铸造中手工造型的定义和方法
铸造方法的特点和适用范围

离心铸造
灰铁、球铁
几十公斤~几吨
较好
一般为圆筒形铸件
较低
小批量到大批量的旋转体形铸件、 各种直径的管件
铸件尺寸精度高、表面光洁,组织致密,生产率高
连续铸造
钢、有色
很大
较差
长形连续铸件
低
固定截面的长形铸件,如钢锭、钢管等
组织致密,力学性能好,生产率高
铸件组织致密,工艺出品率高,设备较简单,可采用各种铸型,但生产效率低
差压铸造
铝、镁合金
几克~几十公斤
好
复杂(可用砂芯)
高性能和形状复杂的有色合金铸件
压力可控,铸件成型好,组织致密,力学性能好,但生产效率低
压力铸造
铝、镁合金
几克~几十公斤
好
复杂(可用砂芯)
金属模的压铸件
机械:尺寸精度和表面质量高,但投资大
金属型铸造
有色合金
几十克~20公斤
好
复杂铸件
金属模的费用较高
小批量或大批量生产的非铁合金铸件,也用于生产钢铁铸件。
铸件精度、表面质量高,组织致密,力学性能好,生产率高。
熔模铸造
铸钢及有色合金
几克~几公斤
很好
任何复杂程度
批量生产时比完全用机加工生产便宜
各种批量的铸钢及高熔点合金的小型复杂精密铸件,特别适合铸造艺术品、精密机械零件
尺寸精度高、表面光洁,但工序繁多,劳动强度大
陶瓷型铸造
铸钢及铸铁
几公斤~几百公斤
很好
较复杂
昂贵
模具和精密铸件
尺寸精度高、表面光洁,但生产率低
石膏型铸造
铝、镁、锌合金
砂型铸造流程
直于分型面的立壁,制造模样时必须留出一定的倾斜度,此倾斜度称为起模斜度,
如图1-29所示。
在铸造工艺图上,加工表面上的起模斜度应结合加工余量直接表示出,而不
加工表面上的斜度(结构斜度)仅需用文字注明即可。
图1-29 起模斜度
3. 收缩率 铸件冷却后的尺寸比型腔尺寸略为缩小,为保证铸件的应有尺 寸,模样尺寸必须比铸件放大一个该合金的收缩率。铸造收缩率 K 表达式为:
手工造型误差大,余量应加大。铸钢件因表面粗糙,余量应加大;非铁合金铸件
价格昂贵,且表面光洁,余量应比铸铁小。铸件的尺寸愈大或加工面与基准面之
间的距离愈大,尺寸误差也愈大,故余量也应随之加大。浇注时铸件朝上的表面
因产生缺陷的机率较大,其余量应比底面和侧面大。灰铸铁的机械加工余量见表
1-6。
表1-6 灰铸铁的机械加工余量
箱后的砂型周围填紧,也可在砂型 铸件,砂箱尺寸较小
上加套箱
模样是整体的,多数情况下,型 腔全部在下半型内,上半型无型 腔。造型简单,铸件不会产生错型 缺陷
适用于一端为最 大截面,且为平面的 铸件
模样是整体的,但铸件的分型面 是曲面。为了起模方便,造型时用 手工挖去阻碍起模的型砂。每造一 件,就挖砂一次,费工、生产率低
图1-27 车床床身铸件
3.尽量使型腔及主要型芯位于下型 这样便于造型、下芯、合箱和检验铸件 壁厚。但下型型腔也不宜过深,并尽量避免使用吊芯和大的吊砂。如图1-28所示。
图1-28 机床支架
注意:选择分型面的上述诸原则,对于某个具体的铸件来说难以全面满足,
有时甚至互相矛盾。因此,必须抓住主要矛盾、全面考虑,至于次要矛盾,则应
注意:为了提高型芯的刚度和强度,需在型芯中放入芯骨;为了提高型芯的 透气性,需在型芯的内部制作通气孔;为了提高型芯的强度和透气性,一般型芯 需烘干使用。
铸造造型的名词解释

铸造造型的名词解释铸造,作为一种重要的金属加工方式,是通过将熔融金属注入至特定模具中,经过冷却凝固后,进行形状复制的过程。
而铸造造型则是指在这个过程中,所采用的各种模具和形状设计。
1. 材料选择与准备铸造造型的第一步是选择适合铸造的材料。
在金属铸造中,通常使用的材料包括铸铁、铸钢、铝合金等。
不同的材料有不同的特性和适用范围,需要根据所需产品的要求选择合适的材料。
在准备时,需要对所选材料进行适当的预处理,例如除去杂质、调整成分等。
2. 模具设计与制作模具是铸造造型的核心部分,决定了最终铸件的形状和尺寸。
模具可以分为砂型、金属型、陶瓷型等多种类型,选择合适的模具取决于铸件的要求和铸造工艺。
模具的制作需要根据产品的设计图纸来进行,其中包括模具的结构、内部通道、卡位等细节。
3. 铸造工艺与操作在进行铸造造型时,需要进行一系列的工艺步骤和操作。
首先是将选定的材料加热至熔化状态,通常是通过高温炉进行。
然后将熔融金属注入到模具中,并控制注入的速度和压力,以确保铸件的完整性和质量。
接着是待金属冷却凝固后,进行模具的拆卸和铸件的取出。
最后是对铸件进行表面整理、去除毛刺和尺寸检验等后续工序。
4. 质量控制与改进铸造造型是一个复杂的过程,需要严格的质量控制,以确保最终的产品满足设计要求。
常见的质量控制手段包括完善的工艺参数、严格的检验标准、合理的检测方法等。
同时,铸造造型也需要不断进行改进和优化,通过调整工艺、改进模具设计等方式提高产品的质量和性能。
总结:铸造造型作为一种重要的金属加工方式,对于制造业具有不可替代的意义。
它通过选择合适的材料和模具,并经过精心设计和操作,实现了金属产品的复制和生产。
铸造造型需要高度的技术水平和经验积累,同时也需要不断的创新和改进,以适应不断变化的市场需求。
只有不断提高铸造造型的质量和效率,才能更好地满足用户的需求,推动制造业的发展与进步。
铸造中手工造型的定义和方法

手工造型一、手工造型的定义手工造型是全部用手工或手动工具完成的造型工序。
手工造型操作灵活、适应性广、工艺装备简单、成本低,但其铸件质量差、生产率低、劳动强度大、技术水平要求高,所以手工造型主要用于单件小批生产,特别是重型和形状复杂的铸件。
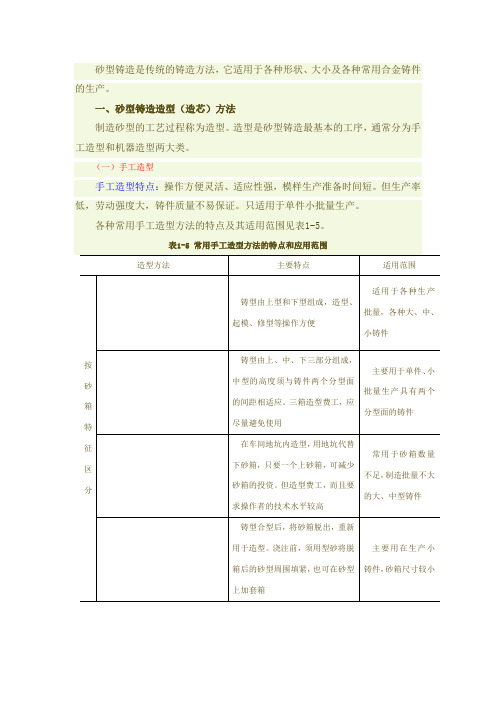
二、手工造型的方法:1、根据砂型的不同特征:两箱造型、三箱造型、脱箱造型、地坑造型、组芯造型;2、根据模样的不同特征:整模造型、分模造型、挖砂造型、假箱造型、活块造型、刮板造型。
1)两箱造型:两箱造型是造型的最基本方法,铸型由成对的上型和下型构成,操作简单。
适用于各种生产批量和各种大小的铸件。
2)三箱造型:三箱造型的铸型由上、中、下三型构成。
中型高度需与铸件两个分型面的间距相适应。
三箱造型操作费工。
主要适用于具有两个分型面的单件、小批生产的铸件。
3)脱箱造型:主要采用活动砂箱来造型,在铸型合型后,将砂箱脱出,重新用于造型。
一个砂箱可制出许多铸型。
金属浇注时为防止错型,需用型砂将铸型周围填紧,也可在铸型上套箱。
常用于生产小铸件,因砂箱无箱带,故砂箱一般小于400mm。
4)地坑造型:地坑造型是利用车间地面砂床作为铸型的下箱。
大铸件需在砂床下面铺以焦炭,埋上出气管,以便浇注时引气。
5)组芯造型:组芯造型是用若干块砂芯组合成铸型,而无需砂箱。
它可提高铸件的精度,但成本高。
适用于大批量生产形状复杂的铸件。
6)整模造型:整模造型的模样是整体的,分型面是平面,铸型型腔全部在半个铸型内,其造型简单,铸件不会产生错型缺陷。
适用于铸件最大截面在一端,且为平面的铸件。
7)挖砂造型:挖砂造型的模样是整体的,但铸件分型面为曲面。
为便于起模,造型时用手工挖去阻碍起模的型砂、其造型费工、生产率低,工人技术水平要求高。
用于分型面不是平面的单件、小批生产铸件。
8)假箱造型:为克服挖砂造型的挖砂缺点,在造型前预先做个底胎(即假箱),然后在底胎上制下箱,因底胎不参予浇注,故称假箱。
比挖砂造型操作简单,且分型面整齐。
手工砂型铸造常用的基本造型方法
手工砂型铸造常用的基本造型方法
手工砂型铸造是一种常用的铸造方法,它适用于各种形状和大小
的产品制造。
以下是手工砂型铸造常用的基本造型方法:
1. 分割法:是将铸件的轮廓和外形分割成几个独立的部分,然后
按照一定的顺序粘贴砂型、涂覆熔化金属和浇注。
2. 挖孔法:是将铸件的轮廓挖成一定形状的孔洞,然后粘贴砂型、涂覆熔化金属和浇注。
3. 铸造法:是将铸件的轮廓和外形铸造成形状和尺寸的砂型,然
后在砂型上按照一定的方法进行装饰和保护,再涂覆熔化金属和浇注。
4. 粘砂法:是将砂型表面涂上一层熔融的砂,然后将其与铸件一
起放入铸造机中浇注。
5. 砂型和金属的综合法:是将铸件的轮廓和外形先铸造成砂型,
然后在砂型表面涂覆一层金属,再将其与砂型分离,然后用砂型铸造
方法制造铸件。
以上是手工砂型铸造常用的基本造型方法,根据不同的产品和铸
件的特点,可以选择不同的方法进行制造。
砂型铸造流程
最小铸出孔的参考数值见表1-7。对于零件图上不要求加工的孔、槽以及弯曲孔
等,一般均应铸出。
表1-7 铸件毛坯的最小铸出孔(mm)
生产批量
大量生产 成批生产 单件、小批量生产
最小铸出孔的直径 d
灰铸铁件
铸钢件
12~15
—
15~30
30~50
30~50
50
2. 起模斜度 为了使模样(或型芯)易于从砂型(或芯盒)中取出,凡垂
注意:为了提高型芯的刚度和强度,需在型芯中放入芯骨;为了提高型芯的 透气性,需在型芯的内部制作通气孔;为了提高型芯的强度和透气性,一般型芯 需烘干使用。
二、砂型铸造工艺设计 目的:为了获得健全的合格铸件,减小铸型制造的工作量,降低铸件成本, 在砂型铸造的生产准备过程中,必须合理地制订出铸造工艺方案,并绘制出铸造 工艺图。 铸造工艺图:在零件图中用各种工艺符号表示出铸造工艺方案的图形,其中 包括:铸件的浇注位置;铸型分型面;型芯的数量、形状、固定方法及下芯次序; 加工余量;起模斜度;收缩率;浇注系统;冒口;冷铁的尺寸和布置等。铸造工 艺图是指导模样(芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。 依据铸造工艺图,结合所选造型方法,便可绘制出模样图及合箱图。图1-19为支 座的铸造工艺图、模样图及合箱图。
式中 ——模样或芯盒工作面的尺寸,单位为 mm; ——铸件的尺寸,单位为 mm。
通常,灰铸铁的铸造收缩率为0.7%~1.0%,铸造碳钢为1.3%~2.0%,铸造锡青 铜为1.2%~1.4%。
4. 型芯头 型芯头可分为垂直芯头和水平芯头两大类,如图1-30所示。
图1-30 型芯头的构造 a)垂直芯头 b)水平芯头 (四)铸造工艺设计的一般程序
铸造工艺设计:在生产铸件之前,编制出控制该铸件生产工艺的技术文件。 铸造工艺设计主要是画铸造工艺图、铸件毛坯图、铸型装配图和编写工艺卡片等, 它们是生产的指导性文件,也是生产准备、管理和铸件验收的依据。因此,铸造 工艺设计的好坏,对铸件的质量、生产率及成本起着决定性的作用。
铸造工艺原理和总结

铸造工艺原理和总结一、实质、特点及应用1.铸造定义是指熔炼金属、制造铸型、并将熔融金属浇注入铸型内、凝固后获得一定形状和性能铸件的成形方法。
铸造实质:是利用熔融金属的流动性能实现成形。
铸件:用铸造方法得到的金属零件。
铸型:形成铸件形状的工艺装置。
2.铸造的特点1)成形方便、适应性强•尺寸、形状不受限制长度从几mm-20m;厚度从0.5-500mm;重量从几克-几百吨;•材料的种类和零件形状不受限制。
2)生产成本较低(与锻造比)•设备费用低;•减少加工余量,节省材料;•原材料来源广泛。
3)组织性能较差•晶粒粗大、不均匀;•力学性能差;-工序繁多、易产生铸造缺陷。
4)工作条件差、劳动强度大。
3、铸造的应用1)形状复杂、特别是具有复杂内腔的零件:箱体、缸体和壳体;2)尺寸大、质量大的零件,如床身、重型机械零件;3)力学性能要求不高,或主要承受压应力作用的零件,如底座、支架;4)特殊性能要求的零件,如球磨机的磨球、拖拉机的链轨。
4、铸造成形的基本工序二、金属的铸造性能——是指金属材料铸造成形的难易程度。
评价指标:流动性和收缩性。
(一)流动性——是指熔融金属有流动能力1、表示方法螺旋试样长度L,如L铸钢=20mm,L铸铁=1800mm,铸铁的流动性比铸钢好。
2、影响流动性的因素1)化学成分:共晶合金最好,纯金属差;2)浇注温度:T浇愈高,保温时间愈长,流动性愈好,但收缩性大和浇毁铸型。
经验:“高温出炉,低温浇注”。
3)铸型类别影响铸型蓄热能力和透气性;如、干砂型〉湿砂型>金属型。
4)铸型结构简单、壁厚的铸型〉复杂、壁薄的铸型。
3、流动性对铸件质量的影响流动性好:铸件形状完整、轮廓清晰;利于气体和夹杂物上浮排出和补偿;流动性不好:产生浇不到和冷隔、气孔和夹杂等缺陷。
4、防止流动性不好缺陷方法调整化学成分、提高浇注温度和改善铸型条件。
(二)收缩性——指浇注后熔融金属逐渐冷却至室温时总伴随着体积和尺寸缩小的特性。
铸造常用的手工造型方法

铸造常用的手工造型方法铸造是一种传统的制造工艺,在现代工业生产中得到广泛应用。
铸造是指将熔化的金属或合金倒入模型中,冷却后形成所需的零件或产品的过程。
手工造型是铸造过程中最重要的环节之一,它决定了铸造品质的好坏。
本文将介绍铸造常用的手工造型方法。
一、石膏造型法石膏造型法是一种常用的手工造型方法,它的优点是操作简单,成本低廉。
具体步骤如下:1.准备模板:根据产品的尺寸和形状,制作出木质或塑料的模板。
2.制作石膏模型:将石膏粉加入水中,搅拌均匀,倒入模板中,待其凝固后取出。
3.修整模型:用刀具将多余的石膏切除,修整成所需的形状。
4.涂抹脱模剂:在模型表面涂抹一层脱模剂,以便于将铸造品从模型中取出。
5.铸造:将熔化的金属或合金倒入模型中,待其冷却后取出铸造品。
二、砂型造型法砂型造型法是一种常用的手工造型方法,它的优点是适用于各种形状的产品,且可以重复使用。
具体步骤如下:1.准备砂型:将干砂和粘结剂混合均匀,倒入模板中,压实成型。
2.制作芯子:根据产品的形状,制作出芯子,用于制造内部空腔或空洞的零件。
3.涂抹脱模剂:在砂型表面和芯子表面涂抹一层脱模剂,以便于将铸造品从模型中取出。
4.铸造:将熔化的金属或合金倒入砂型中,待其冷却后取出铸造品。
5.处理砂型:将铸造品从砂型中取出,清理砂型,以便于下一次使用。
三、蜡模造型法蜡模造型法是一种较为复杂的手工造型方法,它的优点是可以制造出高精度、高复杂度的铸造品。
具体步骤如下:1.制作蜡模:将蜡模料加热至液态,倒入模板中,冷却后取出蜡模。
2.组装蜡模:将多个蜡模组装成一个完整的零件,用于制造复杂的铸造品。
3.涂抹陶瓷涂料:在蜡模表面涂抹一层陶瓷涂料,待其干燥后再涂抹多层。
4.烧结:将涂抹好陶瓷涂料的蜡模放入高温炉中烧结,使其成为坚硬的陶瓷模。
5.铸造:将熔化的金属或合金倒入陶瓷模中,待其冷却后取出铸造品。
6.处理陶瓷模:将铸造品从陶瓷模中取出,清理陶瓷模,以便于下一次使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手工造型
一、手工造型的定义
手工造型是全部用手工或手动工具完成的造型工序。
手工造型操作灵活、适应性广、工艺装备简单、成本低,但其铸件质量差、生产率低、劳动强度大、技术水平要求高,所以手工造型主要用于单件小批生产,特别是重型和形状复杂的铸件。
二、手工造型的方法:
1、根据砂型的不同特征:
两箱造型、三箱造型、脱箱造型、地坑造型、组芯造型;
2、根据模样的不同特征:
整模造型、分模造型、挖砂造型、假箱造型、活块造型、刮板造型。
1)两箱造型:两箱造型是造型的最基本方法,铸型由成对的上型和下型构成,操
作简单。
适用于各种生产批量和各种大小的铸件。
2)三箱造型:三箱造型的铸型由上、中、下三型构成。
中型高度需与铸件两个
分型面的间距相适应。
三箱造型操作费工。
主要适用于具有两个分型面的单件、小批生产的铸件。
3)脱箱造型:主要采用活动砂箱来造型,在铸型合型后,将砂箱脱出,重新用于
造型。
一个砂箱可制出许多铸型。
金属浇注时为防止错型,需用型砂将铸型周围填紧,也可在铸型上套箱。
常用于生产小铸件,因砂箱无箱带,故砂箱一般小于400mm。
4)地坑造型:地坑造型是利用车间地面砂床作为铸型的下箱。
大铸件需在砂床下面铺以焦炭,埋上出气管,以便浇注时引气。
5)组芯造型:组芯造型是用若干块砂芯组合成铸型,而无需砂箱。
它可提高铸
件的精度,但成本高。
适用于大批量生产形状复杂的铸件。
6)整模造型:整模造型的模样是整体的,分型面是平面,铸型型腔全部在半个
铸型内,其造型简单,铸件不会产生错型缺陷。
适用于铸件最大截面在一端,且为平面的铸件。
7)挖砂造型:挖砂造型的模样是整体的,但铸件分型面为曲面。
为便于起模,造
型时用手工挖去阻碍起模的型砂、其造型费工、生产率低,工人技术水平要求高。
用于分型面不是平面的单件、小批生产铸件。
8)假箱造型:为克服挖砂造型的挖砂缺点,在造型前预先做个底胎(即假箱),
然后在底胎上制下箱,因底胎不参予浇注,故称假箱。
比挖砂造型操作简单,且分型面整齐。
适用于成批生产中需要挖砂的铸件。
9)分模造型:分模造型是将模样沿最大截面处分成两半,型腔位于上、下两个
砂箱内,造型简单省工。
常用于最大截面在中部的铸件。
10)活块造型:活块造型是在制模时将铸件上的妨碍起模的小凸台,肋条等这
些部分作成活动的(即活块)。
起模时,先起出主体模样,然后再从侧面取出活块。
其造型费时,工人技术水平要求高。
主要用于单件、小批生产带有突出部分、难以起模的铸件。