全钢载重子午线轮胎充氮硫化工艺
全钢丝载重子午线轮胎生产工艺及配方
全钢丝载重子午线轮胎生产工艺及配方一、全钢子午胎配方设计原则轮胎配方设计,就是按照轮胎产品使用特点、有关国际和国家规定的各项性能指标,根据橡胶原材料的性质和积累的经验,考虑橡胶原材料以及各组分之间如何配比的方案,然后通过试验验证设计目的,如能获得产品所需要的性能及各项要求,这种橡胶和各种助剂的配比方案,就是我们所设计的配方。
我们大家都清楚,无论那一种橡胶,不可能各方面性能都能达到理想的水平,这种不足就可以通过配方设计来得到补偿,以期达到改善橡胶某些方面性能的目的(包括胶料的加工性能和制品的物理机械性能)。
1.1配方的设计原则 1、对轮胎产品的性能要求、使用条件要求均要有充分正确的认识,进行有针对性的设计。
2、对轮胎各部件的特殊性能要求和胶料的加工性能(加工过程中的温度、胶料流动性等)要求要有充分正确的认识,要与轮胎结构设计工程师进行交流,既要考虑各不同部件在使用、加工过程的差异性,又要考虑它们的共性和相关性,确保各部位的胶料性能达到要求。
3、对轮胎的硫化条件包括硫化介质、硫化温度、硫化压力等要了解,对轮胎整体配方设计时,要充分考虑各个配方的硫化速度的匹配。
4、对轮胎各部位的胶料物理性能的匹配,要在充分了解硫化速度的前提下,对胶料的强度、定伸等性能进行评价。
5、配方设计时,除考虑同一配方中各配合剂之间的内在联系,同时要考虑相接触的胶料中的配合剂的联系。
如,相邻胶料配方的硫黄、促进剂等。
6、配方设计人员在考虑选取配合剂时,要避免使用有毒原材料,尽力不使用能导致职业病的配合剂和溶剂,减少污染和公害,加强劳动保护,确保操作人员的健康和环境的清洁。
7、配方设计在保证性能的前提下,一定要体现低成本和材料简单化。
1.2配方设计程序根据配方的设计原则进行配方的设计,指定配方的程序如下: 1、先要调查研究,确切了解产品的具体使用条件,诸如使用温度、压力、接触的介质、受力情况等。
根据这些调节,收集有关资料,总结以前的经验教训,拟出一系列的性能指标。
载重子午线轮胎氮气硫化工艺

力 的高 纯氮气增 压 , 以达到 高温高 压 的硫 化条件 。 近 年来 , 汽/ 气 介 质硫 化 方 式 发 展很 快 , 蒸 氮
定 。生产 轮胎 的质量较 好 , 观合格 率较 高 , 外 不足
的是 蒸 汽耗 量 大 、 能耗 高 , 由于硫化 温 度低 , 且 硫 化 时间 长 , 生产效 率较 低 。
同时 , 硫化 工序是 轮胎制 造过程 中能 耗最大 、 投资
数额很 大 的一个 工 序 , 因此 对 新 型硫 化 工 艺进 行
目前在 美 国和 E本等 主要 轮胎生 产 国新建 项 目已 t 基 本采 用这种硫 化方 式 。 与过热水 硫化 工 艺相 比 , 气 硫化 工 艺 具 有 氮 下述优 点 。
第 2 期
朱 军 超 等 . 重 子 午 线 轮 胎 氮 气 硫 化 工 艺 载
( ) 化 周 期 缩 短 近 1 , 化 机 的利 用 率 1硫 0 硫
肩 部位胶 料较 厚 , 造成 局部压 力不 足 , 易产生钢 容
丝 带束层 端点 松散 , 而 影 响 轮胎 的 速度 和 耐久 从 性 能 。 由于 内压低 , 还会造 成外 观合格率 下降 。 这 两种硫 化工艺 分别 为高压 低温和 低压高 温 工艺 , 各有优 缺点 。
2 氮 气 硫 化 工 艺 介 绍
提高 8 , 降低设 备投 资 。 () 2 降低 轮胎成本 。 () 3 变水~ 汽一 蒸 过热 水 两 次 换 热 过 程 为水一 蒸
硫化工艺对成品轮胎性能的影响

硫化工艺对成品轮胎性能的影响发布时间:2021-08-09T15:05:02.750Z 来源:《探索科学》2021年7月13期作者:贾肖阳邓龙齐林连刚邓龙[导读] 目前,我国的综合国力的发展迅速,硫化是轮胎生产中的重要环节之一,需要消耗大量的能量,约占轮胎生产总能耗的60%。
为了提高轮胎生产效率,加大产出,需要对硫化工艺进行优化。
全钢载重子午线轮胎的胎圈、胎肩等部件容易出现硫化程度不均匀,这些关键部件出现欠硫或过硫,将严重影响轮胎的使用性能,同时各部件的不同硫化程度也将在一定程度上影响轮胎的使用性能。
八亿橡胶有限责任公司贾肖阳邓龙齐林连刚邓龙山东枣庄 277000摘要:目前,我国的综合国力的发展迅速,硫化是轮胎生产中的重要环节之一,需要消耗大量的能量,约占轮胎生产总能耗的60%。
为了提高轮胎生产效率,加大产出,需要对硫化工艺进行优化。
全钢载重子午线轮胎的胎圈、胎肩等部件容易出现硫化程度不均匀,这些关键部件出现欠硫或过硫,将严重影响轮胎的使用性能,同时各部件的不同硫化程度也将在一定程度上影响轮胎的使用性能。
关键词:硫化工艺;成品轮胎性能;影响引言随着工业的发展,能源的消耗越来越快,这是地球难以承受的负担。
在政策的积极响应下,更多的工厂创新技术,生产低耗能产品,以降低能源的使用,保障自然环境的可持续性。
在汽车领域中,由于汽车长时间的行驶,对轮胎的损坏更高,所以轮胎的质量需要达到更高的水平,如耐磨损性、高耐热性、稳定性等。
其中轮胎硫化过程是轮胎生产中最重要的一步,轮胎的质量取决于硫化程度的高低。
但硫化耗能也是最高,并存在严重的过硫问题,所以怎样优化配方、改善工业硫化是一项重要的研究课题,亟待解决。
1硫化温度分布为对比两种硫化工艺下轮胎硫化升温情况,选取具有代表性的测温点数据作温度曲线。
胎圈及肩部测温点中分别选取升温速度较慢的测温点,缓冲部位测温点选取通入内冷水后降温最快的测温点。
内冷却硫化工艺测温后期胎冠表面中心及胎侧表面温度开始下降;通入冷却水后气密层中心、缓冲层中心、下模胎圈部位温度下降明显。
全钢载重子午线轮胎制造工艺-讲义

到 8"挤出机中。 生产胎面下面缓冲胶片的压延机由 4.5"冷喂料挤出机或开炼机供料。
所需设备: 挤出生产线,其配有 8"热喂料挤出机、355×700 mm 缓冲胶片压延机、检测、冷却、
裁断及卷取装置、为挤出机供料的破胶机和开炼机组,为缓冲胶片压延机供胶的 4.5"冷喂 料挤出机或开炼机(工艺流程图中工序 9.1)。 轮胎成型
一次法成型机,两次法成型机
硫化
硫化机
成品在线检测
均匀性试验机,静平衡试验机,动平 衡试验机,X 光试验机等
序号 1 2 3 4 5 6
7
8 9 10
设备名称 钢丝帘布压延生产线
锭子架(双排) 开炼机
00 带束层挤出生产线 双复合挤出机
两复合联动生产线 内衬层挤出压型生产线
内衬层压延生产线
多刀纵裁机
钢丝圈缠绕机 钢丝圈螺旋包布机
进口厂商 意大利爱克立公司 意大利鲁道夫公司
日本 IHI 公司 美国 RJS 公司
加拿大 RMS 公司 美国 STEELASTIC 公司
德国特乐斯特公司 德国克虏伯公司 意大利波米尼公司
德国特乐斯特公司 德国克虏伯公司 意大利皮列里公司
台湾鑫昌公司 日本 IHI 公司 德国贝尔斯托夫公司
一、全钢载重子午胎工艺过程要点及概述
1.子午线轮胎材料分布图胎 Nhomakorabea胶胎面下层胶
内衬层 肩垫胶 胎体
上三角胶 下三角胶 钢丝圈
胎侧胶
子口填充胶 子口耐磨胶 钢丝补强层
胶料挤出部件:胎面/胎面下、内衬层、上/下三角胶、胎侧、子口耐磨胶、 子口填充胶、肩垫胶 骨架材料:胎体、带束层、钢丝加强层、钢丝圈、纤维补强层
2.生产工艺流程
主要制造工艺分为:生胶混炼,胎面、胎侧、胎肩垫胶和胶芯制造,胎体、带束层制 造,各种型胶部件制造,胎圈制造,外胎成型,外胎硫化,外胎成品的在线检测等。 子午线轮胎生产所涉及的主要设备如下表所示: 加工工艺简述: 如下图所示,简要说明密炼、压延和轮胎制造的全部工艺过程。 (1)混炼 混炼是制造工艺的第一阶段,在此阶段中,生产各部件加工所需的各种混炼胶。 橡胶、碳黑、油料及其他配合剂在密炼机中混炼。多数胶料需二段混炼,而某些具有 特定性能的胶料则需多段混炼。 中段生产的胶料(不含硫磺和促进剂)叫母炼胶,最后阶段混炼出的胶料叫混炼胶或 终炼胶。 密炼机将母炼胶和终炼胶排到一带捣胶装置的压片机上,以完成混炼生产的全过程。 之后将胶料下片、冷却、浸渍防粘剂和干燥,最后装在托板上。 制造工艺及技术要求: ——母炼胶制备时需有碳黑、大用量白色填充剂和油类增塑剂用的自动称重和进料装 置。橡胶(天然、合成)及小药用另外的装置称重。 ——多批天然橡胶的混合。 ——将两种或多种母炼胶在称重时混合一起,用这种方法制备终炼胶。 ——四速密炼机的加工速度依拟加工产品的类型而定。 ——密炼过程由微处理机或类似装置进行全自动控制。 ——每次混炼周期结束时,胶料从密炼机中排出。其周期由时间、温度或能量来控制, 或由时间和温度或时间和能量联合控制。 由于技术的缘故,无论是胶料还是母炼胶,在使用前都需放置相当一段时间。 每批胶料均提取一个试样,以作物理性能的测试。 根据上述制造工艺,胶料制备需如下主要设备: ——油类增塑剂储存、分配及称重装置 ——碳黑、白色填充剂储存和称重装置 ——橡胶称重装置 ——四速密炼机 ——带捣胶装置的压片机 ——胶片接取装置 ——小药称重装置 (2)钢丝帘线挂胶 在此工序生产轮胎钢丝帘布层用的挂历胶钢丝帘线。 胎圈补强条、胎体帘布及小角度带束层所用的挂胶钢丝帘布 钢丝帘布在四辊压延机上挂胶,此压延机在钢丝帘布的每一面热贴一层薄胶片。 胶料在一组开炼机上进行热炼,此开炼机以胶条形式连续向压延机供胶。 挂胶帘布宽度为 850mm,用带双层聚乙烯垫布的大容量工字轮卷取,然后将其送到斜 角裁断线上。 挂胶的主要要求如下: ——钢丝锭子房备有空调装置以控制其温度和湿度。 ——4 个压延辊筒配有独立的温度调节装置,以保持恒定的加工温度。
全钢生产工艺培训之硫化

二、硫化过程中的各部位温度情况:
轮胎内部温度变化:
170 160 150 140 130 120 110 100 90 80 70 60 50 40 30 20 10 0 0 10 20 30 40 50 60 70 80 90 100 110 120
内衬层温度变化
170 160 150 140 130 120 110 100 90 80 70 60 50 40 30 20 10 0 0 10 20 30 40 50 60 70 80 90 100 110 120
3、常温硫化内温要求:
– 内压过热水通入5分钟后温度没有达到标准温度下限或在硫化过程中 温度低于标准温度需延时硫化,所延时间为应延时间的80-120%之间 者,轮胎判为合格品;否则降级。 – 在蒸汽阶段延时的为不合格品。 – 内温低于标准下限5℃以上者(包括5℃)时间超过5分钟延时后轮胎 为次品;时间在5分钟之内的为合格品;内温高于标准温度3℃以上 (包括3℃)时间超过5分钟者为次品;内温高于标准温度不足3℃或 内温高于标准温度上限3℃以上时间不超过5分钟者为合格品。
带束层二层温度变化
系列1
系列1
20
40
60
80
100
120
胎圈反包端点温度变化
180 160 140 120 100 80 60 40 20 0 0 10 20 30 40 50 60 70 80 90 100 110 120 通道11
带束层三层温度变化
180 160 140 120 100 80 60 40 20 0 0 20 40 60 80 100 120
170 160 150 140 130 120 110 100 90 80 70 60 50 40 30 20 10 0 0 10 20
7.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进
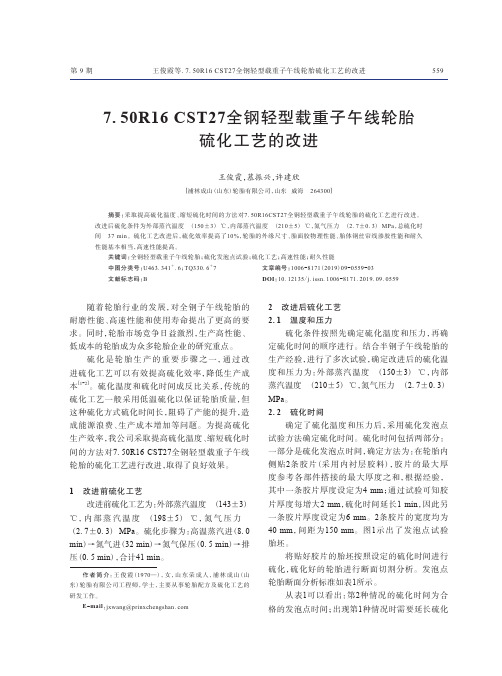
第 9 期王俊霞等.7.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进5597.50R16 CST27全钢轻型载重子午线轮胎硫化工艺的改进王俊霞,慕振兴,许建欣[浦林成山(山东)轮胎有限公司,山东威海 264300]摘要:采取提高硫化温度、缩短硫化时间的方法对7.50R16CST27全钢轻型载重子午线轮胎的硫化工艺进行改进。
改进后硫化条件为外部蒸汽温度 (150±3)℃,内部蒸汽温度 (210±5)℃,氮气压力 (2.7±0.3) MPa,总硫化时间 37 min。
硫化工艺改进后,硫化效率提高了10%,轮胎的外缘尺寸、胎面胶物理性能、胎体钢丝帘线渗胶性能和耐久性能基本相当,高速性能提高。
关键词:全钢轻型载重子午线轮胎;硫化发泡点试验;硫化工艺;高速性能;耐久性能中图分类号:U463.341+.6;TQ330.6+7 文章编号:1006-8171(2019)09-0559-03文献标志码:B DOI:10.12135/j.issn.1006-8171.2019.09.0559随着轮胎行业的发展,对全钢子午线轮胎的耐磨性能、高速性能和使用寿命提出了更高的要求。
同时,轮胎市场竞争日益激烈,生产高性能、低成本的轮胎成为众多轮胎企业的研究重点。
硫化是轮胎生产的重要步骤之一,通过改进硫化工艺可以有效提高硫化效率,降低生产成本[1-2]。
硫化温度和硫化时间成反比关系,传统的硫化工艺一般采用低温硫化以保证轮胎质量,但这种硫化方式硫化时间长,阻碍了产能的提升,造成能源浪费、生产成本增加等问题。
为提高硫化生产效率,我公司采取提高硫化温度、缩短硫化时间的方法对7.50R16 CST27全钢轻型载重子午线轮胎的硫化工艺进行改进,取得了良好效果。
1 改进前硫化工艺改进前硫化工艺为:外部蒸汽温度 (143±3)℃,内部蒸汽温度 (198±5)℃,氮气压力 (2.7±0.3) MPa。
全钢载重子午线轮胎制造基础知识(九)
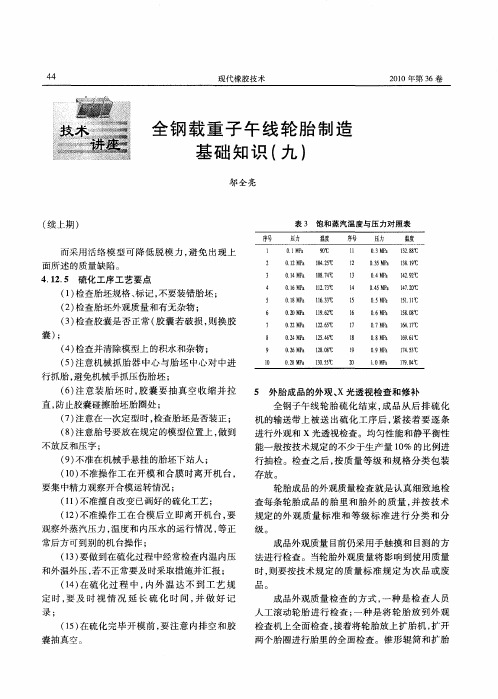
规定 的外 观 质量 标 准 和 等 级 标 准 进 行 分 类 和 分
级。
观察 外蒸 汽压力 , 度和 内压水 的运 行情况 , 正 温 等
常后 方可 到别 的机 台操作 ; (3 要做 到在硫 化过程 中经 常检查 内温 内压 1) 和外 温外压 , 若不 正常要 及 时采 取措施 并汇报 ;
() 3 检查 胶囊是 否 正 常 ( 胶囊 若 破损 , 换 胶 则
囊 ) ; () 4 检查 并清 除模 型上 的积水 和杂物 ; ( ) 意机械 抓 胎器 中心 与 胎坯 中心对 中进 5注
行抓 胎 , 免机械 手抓压 伤胎坯 ; 避 直, 防止胶囊 碰擦 胎坯胎 圈处 ;
压一 胁 胁 № M 0 慨 胁 胁 № 一 O¨0。 。 ” 。, 囊 要 抽 真 空 收 缩 并 拉 6注 胶
( ) 意在一次 定型 时 , 7注 检查 胎坯 是否装 正 ;
5 外胎 成 品的外 观 、 X光透视 检查 和修 补 , 品从 后 排 硫 化 成 机 的输送 带上 被 送 出硫 化 工 序 后 , 接 着要 逐条 紧 进行 外观 和 x光透 视检查 。均匀 性能 和静平 衡性 能一 般按 技术规 定 的不少 于生产 量 1 % 的 比例进 0
(4 割胶 刀必 须放 在安 全 位 置 , 1) 割胶 时必 须
在辊 筒平行 中心线 下 部 进 行 , 刀 不 准对 身 体 方 割
向;
生 、 度等 要求 , 格控 制人员 流动 ; 湿 严
() 3 严格 执行交 接班制 度 , 真做好 交接 班记 认
录:
(5 遇 到 突 然 停 车 , 须 拉 下 开 关 , 取 胶 1) 必 挖 料 , 禁带 负荷 开车 ; 严 (6 工作 完毕后 , 须切 断 电源 , 闭水汽 阀 1) 必 关
国内全钢载重子午线轮胎制造工艺简述

目前各 轮 胎企业 一段 和二 段母 炼胶 广泛使 用
GK2 5 5 N/ F 2 7 0型 和 G K4 0 0 N/ F 3 7 0型 密炼 机 , 转
子 速 度 为 6~ 6 0 r・mi n 一, 终 炼 胶 普 遍 使 用 GK2 5 5 N/ F 2 7 O型 密 炼 机 , 转子转速 为 4 ~4 0 r・ mi n ~; 大 多采 用直 流无 级变 速 , 转 子主 要为 四 棱 Z Z 2和 四棱 高 效 剪 切 型 , 压 砣 为 液Leabharlann 压式 , 压 力 第 2期
井 同 印等 . 国 内 全 钢 载 重 子 午 线 轮 胎 制 造 工 艺 简 述
国 内全 钢 载 重 子 午线 轮 胎 制 造 工 艺简 述
井 同印 , 惠炳 国 , 孙 国杰 , 乔 显鹏
( 1 . 青 岛 黄 海 橡 胶 有 限公 司 , 山东 青 岛 2 6 6 1 1 1 ; 2 . 山东 国鹏 橡 胶 有 限 公 司 , 山东 寿光 2 6 2 7 0 0 )
有限公司工程师 , 学士, 主要 从 事 橡 胶 轮 胎 工 艺 管 理 和 配 方 设 计
为 了降低 能耗 , 提 高混炼 效率 , 国内一些设 备 厂家 与 轮胎 企 业 联 合 开 发 了低 温 一 次 法 炼 胶 工 艺, 并 在 三角 轮胎 股 份有 限公 司和 贵州 轮胎 股 份 有 限公 司等得 到 推广 使 用 , 而 且 取 得 了 比较 好 的
母 炼胶 混炼 转 子转 速 一 般 在 4 0 r・ mi n 以 上, 终 炼胶 一般 为 2 O ~3 0 r・mi n ~, 大 部 分 轮胎 企业采 取 固定转 速 , 但 也 有 部 分 轮胎 企 业 充 分利 用密炼 机 可 以无 级 变 速 的特 点 , 在母 炼 时 根 据各 步的混 炼 特点采 取不 同的 混炼速 度 , 即变速 混炼 , 不仅能 够有 效控 制 胶 料 温度 的上 升 和胶 料 质 量 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产 过 程 中蒸 汽 、 热 水 、 能和 维 修 费 用 , 低 轮 胎 生 产 成 本 。 过 电 降
目前 , 界各 大 轮胎 企 业 都 在 尽 可 能地 建 立 世 最 大 的技术 和 经 济优 势 , 时要 保 持 最 低 的 生产 同 成本 , 氮气 硫 化工 艺一 方面提 高 能源 的利用 率 , 从 而降 低成本 , 另一方 面 提高 了硫化 质量 , 而提升 进 轮胎 的 整 体 性 能 。与 传 统 的过 热 水 硫 化 工 艺 相 比, 用氮 气 硫化有 以下 几方 面 的优势 。 使 () 变传统使 用过热水硫化 系统庞大 、 1改 复杂 , 设 备 占用 空间大 的缺点 , 大大节约 系统 占用空 间。
交联 在一 起 , 在 胎 面 形 成 花纹 的过 程 。过 热 水 并
的工 况 ( 主要是 不稳 定 , 压力 随温 度有 变化 ) 使得 , 硫 化 工 艺 稳定 , 明显 降低 轮 胎硫 化 中缺胶 、 层 、 脱 气 泡 现象 , 大提 高轮胎 质量 。 大 ( ) 气 的性 能 比较稳 定 , 3氮 隔热 性 能极 佳 , 大 大改 善 了原 来 使 用 过 热 水 硫 化 热 损 失 严 重 的 现 象 , 约 了能 源 。 节 ( ) 纯度 氮气 达 到无 氧含量 ( 4高 氧气 质量 分数 小 于 1 ) 消 除 了 硫 化 胶 囊 在 氧 气 的作 用 下 早 0 ,
2 1世 纪 , 车行 业 的发 展带 动 着 轮 胎行 业 的 汽
时氮 气 是 一种 安 全 、 毒 、 害 的气 体 , 用 氮气 无 无 采 硫 化 能大 大减 轻对 环境 的污染 。因此采 用 氮气硫 化工 艺是 公 司应 对 市 场竞 争 , 可持 续 发 展 的必 走
由之 路 。
硫化 工艺 具有 工艺 简单 , 术成 熟等 优点 , 技 但是 它 也具 有 硫 化 时 间长 、 胎 质 量 不稳 定 、 轮 费用 昂贵 、 环境 污染 大等 缺点 。现 今世 界上 最先 进 的轮胎 硫 化工 艺为 氮气 硫 化 工 艺 , 气 硫 化 与 过热 水 硫 化 氮 的主 要 区别是 在 轮 胎 硫 化 过程 中 , 胶囊 内采 用 的 介 质 为高 压蒸 汽 和高压 氮气 的混合气 体 。通过 合 理调 整胶 囊 内蒸 汽 和 氮气 的配 比 , 以缩 短 轮 胎 可 的硫 化 时间 , 提高 轮胎 的质 量 , 降低 生产 成本 。同
迅猛 发展 , 国各地 都 纷纷新 建 、 全 扩建 轮胎 厂 和轮 胎生 产基 地 , 场 竞 争 也 愈 演愈 激 烈 。同 时轮 胎 市 制造 技术 也 由原来 的斜 交 轮胎 向全 钢载 重子 午线 轮胎 方 向发展 。如 何在 如此 激烈 的竞 争 中 占据 一
席之地 , 键在 于轮 胎 的技术 、 关 轮胎 的质量 和轮 胎 的价 格 。
作 者 简 介 : 黎 峰 (9 7 ) 男 , 海 人 , 钱 集 团股 份 有 限 朱 1 7一 , 上 双
期老 化损 坏 的现象 , 高 了胶 囊 的使用 寿命 , 约 提 节
了生 产成本 。
( ) 消原 来使 用 过热水 硫化 工艺 , 5取 代替 原来
要加 热过 热水 使 用 的大 量 蒸 汽 , 少 了为 满 足 工 减
成 本都 有 重 要 的影 响 。 目前 , 内 广泛 使 用 过 热 国 水 硫化 工 艺 , 即轮 胎 在 硫 化 过 程 中胶 囊 内采 用 的 介质 为 1 0℃ 以上 高 压 热 力 除氧 水 , 部 模 具 采 7 外 用低 压蒸 汽加 热 , 过 高 温 高 压 的 作用 将 橡 胶 链 通 状 分 子结 构改 变 成 网 状结 构 , 时使 轮胎 内各 层 同
2 1 年 第 3 卷 01 1
消除 了跑 、 滴 、 现象 , 冒、 漏 达到 环保 运 行 的要 求 , 使 得 厂 区 比较 清洁 , 达到 环保要 求 。 基 于 以上 目的 , 公 司对 氮 气硫 化工 艺 进 行 本
关键 词 : 钢 载 重 子 午 线 轮 胎 ; 氮 硫 化 工 艺 ; 差 全 充 温
中 图分 类 号 : TQ3 0 6 ; 6 . 4 . / 6 3 . 7 U4 3 3 1 3 . 文 献标 志 码 : B 文 章 编 号 : 0 6 8 7 ( 0 1 0 — 4 9 0 1 0 — 1 1 2 1 ) 80 8 — 5
艺所 必需 的公 用工 程投 资 , 省 了费用 , 节 同时降低
了二 氧化 碳排 放量 。
公 司 工 程 师 , 士 , 要从 事 轮胎 生 产技 术 及 工 艺 管 理 工 作 。 硕 主
() 6 降低 水 、 电消耗 , 时 , 同 因为 没有 过 热 水 ,
4O 9
轮
胎
工
业
第 8 期
朱 工 艺 全
49 8
全 钢 载 重 子 午 线 轮 胎 充 氮 硫化 工 艺
朱黎峰
( 钱 集 团 股 份 有 限 公 司 双 钱 载重 轮 胎 分 公 司 , 海 双 上 204) 0 2 5
摘 要 : 过 试验 建 立蒸 汽 和氮 气 硫 化 轮 胎 过 程 中 的 温 度 场 模 型 。对 测 温 结 果 进 行 分 析 后 , B型 硫 化 机 中心 机 通 对
( ) 决 以往 蒸 汽 和 过 热水 压 力 温 度 难调 节 2解
轮胎 市场 的竞 争 主要表 现 为轮胎 质量 和价 格 的竞 争 , 只有 在这两 方 面进行 有 效 的控制 , 能在 才 市 场 竞争 中 占据优 势 。轮胎 硫 化是轮 胎 生产 过程
中十 分重 要 的工 艺 环 节 , 对 轮 胎 的 质量 和 生 产 它