电弧炉炉体参数表
20t电弧炉出场说明书
20t/12500KVA-EBT电弧炼钢炉产品说明书(机械部分)1.产品简介:本产品为炉盖旋转加料,偏心底出钢,连体高架式安装结构型式的电弧炼钢炉。
配有:导电横臂、管式水冷炉壁与水冷炉盖,以及电极电液比例控制等先进技术的炼钢设备。
2.用途:该产品用于废钢重熔冶炼.用于高质量碳钢、低合金钢、合金结构钢,以及各种特殊合金钢。
3.产品使用条件:3.1环境温度+5~40℃3.2海拔不超过1000米。
3.3使用地区月平均最大相对湿度<85%,同时月平均温度<25℃。
3.4周围没有导电尘埃、爆炸性气体及能严重破坏金属和绝缘的腐蚀性气体。
3.5无明显震动和颠簸的场地。
3.6室内使用。
4.产品主要技术参数:4.1炉体电炉公称容量 20t最大出钢量 25t炉壳内径φ4000熔池直径φ3100mm熔池炉衬壁厚度 450mm炉缸底衬厚度 600mm炉门开口尺寸 800x600mm炉门坎距操作平台高度 550mm4.2倾动装置出钢/出渣倾角(最大) 20°/ 12°出钢/出钢后返回倾动速度 1°/ 3°/s 4.3电极升降装置石墨电极直径φ400mm石墨电极分布圆直径φ900mm电极最大行程 2900mm电极升降速度 6/4.5m/min 电极升降调节方式电液比例控制4.4炉盖一提升/旋转装置炉盖提升高度 400mm炉盖旋开角~66°4.5液压系统系统工作压力 12Mpa 系统工作流量 160L/min 系统工作介质水一乙二醇4.6短网装置电流额定负荷能力 24.89KA4.7电炉变压器变压器额定容量 12500KVA4.8冷却水系统冷却水进水压力 0.4~0.45Mpa(水冷炉壁与水冷炉盖)0.25~0.3Mpa(其余部位) 冷却水进水温度<32℃冷却水耗量开环冷却水耗量~140t/h闭环冷却水耗量~320 t/h变压器~30 t/h冷却水质应符合GBl0067.1-4-88 《电热设备基本技术条件》国家标准中的第5.1.3.3内容要求。
LF炉设备简介

1.4LF炉设备简介LF炉的设备主要包括:炉体(带有吹气装置的钢包)、炉盖、电弧加热装置、加料装置和真空系统等部分。
LF主体设备如图1.5。
图1.5LF炉设备结构示意图1.4.1 炉体LF炉的炉体实际上是一个带有吹气装置的钢包,钢包底部有出钢用的滑动水口及吹惰性气体的透气砖。
钢包尺寸的主要技术参数是熔池深度和直径之比H/D。
它的大小直接影响钢液搅拌强度、钢一渣接触面积、包壁渣线的热负荷、包衬寿命及热损失等。
一般取值H/D=0.8-1.2[3]。
日本不同容量LF炉的H/D值列于表1.1,值得借鉴。
一般H/D值较大时有利于加速钢一渣混合反应和夹杂物上浮,使吹氢搅拌效果提高。
从钢液面到包口边缘的距离称为钢包的自由空间或净空,对非真空处理的钢包,净空的高度一般为500-600mm[4],有真空处理时净空应为1000-1200mm,保持一定的净空有利于提高包衬寿命并为强搅拌以促进钢一渣的充分混合反应提供自由空间。
透气砖是LF炉的关键部件,也是影响吹氢搅拌质量和成本的重要因素,要求具有良好的透气性和较好的高温强度。
目前,LF炉使用最普遍的是包铁皮的圆锥型透气砖,并与座砖配合,装在包底的砌砖内。
另外,为便于更换,在透气砖与座砖之间加设套砖[5]。
表1.1日本LF钢包炉与熔池尺寸容量/t20306015050实际装入量/t13/2318/3360100/15045/50钢包内径/mm16761948207031642430钢包内高/mm19952195274040002770熔池深H/mm12601402234027541348 (在额定容量时)H/D(在额定容量时) 0.750.721.130.870.491.4.2 炉盖LF炉一般都使用水冷炉盖。
为了提高热效率并保持钢包内的强还原气氛,炉盖要具有良好的密封性能;炉盖内层衬有耐火材料。
整个炉盖用可调节的链钩悬挂在门形吊架上,通过升降机构可调整炉盖的位置;LF炉的炉盖上还设有合金、渣料加料口,有的还有测温、取样装置。
20、30T电炉性能比较

维修及出钢口填料 3 min
炉体:
公称容量 最大出钢量 炉壳内径 操作形式 倾炉角度 出钢形式 炉盖提升高度 炉盖旋转角度 炉壳吊装重量
变压器:
30t 36t 4600Φ mm 右或左操作(用户选定) 出钢 45°;出渣 400mm ~82° 约90t(含炉衬) 12° (EBT)或出钢嘴出钢
变压器额定容量 变压器一次电压 频 率 变压器二次电压 调压方式 变压器二次额定电流 短网阻抗值 三相阻抗不平衡系数
20t/30t高功率电弧炉技术参数对比
冶炼周期:
项目 冶炼周期 通电时间 辅助时间
30吨高功率电炉 (陕西众隆冶金设备有限公司)
140-160min(出钢--出钢) 120~140min(20℃→1650℃) 吹氧量 30m3/t钢水 20 min 加料 (二次) 出钢 其它辅助时间 8 min 3 min 6 min
φ 400 φ 1100 6m/min 4m/min 2800mm
比例阀(PLC控制)
12MPa 水乙二醇
0.4~0.6Mpa ≤35℃ ≤55℃ 280m /h
3
450 4~5 10~15 101
电极升降控制方式
液压系统:
比例阀(PLC控制)
工作压力 液压介质
冷却水系统:
12MPa 水乙二醇
冷却水进水压力 冷却水回水压力 冷却水进水温度 冷却水出水温度 冷却水耗量
主要经济消耗指标: Kw.h/t 电耗
0.3MPa(开环) 无压回水 ≤35℃ ≤55℃ ~350m3/h
580(氧枪助燃) 3~5 30 ~200
电极参数:
18000KVA 35KV 50Hz 385-200V 9-13级(有载调压) 35.440KA ≤2.6mΩ ≤5%
25t电弧炉技术参数
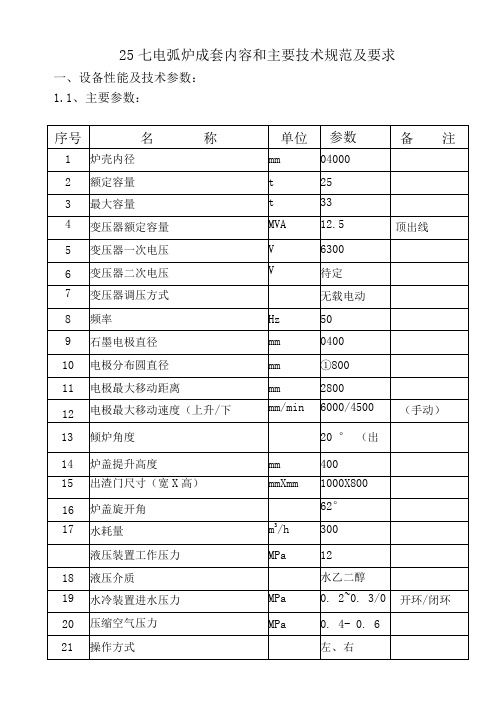
25七电弧炉成套内容和主要技术规范及要求一、设备性能及技术参数:1.1、主要参数:另外,增加一套液压介质为水乙二醇,工作压力12 MPa 液压系统用于 LF-20吨精炼炉和25吨VOD 炉液压系统改造。
同时,将LF-20吨精炼炉和 25吨VOD 炉的所有油缸更换为压力等级为12 MPa 的油缸。
LF-20吨精炼炉 和25吨V0D 炉液压管路重新铺设。
1.2、技术要求: 1.2. 1.炉体炉体由炉壳、炉门机构、出钢口机构等组成。
炉壳直径①4000mm 。
炉 壳为钢板焊接的圆锥台结构,炉壳材料为20沪1. 2. 2倾炉装置倾炉装置由驱动轨道、倾炉油缸、倾动平台及其水平支撑机构和炉盖 旋开支撑机构组成。
炉体安装在倾动平台上,通过倾炉装置完成电炉扒渣与出钢作业。
倾动 轨道为钢板组焊结构,其底而与基础固定,上平面设置啮合孔。
倾炉平台 由钢板组焊而成,用于支撑炉体和电炉上部结构。
倾炉平台下方的弧形轨 道上的啮合孔相配合,实现炉体滚动前倾、后倾动作。
水平支撐机构与炉盖旋开支撐机构由气缸和支撐组成。
水平支撑机构 用于电炉正常冶炼状态下水平稳定支撑。
炉盖旋开支撑机构用于电炉上部 结构旋开时的侧向稳定支撑。
炉子两个倾动缸下油口装有液控单向阀,以保证炉子在任何倾动缸位 置失压时,停止不动。
1. 2. 3.水冷炉盖水冷炉盖为密封型全水冷管式炉盖,采用20g 无缝钢管组焊而成,形 成均流、无死点的高效水冷强制循环,内壁焊有自挂渣钉,炉盖上除三个 电极孔外,还要设有满足填加合金孔;炉盖提升、下降均由液压链轮实现 (设计时应有足够的提升力)。
技术参数:炉盖提升高度(mm ): 炉盖升降速度(m/min ): 水冷炉盖寿命:1.2.4.炉盖提升旋转机构炉盖提升通过2个油缸提升,油缸坐落在旋转架的两个弯臂上。
旋转架作为炉盖、电极升降装置的支撐结构,由无缝钢管和钢板组焊 而成。
300^500 3 3000 次其检修平台为水冷结构。
40吨电弧炉炉体设计
目录一、电弧炉简介及其发展趋势 (2)二、电弧炉炉型算及变压器功率确定 (3)1、电弧炉设计要求 (3)2、电弧炉炉型计算 (4)3、炉子的变压器功率及电极参数确定 (8)三、电弧炉耐火材料的损毁机理及选择 (11)1、炉衬损毁机理 (11)2、炉顶用耐火材料 (12)3、炉墙用耐火材料 (13)4、炉底和出钢槽用耐火材料 (14)附录 (16)40吨电弧炉炉体设计说明书一、电弧炉简介及其发展趋势电弧炉是炼钢电炉的一种,也是目前世界上熔炼优质钢、特殊用途钢种的主要设备。
电弧炉炼钢技术已有100年的历史,第二次世界大战后电炉炼钢才有较大发展,在最近的20年,电弧炉炼钢技术发展尤为迅速,电弧炉的应用带来了炼钢技术的革命。
尽管全球粗钢年产总量的增长速度很缓慢,但以废钢为主要原料的电弧炉炼钢的产量所占的比重却在逐年上升。
2001年,电弧炉炼钢占世界钢产量的40%,成为最重要的炼钢方法之一。
与高炉铁水炼钢相比,其竞争优势在于投资费用和运行成本。
自60年代中期提出电弧炉超高功率概念以来,电弧炉建造趋于大型化、高功率化,出现现了多种新型式的电弧炉。
在发展大型电弧炉的过程中,美国曾用六支电极,由两台变压器供电,电弧炉为椭圆形。
发展大容量电炉和提高电炉自动化水平,采用大功率静止式动态补偿技术,用水冷构件代替耐火材料,炉盖第四孔直接排烟与电炉周围密封罩相连接的烟尘净化系统,炉盖第五孔机械化自动化加料系统,电炉使用还原铁比例逐渐扩大,炉外废钢预热,炉内燃料助燃,强化熔池用氧,开发底气搅拌系统和泡沫渣覆盖下的冶炼工艺,从冷却水和废气中回收热能,采用全连铸,发展纤维石墨电极和采用优质高效碱性镁碳炉衬等。
电弧炉炼钢得到迅速发展的主要原因:(1)废钢日益增多(2)钢铁工业迅速增长。
由于发电设备大型化和技术不断改进,可利煤用部分劣质粉发电,电的供应和价格比较稳定,使电炉炼钢有了比较可靠的基础。
此外,电炉用废钢比高炉——转炉炼钢的能耗低。
现代电弧炉炉型及其炉体结构设计
三 、偏心底出钢 ( EBT)
为改善电弧炉炉外精炼效果 , 采取了无渣出钢 — 偏心底出钢技术 。近些年来 , 不但新建的电弧炉采用 无渣出钢技术 , 而且许多槽式出钢的电弧炉也纷纷改 造成 EB T 电炉 (图 2) 。以下仅就近年来我们在实验 室研究及工程设计工作的进展 , 并在此基础上 , 提出 EB T 电炉设计原则 。
21 钢液面直径 D
对于额定容量 G 吨钢液 , 其体积 V g 为 :
V g = G/ ρg
(1)
式中 ρg ———钢液密度 , t/ m3
对于碳素钢 、低合金钢或超高功率炉中钢液 (合金化
前) 密度 ρg = 710t/ m3 。锥球形熔池的体积为 V g = V 台 + V 球 , 整理后有 :
三 、结论
(1) 蠕墨铸铁的抗拉强度随着等淬温度的降低先
增后减 , 等淬温度为 280 ℃时 , 抗拉强度最大 。
(2) 在一定范围内 , 蠕墨铸铁的伸长率随着等淬
温度的升高而增大 。
(3) 蠕墨铸铁的冲击韧度随着等淬温度的升高先
增后减 , 等淬温度为 320 ℃时 , 蠕墨铸铁的冲击韧度
有最大值 。
氏体转变的数量多少就不一样 。等淬温度越高 , 贝氏 体转变的数量越少 , 未转变奥氏体的碳浓度就越小 , 奥氏体的稳定性就越差 , 当未转变奥氏体的碳浓度小 到一定程度 , 待等淬结束后 , 空冷时就有一部分奥氏 体转变为马氏体 。等淬温度越高 , 马氏体数量就越 多 。当等淬温度升到 320 ℃时 , 基体中马氏体的数量 就增加到足以抑制由于残余奥氏体数量的绝对增大而 引起的冲击韧度继续增大 , 致使宏观上材料的冲击韧 度在 320 ℃时达到最大值 。此后 , 随着等淬温度的继 续升高 , 基体中由低碳奥氏体转变成的马氏体数量就 越多 , 宏观上 , 材料的冲击韧度开始减小 。这里 , 应 该注意到伸长率代表的材料塑性和冲击韧度代表的材 料韧性的区别 , 马氏体的产生对材料强度 、塑性 (伸 长率) 和韧性 (冲击韧度) 的提高均有负作用 。但 是 , 由于强度的变化对冲击韧度的影响远比对伸长率 的影响大〔1〕, 所以 , 在一定范围内 , 马氏体的数量 对冲击韧度的影响也比对伸长率的影响大得多 。
0.5吨电弧炉630KVA直流电炉(炼铁)主要参数

630 KV A 直流电炉(炼铁)主要参数1 电源系统:变压器容量630 KV A,油浸自冷,一次电压10 KV。
六相十二脉整流,ZP5000A/1200V,直流电压75—110 V,分7级,低压3级恒电流,高压3级恒功率。
一次电流36.4 A,直流额定电流9545 A。
2 电极升降系统:电极升降速度约1.2 米/分钟,行程约1500mm,钢丝绳卷扬系统。
紫铜电极夹持器,石墨电极直径250 mm,1根。
3 炉体系统:炉体尺寸:外径X高度1800 mm X 1800 mm炉膛尺寸:内径X深度800 mm X 1000 mm炉底厚度:800 mm,炉衬厚度:500 mm炉盖尺寸:外径X高度1600 mm X 400 mm4 炉体倾转液压系统5 短网:连接铜排水冷电缆 1000 mm²X 4.5(4.0) m,4根。
成套设备包括:1 高压控制柜一台具有过流、过压、防雷保护,功率显示,瓦斯报警,温度报警等功能。
2 低压操作柜一台(含自动化系统:PLC编程,变频器,触摸式操作屏等,无纸记录仪、水温显示,功率显示,高温、过流报警等)3 电炉变压器一台4 电极升降架一套5 电极夹持器一套5 炉体和炉盖一套6 炉体倾转液压系统一套7 短网铜排和水冷电缆四根8 冷却水系统一套合计40万。
(包安装调试,但不含炉衬材料和砌筑)2011-9-30接电极高度约4.5米(吊钩高度)炉体下部挖约1.5米地坑,炉体支撑轴离地面约0.5米成套设备占地面积约8X8米冷却水循环水量约8立方米。
电缆和炉底电极冷却,筑炉材料6-7吨,熔池装水1.5吨。
电炉参数

二、 0.5吨/250KW(铝壳)中频感应熔炼炉主要技术参数: 项目参数电炉参数额定容量 0.50t最大容量 0.55t炉衬厚度 50mm感应圈内经φ 56mm感应圈高度 700mm最高工作温度 1750℃熔铜工作温度 1600℃电耗≤700kW.h/t熔化率 0.42t/h电器参数中频电源额定功率 250KW变压器容量 300KV A整流相数 6脉变压器一次电压 10KV变压器二次电压(额定输入电压) 3N-380V额定输入电流 420直流电压 510V直流电流 490A中频电源最高输出电压 750V额定工作频率 1000Hz额定工作电压 1400V冷却水系统冷却水流量 30t/h供水压力 0.2~0.35MPa进水温度 5~35℃出水温度 <55℃三、0.5.0吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量备注1 中频电源柜 KGPS-250KW/1KHz 1套含低压开关、电抗器2 补偿电热电容器 250KW/1KHz 1套电容器/水冷铜排组3 铝壳炉体 GWJ-0.5-250/1000 2台支撑架/感应圈/ 等4 坩埚模 0.5t专用 2只钢质5 水冷电缆电容到炉体之间 2套6 连接铜排电源到电容之间 1套7 倾炉系统 431减速机 2个8 倾炉操作盒 1个0.5吨/250KW中频熔炼炉(铝壳)配置表:序号设备名称规格型号数量单价总价1 中频电源柜 KGPS-250KW/1KHz 1套 4.0 4.02 补偿电热电容器 250KW/1KHz 1套 1.5 1.53 铝壳炉体 GWJ-0.5-250/1000 2台 1.5 2.54 坩埚模 0.5t专用 2只 0.05 0.15 水冷电缆电容到炉体之间 1套 0.3 0.36 连接铜排电源到电容之间 1套 0.3 0.37 倾炉系统 431减速机 2个 0.35 0.78 倾炉操作盒 1个 0.1 0.1价格合计:9.0万含税二、成套设备主要技术参数:三、 1.0吨/600KW中频熔炼炉(钢壳)成套设备标准配置表:二、成套设备主要技术参数:、成套设备主要技术参数:吨中频熔化电炉,主要用于黑色金属的冶炼,例:钢材,球铁,灰铁等1.快速熔炼炉,高功率配置2000KW/500HZ,进线电压66V,输出电压1300V。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1~200t炼钢电弧炉炉体有关参数一览表
球底熔池使用公式: h
V=πh (R — ) V=0.1583R 3
3 h= R —R ×Cos 40° d= 2Rsin 40°
锥台底熔池计算用公式: π
V = h '(d 2 + d '2+d/ d ')
12
= 0.109(d 3—d ′3)
d-d '
h '= × tg40° 2
d '= 3 0.109d 3-v
0.109
D d H ′
h ′
钢液面位置
R
h
d ′
40°H
说明:
1.炉膛容积按一次加料满足最大容量的冷料体积计算,冷料堆比重取1.6t / m 3。
2.炉坡角度取40°,可在45°倾角出净钢水。
3.额定容量、最大容量根据国家标准GB10067.2-88选取。
4.炉膛侧壁耐火衬厚度最小不得小于300mm(水冷炉壁时另行考虑);炉底耐火衬厚一般不得小于
500mm(直流炉时根据具体情况另行考虑)。
高阻抗电弧炉主要技术参数
注:变压器额定功率,以及二次电压可以按照冶金工艺及炉况所不同适当变更。