常 用 钢 种 焊 材 推 荐 表
bl常用钢材焊材选用表(钢材焊材对照表)
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
类别
组别
钢号
标准编号
Ⅰ
Ⅰ+Ⅰ
Q235-A.F
GB/T912、GB/T3274
Q235-A
GB/T912、GB/T3274
Q235-B
GB/T912、GB/T3274
Q235-C
GB/T912、GB/T3274
10
GB3087、GB6479、GB/T8163、GB9948
20
GB3087、GB/T8163、GB9948、JB4726
W607
H08MnA
SJ102
TG50
Ar
MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
常用焊接材料选用明细
常用焊接材料选用明细焊接是一种常见的金属加工方法,通过熔化母材和填充材料,使其融合在一起形成牢固的连接。
在选择焊接材料时,需要考虑多个因素,如母材的材质、焊接过程的特性以及所需的焊接强度等。
下面将介绍几种常用的焊接材料及其选用明细。
1.铁素体不锈钢焊接材料铁素体不锈钢焊接材料主要用于焊接含铁素体不锈钢的结构件,如304、321、316L等。
选用明细如下:-母材为304、321、316L等铁素体不锈钢时,选择相同或类似成分的焊丝,如ER308、ER321、ER316L等。
-当焊接不锈钢与低合金钢时,选择焊丝ER307、ER309L等。
-焊接厚度较大的构件时,可选择焊丝ER309L、ER310、ER312等。
2.铝合金焊接材料铝合金焊接材料主要用于焊接铝合金构件,如6061、5083、7075等。
选用明细如下:-母材为铝合金时,选用相同或类似成分的焊丝,如ER4043、ER5356等。
-焊接高强度铝合金时,可选择焊丝ER5183、ER5556等。
3.钛合金焊接材料钛合金焊接材料主要用于焊接钛合金构件,如Ti-6Al-4V等。
选用明细如下:-母材为钛合金时,选择相同或类似成分的焊丝,如ERTi-6Al-4V等。
4.镍合金焊接材料镍合金焊接材料主要用于焊接镍合金构件,如Hastelloy、Inconel 等。
选用明细如下:-母材为镍合金时,选择相同或类似成分的焊丝,如ERNiCr-3、ERNiCrCoMo-1等。
5.碳钢焊接材料碳钢焊接材料主要用于焊接碳钢构件,如Q235、A36等。
选用明细如下:-母材为普通碳钢时,选择相同或类似成分的焊丝,如ER70S-6等。
-焊接高强度碳钢时,选择焊丝ER80S-G等。
6.高合金钢焊接材料高合金钢焊接材料主要用于焊接高合金钢构件,如P91、P92等。
选用明细如下:-母材为高合金钢时,选择相同或类似成分的焊条,如E9015-B9等。
总的来说,选择焊接材料时需要考虑母材的材质、焊接条件和要求的焊接强度等。
常用钢材的焊接材料推荐表

E43XX
GB/T8110:
ER49-X
GB/T10045:
E43XTX-XGB/T17493:
E43XTX-X
GB/T5293:
F4XX-H08A
Q235
Q275
Q235GJ
Q235q
Q235NH
Q265GNH
Q295NH
Q295GNH
ZG275-485H
T5117:
E43XX
注:1被焊母材有冲击要求时,熔敷金属的冲击功不应低于母材规定;
2母材厚度不小于25mm时,宜采用低氢型焊接材料;
3表中X对应焊材标准中的相应规定;
a耐候钢的焊接材料除力学性能外,还应满足与母材相匹配的耐候要求;
b仅适用于厚度不大于35mm的Q345q钢及厚度不大于16mm的Q370q钢;
c仅适用于厚度不大于16mm的Q420q钢。
E50XX
GB/T5118:
E50XX-X
GB/T8110:
ER49-XER50-X
GB/T10045:
E43XTX-XE50XTX-XGB/T17493:
E43XTX-X
E49XTX-X
GB/T5293:
F4XX-H08A
GB/T12470:
F48XX-H08MnA
Q355
Q390
Q345GJ
Q390GJ
F5XX-H10Mn2
GB/T12470:
F48XX-H08MnA
F48XX-H10Mn2
F48XX-H10Mn2A
Q420
Q420GJ
Q420q
Q415NH
-
GB/T5118:
E5515、16-X
常用钢号选用焊接材料

常用钢号推荐选用的焊接材料
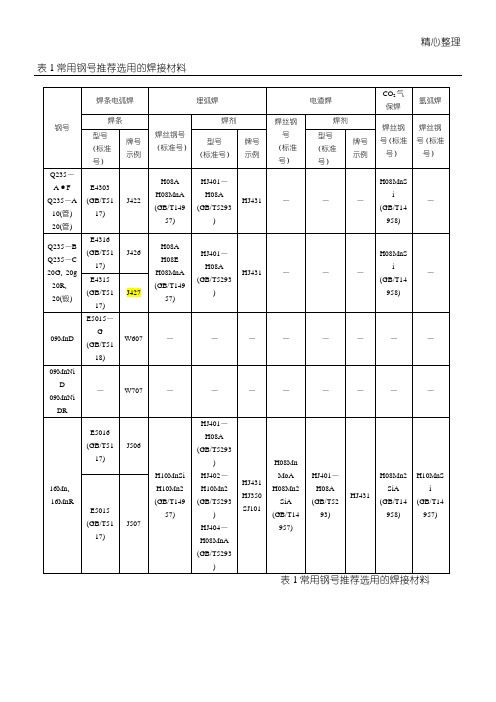
精心整理表1常用钢号推荐选用的焊接材料
JB/T4709—2000
表2常用钢号分类分组
清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法
和焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于
焊件厚度的3倍,且不小于100mm。
表
表3不同
钢号相焊推荐选用焊接材料表
表3不同钢号
相焊推荐选用焊接材料表
)
JB/T4709—2000
表4常用焊材烘干温度及保持时间
JB/T4709—2000
表5常用钢号推荐的预热温度
5.9组对定位
5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定。
5.9.2尽量避免强力组装,定位焊缝间距要符合规定。
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。
常用钢材焊材选用表
E316-16
、
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
?
150℃1h
250℃1h
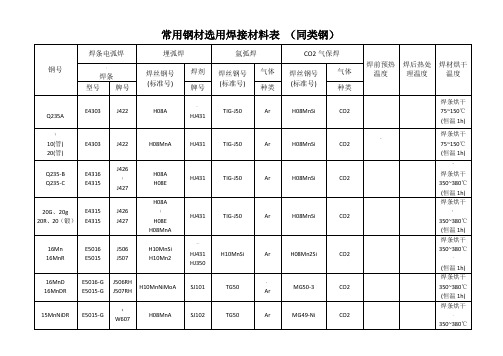
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
\
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
?
焊剂
Ⅶ
Ⅶ+1
1Cr18Ni9Ti
GB/T3280、GB/T4237、JB4728
0Cr18Ni9Ti
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
0Cr18Ni10TI
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
00Cr19Ni10
Ⅲ+Ⅳ
E5003
J502
150-250℃
'
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
\
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
-
J557
200-300℃
760℃±10℃
J557
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
$
(标准号)
焊剂
常用钢材焊材选用表
E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102,A107 150℃1h 250r1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T i
HJ260
H0Cr21Ni10T i
Ar
A132,A137 150r1h 250r1h
HJ350
强度型低合金 钢与耐热型低 合金钢焊接
U+W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
150-250℃
650-700℃
J507 380℃1-2H
田+ W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
n+(田-1)
n+(田-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃恒温1-2h
HJ350
可编辑
("+2)+(田+1)
("+2)+(田+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557380℃恒温1-2h
E5515-G
J557
H00Cr21Ni10
常用焊材推荐表
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
常用钢材焊材选用表
MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
12CrMo
E5515-B1
R207
H08CrMoA
(恒温1.5h)
12Cr1MoV
E5515-B2-V
R317
H08CrMoVA
HJ350
ER55B2MnV
Ar
200-300℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
1Cr5Mo
E5MoV-15
R507
H0Cr5Mo
Ar
200-300℃
760±10℃
焊条烘干
380~420℃
(恒温1.5h)
A302
H1Cr24Ni13
Ar
E310-16
A402
H1Cr26Ni21
Ar
E310-15
A407
H1Cr26Ni21
Ar
Ⅵ+(Ⅶ-1)
E309-16
A302
H1Cr24Ni13
Ar
150℃
恒温1h
E309-15
A307
250℃
恒温1h
类别
种类
钢号(标准编号)
Ⅰ
碳素钢
Q235-A、Q235-B、Q235-C、Q235-D(GB3274)
常用焊接材料选用表
实用标准文档大全一、一般情况下的焊材选用文档大全文档大全文档大全注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体文档大全环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7) a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
文档大全二、复合钢板焊接情况下的焊材选用文档大全三、异种钢板焊接情况下的焊材选用文档大全文档大全四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
400oC烘培1-2小 时,放入100150oC恒温箱
CHH307
R307.CHT81B2
5118 E5515-B2
o E81T1-B2C 350-380 C烘1-2 小时随烘随用
CHH407 CHE707Ni CHH507 CHH317
R407.CHT91B3
5118 E6015-B3 E7015-G E5MoV-15 E5515-B2-V
1-2006 E5515- B2VNb DGSK301.21 -2004 5118 E7515-G 5118 E5015-G 5118 E6015-G E9Mo-15 DGSK301.71 -2004 5118 E5015-G E410-15.16 E410NiMoE308-16 E347-16 E308L-16 E316-16 E316L-16 E2209-16
o E91T1-B3C 380-400 C烘1-2 小时随烘随用 E10015-G
H1Cr5Mo
E502-15
CHT81B2V/h12CrMoV DGSK1801.0
WC1 40Cr 4C C12 C12A WB36 马氏体 CA15 2Cr13 CA6NM CF8 0Cr18Ni9 CF8C 1Cr18Ni9Ti CF3 CF8M CF3M 1A CD4MCu 4A CD3MN 6A CD3MWCuN 2A CE8MN 3A CD6MN 34CrNiMo A148 90-60
焊 接 方 法 手工电弧焊 气体保护焊
CHE422 CHW-50C3
符合GB/T
5117 E4303
AWS
注意事项 焊条焊前须经
一般不须要烘 培,受潮情况
碳钢
CHE507
CHW-50C3
5117 E5015
E7015
350oC烘培1小 时,随烘随用
低温钢CΒιβλιοθήκη E507RH5118 E5015-G
ASME E7015-G
编制: 审核: 批准:
E7015-G E5018 E5018
E11018-M E7018 E7018
371-427℃ 1.5小时 204-260℃ 2.5 小时 204-260℃ 2.5 小时
备注
G24Mn6 G507 G507 4130 J857Cr R307 410/1Cr13Ni CHK207/202 CHK207/202 1、严格遵守表内对应焊材。 2、所有药芯焊丝仅供拍片件适用。 3、如遇特殊要求以工程师确定为准。 4、其它事项另行通知。
350-380oC,烘1 小时随烘随用
E11015-G E7015-G E9015-G E9015-B9 E9015-G 380oC烘1小时, 随烘随用 350oC烘培1小 时,随烘随用
E410250oC烘1小时, 15.16 随烘随用 E410NiMoE308-16 E347-16 E308L-16 E316-16 E316L-16 300-350oC烘1小 时,随烘随用
奥氏体
双相钢
280oC烘1.5小 E2209-16 时,尽可能采用 直流反接 371-427℃ 1.5小时
J707 J707RH J707Ni E7015-G E11018-M
A148 105-85 A27 65-35 A27 70-40
J707RH J506/7Fe J506/7Fe
J707Ni J506/7FeNi J506/7FeNi
CHE757 CHE507CrNi CHE607Ni CHH707 CHH717 CHH127 CHK207.202 CHK232 CHS102 CHS132 CHS002 CHS202.022 CHS022 CHS2209 CHM308.SQA308 H0Cr21Ni10Ti H00Cr21Ni10 CHM316L.SQA316L
常 用 钢 种 焊 材 推 荐 表
材料类型 钢号
ZG200-400 ZG230-450 ZG270-500 ZG310-570 ZG340-640 1.0455 WCA WCB WCC 25MnNi LCB LCC 15CrMo 20CrMo 30CrMo 35CrMo 25CrNiMo 34CrNiMo WC6 WC9 WC5 C5 1Cr5Mo 20CrMoV 低中合金 钢 15Cr1Mo1V CHH337