阻异常8. X-RAY,检查打线情况9. C-SAM,检查分层情况和内部气泡10. Decapsulation (开帽)or Cross-section(做对应分层区域横切面)11. 检查芯片表面、球状质量、裂缝、扫描电子显微镜(SEM)检查焊点形貌、结构、沾污、腐球后检查是否有压区凹陷12. 更多的检查方法和试验方案13. 结论和图片记录在数据库中14. 出具报告15. 存入档案2.集成电路封装失效分析的常用方法1. 立体或金相显微镜下检查形貌、结构2. 开短路测试,检查对应PIN是否开短路或对应内阻异常3. X-RAY,检查打线情况、焊点错位、碰线、塌丝、球脱、点脱4. C-SAM,检查分层情况和内部气泡5. 扫描电子显微镜(SEM)检查焊点形貌、结构6. 红外热像仪检查温度分布集成电路封装失效分析的常用方法还有• 表面形貌:• 表面轮廓仪(Surface profiler) 器件、电路板变形等• 激光轮廓仪(Laser profiler) 焊膏印刷尺寸,引脚平整度等• 扫描超声显微镜(C-SAM)· 各种行貌观测• 力学性能:• 推力/拉力(shear/pull test) 焊线、贴片、焊接力学性能等• 材料试验机(Mircotester) 材料力学性能等• 粘度计(Viscosity measurement) 焊膏、贴片胶粘度测量等• 成份分析:• 化学分析(CA) 定量分析焊料主成份;助焊剂、稀释剂中卤素含量;封装、组装用金属合金材料的主成份等。