顶针头部标准
国际头针标准线

国际头针标准线
MS 1 额中线 【部位】在头前部,从督脉神庭穴向下引一
直线,长1寸(3厘米)。 【主治】头痛,头晕,目赤肿痛,癫痫。 【刺法】 沿皮向下刺1寸,行快速运针手法。
国际头针标准线
MS 2 额旁1线(胸腔区) 【部位】在头前部,从膀胱经眉冲穴向下引
一直线,长1寸(3厘米)。 【主治】过敏性哮喘,支气管炎,心绞痛,
头针注意事项
头皮血管丰富,容易出血,起针时要用干棉 球按压针孔片刻,如有出血及皮下血肿出现, 可轻轻揉按,促使其消散。
治疗时需掌握适当的刺激量,注意防止晕针, 尤其取坐位时,应随时注意观察患者的面色 及表情。
中风患者,急性期如因脑出血引起有昏迷、 发热、血压过高时,暂不宜用头针治疗,待 病情及血压稳定后再行针刺治疗。
起,向上引一直线,长4厘米。 【主治】 皮层性视力障碍,白内障等。 【刺法】 由此线的下端进针,向上沿皮刺入
1.33寸(4厘米),行快速捻针手法。
国际头针标准线
MS 14 枕下旁线 (平衡区) 【部位】枕外粗隆即督脉脑户穴外侧1.17寸
(3.5厘米)向下引一垂直线,长1.33寸(4 厘米)。 【主治】 治疗小脑损害引起的平衡障碍,头 项痛,眩晕。 【刺法】 由此线的上端进针,向下沿皮刺入 1.33寸(4厘米),行快速捻针手法。
头针刺法
取穴: 取坐位或卧位,依不同疾病选定刺激穴区,
单侧肢体疾病,选用对侧刺激区; 双侧肢体疾病,选用双侧刺激区; 并可选用有关刺激区配合治疗。
头针刺法
进针: 一般选用28-30号1.5-2寸长的不锈钢毫针。 针与头皮呈30度左右夹角快速将针刺入头皮
下。 当针达到帽状腱膜下层时,指下感到阻力减
DME公司JIS标准顶针,司筒和扁顶针

司筒和扁顶针
M -10页
R 0.5最大
注:全部尺寸均以毫米为单位
注:全部尺寸均以毫米为单位
(7-99)
直型
由优质耐热震热作钢精密制作,头部经过热锻,可提供一致的颗粒流和较高的抗拉强度
这些顶针按照日本工业标准(JIS)制造,是采用JIS 标准尺公制顶针JIS 标准
D-M-E 标准
JIS 标准公制推司筒
由优质耐热震热作钢精密制作。
头部经过热锻,可提供一致的颗粒流和较高的抗拉强度,这些顶针按照
日本工业标准(JIS)制造,是采用JIS 标准尺寸和公差的新模具和现有模具的理想配件。
材料:H-13 (SKD61)
表面:70-72洛氏硬度 氮化处理硬度:(HV1000±100)芯体硬度: 32±2洛氏硬度
M -11页
0.5最大
+0.5毫米
注:全部尺寸均以毫米为单位
(7-99)
D-M-E 标准
M-12页
公制扁顶针JIS 标准
由优质耐热震热作钢精密制作头部经过热锻,可提供一致的颗粒流和较高的抗拉强度。
这些顶针按照日本
(8/97)
工业标准(JIS)制造,是采用JIS 标准尺寸和公差的新模具和现有模具的理想配件。
材料:SKS21
硬度:58±2洛氏硬度
D-M-E 标准。
顶针规格 (2)
顶针规格概述顶针是一种常见的工业零件,被广泛应用于电子、汽车、航空航天等领域。
它主要用于辅助连接或支撑其他机械或电子部件。
在这篇文档中,我们将详细介绍顶针的规格以及其重要性和应用。
顶针的定义和分类顶针是一种细长的金属棒,一端尖锐,另一端连接到其他部件。
它通常由高硬度和高耐磨材料制成,如不锈钢或合金钢。
根据形状、尺寸、材料和用途的不同,顶针可细分为多个类型,如:1.通用顶针:用于一般的连接和支撑工作,适用于多个行业和应用。
2.头部顶针:具有不同形状和规格的头部,常用于电子器件的测试和组装。
3.磨削顶针:经过精密加工的顶针,用于要求较高精度的应用。
4.弹性顶针:通过使用弹性材料制成的顶针,可以提供更好的缓冲和连接效果。
顶针的规格顶针的规格通常由以下几个要素决定:1.长度:顶针的长度是根据具体应用而定的。
短顶针适用于较小的装配空间,而长顶针可能需要用于深度装配或连接。
2.直径:顶针的直径是指其横截面的尺寸。
直径决定了顶针的强度和承载能力。
3.尖角:尖角是顶针尖端的锥度角度。
不同的尖角可以提供不同的穿刺能力和连接效果。
4.表面涂层:一些顶针可能会添加特殊的表面涂层,如镀银或镀金,以提供更好的耐腐蚀性和导电性能。
顶针的应用顶针在许多行业和应用中都起着关键的作用。
以下是一些主要的应用领域:1.电子行业:顶针常用于电子测试设备中,用于测量电路板上的电压、电流和信号传输。
2.汽车工业:顶针被广泛应用于汽车制造中的装配和连接过程中,例如发动机连接件等。
3.航空航天:由于顶针具有高强度和耐磨性,它们也被广泛应用于航空航天行业中的组装和连接工作。
4.电信行业:顶针用于连接光纤电缆和其他通信设备,确保信号的传输质量。
5.医疗设备:顶针在医疗器械的生产和使用中扮演着重要的角色,用于连接和固定各种医疗部件。
顶针的重要性顶针在工业中扮演着重要的角色,主要体现在以下几个方面:1.连接和支撑:顶针可以用于连接和支撑其他部件,确保整体设备的稳定性和可靠性。
中医院头针技术操作规范2018
.***中医院头针技术操作规范头针技术是指在头皮特定部位针刺的一种治疗技术,适用于脑源性疾病(如中风、呆病等)及痛证等病症的治疗。
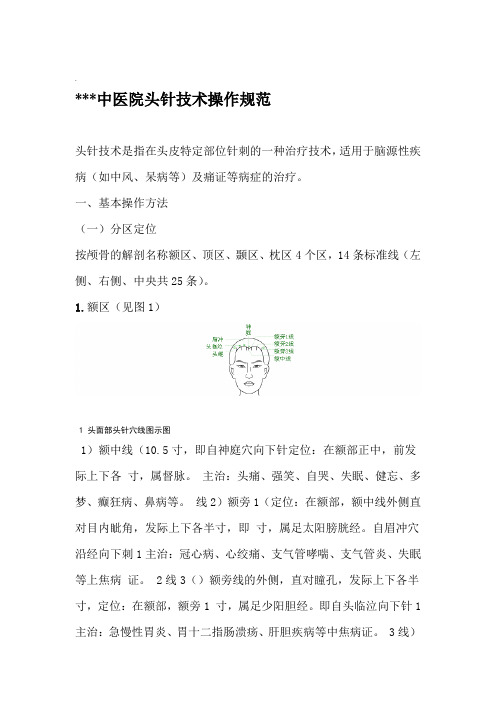
一、基本操作方法(一)分区定位按颅骨的解剖名称额区、顶区、颞区、枕区4个区,14条标准线(左侧、右侧、中央共25条)。
1.额区(见图1)1 头面部头针穴线图示图1)额中线(10.5寸,即自神庭穴向下针定位:在额部正中,前发际上下各寸,属督脉。
主治:头痛、强笑、自哭、失眠、健忘、多梦、癫狂病、鼻病等。
线2)额旁1(定位:在额部,额中线外侧直对目内眦角,发际上下各半寸,即寸,属足太阳膀胱经。
自眉冲穴沿经向下刺1主治:冠心病、心绞痛、支气管哮喘、支气管炎、失眠等上焦病证。
2线3()额旁线的外侧,直对瞳孔,发际上下各半寸,定位:在额部,额旁1 寸,属足少阳胆经。
即自头临泣向下针1 主治:急慢性胃炎、胃十二指肠溃疡、肝胆疾病等中焦病证。
3线)额旁(4寸处,0.75定位:在额部,额旁2线的外侧,自头维穴的内侧 10.5发际上下各寸,共寸,属足少阳胆经与足阳明胃经之间。
. .主治:功能性子宫出血、阳痿、遗精、子宫脱垂、尿频、尿急等下焦病证。
2.顶区(见图2、图3、图4)头顶头针穴线图示图23 头侧面头针穴线图示图头顶及侧面头针穴线图示4 图)顶中线(1属督脉。
寸至前顶穴,定位:在头顶正中线上,自百会穴向前1.5主治:腰腿足病症,如瘫痪、麻木、疼痛、皮层性多尿、小儿夜尿、脱肛、胃下垂、子宫脱垂、高血压、头顶痛等。
)顶颞前斜线(2定位:在头顶侧面,从前顶穴至悬厘穴的连线,此线斜穿足太阳..膀胱经、足少阳胆经。
主治:对侧肢体中枢性运动功能障碍。
将全线分5等份,上1/5治疗对侧下肢中枢性瘫痪;中2/5治疗对侧上肢中枢性瘫痪;下2/5治疗对侧中枢性面瘫、运动性失语、流涎、脑动脉硬化等。
(3)顶颞后斜线定位:在头顶部侧面,从百会穴至曲鬓穴的连线,此线斜穿督脉、足太阳膀胱经和足少阳胆经。
主治:对侧肢体中枢性感觉障碍。
顶针标准介绍ppt课件
KD61顶针表面氮化处理后可以很好的提高顶针的耐磨性, 65Mn的顶针因为其品质较差,品质较脆容易断,大部分 塑胶模具已不装配和使用65Mn材质的顶针。而顶针标准 又衡量着各式各样顶针的规格
尺寸大小,广泛应用于我们生活中的各种工业工件中, 常见的顶针标准分类有铣床加工顶针标准,顶针头部标准 尺寸,hasco顶针标准,顶针变形量标准,顶针常用规格标准 等,人们在生活中,工作上制作
且现在已经应用于我们生活中的方方面面,我们对它的 需求日益增加,它的重要性也就不言而喻了。顶针虽小, 但它作用巨大,顶针标准又是什么呢?现在大家就跟着 小兔的文笔一起去了解它们吧。顶针是旧时
汉族民间常用的缝纫用品,一般为铁制或铜制。箍形, 上面布满小坑,一般套在中指用来顶针尾,以免伤手, 而且能顶着针尾使手指更易发力,用来穿透衣物。顶针 亦可叫推杆、镶针、中针、托针等,有时候车
一些细小工件或者缝纫等常常要用到各类标准,这些常 用规格标准也让他们更快更方便地完成任务。车床、磨 床顶针的标准型号:固定顶针的标准是GB/T9204.1-1988, 回转顶针的标准是JB/
T3580-1998。顶针及配套塑料模具的设计标准:1.顶针小 于3㎜的要用两节顶针。2.用杆顶出的顶块,要求杆镶入 顶块8㎜。顶块必须有导套,导套要有固定3.碰到小顶块 不能用螺丝固定的,
请设计用销子定位4.顶片的R角一定要设计5.在模具既可 以用顶片也可以用顶针脱模的情况下,优先考虑顶针。6. 顶针的透刀剩20-25㎜。7.顶针板的左右间隙透刀0.5㎜。 8.顶针板必须有下
导柱和垃圾钉。9.顶针板复位尽量优先考虑顶出配件, (除客户要求弹簧)10.顶出尽量采用大一点的顶针(受力和 寿命)等等。说了这么多,想必大家对顶针和顶针标准都 有一定了解了,是不是觉得顶针
铣床加工顶针标准

φ3.0mm φ2.0mm 20mm以下 φ3.5mm
超过20mm厚度由WC 打孔
锣床加工顶针、镶针孔、线割穿线孔标准(非硬模)
标准孔径 加工孔径 加工厚度
避空孔径
备注
φ2.0mm以 下(包括 2.0mm)
全部WC打孔 机打孔
/
根据图纸要求
由WC加工,锣床负责 打中心点
φ2.5mm
捻加工到图 加工厚度 普通顶针为φ2.5mm 纸数 25mm以下 有托顶针为φ3.5mm
两面对接钻穿
以上所有顶针避空深度以图纸标注尺寸作标准。镶针、司筒针由WC加 工,MI负责钻避空孔及穿线孔。
φ5.5mm 以上
φ4.0mm
/
比标准孔径单边大 0.5mm
两面对接钻穿
以上所有顶针避空深度以图纸标注尺寸作标准
制定日期: 2007-8-1 修订日期: 2008-12-15
版本号: 2.0
铣床加工顶针、镶针孔、线割穿线孔标准(硬模)
标准孔径
加工穿线孔 孔径
加工厚度
避空孔径
备注
φ2.0mm以 下(包括 2.0mm)
全部WC打孔 机打孔
/
普通顶针为φ2.5mm 由WC加工, 锣床 有托顶针为φ5mm 负责打中心点
φ2.5mm
全部WC打孔 机打孔
/
普通顶针为φ2.5mm 由WC加工, 锣床 有托顶针为φ3.5mm 负责打中心点
加工厚度超过25mm 由WC加工,锣床负责 打中心点
φ3.0mm
捻加工到图 纸数
加工厚度 30mm以下
φ3.5mm
加工厚度超过30mm
由WC
打孔
φ3.5mm φ2.5mm 30mm
φ3.5mm
非常经典的塑模顶出系统设计标准
1顶针、扁顶针顶出
1.2 顶针位的布置原因
合理布置不合理布置
1—镶件2—扁顶针尖、薄钢
碰前模面
1—前模 2—顶针 3—后模
(5)防止尖钢、薄钢,特别是顶针顶面不可碰触前模面。
如上右图
1.3.顶针选用原因
1.4 顶针、扁顶针配合间隙
1.5顶针固定
固定顶针一般是在面针板加工台阶固定,为防止顶针转动,常用方式有两种:一种顶
回针
推板
边钉
垫块
台阶(猪嘴形)柱位
推板型芯
推板型芯
固定板
配合锥面
型芯产生过切
线切割
加工线
型芯锥面采用线切割加工时,注意线切割和型芯顶部应有的间隙,如图
延迟顶出
在一些模具中,某些顶针需要延迟顶出,以到达较理想的顶出效果。
如下列图所示,由于潜水浇口离塑件边很近,假设采用同步顶出,潜水浇口弹出时有可能会弹伤塑件,因此,顶针
用延迟顶出。
在顶出初始阶段,顶针3 并不动,当顶出行程到达
7,再推动顶针3 开场顶出流道,从而防止了浇口弹伤塑件的现象。
图中
程,顶针3 的顶出行程为H-S,其中S 的大小取决于潜水浇口的形状及其和塑件的远近程度等。