visualenvironmentZL114A铸造工艺模拟-1讲解
visual environmentZL114A铸造工艺模拟分析-1

14
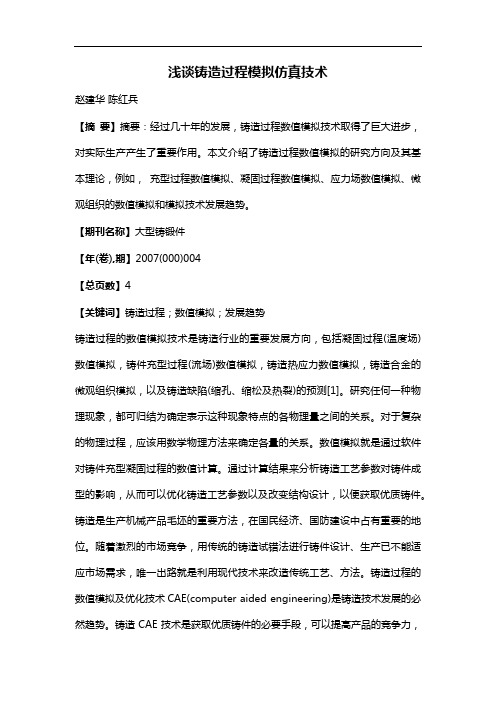
后处理结果分析
铸件致密度不足97%的区域:
图16 XY平面剖视图
结合不同视图确定缺陷可能存在的位置。 图15 俯视图
Copyright © ESI Group, 2014 All rights reserved.
图1
Copyright © ESI Group, 2014 All rights reserved.
4
网格划分
网格概要:采用Visual-Mesh,对铸 件及铸型进行面网格、体网格划分。 四面体网格数量:1161104(体网格)。
图2 总体网格 对铸件的局部进行网格 细化,保证网格更趋近几 何,获得更为精确的模拟 结果。
Copyright © ESI Group, 2014 All ri态凝固过程:
图10 凝固过程(动画) 可从动画中初步判断铸件各区域的凝固顺序。
Copyright © ESI Group, 2014 All rights reserved.
11
图6 接触界面
Copyright © ESI Group, 2014 All rights reserved.
7
前处理
通过时间控制浇注过程的压力
图7 压力-时间曲线
其他工艺参数按照提供值设置。
Simulation Parameters根据低压铸造特点和要求计算模块进行设置。
Copyright © ESI Group, 2014 All rights reserved.
后处理结果分析
铸件动态凝固过程:
图11 孤立熔池区域(动画) 可从动画中判断铸件各区域的凝固过程中可能出现孤立熔池的 区域和对应时间。
铸造工艺模拟设计开题报告

铸造工艺模拟设计开题报告一、研究背景与意义1.1 研究背景铸造是一种制造工艺,通过将熔化的金属或合金注入模具中并使其冷却凝固,用于制造各种形状的零部件。
铸造工艺的优化对于提高产品质量、提高生产效率以及节约资源具有重要意义。
随着计算机技术的发展,仿真软件开始在铸造工艺中得到广泛应用,通过数值模拟可以准确预测铸造工艺的各种参数以及最终产品的性能,从而指导实际生产。
1.2 研究意义本项目旨在利用现代数值模拟技术,并结合实际工艺参数和实验数据,对铸造工艺进行模拟设计。
通过对铸造过程的数值仿真,可以降低试验次数和试验成本,提高产品质量,优化工艺参数,同时减少环境污染。
二、研究目标和研究内容2.1 研究目标•建立铸造工艺的模拟设计方法;•通过数值仿真,预测铸造过程中的温度分布、相变、应力和变形等关键参数;•优化工艺参数,提高产品质量和生产效率。
2.2 研究内容1.收集和整理铸造工艺相关的文献资料;2.借助仿真软件,建立铸造工艺数值模型;3.定义模型中的物理参数,包括材料属性和工艺参数;4.进行铸造过程的数值模拟,预测温度、相变、应力和变形等参数;5.分析模拟结果,优化工艺参数;6.验证模型的准确性和可靠性。
三、研究方法和技术路线3.1 研究方法本项目主要采用以下研究方法:1.文献调研:收集和整理与铸造工艺模拟设计相关的文献资料,了解当前研究状况和存在的问题;2.数值模拟:借助专业仿真软件,建立数值模型并模拟铸造过程,预测关键参数;3.实验验证:通过对比模拟结果与实际铸造结果进行验证,评估模型的准确性和可靠性。
3.2 技术路线1.数据收集:收集铸造工艺的相关数据,包括材料性能、工艺参数等;2.建立数值模型:利用仿真软件建立铸造工艺的数值模型,并进行网格划分;3.定义物理参数:根据实际情况,设置材料属性和工艺参数;4.数值模拟:运用数值方法求解模型,并得到预期结果;5.分析优化:对模拟结果进行分析和优化,调整工艺参数;6.实验验证:与实际铸造结果进行对比,评估模型的准确性和可靠性。
航天大型铝合金壳体树脂砂铸型快速制造单元设计研究
916im FO U N D R V工艺技术Vol.68 No.8 2019航天大型铝合金壳体树脂砂铸型快速制造单元设计研究蒋清,孟祥炜,王建,高鹏程,倪江涛,齐朋(首都航天机械有限公司,北京100076 )摘要:以航天大型铝合金壳体为对象,基于自硬树脂砂低压铸造工艺特点,进行树脂砂快速造型单元设计研究。
通过将叠箱造型工艺优化为分箱底板造型工艺,实现上、中、下各箱同步造型,提升造型效率;将铸型制造工序分解为5种工位,精确设计工位布置和数量,形成高效率自循环的造型单元;通过综合造型单元构建技术研究,在同等条件下单个产品的树脂砂铸型生产效率提升3倍以上,铸型紧实度均匀性提升50%以上,铸型连续生产的效果提升更加明显。
关键词:大型铝合金铸件;树脂砂;造型单元作者简介:蒋清(1984-),男,高 级工程师,研究方向为 宅吕合金铸造。
E-mail: jq618@中图分类号:T G245;T G292 文献标识码:A文章编号:1001-4977(2019) 08-0916-05收稿曰期:2019-04-15。
航空航天等行业装备大量采用优质铝合金铸件,目前国内此类铸件主要采用砂 型铸造、熔模精密铸造工艺生产,其中高质量的大型优质铝合金铸件很多采用树脂 砂低压铸造工艺。
在航天装备中应用最广泛合金之一是ZL114A合金,这是一种优 质亚共晶Al-Si系铸造铝合金,此合金具有较高的强度(T6热处理的抗拉强度达到 320 MPa),同时具有很好的流动性、气密性和抗热裂性能,能够铸造出复杂形状 的高强度铸件,如飞机和导弹的壳体、仪器舱体、支撑梁等承受高载荷的零件,因此,ZL114A合金在航空、航天以及汽车等领域具有广泛的应用前景。
目前,各行业也有自动化程度非常高的自动化树脂砂铸型生产模式,比如汽车 等行业的大批量生产模式,由于每种铸件的批量较大,年产几万到几十万件[3],因此,可以投入几千万元资金针对每项产品建设自动化的铸造生产线。
magma-压铸模拟操作实例说明 (1)
C.重复A.至B.直到所有材料组移动完毕
目录 33
步骤三:在MAGMA中绘制动,定模肉
A.选定材料, 模肉图形类别 B.在绘图窗内 确定x,y,z坐标 点,回车。
此视角确定高度
注:动定模可 以在proe下拆 开后再装载。
此 视
角
确
定
形
状
目录 34
C.重复A.到B.直到所有模肉绘制完毕
生成新版本号
目录 28
2.前处理
步骤一: A.打开precessor, 选定所需装载材 料组。 B.选定所需装载 材料。 C.在命令栏中输入 load sla ?回车。 D.点选所需装载零 件名称,按下open。
目录 29
E.按下信息栏中OK,所选材料装载完成。
目录 30
F.重复B.至E.直到所有材料组装载完毕
目录 50
H.检查单元划分质量
a.不允许有浅蓝色单元, 不允许在内浇口和其他 关键部位有深蓝色和黄 色单元。 b.Inlet划分至少保证3层。 (如未达到以上要求则 须回到enmenshment重 新输入wall thickness, element size等值) c.按下return,再按下 quit回到主菜单。
浇道 (gating)
目录 料柄 (biscuit)
Inlet(magma 软件专用)
溢流槽 (overflow02)
溢流口 (overflow01)
铸件(cast)
冷却水道 (cooling)
2
3.3D模型绘制方法
⑴为了使绘制3d模型的过程方便准确,须将2d模具图进行处 理。
1)将定模及动模图形分别另存,在保存的过程中使料嘴中心置于(0,0, 0)坐标原点,便于3d中直接装载。为了方便使用需为每个图形命名, 比如定模图可存为fixline。动模图可存为moveline。
基于虚拟现实的铸造工艺流程仿真
基于虚拟现实的铸造工艺流程仿真大部分机械工程专业的学生并没有真正意义上的进行铸造工艺实验,多数是从书上获得理论知识,或者是在金工实习时,听或观察老师的操作,使得很多学生并不熟悉真正的铸造是如何进行的。
针对这种情况,本文利用虚拟现实的技术仿真铸造工艺的流程,使得学生可以在没有现实设备的基础下,也能依靠自学或者书本的知识,自己进行虚拟的铸造实验。
铸造工艺有很多类型,本文选择了压力铸造工艺流程的仿真。
压力铸造是一种精密的铸造技术,是一种不可或缺的铸造技术,也是机械工程专业的学生必须掌握的铸造技术。
虚拟现实技术综合利用计算机仿真技术、计算机图形学等等多种技术,通过产生视觉、听觉等,使得用户产生一种身临其境的感觉。
其中很多软件能实现这种技术,本文采用了容易掌握和理解的EON Studio来实现压铸工艺的仿真。
本文首先对压力铸造作了简介,对其四种类型:热室压力铸造、冷室卧式压力铸造、冷室立式压力铸造和冷室全立式压力铸造的工艺流程进行了详细的分析,并且选择了热室压力铸造和冷室卧式压力铸造进行工艺仿真。
而后简单介绍了EON Studio的重要功能,采用多种节点的配合作用,实现了对压力铸造工艺流程的仿真。
I第一章绪论1.1 选题的背景及意义机械工程是社会发展和国民经济建设的基础学科之一。
机械类专业人才的培养在整个教育中是非常重要的一部分。
但我国机械专业的教学长期以来沿用原苏联的教学模式。
而这种教学模式存在着严重的弊端,例如专业口径较窄、专业划分过细、内容相对过深、体系过于陈旧。
随着我国的新技术的迅速发展,使机械工程、机械制造比以前的时代发生了根本性变化。
这种传统的机械类教学模式必须彻底改革,不然就不会有创新。
实验教学是一种将课本知识结合到实际的教学方式,实验教学不仅巩固了学生课本上的基础知识,而且还能够培养学生的实际操作能力和动脑能力。
由于机械专业属于工科类教学,对学生的实践动手操作能力要求极高,所以实验教学是提高机械工程专业学生实践动手操作能力的一个重要教学环节。
浅析高强度ZL114A合金舱体铸件铸造工艺优化及制造成本控制

浅析高强度ZL114A合金舱体铸件铸造工艺优化及制造成本控制作者:王昌明来源:《科学与财富》2018年第12期摘要:针对某型号ZL114A合金舱体铸件铸造工艺进行分析研究,根据ZL114A合金的组织特性,通过调整合金熔体中Mn元素、Cu元素的加入量,配合适宜的熔体变质细化处理,制定相应的热处理制度使回炉料的添加比例提升至100%,既能满足该舱体铸件高强度的指标要求,还能降低新原料的添加量,从而大幅降低生产制造成本。
关键词:ZL114A;高强度;铸造工艺;成本控制1 引言ZL114A合金为可热处理强化的A1-Si-Mg系铸造合金,该合金具有较好的充型流动性与力学性能,较高的流动性、气密性和低的热裂倾向,还具有良好的耐腐蚀性能和焊接性能,是一种应用广泛的铸造铝合金。
本文以某型号产品尾舱铸件为对象,结合该产品技术要求,在原有的工艺基础上从铸造工艺设计、ZL114A合金配制及熔体处理、热处理制度调整、成本控制等方面进行研究,取得了较好的效果,铸件质量、性能与原方案相当,但大幅降低了生产成本,该成果可广泛推广至其他ZL114A合金产品的生产中。
2 铸件研制难点分析2.1铸件变形控制难度大尾舱外形为曲线方程:R=257-107X(X-5624)2/ 8002(58192.2冶金质量和铸件力学性能控制难度大舱体铸造过程中,合金液经过浇道充型进入型腔,由于舱体内部存在各种异型结构,金属液流动极易出现紊流,导致铸造组织产生气泡等缺陷。
在厚薄交界处,由于壁厚不均,金属液补缩通道不协调,铸件容易出现疏松,缩孔等质量问题。
原有的合金配料采用70%纯新料加30%回炉料,铸造完成后,会形成较多回炉料,导致生产成本增加。
为此,此次工艺试制的目的是降低新料的添加,增加回炉料的使用,由于回炉料的增加,相应的一些杂质也增加了,要使用纯净度更低的合金材料生产出内部质量和力学性能满足要求的产品,因此,在产品生产过程中,合金液质量的控制显得更加重要,也是最大的难点。
铸造过程模拟技术
铸造过程模拟技术一、概述铸造过程模拟技术是指利用计算机模拟铸造过程中的各种物理现象和化学反应,以预测铸件质量和优化铸造工艺的一种技术。
该技术可以帮助铸造厂家减少试验成本和时间,提高生产效率和产品质量。
二、模拟方法1.有限元法有限元法是一种数值计算方法,它将连续体分割成有限个小单元,并在每个小单元内建立方程,通过求解这些方程来计算整个体系的行为。
在铸造过程中,有限元法可以用于求解熔融金属流动、温度场分布、应力应变分布等问题。
2.有限体积法有限体积法是一种数值计算方法,它将连续介质划分为离散的控制体积,并在每个控制体积内求解守恒方程。
在铸造过程中,有限体积法可以用于求解熔融金属流动、温度场分布等问题。
3.耦合方法耦合方法是指将两种或多种模拟方法结合起来进行模拟。
例如,在铸造过程中,可以将有限元法和有限体积法结合起来,同时求解熔融金属流动、温度场分布、应力应变分布等问题。
三、模拟内容1.熔融金属流动在铸造过程中,熔融金属的流动情况对铸件的质量有着重要的影响。
通过模拟熔融金属的流动情况,可以预测铸件内部的缺陷情况,并优化浇注系统设计。
2.温度场分布在铸造过程中,温度场分布对铸件的组织结构和性能有着重要的影响。
通过模拟温度场分布,可以预测铸件内部的组织结构,并优化浇注系统设计。
3.应力应变分布在铸造过程中,应力应变分布对铸件的形变和裂纹有着重要的影响。
通过模拟应力应变分布,可以预测铸件内部的形变和裂纹情况,并优化浇注系统设计。
4.气孔、缩孔等缺陷在铸造过程中,气孔、缩孔等缺陷会严重影响铸件质量。
通过模拟气孔、缩孔等缺陷的形成过程,可以预测铸件内部的缺陷情况,并优化浇注系统设计。
四、模拟软件1.PROCASTPROCAST是一款由法国ESI公司开发的铸造过程模拟软件。
它可以对各种铸造工艺进行模拟,包括重力铸造、压力铸造、低压铸造等。
2.FLOW-3D CASTFLOW-3D CAST是一款由美国FLOW-3D公司开发的铸造过程模拟软件。
浅谈铸造过程模拟仿真技术
浅谈铸造过程模拟仿真技术赵建华陈红兵【摘要】摘要:经过几十年的发展,铸造过程数值模拟技术取得了巨大进步,对实际生产产生了重要作用。
本文介绍了铸造过程数值模拟的研究方向及其基本理论,例如,充型过程数值模拟、凝固过程数值模拟、应力场数值模拟、微观组织的数值模拟和模拟技术发展趋势。
【期刊名称】大型铸锻件【年(卷),期】2007(000)004【总页数】4【关键词】铸造过程;数值模拟;发展趋势铸造过程的数值模拟技术是铸造行业的重要发展方向,包括凝固过程(温度场)数值模拟,铸件充型过程(流场)数值模拟,铸造热应力数值模拟,铸造合金的微观组织模拟,以及铸造缺陷(缩孔、缩松及热裂)的预测[1]。
研究任何一种物理现象,都可归结为确定表示这种现象特点的各物理量之间的关系。
对于复杂的物理过程,应该用数学物理方法来确定各量的关系。
数值模拟就是通过软件对铸件充型凝固过程的数值计算。
通过计算结果来分析铸造工艺参数对铸件成型的影响,从而可以优化铸造工艺参数以及改变结构设计,以便获取优质铸件。
铸造是生产机械产品毛坯的重要方法,在国民经济、国防建设中占有重要的地位。
随着激烈的市场竞争,用传统的铸造试错法进行铸件设计、生产已不能适应市场需求,唯一出路就是利用现代技术来改造传统工艺、方法。
铸造过程的数值模拟及优化技术CAE(computer aided engineering)是铸造技术发展的必然趋势。
铸造CAE技术是获取优质铸件的必要手段,可以提高产品的竞争力,缩短产品的开发周期,降低成本,可以为企业和社会带来巨大的经济效益。
铸造过程的数值模拟技术包括以下几个方面,现分别进行介绍。
1 铸件充型过程数值模拟铸件充型过程中会产生氧化、传热、热损失、冲击破坏等一系列化学和物理变化,因此,充型过程与铸件质量密切相关[1,4]。
采用数值计算方法,不仅可以模拟出液态金属在铸型中的流动状态,而且可以根据模拟得到的液态金属流动速度、压力变化规律来优化浇注系统的设计,防止浇道中吸气,消除流股分离以避免氧化,减轻对铸型的冲蚀等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前处理
图7 压力-时间曲线 其他工艺参数按照提供值设置。 Simulation Parameters根据低压铸造特点和要求计算模块进行设置。
Copyright © ESI Group, 2014 All rights reserved.
8
流动分析:
后处理结果分析
图8 金属液流动过程(动画) 观察图8,充型过程中液面上升较为平稳。
5
铸造工艺参数如下:
铸件材料为ZL114A,浇注温度为715℃。 铸型为树脂砂,初始温度为20℃。(室温) 冷铁采用Q235,初始温度为20℃。(室温) 外部冷却采用空冷。
前处理
图4 材料设置
Copyright © ESI Group, 2014 All rights reserved.
6
界面换热系数: 铸件-铸型:如图5
后处理结果分析
图18 热裂敏感区域分布
Copyright © ESI Group, 2014 All rights reserved.
18
铸件变形分析
后处理结果分析
变形量分 析放大倍数: 10倍。
图19 变形区域分布
Copyright © ESI Group, 2014 All rights reserved.
图16 Macro Porosity分布
Copyright © ESI Group, 2014 All rights reserved.
16
应力分析
后处理结果分析
图17 有效应力分布
Copyright © ESI Group, 2014 All rights reserved.
17
热裂倾向 敏感区域2Βιβλιοθήκη 项目介绍分析介绍:
本次计算以模具、铸件、浇注系统为对象,首先模拟型腔充型时的流场及温度 场情况,得到相应的温度、速度等模拟结果。
结果分析主要有以下方面: 1、流场结果分析 2、凝固分析 3、高级缩松模块分析 4、应力分析 5、变形分析
Copyright © ESI Group, 2014 All rights reserved.
3
铸件材料:ZL114A,重量38.4kg
差压浇注工艺参数:
压力值/Kpa 时间/s
升液 15.5
9
充型 24.5
9
增压 10 5
报压 20 360
采用全树脂砂 冷铁材质:Q235A
模型
冷铁
铸件
浇注系统 图1
Copyright © ESI Group, 2014 All rights reserved.
Copyright © ESI Group, 2014 All rights reserved.
12
孤立熔池:
后处理结果分析
此区域为铸件 上表面两块小冷 铁中间正下方。
图12 孤立熔池
此区域为铸件 筋与中心区域连 接处,共出现三 个孤立熔池区域。
Copyright © ESI Group, 2014 All rights reserved.
4
网格概要:采用Visual-Mesh,对铸 件及铸型进行面网格、体网格划分。 四面体网格数量:1161104(体网格)。
网格划分
图3 网格剖面图
图2 总体网格
对铸件的局部进行网格 细化,保证网格更趋近几 何,获得更为精确的模拟 结果。
Copyright © ESI Group, 2014 All rights reserved.
ZL114A铸造模拟结果
2015.09.08
Copyright © ESI Group, 2014. AAlllrrigighhtstsrreesseerrvveedd..
1
项目介绍
模型介绍
网格划分
前处理设置
后处理结果分析
流动分析 缩孔缩松 应力分析 变形分析
目录
Copyright © ESI Group, 2014 All rights reserved.
Copyright © ESI Group, 2014 All rights reserved.
9
流动分析:
后处理结果分析
图9 凝固过程(动画)
动画中紫色画面为在充型过程中,金属液流速超过2m/s所分布 的时间范围和区域分布。
Copyright © ESI Group, 2014 All rights reserved.
19
2015.09.08
谢谢
Copyright © ESI Group, 2014. AAlllrrigighhtstsrreesseerrvveedd..
20
10
铸件动态凝固过程:
后处理结果分析
图10 凝固过程(动画) 可从动画中初步判断铸件各区域的凝固顺序。
Copyright © ESI Group, 2014 All rights reserved.
11
铸件动态凝固过程:
后处理结果分析
图11 孤立熔池区域(动画)
可从动画中判断铸件各区域的凝固过程中可能出现孤立熔池的 区域和对应时间。
后处理结果分析
图15 俯视图
图16 XY平面剖视图 结合不同视图确定缺陷可能存在的位置。
Copyright © ESI Group, 2014 All rights reserved.
15
APM分析
后处理结果分析
图16 高级缩松缩孔分析, 图中紫色红色位置为易出现 缩孔、气孔的区域。
其中红色区域主要以气 孔缺陷为主;紫色区域易出 现缩孔等缺陷。
铸件-冷铁: 2000W/m^2-K 铸型-冷铁: 500W/m^2-K 铸型-空气: 10W/m^2-K
前处理
图5 换热系数曲线
图中红色面为铸件 与铸型的接触面。
图6 接触界面
Copyright © ESI Group, 2014 All rights reserved.
7
通过时间控制浇注过程的压力
13
温度场分析
后处理结果分析
凝固分数分析
图13 温度场分布
通过对比铸件凝固过程 中的温度场分布和凝固 分数,图10和图11中圆 圈所示位置为孤立熔池, 此区域易出现缩松等缺 陷。
图14 凝固分数
Copyright © ESI Group, 2014 All rights reserved.
14
铸件致密度不足97%的区域: