轮对压装曲线中压力采集系统的研究
影响机车轮对注油压装压力值的探讨
影响机车轮对注油压装压力值的探讨摘要:本文通过试验统计分析并结合实践经验探究了影响机车轮对注油压装压力值的重要因素,分析了注油压力、配合表面粗糙度、润滑剂使用对压装过程的影响,并提出了优化方案。
关键词:轮对;压装;因素分析;优化方案一前言和谐型电力机车在我国铁路运输行业有着广泛的应用,轮对是机车车辆重要的走行部件,轮对压装对车辆运行安全和运行品质有重要的影响。
和谐型电力机车轮对压装方式主要为注油压装,在高压油的作用下,轮轴以一定过盈量通过压装机进行配合。
压力曲线是反映轮轴压装质量的直观指标,压力值不合格会导致压装失败甚至车轮、车轴报废的情况,影响压装合格率。
本文以HXD1系列机车轮对压装为例,采用统计分析、实验验证等方法,分析了影响注油压装压力值不合格的因素并提出优化改善方案,经验证可行有效。
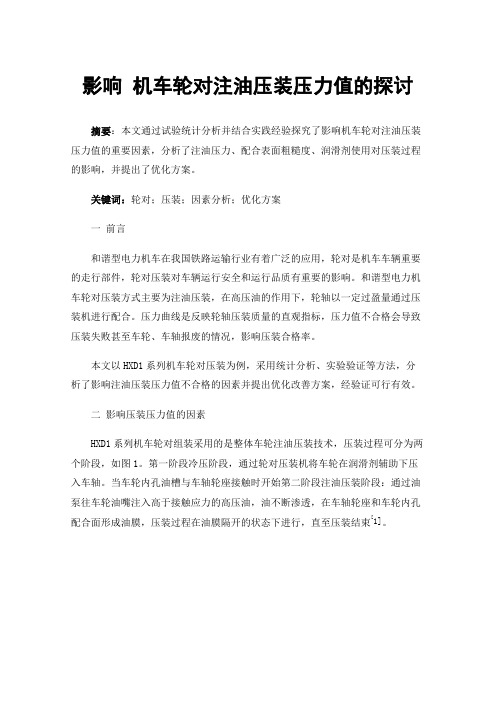
二影响压装压力值的因素HXD1系列机车轮对组装采用的是整体车轮注油压装技术,压装过程可分为两个阶段,如图1。
第一阶段冷压阶段,通过轮对压装机将车轮在润滑剂辅助下压入车轴。
当车轮内孔油槽与车轴轮座接触时开始第二阶段注油压装阶段:通过油泵往车轮油嘴注入高于接触应力的高压油,油不断渗透,在车轴轮座和车轮内孔配合面形成油膜,压装过程在油膜隔开的状态下进行,直至压装结束[1]。
压装前需进行压装机和轮轴状态的检查调整,压装时操作者应关注压力曲线的实时变化,压装完成后进行轮对内测距、轮位差测量并按要求进行反压试验。
图1 车轮压装及压装曲线示意图本文统计分析了中车株洲电力机车有限公司2017-2018年共10117对和谐型电力机车检修轮对的压装情况,如表1,其中压力曲线不合格为105次。
表1 压力曲线不合格率统计结合数据及实际经验发现导致压装压力不合格的主要因素有注油压力、轮轴配合表面粗糙度和润滑剂使用等。
三各要因分析1 注油压力注油压力为高压油泵提供的油压值大小,据《机车轮对组装技术条件TB 1463-2015》[2],HXD1型电力机车轮对使用的整体车轮注油压装建议压力值为98~170MPa。
轮对一次压装的浅析与对策

轮对一次压装的浅析与对策发布时间:2022-09-02T01:38:38.300Z 来源:《科学与技术》2022年4月8期(下)作者:思晓花[导读] 统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,思晓花中国铁路青藏集团有限公司青海省西宁市 810006摘要:统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,制订相应措施,使得各型轮对压装合格率明显提高。
关键词:轮对;加工;压装;粗糙度;圆柱度;过盈量。
轮对一次压装是按厂修技术标准将加工选配好的车轮、车轴经同温后利用轮对压装机过盈冷压,通过压装压力曲线来判断轮对是否压装合格。
一、轮对一次压装合格率的数据统计西宁东车辆段承担着青藏集团公司客货车轮对的组装工作,具有10种轮对的厂修资质,而现场仅有一条轮对组装流水线,承担8种客车轮对、2种货车轮对组装工作,无法同时组装客、货车轮对。
经统计2017年至2020年共计压装轮对10625条,其中客车轮对压装1508条,共计压装1637次,其一次压装合格率平均为92%;货车轮对压装共计9117条,共计压装9422次,其一次压装合格率平均为为96%。
其中RDAM96轮对的一次压装合格率,最低仅为65%。
二、轮对一次压装的过程分析由以上数据可以看出,西宁东车辆段厂轮轮对一次压装合格率偏低。
进而分析2020年度压装不合格曲线,主要有降吨、超吨、平直、轮位差(盘位差)超限及中间凹下等原因。
对轮对一次压装过程进行分析如下:1.人员素质。
由于从2016年才开始从事轮对压装工作,业务技能及经验掌握有一定差距,加之10种轮对组装之间换型频繁,导致作业人员对标准易混淆。
比如2017至2020年厂轮共计压装RDAM96轮对188条,分11次完成,平均每次17条,实际生产中最多一次压32条,最少一月仅有2条,无法对轮座、轮毂孔、盘座、盘毂孔的粗糙度、圆柱度及过盈量等因素调整到最佳配合,缺乏经验值。
轮对压装曲线影响因素分析
轮对压装曲线影响因素分析轮对压装工艺是轮对组装过程中广泛采用的工艺方法,轮对压装曲线是判定轮对组装是否合格的关键项点之一。
各常用轮对压装标准中军队轮对压装曲线标准作出了明确要求。
轮对生产过程中,如何保证压装曲线符合标准要求是轮对压装工艺制定过程中需要重点研究的要求之一。
本文对轮对生产过程中常用的标准进行分析、结合生产过程中常见的曲线偏差问题对压装曲线的影响因素进行分析,提出轮对压装曲线的有效控制方法并针对既有的压装曲线判定标准提出改进建议。
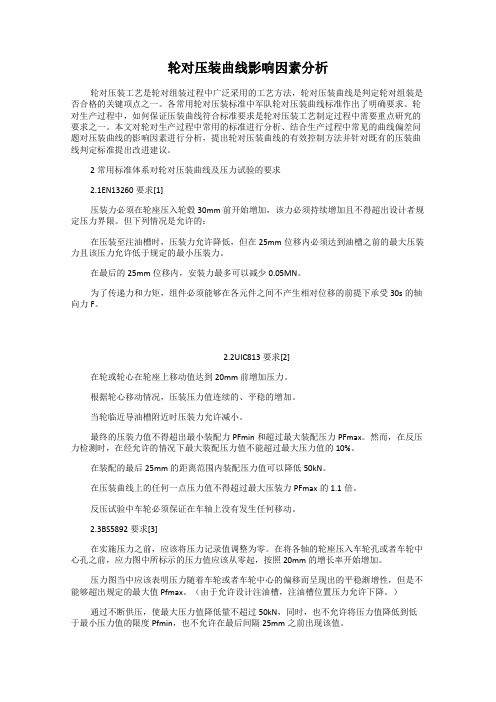
2常用标准体系对轮对压装曲线及压力试验的要求2.1EN13260要求[1]压装力必须在轮座压入轮毂30mm前开始增加,该力必须持续增加且不得超出设计者规定压力界限。
但下列情况是允许的:在压装至注油槽时,压装力允许降低,但在25mm位移内必须达到油槽之前的最大压装力且该压力允许低于规定的最小压装力。
在最后的25mm位移内,安装力最多可以减少0.05MN。
为了传递力和力矩,组件必须能够在各元件之间不产生相对位移的前提下承受30s的轴向力F。
2.2UIC813要求[2]在轮或轮心在轮座上移动值达到20mm前增加压力。
根据轮心移动情况,压装压力值连续的、平稳的增加。
当轮临近导油槽附近时压装力允许减小。
最终的压装力值不得超出最小装配力PFmin和超过最大装配压力PFmax。
然而,在反压力检测时,在经允许的情况下最大装配压力值不能超过最大压力值的10%。
在装配的最后25mm的距离范围内装配压力值可以降低50kN。
在压装曲线上的任何一点压力值不得超过最大压装力PFmax的1.1倍。
反压试验中车轮必须保证在车轴上没有发生任何移动。
2.3BS5892要求[3]在实施压力之前,应该将压力记录值调整为零。
在将各轴的轮座压入车轮孔或者车轮中心孔之前,应力图中所标示的压力值应该从零起,按照20mm的增长率开始增加。
压力图当中应该表明压力随着车轮或者车轮中心的偏移而呈现出的平稳渐增性,但是不能够超出规定的最大值Pfmax。
轮对压装过程中几个关键工艺参数的分析

轮对压装过程中几个关键工艺参数的分析摘要:铁路客车轮对承受着车辆的全部载荷,并在负重的条件下沿轨道作高速运转,轮对压装作为重要工序之一,其参数直接影响着行车安全。
本文分析了轮对压装的工艺过程中的几个关键参数,阐述了压装过程中易产生的问题,分析了产生这些问题的原因。
关键词:轮对;工艺;参数轮对是铁路客车最主要的零部件之一,而轮对组装的质量是保证车辆在高速运行中安全的至关重要的环节,车轴、车轮经过几道工序的加工,最后冷压组装,轮轴的加工质量好坏直接影响到轮轴压装环节的合格与否。
通过对压装环节主要质量问题的分析,我们找到了引起这些问题的原因,并在相应生产工序中采取措施,加强了工艺管理。
1. 影响轮对一次压装合格率的因素轮轴压装合格与否是用压装曲线来判别的,所以压装曲线记录仪的灵敏度也直接影响着轮对一次压装合格率。
同时,为了保证所需的联接强度及防止轮对联接部分的应力过高,必须正确选择过盈量。
但在实践中只满足过盈量的选取值,并不能取得理想的压力曲线和终止压装力,它还受到配合表面几何形状误差等因素的制约。
1.1 轮座、轮毂孔锥度对压装合格率的影响通常,在车轮轮毂孔上加工0.04的正向锥度,车轴轮座上加工0.10的正向锥度,以保证曲线形状及终止压装力合格。
在轮对压装过程中,由于轮座、轮毂孔锥度不一致,轮轴配合表面各部位的尺寸(沿径向方向)都不相等,因而沿轴向方向每一横截面的过盈量也不相等。
如果轮座与轮毂孔圆锥度较大且方向一致时,在开始压装时,会出现压力小或没压力,而压装一定量的长度时随过盈量的增加压力迅速增大,造成曲线的长度不够。
1.2 测量误差对轮对压装合格率的影响由于外径干分尺和百分表本身的不确定度(外径千分±0.006 mm,百分表±0.O25mm),再加上选配时测量部位和测量温度及湿度的影响,对过盈量的选取值形成累积误差,不能反映轮轴尺寸的真实值,直接影响过盈量选取的准确性,导致轮对一次压装合格率下降。
关于动车组轮对压装曲线分析判定及建议
关于动车组轮对压装曲线分析判定及建议
景彪
【期刊名称】《铁道车辆》
【年(卷),期】2011(049)004
【摘要】针对动车组轮对压装出现的不合格F-S曲线,分析了EN标准动车组轮对压装F-S曲线的正确判定方法,并提出了建议.
【总页数】3页(P40-42)
【作者】景彪
【作者单位】铁道部驻太原机车车辆验收室,山西,太原,030009
【正文语种】中文
【中图分类】U279.3+3
【相关文献】
1.动车组检修轴箱轴承压装异常曲线分析 [J], 王晓宁;王海涵;苏浩;冷延鹏
2.浅析欧标轮对压装工艺及压装曲线判定方法 [J], 徐力;刘满华
3.动车组轮对轴承压装曲线异常问题的探讨 [J], 高华;陈铁军
4.高速动车组轮对压装仿真分析 [J], 李振华;帕拉提江·沙力
5.影响动车组轮对压装的关键因素及解决措施 [J], 柴玉卓;周碧川;李斌
因版权原因,仅展示原文概要,查看原文内容请购买。
机车轮对从动齿轮注油压装曲线研究
机车轮对从动齿轮注油压装曲线研究摘要:轮对为转向架关键部件,其从动齿轮在机车运行过程中起着传递驱动系统作用力及保证机车运行安全及可靠性的作用,故保证其组装质量显得尤为重要,而衡量从动齿轮组装质量优劣的标准即为压装曲线,在进行机车转向架从动齿轮压装时,发现其压装曲线与标准存在不一致的问题,为提升机车转向架轮对质量,保证压装曲线与标准一致,进行了从动齿轮压装工艺研究,结合影响压装曲线合格的因素,并通过工艺试验,制定压装曲线与标准一致性措施。
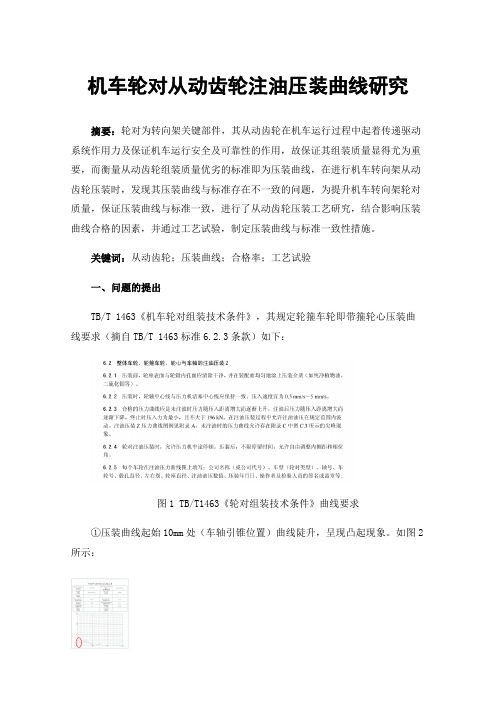
关键词:从动齿轮;压装曲线;合格率;工艺试验一、问题的提出TB/T 1463《机车轮对组装技术条件》,其规定轮箍车轮即带箍轮心压装曲线要求(摘自TB/T 1463标准6.2.3条款)如下:图1 TB/T1463《轮对组装技术条件》曲线要求①压装曲线起始10mm处(车轴引锥位置)曲线陡升,呈现凸起现象。
如图2所示:图2 引锥配合处出现陡升现象②强压段(过车轴引锥后到油槽和车轴轮座形成密封环前)呈下降趋势。
如图3所示:图3 强压段呈现下降趋势二、原因分析影响压装曲线趋势及形状因素包括加工和组装两大类,其中加工主要影响因素有表面粗糙度、表面硬度、配合面形位公差、配合面引锥形状、配合过盈量、油槽形状;组装主要因素有压装介质、压装速度等。
具体影响体现见下表:序号项点名称表现形式和作用1车轴轮座表面状态包括粗糙度、是否滚压强化:直接影响最终压力2车轴引锥斜线过渡或圆弧过渡:直接影响曲线形状及趋势3车轴轮座形位公差直接影响曲线形状结合澳大利亚机车强压试验成果,本次从引锥形状(从动齿轮)、表面硬度及压装介质(车轮压装)等主要影响因素,开展了工艺试验。
三、工艺试验3.1.1内孔加工工艺方法(磨削改车削)齿轮内孔使用磨削工艺,车轮内孔粗糙度好,均可保持≤Ra1.6,而车削方式可以使齿轮引锥处一次加工到位,保证圆滑过渡,车削后的内孔粗糙度均≥Ra1.6。
另外通过调查发现,戚墅堰公司为保证从动齿轮(DF8B)更好的压装曲线,其对从动齿轮内孔表面粗糙度进行了限定,从而使得内孔加工工艺由磨削变为车削,而资阳公司从动齿轮(DF8B表面粗糙度≤Ra3.2)内孔仍然采用磨削,如图4所示。
铁路货车轮对压装压力曲线问题分析的建议
铁路货车轮对压装压力曲线问题分析的建议作者:王艳萍来源:《科技创新与生产力》 2013年第5期王艳萍(智奇铁路设备有限公司,山西太原030032)摘要:根据轮对压装原理,分析了压装压力曲线不起吨,以及末端平直降吨的原因,通过进行轮对压装试验,找出轮对压装的最佳工艺参数。
关键词:铁路货车;轮对;压装曲线中图分类号:TH133.33;U294.17文献标志码:ADOI:10.3969/j.issn.1674-9146.2013.05.101某公司采用数控立式车床加工货车车轮毂孔,在车轮进行组装时,出现图1-a和图1-b所示压装曲线的现象,压装曲线不起吨(欠吨)、末端平直降吨不符合TB/T1718—2003铁道车辆轮对组装技术条件要求,严重影响轮对的组装质量,导致轮对进行退轮返工,在退卸车轮过程中可能会产生车轴轮座和车轮轮毂孔内表拉伤的风险,造成车轴和车轮的报废。
1轮对压装原理铁路货车轮对组装采用过盈配合、冷压装的方式进行。
车轴的轮座部分在压装力的作用下沿着车轮轮毂孔轴向移动,在压装配合面产生弹性和塑性变形,当压装力克服压装配合面轮毂上正压力产生的摩擦阻力时,车轴与轮毂孔表面产生相对移动,从而实现轮轴的压装,确保轮对能有效传递力和扭矩。
轮对压装时,压力曲线形状及终点压装力主要与配合面粗糙度、过盈量、几何形状、润滑等因素有关。
一般来说过盈量对压入力影响最大,压装力与过盈量成正比关系;粗糙度值过小时,压装不容易起吨,粗糙度值过大时,轮毂孔表面波峰被挤压削平,有可能形成虚假的最终压装力,压装质量得不到保证,甚至形成金属粉末,在退卸时容易产生轮、轴表面的拉伤;几何形状尤其是配合面的圆柱度相差不大时,对压力曲线末端压装力的下降能起到补偿的作用;表面的润滑主要是防止卡住、擦伤,并用于降低摩擦系数。
2压装曲线不起吨的原因分析1)使用数控立式车床与普通立式车床加工车轮,唯一不同的是刀具的改变;由于数控立式车床加工车轮毂孔时,精车采用的是机夹车刀(CNMG120412-P),加工后轮毂孔表面粗糙度在Ra(2.0~3.6)μm范围之间,压装时不容易起吨,出现图1-a的压装力达不到规定的最小值。
出口车轮对工艺研究,实现多品种小批量轮对自动压装

出口车轮对工艺研究,实现多品种小批量轮对自动压装摘要:本文对轮对压装工序新产品试制工艺研究过程进行了阐述,着重针对出口车轮对压装生产过程遇到的问题开展工艺分析、工艺攻关,最终实现多品种小批量轮对的自动压装,保质保量完成生产任务。
关键词:工艺尺寸参数轮对压装一、出口车轮对工艺分析根据图纸及工艺标准,将典型出口车标轨轮对、米轨轮对与国铁RD2型轮对进行主要压装参数的对比(见表1),可以发现出口车标轨轮对与RD2型轮对尺寸差异不大,米轨轮对差异较大。
表1出口轮对轮对压装最终压力、曲线判断标准等与RD2型轮对差异较大,需进行轮对轴型参数调整设置(见图1),同时开展工艺试验,明确压装过盈量内控标准,保证压装压力曲线图表符合AAR RP-631中曲线要求。
另一方面米轨轮对在压装过程中,需对设备进行多方面的调整,其中最主要的就是需选用内测尺(见图2)进行压装过程中的尺寸控制。
图1 图2二、出口车轮对压装工艺重点1、优化设备工装配置轮对压装工序使用设备为TG0101轮对压装机,通过对该设备摆锤压装行程及车轮压块开档尺寸(见图3)进行测量后,明确现有工装满足车轴总长为2000mm~2200mm,轮座直径为φ175mm~φ225mm轮对的压装。
综上,根据出口车轮对车轴总长、轮座直径、轮毂厚度等各部位尺寸,明确需重新制作各型轮对专用摆锤顶块,以满足出口车轮对的压装生产。
2、完善轮对压装机参数对出口车轮对图纸各部位尺寸及轮对压装标准进行明确,而后在设备轮对轴型参数修改界面内增加轴型参数,根据项点将相应的尺寸参数进行输入,完善各型出口车轮对压装参数。
图4为米轨轮对的参数设置界面,其中需注意产品压装曲线判断标准需按要求选用AAR标准,同时米轨轮对压装使用测尺应选用内测尺。
图3 图43、规范设备性能校验轮对压装工序每班开班前需使用RD2型标准轮对进行轮对压装机的日常性能校验。
因米轨轮对与RD2型轮对使用测尺不一致,同时出口车轮对尺寸与RD2型轮对尺寸间存在一定的差异,校验后不能保证出口车轮对压装尺寸合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0 1 3年 1 0月
武 汉 理工大学 学报 ( 信息 与管理工程版 )
J O U R N A L O F WU T ( I N F O R MA T I O N& MA N A G E M E N T E N G I N E E R I N G)
压力 信号 采集 来进 行设 计 和研 究 的。
塞 的面 积得 到 。 由于液 压 系统 的脉 动 和 电气 伺 服 系统 中的信 号 干 扰 , 采 集 到 的压 力 信 号 通 常 都 有 较 大 的波 动和 干 扰 信 号 存 在 , 严 重 影 响到 生 成 的
2 P L C模拟量模块 的压 力信号采集
波, 这 样就 增 添 了系 统 设计 的 复杂 程 度 。该 系统 中 的压 力 检 测 主 要 是 用 P L C模 拟 量 模 块 通 道 的
业控 制计 算机 为核 心 , 通 过 数据 采 集 卡 和 P L C模
块 实 现压 装机 的 自动控 制 J 。 为 了检 测轮 对 压 装 过 程 中 的压 装 力 , 在 左 右 油缸 的无杆 腔分 别安 装 了两 路 压力 传感 器 。轮 对 压装 过 程 中的压 装力 可 以通 过该 压 力乘 以油缸 活
轮 对是 列 车走 行 部 件 的 基 础 , 轮 对 的 组 装 是 采 用压 力 机 将 车 轮 与 车 轴 进 行 过 盈 无 键 压 装 配
合, 使 之 牢 固 结 合 在 一 起 的¨ 。 在 压 装 的 过 程
中, 随 着轮 座 和毂孑 L 接 触 面积 的增 加 , 压力 机加 载 的压力 也逐 渐 增大 ; 通 过检 测 系统 的测 量记 录 , 可 以将轴 向配合 的相 对 位移 和压 装 力绘 制成 对应 关
滑, 更 能 够 反 映 实 际压 装 力 的 变 化 。
关键 词 : 压力采集 ; 模拟量输 入模 块 ; 积分原 理 ; 数据转化
中图分类号 : T P 3 9 9 D O I : 1 0 . 3 9 6 3 / j . i s s n . 2 0 9 5— 3 8 5 2 . 2 0 1 3 . 0 5 . 0 0 6
由于前 一 种方 式 的 A D C通 常 采 用 逐 次 比较
的过 盈 配合压 装 。压 装 机 的测量 和 控制 系统 以工
型 的转 换 原理 , 采样 率较 高 , 高频 干扰 信 号影 响较 大 j 。为 了获得 较平 滑 的压 力 位 移 曲线 , 需 要 在 硬 件通 道 上 加 有 源 滤 波 电路 或 通 过 软 件 进 行 滤
端 的轮饼 , 让 另 一 端 的 油 缸 工 进 实 现 轮饼 和 轮 轴
采集 的设 计 方 案 , 一 种 是通 过 P C I 数据 采 集 卡 的
模 拟 量 通 道 对 压 力 信 号 的采 集 ; 另 一 种 是 通 过 P L C模 拟 量模 块通 道 的压力 信 号采 集 。
Vo 1 . 3 5 N o . 5
0c t . 201 3
文章编号 : 2 0 9 5—3 8 5 2 ( 2 0 1 3 ) 0 5—0 6 4 6— 0 4
文献标志码 : A
轮 对 压 装 曲线 中 压 力 采 集 系统 的 研 究
郑佳 宝 , 袁建 华 , 王英辉 , 肖 峻
设 计 中选用 了西 门子 s 7系 列 P L C 的模 拟量
收 稿 日期 : 2 0 1 3— 0 4 8 8一) , 女, 河南洛 阳人 , 武汉理 _ T 大学机 电工程 学院硕士研究生 基金项 目 : 湖北省科 学技 术研究与开发基金资助项 目( 2 0 1 2 9 7 2 8 9 ) .
器; 4 一 左油缸 ; 5 一轮轴 ; 6 一轮饼 ; 7 一插板 ; 8 一床身
压力位移 曲线效果。因此 , 采用 了两种压力信 号
1 轮 对 压 装 机 中的 压 力 检 测
轮对 压装 机 采用 轮轴 卧式结 构 , 如图 1 所示 。
轮对 压装 的过 程 是 将 轮 轴 顶 起 , 并 用 插 板 固定 一
系的 曲线 即压 装 曲线 , 它 是 反 映压 装 质 量 很 重 要 的评 判依 据 。铁 路标 准对 压力 位 移 曲线 的各 个部 分 也做 了详细 的技 术 描 述 , 并 以此 来 判 断 轮 对 是 否压 装合 格 J 。
图 1 轮 对 压 装 机 的整 机 示 意 图
1 一右油缸 压力 传感器 ; 2 一 右油 缸 ; 3 一左 油缸压 力传 感
( 1 . 武汉理工 大学 机 电工程学 院, 湖北 武汉 4 3 0 0 7 0 ; 2 . 中国北车 大 同电力机车有限责任公司 ,山西 大同 0 3 7 0 3 8 ; 3 . 铁道部驻 大同机 车车辆验 收室 , 山西 大 同 0 3 7 0 3 8 )
摘
要: 为提高控制 系统的稳定性 , 确保采集到准确 的模拟 量数 据 , 以某 自动 轮对压装机压装过程 的压力
第3 5卷
第 5期
郑佳宝 , 等: 轮对压装 曲线 中压 力采集系统的研究
6 4 7
模 块 来实 现压 力 信 号 的采 集 , 压 力 传 感 器 选 用 两 线 制 4—2 0 m A输 出信 号 。压 力经 过 P L C的模 数 转 换 后再 通 过 现 场 总 线 传 送 到 上 位 机 引, 如图2
采集为对象 , 详细 阐述 了积分 原理在 P L C模拟量输入模 块 A D转换 中的应 用和数 据转化 的方法 ; 介 绍 了上位 机压力位移 曲线绘制 的方法 。通 过对 比数据采集 卡和 P L C采集 的压力 数据 , 得 出后 者采集 的数据 更稳 定可 靠 。最后依据铁路 标准对 P L C模拟量模块采 集到的数据进 行滤波处 理 , 可 以看 出 P L C采集 的压力 曲线 更平