时间观测表、标准作业组合票、标准作业票
准标准三票作业指导书详解

作業要領說明(二)
步骤4:求出一个循环的时间。用作业项目最下行的右侧的时间值减去左 侧的时间值,其结果填入右侧时间值下方的一个循环时间栏中。 用红字填入一个循环时间栏。 步骤5:决定C.T(循环时间)。观测10次左右,选择其中最小的值填入 作业项目时间的的最下行。但该时间值应是可能连续作业的时 间,不包括异常值。 步骤6:求出各作业项目的时间,用下行的时间值减去上行的时间值,将 结果填入下行。 步骤7:决定各作业项目时间。作业项目时间的合计,应与C.T(循环时间 )一致。不一致时间调整作业项目时间值,但不能改变C.T值。 步骤8:求出C.T的偏差值,从不含异常值的C.T值中选最高值为偏差值。 步骤9:求出C.T的平均值选出不含异常值的C.T值,,相加后除以C.T值的 个 数得出C.T的平均值。 2.测定设变自动加工的时间: 测定时间按码表的开始钮,将所要测定的设变加工时间,即:从设 备启动至返回原位置(到下一个加工品可以装上或摘下为止)的时间测 定下来。对每一加工作业观测次数2-3次即可。 3.时间观测用纸和填写例 4.进行现场观测的注意事项
设备自动加工时间,一起检视人和设备的组合是否可能。节拍时间(
T.T)是指以每日销售量来计算出每生产一个的生产时间,生产的时间
要以几分几秒为单位来计算生产一个的时间值为每日的必要量。C.T(
循环时间)=作业者一个人进行标准作业时,好不困难的、最快的,一 个循环的实际作业时间(包括步行时间)。
作業順序
作业的顺序号码及作业内容要记入(注意:不一定与工程顺序雷同) 作业内容以「做什么」之表现方法记入。 从工程别能力表转记手作业时间,自动传送时间。步行时间实测后,记入最短时间 。 记入人的工作时间。步行中所做作业时间于该当栏作
⑦时间(秒) 手作业时间 自动传送时间 步行时间
标准作业三票一表

5.3
5.2
5.9
5.5
5.6
5.5
5.9 5.2 5.5
3.6
3.6
4.0
3.8
3.8
3.8
4.0 3.6 3.8
4.2
4.3
4.6
4.4
4.6
4.4
4.6 4.2 4.4
1.4
1.4
1.4
1.4
1.3
1.4
1.4 1.3 1.4
7.6
7.9
8.4
8.0
8.0
8.0
8.4 7.6 8.0
2.9
2.9
2.4
2.4
2.5
2.4
2.2
2.4
2.5 2.2 2.4
2.4
2.5
2.6
2.5
2.5
2.5
2.6 2.4 2.5
2.5
2.5
2.6
2.5
2.4
2.5
2.6 2.4 2.5
2.8
2.8
3.1
2.9
3.1
2.9
3.1 2.8 2.9
1.5
1.5
1.3
1.4
1.0
1.3
1.5 1.0 1.3
3.0
3.0
0.9
1.1
1.2 0.9 1.1
1.7
1.8
1.7
1.7
1.4
1.6
1.8 1.4 1.6
1.4
1.4
1.6
1.5
1.6
1.5
1.6 1.4 1.5
1.4
1.3
1.4
1.4
1.2
1.3
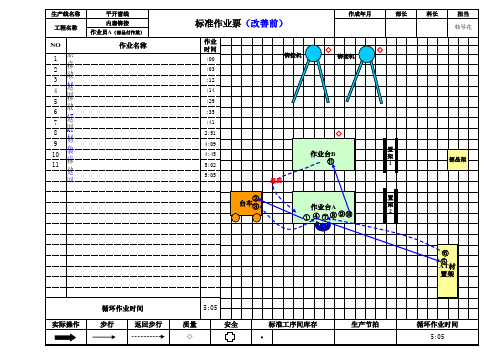
标准作业票(作业要领书)
3
◇ ⑤
④
⑥
①
置
架
4
担当 韩琴花
③② 台车
置 架
2
窗
铆接机
◇
实际操作
循环作业时间
步行
返回步行
1:37
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 1:37
生产线名称 工程名称
NO
1 2 3 4 5
原 点装 铆打 胶组 合移 动返
回
ドレイキップ线 内扇铆接
作业员B(仮組作業)
作业名称
标准作业票(改善后)
置 架
4
置 架
2
窗
铆接机
◇
实际操作
循环作业时间
步行
返回步行
5:02
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 5:02
铆接机
◇
◇
铆接机
台车
作业台B 作业台A
置
架
部品架
1
置 架
2
AT材 置架
返回步行
2:50
质量 ◇
安全
标准工序间库存 ·
生产节拍
循环作业时间 2:50
生产线名称 工程名称
NO
1 2 3 4 5
原 点装 铆打 胶组 合移 动返
回
平开窗线 内扇铆接 作业员B(仮組作業)
作业名称
标准作业票(改善后)
作成年月
部长
科长
作业 时间 :00 :30 1:29 2:34 2:38 2:40
◇
铆接机
① ③④
◇
作业台B
作成年月
部长
准标准三票作业指导书

【工程別能力表】作業指導書
作業要領說明(一)
工程别能力表用以表示该工程的机械加工时间,来计算出该 工程的设备生产能力。从工程别能力表中可以看出这一条生产线每日
的【必要量和工程之生产能力的差距】;并且找出设备之瓶颈工程是
在哪里?是看出设备能力的问题点最佳方法之一。工程别能力表中须 填入手工作业时间,设备的自动加工时间,及交换刀具的时间等。从 此表可以清楚地看出该工程中瓶颈作业时间的是设备还是手工操作, 并以此为改善活动的着眼点。
作業要領說明(五)
(三)站着观察的注意事项: 1.要有站到掌握真正原因的耐性和气力。 2.观测时间爱你从作业开始到结束应仔细看来观察,请参照图 3.与改善活动联系在一起(已动作方式表示)。 经由时间观测中获得到的结果,可以了解该生产线的人的手作业时间 的分配,每一个循环当中的作业时间差异,另外在多少次的循环之后会 出现一次的附带作业等等的皆会在观察结果中被看出
作業要領說明(四)
观测时间时注意事项如下: 1.除了算出C.T(循环时间)外,要掌握每个C.T的偏差及它的原因。 2.掌握几个C.T(循环时间)中所发生一次的附带时间(例如:处理空
箱、交换刀具、检查品质等)及换模具与夹具时间的内容。
3.观测时间的结果,分成6个项目总成图表。 (a)C.T(循环时间):(b)附带作业;(c)换模具夹具时间;(d)C.T
时间观测结果之表示
1.算出循環CT每1循環時間之 差異真因調查。 2.觀測幾個循環時間後會發生 1次的付帶時間(取來空箱、 刀具交換、品質點檢等)及 換模時間之內容要把握。 3.時間觀測結果之表示 ◇为低减设备故障,小停,作业时间差异,站在 生产线实况最容易观察之位置。 ◇把握(现地)、(现物)、(现认)改善之。
精益知识问卷答案
精益知识问卷一、填空:1.精益管理是指通过消除整个业务流程中资源和时间的浪费,以花费最小的资源及时交付高质量的、满足客户要求的产品,实现企业绩效持续改进的管理方法2.CSPS是指立足企业制造系统,以优化配置企业制造资源为目的,以各相关要素和过程为管理对象,以消除一切浪费为精髓,以利用多种现代管理工具为内容,以进行持续改善为实现手段的兵装集团制造管理模式。
3.精益管理七大浪费是指制造返工、生产过剩、多余动作、物料搬运、库存、等待、多余流程。
4.CSPS八大意识是指精益意识、学习意识、危机意识、参与意识、创新意识、集体意识、成本意识、持续改进意识。
5.精益工具主要有(请列举出五项)鱼骨图、5Y-2W-2H、快速转换、防呆防错、标准作业指导书、QC 七大手法、红牌作战、巴雷特分析法、8D(8 Disciplines )、价值流程图、全员生产维护(TPM)、六西格玛(6σ)。
6.SQDCME是CSPS的衡量指标,各个字母的含义分别是:S-安全、Q-质量、D-交付、C-成本、M-士气、E-环境。
7.精益最重要的目的之一是实现准时制(JIT),将必要的零件以必要的数量、在必要的时间送到生产工位。
其关键是使CT=TT,CT(cycle time)的意思是周期时间,指生产一件产品所需要的时间;TT(take time)的意思是节拍时间,指应该用多长时间生产一个或一件产品的时间值。
8.TPM活动的目标是实现四个“0化”,即故障、不良、灾害、浪费“0化”。
9.标准作业是以人的动作为中心,并排除在作业中的浪费,以合理的操作顺序有效的进行生产的作业方法,其三要素包括:作业节拍、作业顺序、标准手持。
10.6S是指整理、整顿、清扫、清洁、素养、安全。
二、选择:1.以最低的寿命周期成本使产品具有必要的功能,从而提高产品价值的一种有组织的创造活动是()A 价值工程B JIT准时制 C产品质量先期策划(APQP) D 价值流程图2.表示从卸下原材料到成品发运之间耗用的时间的是()A LECB DTDC PPMD OIS3.PDCA是一种解决问题,持续改善的工具和手段,其具体含义为()A 计划-执行-检查-标准化B 执行-检查-计划-标准化C 实施-考核-评估-改进D 考核-评估-实施-改进4.5Y-2W-2H法中,“2W”是指的什么意思()A where、what(什么地点、什么东西) B where、why(什么地点、为什么)C when、where(什么时间、什么地点)D when、why(什么时间、为什么)5.()是对管理可视化的一种表现形式,即对数据、情报等状况一目了然的表现,以便任何人都可以及时掌握管理现状和必要的情报。
如何制作标准作业票

工程别能力表的作成
定义:产品在各工程加工时,各工程的生产能力的统计表格是制作标准作业组合票的主要工艺数据统计表 之一.其中手作业时间、机械自动加工时间及刃具交换时间皆要记入,而使这个工程中,机械的瓶颈或手中 作业的问题,都能很清楚的显示出,而成为改善的线索。 工程别能力表的作成步骤 1、产品名称:产品料号/客户等信息。 2、部门名称:填写所属部门及制作此表的人员。 3. 做成日期:填写新做成的日期或修订的日期. 4.加工作业的顺序及工序名称。 5. 基本时间:手工作业;自动加工;完成时间。
a. 手作业时间:作业者在机械进行之手作业时间,不含步行时间.
b. 自动加工时间:加工物在机械中加工的必要时间. ◇ 加工的时候,自动加工,自动取出的时间皆包含记入 ◇ 一般的设备,从按启动按钮到加工完了恢复到原位置的时间
标准作业票
A、
5 6 7
3 操作台 4
B、
5
3
6
7
2.若操作人员从位置3移动到位置4,下面哪种绘制方法是正 确的?
A.
B.
操作台
4
小结:
确定标准作业,规范作业动作
关注安全品质,提高产品质量
实施作业改善,减少动作浪费
谢谢大家!
请找出 该作业 顺序示 意图中 有几种 符号?
NO.1 柴油机 NO.2
1
2
3 NO.5
NO.6 NO.3 NO.7 NO.4
安
图一、
①带圈数字表示作业人员操 ③ 虚线箭头表示一个作业完成之后回 作位置及操作顺序 到作业开始位置的步行
1 工作台 4
9
8 7 柴油机
虚线框表 示同一台 发动机, 即发动机 在装配过 程中按照 箭头所指 方向移动
标准作业票的定义标准作业票的定义三三作业步骤及时间记录区标准作业票的图示简介标准作业票的图示简介表头区作业顺序示意图绘制区过程信息控制记录区柴油机332211no1no3no4no2no5no6no7柴油机工作台出水管柴油机柴油机887766554433221199虚线箭头表示一个作业完成之后回到作业开始位置的步行带圈数字表示作业人员操作位置及操作顺序带圈数字表示作业人员操作位置及操作顺序虚线框表虚线框表示同一台示同一台发动机发动机即发动机即发动机在装配过在装配过程中按照程中按照箭头所指箭头所指方向移动方向移动虚线框表虚线框表示同一台示同一台发动机发动机即发动机即发动机在装配过在装配过程中按照程中按照箭头所指箭头所指方向移动方向移动工作台出水管柴油机柴油机887766554433221199虚线箭头表示一个作业完成之后回到作业开始位置的步行实线箭头表示作业人员移动方向轨迹实线箭头表示作业人员移动方向轨迹2
标准作业三票一表
标准作业三票一表标准作业三票一表WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】标准作业三票1、定义:标准作业是以人的动作为中心制定的、安全、高效、无浪费地生产高质量产品的生产方式。
2、目的(a) 明确生产方式的原则通过明确制造方法,保证任何人进行生产操作都能够保证同样的质量、数量、交货期、成本和安全。
如果每个人都按照各自不同的随意方式进行生产,就无法保证质量、数量、生产、安全和交货期。
(b) 改善的工具· 无标准的现场(没有正常·异常区分的现场)就没有改善标准是进行改善的原点,即“没有标准的地方就无法进行改善。
”管理监督人员就无法尽责地发挥作用。
· 发现浪费、过载、不均的工具首先确定标准,进行实施,不断进行完善非常重要3、标准作业的前提① 以人的活动为中心② 是重复作业(同样适用于重复作业不多的现场)标准作业的 3 要素 4、标准作业的 3 要素① 节拍时间① 节拍时间(决定人的动作)② 作业顺序(不是工序的顺序,而是人的作业顺序)③ 工序内标准在制品库存节拍时间=(T.T)秒)(1天)的劳动时间(定时)(460’×60”=27,600(1 天)的必要产量(售出的速度……用几分几秒的时间生产 1 个或者1台的时间为最佳)循环时间(.)……1 名工人在按照标准作业顺利操作的情况下,手工操作 1 个循环所需的实际最短时间〈包括步行时间〉。
它是(真正〈作业〉时间),但是不包含停工待料等待的时间。
测量手工作业时,所测时间必须工人按照作业标准毫无困难地完成操作的时间。
②作业顺序不是生产产品时先后的加工工序顺序,而是指工人能够最有效率地生产合格产品的作业顺序必须是多能工③工序内标准在制品库存依照作业顺序进行作业时,能够保证反复以相同的顺序?动作进行作业的工位内最小限度的在制品库存。
5.标准作业与改善(1)标准作业是改善的工具(a)安全(b)品质(c)容易实行(2)标准作业改善步骤① 明确改善的需求(目标设定)(d)完善的环境② 仔细观察作业的现状。
标准作业和标准作业组合票讲义
标准作业手顺的決定
标准作业手顺的決定
表準作业组合表的作成
按要素作业单位进行的排除浪费
标准作业组合表的作成
用摄影机照下作业(1周期)
也可用秒表进行实测
标准作业组合表作成手顺
注意以下的内容、对作业手顺进行修改
1
・换手操作
2
・重复动作
3
・作业动线 把人动作时的轨迹称为动线。
4
作业手顺的修改
实行作业标准化的工具
(1)标准作业组合表 ・由作业配置图和作业流程图组成 ・作业时间的合计相当于主作业的标准时间(TS) (2)作业要领书 ・结合照片和图、写出让作业者易于理解的作业手顺,作业注意点。 (3)QC工程图 等等
标 准 作 业 表机照下作业(1周期)
时间观测
使用秒表和时间观测用紙
・左手拿秒表和观测用纸 ・测量者能在一条直线上看到秒表和操作者
01
时间观测练习
01
02
03
04
05
06
07
标准作业组合表作成手顺
画出作业配置(大概的布局图)
把总作业时间分开为:每块作业领域的作业和步行
再把每块作业领域的作业分为各个要素作业
给各个要素作业加上时间
记录到表准作业表中
01
02
03
04
05
06
07
标准作业组合表作成手顺
按要素作业单位进行的浪费排除
要素作业 ・・・・・ 是作业者之间能分割出的最少的作业单位
改善跟踪表
改善跟踪表记录练习
标准作业组合表的作成
标准作业组合表的作成
按要素作业单位进行的排除浪费
表準作业组合表的作成
精益生产管理规定--范文
精益生产管理规定—范文1、目的为了提公司的人均产能水平,降低员工的效率损失,持续推进分厂精益水平,同时促进员工自身积极参与精益生产,便于分厂更好地管理和指导此活动长期有效开展,结合分厂实际,特制定本办法。
2、适用范围本规范适用于公司所有参与精益生产的职工。
3、定义3.1一表三票:时间观测表、各工序能力票、标准作业组合票、标准作业票。
3.2工序线平衡:生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
目的是消除作业间不平衡的效率损失以及生产过剩。
4、职责4.1直接员工效率改善4.1.1主导部门:生产厂长。
负责组织制订目标,定期召开例会,对工作的达成情况进行评估和考核。
4.1.2协助部门:工艺处,调度。
工艺部门负责工艺改善,动作改善等;调度负责协调各部门的生产进度,生产安排等。
4.1.3落实部门:各生产班组长。
负责对直接员工的效率改善进行日常监督和考核,定期向主管领导汇报。
5、相关文件5.1人员效率提升目标6、作业程序6.1精益生产主管领导根据上一年度的生产情况、产量目标、人均产能水平等数据,制订安排本年的目标,并发布《本年度人员效率提升目标》。
6.2各生产部门和辅助部门认真学习研究上级下发的《人员效率改善目标》,并以此为根据制订本部门的人员效率改善计划。
6.3由落实部门、协助部门根据制定的人员效率改善计划,提出和寻找改善点(项目),以达到工序先平衡。
6.3.1协同单位通过利用精益生产辅助工具和方法,给出改善点(项目)的优化方法,并制订改善措施等。
6.3.2落实部门对制订的改善方法和改善措施,提出合理建议,确保在实际工作中的可行性。
6.4监督实施6.4.1落实部门负责对改善点(项目)的推进工作进行监督,填写《精益生产项目推进报表》。
6.4.2主管领导定期召开例会,对项目的推进工作进行小结6.56.5.1协助部门对改善点(项目)的成果进行验收。
通过绘制改善后的一表三票、工序平衡能力表等,与改善前收集的资料形成对比效果,编写《精益生产改善汇总报告》。