主轴设计之轴承选择
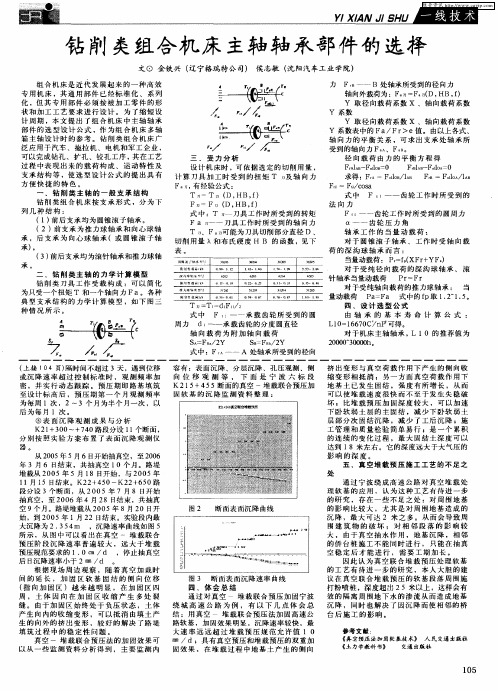
钻削类组合机床主轴轴承部件的选择
2 0 03 0 0 0 0 0 0 h。
Fr一一 B处 轴承所 受到的径 向 力 e 轴 向外载荷 为 : =F ( HB, ) F D, f Y 取 径 向载荷 系数 X 、轴 向载荷 系数 Y 系 数 Y 取 径 向载荷 系数 X 、轴 向载荷 系数 Y 系数表 中的 Fa/Fr >a值。 由以上 各式 、 轴 向 力 的平 衡 关 系 ,可 求 出 支 承 处 轴 承所 受到的轴 向力 F 、F e 。 径 向载 荷 由 力 的 平 衡 方 程 得
式 中 :F 一 A 处 轴承所 受到的 径向 ,一 ( 上接 1 4页) 0 隔时间不超 过 3天 ,遇到位 移 容 有 :表面 沉 降、分 层沉 降、孔 压观测 、侧 或 沉 降速 率 超 过 控 制 标准 时 ,观 测 频 率 加 向 位 移 观 测 等 , 下 面 是 宁 波 六 标 段 密 ,并 实行 动 态 跟 踪 。预 压期 即路 基 填 筑 K2l +455断面 的真空 一堆 载联合 预压加 5 至 设 计标 高 后 ,预 压 期 第一 个 月观 测 频率 固软 基 的 沉 降监 测 资 料 整 理 : 为 每周 1次 ,2~3个 月 为半个 月一 次 ,以 后 为每 月 1次 。 ⑤表 面沉 降 观 测 成 果 与 分 析 K2 + 0 ~+ 4 路段分设 l 个断面 , l30 70 1 分 别按 照实 验 方 案 布 置 了表 面 沉 降 观测 仪
三 、 受 力 分 析 F lB ∞=O AA—F l l F,lB B^—F o=0  ̄A l 设 计 机 床时 ,可 依 据选 定 的切 削 用量 , 计 算 刀具 加 工 时 受到 的扭 矩 T 及轴 向 力 求 得 :F A= FlB lB FB= FlA lB o/ A l , o/A l F 1 F ̄ o a = /c s F , 经验公 式 : ” 有 T日 ( HB, ) =T D, f 式 中 F - 一 齿 轮 工作 时 所 受到 的 一 F = F日( HB, ) D, f 法 向 力 式 中 :T 刀具 工 作时 所受 到 的转 矩 F t 一 一 齿轮 工作 时所 受 到的 圆周 力 t F a ” 一 刀具 工作 时所 受 到 的轴 向力 ~ 0 ~ 一 齿 轮 压 力 角 【 T F 可能为 刀具 切 削部分直 径 D 、 轴 承 工 作 的 当量 动 载 荷 : 切 削用 量 和 布 氏 硬 度 H B 的 函数 ,见下 对 于 圆锥 滚 子 轴 承 、 工 作时 受 轴 向载 表。 荷 的深 沟 球轴 承 而 言 : 当量动载荷 : P = x r YF ) rf F + ( a 对 于 受纯 径 向载 荷 的深 沟 球 轴 承 、 滚 针轴承 当量动载荷 Pr =Fr 对于 受纯轴 向载 荷 的推 力球 轴 承 : 当 量动载荷 P = a 式中的 f a F p取 1 2 1 5 . . 。 T = =d FI 2 T『 l l / 四 、设 计 选 型 公 式 式 中 F t 一 承 载 齿轮 所 受 到 的 圆 一 由轴 承 的 基 本 寿 命 计 算 公 式 : 周力 d・ 一一 承 载齿轮 的 分度 圆直径 L1 =l 6 0 / P可得 。 O 6 7 C ̄ n 轴 向载 荷 为 附 加 轴 向载 荷 对于 机 床主 轴轴 承 ,L l0 的推 荐值 为
(完整版)数控车床主轴设计
绪论随着市场上产品更新换代的加快和对零件精度提出更高的要求,传统机床已不能满足要求。
数控机床由于众多的优点已成为现代机床发展的主流方向。
它的发展代表了一个国家设计、制造的水平,在国内外都受到高度重视。
现代数控机床是信息集成和系统自动化的基础设备,它集高效率、高精度、高柔性于一身,具有加工精度高、生产效率高、自动化程度高、对加工对象的适应强等优点。
实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
可以说,机械制造竞争的实质就是数控技术的竞争。
本课题的目的和意义在于通过设计中运用所学的基础课、技术基础课和专业课的理论知识,生产实习和实验等实践知识,达到巩固、加深和扩大所学知识的目的。
通过设计分析比较机床的某些典型机构,进行选择和改进,学习构造设计,进行设计、计算和编写技术文件,达到学习设计步骤和方法的目的。
通过设计学习查阅有关设计手册、设计标准和资料,达到积累设计知识和提高设计能力的目的。
通过设计获得设计工作的基本技能的训练,提高分析和解决工程技术问题的能力,并为进行一般机械的设计创造一定的条件。
一、设计题目及参数1.1 题目本设计的题目是数控车床的主轴组件的设计。
它主要由主轴箱,主轴,电动机,主轴脉冲发生器等组成。
我主要设计的是主轴部分。
主轴是加工中心的关键部位,其结构优劣对加工中心的性能有很大的影响,因此,在设计的过程中要多加注意。
主轴前后的受力不同,故要选用不同的轴承。
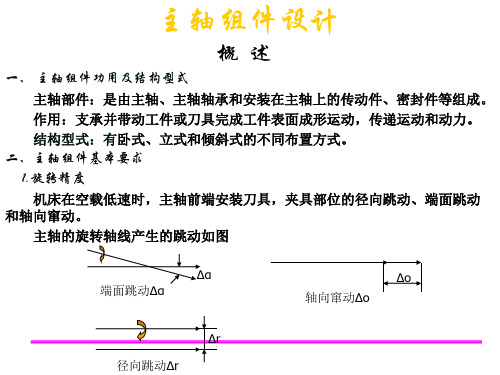
1.2参数床身回转空间400mm尾架顶尖与主轴端面距离1000mm主轴卡盘外径Φ200mm最大加工直径Φ600mm棒料作业能力50~63mm主轴前轴承内和110~130mm最大扭矩480N·m二、主轴的要求及结构2.1主轴的要求2.1.1旋转精度主轴的旋转精度是指装配后,在无载荷,低转速的条件下,主轴前端工件或刀具部位的径向跳动和轴向跳动。
主轴组件的旋转精度主要取决于各主要件,如主轴、轴承、箱体孔的的制造,装配和调整精度。
钻床主轴箱设计说明
目录一.主传动的运动设计1.主电机的选定2.转速图的拟定3.齿轮的确定4.齿轮的布置二.传动件的估算与验算1.传动件的估算与验算2•齿轮模数的估算和计算3•轴承选择三.夹具设计1・工艺加工过程2 •设计夹具四致五参考资料1-1主传动的运动设计1.主电机的选定山总体设讣方案可知:Z5140钻床的总功率为4kW,转速为1450 r/min,根据机械设计手选取电机为JO2-32,其外型见下图,其安装尺寸见下表:其螺栓直径为。
2. 转速图的拟定拟定立式钻床的主传动系统的转速图,山总体设汁方按可知:主轴的转速围JB9—59一GB52166GB921 — 66GB7766, 一(4JO3 — 112^JO3 —铀燃图寂豔5(1〜3如注阀) 8(4・5迦肖阳)P匚为31.5〜1400 r/min,异步电动机的转速为1450 r/mino1. 选定公比0中型通用机床,常用的公比e 为1・26或1.41,考虑到适当减小本钻床的相 对速度损 失,选定0二1・41。
=46Z = 1 + -1?A = 1 + -I ^- = 11.8,取 Z=12 lg°lgl.41按标准转速数列为:31, 45, 63, 90, 125, 180, 1250, 355, 500, 710, 1000, 1450r/min o2. 选择结构式1) 确定变速组的数LI 和各变速组中传动副的数LI大多数的机床广泛应用滑移齿轮的变速方式,为了满足结构设计和操纵方便 的要求,通常采用双联或三联滑移齿轮。
该机床的变速围较大,必须经过较长的 传动链减速才能把电动机的转速降到主轴所需的转速,故主轴转速为12级的变 速系统需要2个或3个变速组,即Z=12=4X3,或Z=12=4X2X2-4,或Z=12=3 X2X2o 为了结构紧凑和主轴箱不过分的大,故选取Z=12=4X2X2-4.2) 确定不同传动副数的各变速组的排列次序按着传动顺序,各变速组排列方案有:12=4X2X2-4 12=2X2X4-4 12=2X4X2-4因本钻床在结构上有特殊要求,根据设计要点,应遵守“前多后少”的原则, 选择12=4X2X2-4的方案。
数控机床设计4主轴组件设计
采用合理的轴承选配法,可在制造精度并非很高的情况下,也能使主轴组 件获得较高的旋转精度。
2)后轴承选配
对主轴组件前轴承选配之后再对后轴承选配,还可进一步提高主轴组件的 旋转精度。
把后轴承如同前轴承那样选配,可得到较小的轴端的偏心量。
综上所述,为了提高主轴组件的旋转精度,采用轴承选配法的几点结论是: (1)首先对前轴承进行选配(高点导向),使其偏心量δ A为最小。
常用中碳结构钢:优质结构钢,45。 合金结构钢,40Cr, 50Mn, 65Mn. 球墨铸铁也开始应用。 (2)热处理方法:滑动轴承支承,前端定位表面,淬硬HRC50~55; 低碳钢,渗碳淬火;合金可以化学处理。
三、主轴的技术条件 主轴的精度是根据机床的精度来提出技术要求,主轴的精度是:尺寸精 度,形状精度,以及支承轴颈与壳心表面之间的位置精度和光洁度。 支承轴颈为主轴基准,是工艺基准和测量基准,技术条件可以根据机床 手册和同等精度机床主轴图纸上的条件确定。
可用于要求不高的中速、普通精度机床的主轴(卧式车床、多刀车床、立式铣 床等)。
3)两端定位
两端定位结构其特点:
(1)支承结构简单,间隙调整方便; (2)主轴受热伸长会改变轴承间隙,
影响轴承的旋转精度及寿命;
(3)刚度和抗振性较差。 适用范围:(1)轴向间隙变化不影响正常工作的机床主轴,如钻床。
(2)支距短的机床主轴,如组合机床。
2 .60°接触角双向推力向心球轴承
这种轴承的优点是制造精度高,
允许转速高,温升较低,抗振性高 于推力球轴承8000型,装配调整简
单,精度稳定可靠。与双列圆柱滚
子轴承相配套,用于承受轴向载荷。 3.单列圆锥滚子轴承 普通单列圆锥滚子轴承(7000型),能同时承受径向和轴向载荷,承载 能力和刚度较高,价格便宜,支承简单,间隙调整方便。可用于中速、中载、 一般精度的主轴组件。
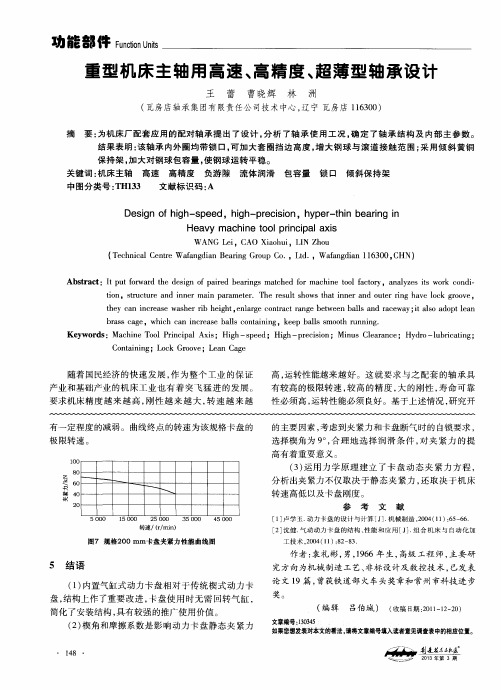
重型机床主轴用高速、高精度、超薄型轴承设计
主轴同轴度标准范围

主轴同轴度标准范围主轴同轴度是机床加工精度中的一个重要参数,用来评估机床主轴旋转时与其轴线的偏离程度。
主轴同轴度一般用于企业内部质量控制或者国际标准化组织(ISO)的质量认证标准,用来确保机床的加工精度符合要求。
主轴同轴度的标准范围是通过机床的设计参数和制造工艺来确定的。
一般来说,主轴同轴度应尽可能小,以确保加工件的几何形状和尺寸精度。
根据不同的加工需求和机床类型,主轴同轴度的标准范围可以有所变化。
主轴同轴度的标准范围受到以下几个因素的影响:1.机床类型:不同类型的机床对主轴同轴度的要求有所不同。
例如,高精密加工中心和数控车床对主轴同轴度的要求较高,而普通车床和铣床对主轴同轴度的要求相对较低。
2.加工要求:加工工件的精度要求不同,对主轴同轴度的要求也会有所差异。
对于一些要求精度较高的工件,主轴同轴度的标准范围会更严格。
3.检测方法:主轴同轴度的检测方法有许多种,如机床坐标测量、光学系统测量等。
不同的检测方法对主轴同轴度的测量结果可能会有一定的差异,因此标准范围也会有所不同。
在机床制造过程中,通常会采用以下措施来保证主轴同轴度在标准范围内:1.选择合适的轴承:轴承是主轴同轴度的重要影响因素之一。
选择质量好、精度高的轴承可以降低主轴同轴度。
2.加工工艺控制:在加工主轴和轴承座部件时,需要控制加工工艺,如精密车削、磨削等,以保证主轴与轴承座配合度的一致性,从而降低主轴同轴度。
3.严格检测:在机床出厂前,需要进行严格的主轴同轴度检测。
在机床使用过程中,还需要定期进行维护和检测,以确保主轴同轴度在标准范围内。
总的来说,主轴同轴度的标准范围是根据机床类型、加工要求、检测方法等因素综合考虑确定的。
通过合理选择轴承、优化加工工艺并进行严格检测,可以确保主轴同轴度在标准范围内,从而保证机床加工精度的稳定性和可靠性。
轴承详细讲解

2、轴承代号方法
后置代号中密封的表示内容:
代号 新标准 1210 K,有圆锥孔调心球轴承 K K30 23220 K,有圆锥孔调心滚子轴承 24122 K30,有圆锥孔(1:30)调心滚子轴承 30307 R,凸缘外圈圆锥滚子轴承 6210 N,外圈上有止动槽的深沟球轴承 6210 NR,外圈上有止动槽并带有止动环的深沟球轴承 6210—RS,一面带密封圈(接触式)的深沟球轴承 6210—2RS,两面带密封圈(接触式)的深沟球轴承 6210—RZ,一面带密封圈(非接触式)的深沟球轴承 6210—2RZ,两面带密封圈(非接触式)的深沟球轴承 6210—Z,一面带防尘盖的深沟球轴承 6210—2Z,两面带防尘盖的深沟球轴承 6210—RSZ,一面带密封圈(接触式),另一面带防尘盖的深沟球轴承 6210—RZZ,一面带密封圈(非接触式),另一面带防尘盖的深沟球轴承 示例对照 旧标准 111210 3153220 4453722
滚动轴承润滑的目的是使轴承滚动面及滑动面间形成一层薄薄的油膜,以 防止金属与金属直接接触,减少轴承内部摩擦及磨损,防止粘着(烧结)。
润滑的目的 :
(1)减少摩擦及磨损
在构成轴承的套圈、滚动体及保持器的想和接触部分,防止金 属接触,减少摩擦、磨损。
定位预紧: (1)A-B>0 合适预紧 低振、长寿 高振、短寿 高振、短寿
(2)A-B>>0 过量预紧 (3)A-B<=0 没有预紧
八、轴承的预紧、润滑、密封
定压预紧: (1)A-B>0 合适预紧 (2)A-B>>0 过量预紧 (3)A-B<=0 没有预紧
低振、长寿 高振、短寿 高振、短寿
八、轴承的预紧、润滑、密封
电机轴承的选型方法和举例专家讲座
第23页
2.5.电机轴承保持器材料和结构选择
保持架在深沟球轴承中起着等距离隔离滚动体并预防滚动体掉落、引 导并带动滚动体转动作用,其结构和材料以下表。
结构
保持架名称及用途
• 惯用材料
• 冲压铆钉保持架
SPCC
• 普通用于负载较大,抗
冲击载荷、中等转速,
外径大于26mm深沟球
轴承。
电机轴承的选型方法和举例专家讲座
运转游隙能够从轴承早期游隙和因为过盈所造成 游隙降低许,以及因外圈温度差而产生游隙改变量求出。
δeff =δ0—(δf+δt) δeff: 运转游隙 mm δ0: 轴承原始游隙 mm δf: 过盈造成游隙降低许 mm δt: 内外圈温度差所引发游隙降低许 mm
电机轴承的选型方法和举例专家讲座
第21页
法、润滑剂适当是否, 直接大大地影响到轴承性能与耐久性等。
普通而言, 润滑脂有以下之作用。
(1)、降低摩擦及磨耗;
(2)、摩擦热传导、去除轴承因摩擦而生热,
须要靠着润滑剂中介而将热传导至它处
δt : 温度差造成游隙降低许 mm
α: 轴承钢线膨胀系数12.5 x 10-6/℃
ΔT: 内外圈温度差 ℃
D0: 外圈滚道直径
mm
外圈滚道直径D0可用式(1)求出近似值。
对于球轴承及自动调心滚子轴承,
D0 =0.20(d+4*D)………(1)
式中, d: 轴承内径 mm
D: 轴承外径 mm
电机轴承的选型方法和举例专家讲座
机床主轴
P5、P4、P2、ABEC9
张紧轮
P5、P4
• 控制机器(同时马
• 要求摩擦 达、伺服马达、陀 P4、ABMA 7P
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7/80
軸承種類
滾動式軸承(Rolling Bearings)
– 斜角滾珠軸承(angular contact ball bearings)
• 較高剛性(higher rigidity) • 具軸向與徑向剛性(radial and axial stiffness) • 高轉速(high speed)
資料來源: SKF,FAG
大葉大學機械與自動化工程學系
13/80
軸承選用
• 主軸軸:
• 滾動軸承(Rolling Bearing): 斜角滾珠軸承最常使用於高速主軸 • 斜角(12 °, 15°, 25°,….) • 數量與排列(DF, DB, Tandem,……) • 預壓(輕,中,重) • 潤滑與冷卻
3. 剛性(stiffness)
軸向剛性
15° 25°
資料來源: SKF
大葉大學機械與自動化工程學系
21/80
軸承選用-轉速
4. 轉速(speed)
資料來源: SKF
25° 15° 12°
大葉大學機械與自動化工程學系
22/80
11
軸承選用-轉速
•斜角滾珠軸承系列:
–轉速: 719 70 72 –剛性 72 70 719
資料來源: SKF,FAG
大葉大學機械與自動化工程學系
12/80
6
軸承之種類
滾動式軸承(Rolling Bearings)
– 梯形滾柱軸承(tapered roller bearings)
• 高徑、軸向剛性(high radial, axial stiffness) • 高負載( high load capacity)
大葉大學機械與自動化工程學系
43/80
43
主軸軸承排列
Typical arrangement of the spindle of machining center
Tool Holder
Main Bearing set
Supporting Bearings
Balancing block
Mounting Flange
資料來源: SKF,FAG
大葉大學機械與自動化工程學系
10/80
5
軸承之種類
滾動式軸承(Rolling Bearings)
– 單列滾柱軸承(single row cylindrical roller bearings)
• 高徑向剛性(high radial stiffness) • 高負載( high load capacity)
– 軸承外徑與孔之配合
大葉大學機械與自動化工程學系
33/80
軸承之配合與允差
軸承配合:
– 軸承外徑與孔之配合
大葉大學機械與自動化工程學系
34/80
17
軸承之配合與允差
軸承配合建議:
– 軸承外徑與軸承座之配合:
• 鬆配合: 中低速 2~5mm,高速 5~8 mm
– 軸承外徑與軸承座之配合:
• 緊配合:中低速 2~5mm,高速 5~10mm
29/80
軸承之配合與允差
軸承配合:
– 軸承內徑與軸之配合
大葉大學機械與自動化工程學系
30/80
15
軸承之配合與允差
軸承配合:
– 軸承內徑與軸之配合
大葉大學機械與自動化工程學系
31/80
軸承之配合與允差
軸承配合:
– 軸承外徑與孔之配合
大葉大學機械與自動化工程學系
32/80
16
軸承之配合與允差
軸承配合:
資料來源: SKF,FAG
大葉大學機械與自動化工程學系
9/80
軸承種類
滾動式軸承(Rolling Bearings)
– 雙向斜角止推滾珠軸承(double direction angular contact thrust ball bearings)
• 高精度(high running accuracy) • 高軸向剛性(high axial stiffness)
大葉大學機械與自動化工程學系
資料來源: FAG
27/80
軸承之配合與允差
軸承配合:
– 軸承內徑與軸之配合 – 軸承外徑與軸承殼之配合
軸心公差帶
軸承外環公差帶
軸承內環公差帶 軸承座公差帶
與軸配合
大葉大學機械與自動化工程學系
與孔座配合
28/80
14
軸承之配合與允差
軸承配合:
– 軸承內徑與軸之配合
大葉大學機械與自動化工程學系
資料來源: SKF,FAG
大葉大學機械與自動化工程學系
8/80
4
軸承種類
滾動式軸承(Rolling Bearings)
– 單向斜角止推滾珠軸承(single direction angular contact thrust ball bearings)
• 高剛性(high stiffness) • 低磨擦(low friction)
圖片來源:SKF
大葉大學機械與自動化工程學系
23/80
23
軸承選用
常見主軸軸承選用:
斜角滾珠軸承 斜角滾珠軸承
綜合加工機(Machining Center)
大葉大學機械與自動化工程學系
24/80
12
軸承選用
常見主軸軸承選用:
斜角滾珠軸承 斜角滾珠軸承
研磨機(Cylindrical Grinder)
37/80
軸承排列
• 斜角滾珠軸承基本排列形式 – O形排列(Double Back) – X形排列(Double Face) – 同向排列(Tandem)
(Tandem)
大葉大學機械與自動化工程學系
(Double Back)
(Double Face)
38/80
19
軸承排列
• 斜角滾珠軸承基本排列形式(三顆軸承)
大葉大學機械與自動化工程學系
3/80
軸承種類與選用
大葉大學機械與自動化工程學系
4/80
2
軸承種類
– 滾動軸承(Rolling Bearing):滾珠軸承 ,滾柱軸 承。 – 靜液壓軸承(Hydrostatic Bearing): 藉由液壓系統強制的把高壓潤滑液送入軸體與 軸承面的間隙之中,利用液體靜壓力來承擔負 載的一種軸承。 – 動液壓軸承(Hydrodynamic Bearing) 藉由軸承元件相對速度建立油壓,形成油膜承 擔負載的一種軸承。 – 磁浮軸承(AMB, Active Magnetic Bearing) 由電磁力支撐轉軸,無需潤滑系統
47/80
軸承預壓
• 預壓力估算
軸承通常配對組裝形成預壓,依預壓力可分: Outer – Class A:輕預壓(預壓力GA) Ring – Class B:中預壓(預壓力GB) Inner – Class C:重預壓(預壓力GC) Ring FAG 7014C 斜角滾珠軸承 dA=3.6 mm dB=6.0 mm dC=7.3 mm
大葉大學機械與自動化工程學系
35/80
35
軸承排列與預壓
大葉大學機械與自動化工程學系
36/80
18
軸承排列
•主軸軸承排列考慮要點:
– – – – 剛性(stiffness) 運轉精度(running accuracy) 轉速(speed) 運轉溫度(operating temperature)
大葉大學機械與自動化工程學系
軸承預壓
• 軸承預壓之達成
– 擠壓軸承內環 – 擠壓軸承外環
d
大葉大學機械與自動化工程學系
46/80
23
軸承預壓
• 軸承預壓之種類
– 定位預壓 – 定壓預壓 – 可變預壓
定位預壓
Pressure chamber
定壓預壓
Inner Spacer
Fore-Elastic Spacer
可變預壓
大葉大學機械與自動化工程學系
大葉大學機械與自動化工程學系
資料來源: FAG
25/80
軸承選用
常見主軸軸承選用:
雙列滾柱軸承 雙向斜角止推滾珠軸承 雙列滾柱軸承
鑽孔機(Drilling Machine)
大葉大學機械與自動化工程學系
資料來源: FAG
26/80
13
軸承之種類
常見主軸軸承選用:
單列滾柱軸承 斜角滾珠軸承
車削中心機(CNC Turning Center)
大葉大學機械與自動化工程學系
16/80
8
軸承選用-精度
1. 精度(accuracy)
– 運轉精度(running accuracy) – 尺寸精度(dimensional accuracy)
大葉大學機械與自動化工程學系
17/80
軸承選用-精度
1. 精度(accuracy)
軸承標記 1. 軸承編號 2. 批次編號 3. 內外環最大偏離 處 4. 內外徑實際尺寸 1偏差 5. 軸承組合順序
大葉大學機械與自動化工程學系
39/80
39
軸承排列
• 斜角滾珠軸承基本排列形式四顆軸承)
大葉大學機械與自動化工程學系
40/80
40
20
軸承排列
• 常見主軸軸承排列形式
資料來源: SKF
大葉大學機械與自動化工程學系
41/80
軸承排列
• 常見主軸軸承排列形式
資料來源: SKF
大葉大學機械與自動化工程學系
目前大部分工具機主軸採用滾動軸承
大葉大學機械與自動化工程學系
5/80
軸承種類
常見滾動式軸承(Rolling Bearings)