超声波检测典型缺陷
超声波检测中常见缺陷的定性
超声波检测中常见缺陷的定性黄坤利【摘要】超声波检测是目前应用最广泛的无损检测方法之一,常用的A型显示超声波检测对缺陷的定性很复杂,也很困难。
现行的超声波检测标准未对缺陷的定性做强制性要求,也未对缺陷的定性给出明确的方法,然而不同性质的缺陷危害程度不同,因此尽可能的对缺陷定性、分辨出危害大的缺陷对保障设备安全运行和提高焊接工艺水平是非常重要的。
通过分析焊缝中常见缺陷的形成原因和特点,利用超声波检测时,各种缺陷引起的不同的静态波形和动态波形的特点,结合试件的结构和坡口形式、焊接工艺、缺陷出现的位置,总结和研究了超声波检测时,缺陷定性的方法和规律,为保证特种设备的安全运行、改善和提高焊接工艺水平提供更好的依据。
【期刊名称】《科技风》【年(卷),期】2011(000)017【总页数】1页(P116-116)【关键词】超声波检测;焊缝;缺陷;定性【作者】黄坤利【作者单位】武汉钢铁(集团)公司特种设备检验检测站,湖北武汉430080【正文语种】中文【中图分类】TG441.7超声波检测是目前应用最广泛的无损检测方法之一,常用的为A型显示。
在特种设备的检验检测或焊接工艺评定中,人们经常会问及缺陷性质,以期更好的保障设备的安全运行,或者改善和提高焊接工艺水平。
现行的JB/T4730.3-2005《承压设备无损检测第3部分:超声波检测》标准中并未对超声波检测到的缺陷的定性做强制要求,只是要求怀疑具有裂纹等危害性缺陷特征时,应采取改变探头K值、增加检测面、观察动态波型并结合结构工艺特征作判定,如对波型不能判断时,应辅以其他检测方法作综合判定。
超声波检测的教材也未对缺陷定性进行明确的规定,但是不同性质的缺陷危害程度不同,例如裂纹就比气孔、夹渣危害大得多。
本文针对焊接接头中常见的缺陷,在超声波检测时的表现进行了总结和研究,对检测到的缺陷的性质的判定,提供一个依据。
焊接过程实际上是一个冶炼和锻造过程。
焊缝中常见的缺陷有:气孔、夹渣、未熔合、未焊透和裂纹等,各种缺陷产生的机制是不一样的。
超声波检测典型缺陷
LCP未熔合(Nonfusion LCP) 未焊透(Lack of penetration)既可表示缺陷也是用于 描述焊缝钝边区的术语。这可能与内焊机未能将焊道堆积到 足够的深度,热焊熔透不够深,或(常常)与错边有关。由 于焊工的因素,这种情况可能会比较对称(在上游和下游通 道上看到的长度和波幅大致相等),然而错边的情况使一侧 的信号比另一侧强。通过邻近的通道(根部和热焊1)可以看 出LCP是向内还是向外延伸。 特征 缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度 说明 是 LCP (通常)是 在校准目标距离 合格/判废
单侧根部/LCP上有平滑规则信号
从上游端或下游端一侧的根部和LCP通道上出现图像。这 两个通道的信号是关联的,但波幅可能不同。 识别单侧根部/LCP上有平滑规则信号的步骤 1. 查看根部和LCP通道上的TOF,确保图像在熔合线上(校 准目标距离)。 2. 查看另一端的通道,确保没有相关联的图像。 3. 查看TOFD通道看有无缺陷(参见第6章)。LOF应表现为 一种近内表面缺陷。 4. 查看TOFD通道看有无内壁信号的中断。 5. 一般的ECA判废标准可以适用。 可能是根部和LCP未熔合。
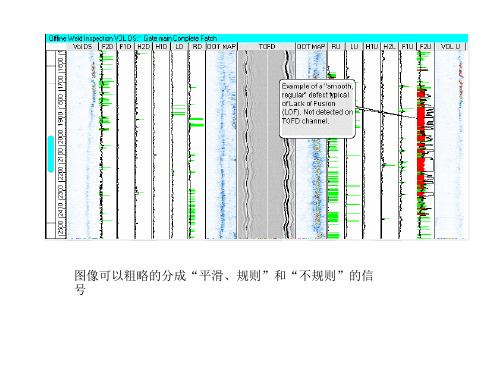
图像可以粗略的分成“平滑、规则”和“不规则”的信 号
根部
根部的发射器以53°入射角对准根部熔合线。 波幅门的起点通常在熔合线以前4-5mm,而终 点位于中心线后1mm。时间门的起点同样在熔 合线以前4-5mm处但一直延伸到根部内壁的较 远的一侧。所以时间门(TOF)可以正常的监测 根焊道处,与此同时从根部焊道得到的反射信 号不会象那些超过波幅门的信号那样被采集和 显示出来。这样操作者可以监测根部成形不好。 错边和焊导板的错位等而不至于在波幅门上引 起误报。
错边(Missed Edge) 由于内部接口处没对齐或有错口,根部坡口的一侧 金属可能无法堆积。示意图中在焊缝右侧是错边。咬边( Undercut)在焊缝左侧,它是由于焊根母材处被烧熔形成 的凹陷。我们仅能检出较深的咬边,但我们仍无法将U/C (咬边)和错边很妥善地区分开来。 特征 缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度 说明 是 仅有根部 否 在校准目标距离并且平滑 合格/判废
混凝土桩基础超声波探缺原理及典型缺陷对比验证分析
兰 !
No . 3 坠
混凝土桩基础超声波探缺原理 及典型缺陷对 比验证分析
郭文龙 , 韩之江 , 赵雷 , 刘 志华 , 郝 海峰
混 凝土 桩基 础作 为桥梁 结构 的主要基 础形 式之
一
,
在 桥梁 工程 特别 是西部 桥 梁建设 中得 到广 泛应
用。 桩 基础 作 为一种 隐蔽 工程 , 其工程 质量 直接 关 系 到桥 梁 的安全 和正 常使用 寿命 。 目前常 用 的混 凝 土
桩基础检测方法有 : 单桩静载试验 、 高应变检测法 、
验提 出 越 来越 高的要求。详细阐述混凝土桩基础超声波检测的原理 , 并结合工程 实践 , 对经过 钻芯验证过的典型缺陷的波形及其声学特征做 了详细的对比分析 ,可为检测人员和检测仪 器
的进 一 步智 能化提 供 可靠 的经验参 考 。
关键词 : 混凝土桩 ; 基础 ; 无损检测; 超声波 ; 钻芯法 中图分 类号 : U 4 4 6 文献标 识 码 : A 文 章编 号 : 1 0 0 6 — 3 5 2 8 ( 2 0 1 3 ) 0 3 - - 0 0 7 0 - - - 0 4
超声脉冲波在混凝土中传播速度 ,与混凝 土的 密实度密切相关 , 对于同批次 、 同龄期及声测管间距 相 同的混凝 土来说 , 声 速高则 混凝 土密 实 , 相 反则 混 凝土不密实。 当有空洞或裂缝存在时 , 超声脉冲波只 能绕过空洞或裂缝传播到接收换能器 ,此时声波的
时其检测 的准确性与钻孔位置选择具有很大的概率 关系 ,因而一般仅在无法采用无损检测时或需要对
超声波检测典型缺陷实例分析
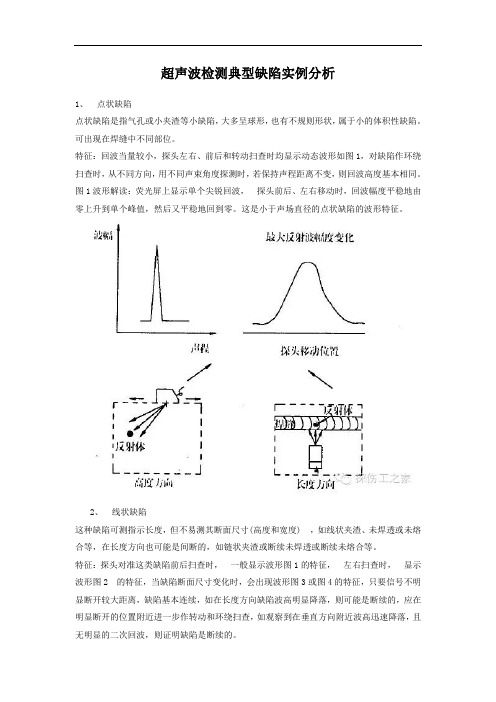
超声波检测典型缺陷实例分析1、点状缺陷点状缺陷是指气孔或小夹渣等小缺陷,大多呈球形,也有不规则形状,属于小的体积性缺陷。
可出现在焊缝中不同部位。
特征:回波当量较小,探头左右、前后和转动扫查时均显示动态波形如图1,对缺陷作环绕扫查时,从不同方向,用不同声束角度探测时,若保持声程距离不变,则回波高度基本相同。
图1波形解读:荧光屏上显示单个尖锐回波,探头前后、左右移动时,回波幅度平稳地由零上升到单个峰值,然后又平稳地回到零。
这是小于声场直径的点状缺陷的波形特征。
2、线状缺陷这种缺陷可测指示长度,但不易测其断面尺寸(高度和宽度) ,如线状夹渣、未焊透或未熔合等,在长度方向也可能是间断的,如链状夹渣或断续未焊透或断续未熔合等。
特征:探头对准这类缺陷前后扫查时,一般显示波形图1的特征,左右扫查时,显示波形图2 的特征,当缺陷断面尺寸变化时,会出现波形图3或图4的特征,只要信号不明显断开较大距离,缺陷基本连续,如在长度方向缺陷波高明显降落,则可能是断续的,应在明显断开的位置附近进一步作转动和环绕扫查,如观察到在垂直方向附近波高迅速降落,且无明显的二次回波,则证明缺陷是断续的。
图2波形解读:探头在各个不同的位置检测时,荧光屏上显示单个尖锐回波,探头前后和左右扫查缺陷时,回波峰值平稳地由零升到峰值,当探头继续扫查时,波峰基本不变,并保持一段平直部分,然后又平稳地下降到零。
这是有一定长度和高度的光滑反射体的反射波形。
3、平面状缺陷这种缺陷有长度和明显的自身高度,表面既有光滑的,也有粗糙的,如裂纹、面状未熔合或面状未焊透等。
特征:探头对准这类缺陷作前后、左右扫查时,显示回波动态波形图2或图3、图4。
对表面滑的缺陷作转动和环绕扫查时,在与缺陷平面相垂直方向的两侧,回波高度迅速降落。
对表面粗糙的缺陷作转动扫查时,显示动态波形图4的特征,作环绕扫查时,在与缺陷平面相垂直方向两侧回波高度均呈不规则变化。
图3波形解读:当声束接近垂直入射至缺陷并扫查检测缺陷时,荧光屏上均显示单个锯齿形回波,探头移动时,回波幅度随机起伏较大(波幅差> ±6 dB) ,这是一个有一定长度和高度的不规则粗糙反射体的波形,图4波形解读:当声束倾斜入射至缺陷并扫查检测缺陷时,荧光屏上显示钟形脉冲包络,该钟形脉冲包络中有一系列连续信号,并出现很多小波峰,探头移动时,每个小波峰在脉冲包络中移动,波幅由零逐渐升到最大值,然后又下降到零,信号幅度随机起伏(≥±6dB)。
超声报告缺陷类型
超声报告缺陷类型概述超声报告是医学领域常用的一种辅助诊断工具,它通过超声波的传播和反射来检测人体内部组织和器官的状况。
在超声报告中,存在着不同类型的缺陷,这些缺陷可以帮助医生进行准确的诊断和治疗决策。
本文将介绍一些常见的超声报告缺陷类型,并对其进行详细的解析和说明。
1. 超声信号强度不均匀超声信号强度不均匀是超声报告中常见的缺陷类型之一。
它通常表现为超声图像中的明暗差异,部分区域的信号强度较强,而其他区域的信号强度较弱。
这种缺陷可能由于不同组织的声阻抗不同、声速不匹配等因素引起。
在诊断过程中,超声医生需要注意这种缺陷,以避免误诊或漏诊。
2. 声束伪影声束伪影是超声报告中常见的伪影现象之一。
它在超声图像中表现为明暗相间的条状或弧形区域,这些区域与真实的组织结构并不一致。
声束伪影通常是由于超声波束在通过不同组织界面时发生折射或散射而产生的。
声束伪影对于超声诊断的准确性有一定的影响,因此医生需要在诊断中注意这种缺陷并进行合理的判断和处理。
3. 多普勒信号异常多普勒信号异常是超声报告中涉及到血液流动的缺陷类型之一。
在正常情况下,多普勒信号应该呈现为连续的波形,但是在一些异常情况下,多普勒信号可能出现中断、偏移、噪声等异常现象。
多普勒信号异常可能意味着血管异常、血流堵塞等情况的存在,因此医生需要对这种缺陷进行仔细观察和分析,以辅助对病情的评估和诊断。
4. 结构模糊结构模糊是超声报告中常见的缺陷类型之一。
它通常表现为超声图像中的结构不清晰,轮廓模糊,细节缺失等现象。
结构模糊可能由于机器设置不当、图像处理不当等因素引起。
医生需要注意这种缺陷,并采取相应的措施来提高图像的清晰度和分辨率,以便更好地进行诊断和治疗决策。
5. 超声伪影超声伪影是超声报告中常见的伪影现象之一。
它在超声图像中表现为明暗相间、彩色或黑白相间的区域,这些区域与真实的组织结构并不一致。
超声伪影通常是由于声波在通过介质时遇到反射、干涉、衍射等现象而产生的。
陶瓷超声检测缺陷报告
陶瓷超声检测缺陷报告
1. 引言
本报告旨在对陶瓷材料进行超声检测后的缺陷进行分析和评估。
2. 检测方法
超声检测是一种常用的非破坏性检测方法,可以用于评估陶瓷
材料的内部缺陷情况。
本次检测采用XXX型号的超声检测仪器,
采用X频率的超声波进行检测。
3. 检测结果
根据超声检测仪器的数据和分析结果,我们发现了以下几个缺陷:
3.1 缺陷一
位置:陶瓷材料的底部
形态:呈线状,长度约为X毫米,宽度约为X毫米
可能的原因:制造过程中的气泡导致
缺陷等级:轻微
3.2 缺陷二
位置:陶瓷材料的表面
形态:呈圆形,直径约为X毫米
可能的原因:制造过程中的异物混入导致
缺陷等级:中等
4. 缺陷评估
根据缺陷的形态和程度,我们对每个缺陷进行了评估。
评估结果如下:
4.1 缺陷一评估
该缺陷的形态较小,长度和宽度也较小,所以缺陷对材料的整体性能影响不大,属于轻微缺陷。
4.2 缺陷二评估
该缺陷的形态较大,直径相对较大,对材料的使用会有一定的影响,属于中等缺陷。
5. 结论
根据超声检测结果和缺陷评估,我们对该陶瓷材料的缺陷进行了全面分析和评估。
建议采取相应的修复措施来解决中等缺陷,并继续监测轻微缺陷的发展情况。
以上为对陶瓷超声检测缺陷的报告,希望对您有所帮助。
相控阵超声检测典型特征缺陷图谱研究

检测技术第37卷第4期相控阵超声检测典型特征缺陷图谱研究谭达真陈积乐(广西壮族自治区特种设备检验研究院南宁530219)主商要:特种设备焊接接头常见缺陷有裂纹、未熔合、未焊透、气孔、夹渣、咬边、焊瘤等,焊接缺陷 的存在,会严重威胁到设备的安全运行。
因此,检测和识别设备中的焊接缺陷,具有十分重要的意义。
本文 主要介绍相控阵超声检测的优点和相控阵视图,和对以上典型焊接缺陷相控阵超声检测图谱进行识别和测量,目的是为相控阵超声检测缺陷定性提供借鉴。
关键词:相控阵超声检测相控阵视图典型缺陷Research on Typical Characteristic Defect Atlas of Phased Array Ultrasonic TestingTan Dazhen Chen Jile(Guangxi Special Equipment Inspection and Research Institute Nanning 530219) Abstract Common defects of welding joints of special equipment include crack, incomplete fusion, incomplete penetration,gas pore, slag inclusion, undercut, overlap, etc. The existence of welding defects will seriously threaten the safe operation of the equipment.Therefore, it is of great significance to detect and identify welding defects in equipment.This paper mainly introduces the advantages of phased array ultrasonic testing and the phased array view, as well as the recognition and measurement of the above typical defect atlas using phased array ultrasonic testing, the purpose is to provide reference in defect qualitative of phased array ultrasonic testing .Keywords Phased-array ultrasonic testing Phased-array view Typical flaws中图分类号:X924 文献标识码:B文章编号:1673-257X(2021)04-0075-05 DOI :10.3969/j. issn. 1673-257X .2021.04.015特种设备的安全运行关系着国家经济平稳运行,同时与人民群众的生命财产安全息息相关。
蒸汽发生器传热管超声检测缺陷识别与典型缺陷成因及预防
蒸汽发生器传热管是核电站一回路压力边界的关键部件,其性能的优劣对核电站的经济性和安全性有重要影响。
由于长期服役在含有水蒸汽的高温高压环境下,蒸汽发生器传热管在生产过程中会出现各种微小缺陷,这些缺陷在传热管实际运行过程中会加速扩展。
在传热管运行过程中,缺陷一旦扩大就会造成壁厚减薄,且会诱发蒸汽发生器传热管的破损。
蒸汽发生器传热管管内放射性一回路介质一旦泄漏,则会对周边环境和人员安全造成威胁,严重时需停堆进行检查维修。
蒸汽发生器传热管破裂事故的发生频率较高,为了进一步提高反应堆的可靠性和安全性,在生产制造过程中需采用无损检测方法有效识别出这些缺陷。
根据法国核岛设备设计建造规则协会(AFCEM)编制的《压水堆核岛机械设备设计和建造规则(RCCM)》中M4105产品的采购技术规范,用于压水堆蒸汽发生器管束的镍-铬-铁合金(NC30Fe)无缝管需按RCCM MC2500《管件超声波检验》的规定,对传热器全长范围进行超声检测。
浙江久立特材科技股份有限公司的技术人员通过试验,对蒸汽发生器传热管超声检测发现的缺陷进行统计和分析,找出几种典型缺陷产生的原因,并提出对应的预防措施,以利于从源头上避免类似缺陷的产生。
超声检测试验蒸汽发生器传热管材料牌号为NC30Fe(690),管材外径为17.48mm,壁厚为1.02mm,状态为TT(Thermo Treatment)态。
试验选用GE ROTA40型脉冲反射式超声波检测系统;为了检测出纵向及横向全体积范围内的所有缺陷,选用的标准样管与被检管材具有相同的材料、几何尺寸、制造工艺及表面状态。
标准样管的人工缺陷为管材内壁和外壁横向和纵向的U形槽,人工缺陷长12.7mm、宽0.1mm、深0.1mm。
4个U形槽应分开一定距离,以保证能清楚区别其回波。
采用水浸线聚焦法进行超声检测,耦合剂采用A级去离子水。
采用3mm线聚焦超声探头,探头频率为7MHz,声波在管壁中传播的折射角为47°~50°。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11
识别在单侧LCP通道上有超过阈值的信号的步骤。
1. 从信号的TOF上确认在熔合线(校准距离)还是在中心线。 2. 从TOFD上寻找偏向的缺陷,错边(内壁反射信号中断)和 气孔。
特征
缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度
说明
是 根部 否 在校准目标距离并且平滑 合格/判废
可编辑ppt
8
根部和LCP未熔合(Nonfusion:Root and
LCP)
如果有错边,或在作焊前准备时有碎片在根部焊道和焊
缝边角之间时,未熔合会跨越两个区域。很难在评估它
特征
缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度
说明
是 仅有根部 否 在校准目标距离并且平滑 合格/判废
可编辑ppt
7
根部未熔合(Nonfusion Root)
根部未熔:根部焊道可能是对称的,但由于油污或电
弧变向使用母材的一部分区域没有熔化而不能与焊条熔合 在一起。在内表面上看起来焊缝似乎是合格的但未熔合依 然存在。虽然,它不是向表面开口的,但仍被视作一种表 面缺陷。
B:焊缝两侧的两个TOF在焊缝附近变化。 很可能是焊道偏 移引起的。值得注意的是焊道偏移通常还会影响到LCP通道。
C:两个TOF局部地变化,在TOF中出现突然地跳跃。这可能 由于错边引起。在这一点上错边不是一种缺陷,但也必须正确 的识别出来。检查TOFD的内壁反射信号是否出现“分隔”即反 映出有两个内壁信号。
1. 在两侧根部B扫上找有无分散的小波幅信号。 2. 查看根部TOF,波幅和渡越时间可能有显著的变化。 3. 看LCP通道有无更多的信号。 4. 查看TOFD通道,但缺陷可能被内壁信号掩盖。 5. 使用普通的PCA判废标准。
间歇性的信号可能是气孔引起的,虽然气孔的波幅常在阈值
以下。一般情况下,气孔可能表现为分布于焊道中的一簇 信号,它可以在两侧的根部通道上出现。一些信号可能延 伸至LCP。另一种可能性则是由几何反射体引起。 根部气孔
可编辑ppt
2
上游端和下游端的时间门显示出不同的TOF位置
有以下几种可能:
A:从焊缝焊道两边得到的两个TOF信号不同,但次数保持稳。 其中一个可能的原因是焊导板错位,这种情况下,会出现稳定 地或渐进地TOF时差变化。如果焊导板没有准确地安放在距焊 缝中心线200mm处,从焊道两侧得到的TOF会出现差异。如果 误差很大(大于±1mm),我们就必须重新安装焊导板对焊缝 进行复检。从两个根部B扫上观察焊道的位,可以确认焊导板错 位。
图像可以粗略的分成“平滑、规则”和“不规则”的信 号
可编辑ppt
1
根部
根部的发射器以53°入射角对准根部熔合线。 波幅门的起点通常在熔合线以前4-5mm,而终 点位于中心线后1mm。时间门的起点同样在熔 合线以前4-5mm处但一直延伸到根部内壁的较 远的一侧。所以时间门(TOF)可以正常的监测 根焊道处,与此同时从根部焊道得到的反射信号 不会象那些超过波幅门的信号那样被采集和显示 出来。这样操作者可以监测根部成形不好。错边 和焊导板的错位等而不至于在波幅门上引起误报。
说明
是 根部和LCP 是 在校准目标距离并且平滑 合格/判废
可编辑ppt
6
错边(Missed Edge) 由于内部接口处没对齐或有错口,根部坡口的一侧
金属可能无法堆积。示意图中在焊缝右侧是错边。咬边( Undercut)在焊缝左侧,它是由于焊根母材处被烧熔形成 的凹陷。我们仅能检出较深的咬边,但我们仍无法将U/C (咬边)和错边很妥善地区分开来。
IV..查看TOFD的内壁信号,如果信号上有中断表明缺陷是向表 面开口的。
V.看LCP通道上是否有多区域信号。注意根部未熔合是一种向表 面开口的信号。
VI.使用普通的PCA判废标准。 如果反射体的TOF在门的中部,该信号可能是未熔合(LOF)
或未焊透。LOF的信号波幅高,有长和相对稳定的外形。如果还 有LCP信号,可能是未熔合型缺陷(错边引起的未焊透,未熔合 的根部,未熔合的根部和LCP可)编。辑pp也t 有可能是焊趾线裂纹和错边5 。
由错边引起的未焊透(Misfire)
内侧焊枪没有引弧,没有堆积金属。理想状态下,有
两个光滑的要部表面;然而,焊工从外侧可以发现这种 情况,而且热焊buy要经过该区域两次。这样能使部分金 属熔透从而减少根部表面未熔合区域的表面积。
特征
缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度
特征
说明
缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间
长度
可能
根部和LCP
通常
变化很不规则,在校准目标距离到
可编辑之ppt前1~2mm间变化
10
合格/判废
识别在两侧LCP通道上出现超过阈值的信号的步骤
1. 看信号是否平滑与邻近区域有微小的重叠。 2. 查看两侧通道的LOF,确保信号来自LCP区。钝边处未焊透的信号一般波幅较
可编辑ppt
3
可编辑ppt
4
识别在一个根部通道中超过阈值的信号的步骤
I. 如果在一个根部通道上有一个超过阈值的信号(TOF信号由绿 变红),看TOF确定缺陷的位置(熔合线或中心线)。 II. 从适当的B扫(根部体积型图)上确认反射体。在焊缝对面的 B扫上也可以看到一个相关的信号。 III.查看TOFD通道看是否存在一个近表面缺陷。从缺陷尖端得到 的TOFD信号。可能是一条在内壁信号之间的线,它很可能被内 壁信号掩盖了。
高,对称而且规则。
3. 查看根部通道有无相关联的缺陷(可能由于错边引起的未焊透或烧穿导致—参 见7.2.3节)。
4. 查看TOFD通道以确证有近内侧表面缺陷的存在,如果需要还可以精确的测量。 LCP缺陷在TOFD通道上应该十分明显。
5.使用普通的PCA判废标准独列作LCP区或根部区缺陷。如果LCP探头观 察到的较多就叫LCP未熔合。如果根部探头观察到的较 多,但也有些在LCP,则叫做根部的缺陷显示。
特征
说明
缺陷显示超过阈值 受影响的通道 对称性(US和DS) 渡越时间 长度
是
根部和LCP 否 在校准目标距离并且中断 合格/判废
可编辑ppt
9
识别在单侧或两侧通道上出现间歇性信号的步骤。