Minitab中如何制作正态分布及Xbar-R控制图PPT
Minitab中如何制作正态分布及Xbar-R控制图ppt课件

正态分布 X-Bar-R控制图
1
1. 将数据复制进Minitab中
2
2. 按图示路径找到正态
3
3. 获得如下提示框,左键将“C1测量数据” ,点击“选择”; 子组大小为:1(子组大小>1);输入规格上下限,点击“选项”,将想要的标题输入, 点击“确定”,获得正态分布图形
4
5.当有多列数据时,重复步骤1~2的方式;然后获得如下窗口,选择“子组跨数列”, 将“C1~C4的数据”选择,输入规格上下限,点击选项将标题输入后点击“确定”
5
6. 获得图形
6
Xbar-R
1. 将数据输入到minitab工作表中,按图示路径找到Xbar-R
7
2. 选择“子组的观测值位于多列的同一行中”,并将C1~C4的数据选择后, 点击“Xbar-R选项”,点击“检验”,按要求选择不同的检验要求后点击确定,再点击 “选项”,将想要的标题输入,点击“确定”,获得Xbar-R图形(如下页列与列之间长度应相同 添加上下限时不要在对边界打钩
10
MINITAB软件操作及应用课件PPT模板

假設檢驗的基本思想
我們應該得到 的樣本均值在 這里…
抽樣分布
…因此我們拒 絕原假設μ=20
…如果這是總 體的真實均值
20
μ=50
H1
樣本均值
雙側檢驗
某產品的馬達平均火數是否等於設計時預定的160W
從統計角度陳述問題 ( = 160) 從統計角度提出相反的問題 (160)
必需互斥和窮盡 提出原假設 ( = 160) 提出備擇假設 ( 160)
功效的應用
•功效的應用主要體現在兩個方面: 收集數据之前計算功效,可判斷假設檢驗能檢測到
設不成立時未能否定原假設)。
影響功效的因素
•樣本數量:增加樣本數量可提供有關總體的更多 信息,因此可以提高功效;
•α(類型 I 錯誤的概率):增大α值可增加功 效,α值變大否定原假設的可能性增大;
•σ(總體的變異性):當σ較小時,較容易檢測到 差异,有助於增加功效;
•總體效應的量值:總體越相似,越難檢測到差異, 功效降低。
1/2
拒绝 1/2 p值
实际值 H0值 实际值
样本统计量
單側檢驗
拒绝 p值
H0值 实际值
样本统计量
功效
你用的假設檢驗 可靠嗎?
•何為功效?
功效是指在假設檢驗中,當存在顯著效應或差异時 找到這些效應或差異的可能性;
功效是在原假設不成立時正確否定原假設的概率。 計算方法為:1-β,或 1-類型 II 錯誤(當原假
將列取消堆疊(或拆分)成更短的列
互相堆疊各列以生成更多的列
顯示用於生成數字的隨機樣本 的命令,從工作表的列中取樣 或從各種分布中取樣.
編輯器功能表的命令是動態的, 會因活動視窗的不同而變化:
Minitab之制图

实测性能
PPM < LSL
153846.15
PPM > USL PPM 合计
134615.38 288461.54
预期组内性能
PPM < LSL
87051.05
PPM > USL PPM 合计
84251.36 171302.41
预期整体性能
PPM < LSL
164507.47
PPM > USL PPM 合计
UCL=188.0386
36
24 12
0 187.6
187.7
187.8
187.9
188.0
单独值
187.9 187.8
_ X =187.8193
187.7
187.6
LCL=187.6001
1 6 11 16 21 26 31 36 41 46 51
Minitab制图 制图准备:
1.收集需制图数据资料,并打开Minitab
实测性能
PPM < LSL
153846.15
PPM > USL PPM 合计
134615.38 288461.54
187.6 187.7 187.8 187.9
预期组内性能
PPM < LSL
87051.05
PPM > USL PPM 合计
84251.36 171302.41
预期整体性能
PPM < LSL
点击标签
Minitab制图
二、概率图:
99
95 90 80 70 60 50 40 30 20 10 5
百分比
K18螺孔位置度的概率图
正态 - 95% 置信区间
MiNitab作控制图的方法
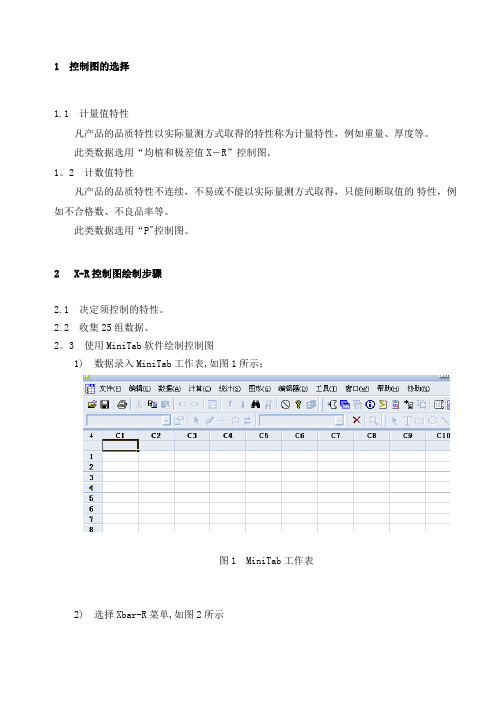
1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1。
2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P"控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2。
3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口 4)绘制X—R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2。
4 检查是否有超出控制界限的点,如图4中第5组数据。
2。
5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3。
1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表. 3.2 根据历史计算出的“均值"、“标准差”,绘制生产现场实时X —R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2)少数的点落在控制界限附近(但未超出控制界限).3)各点的分布呈随机状态。
4。
2 异常控制图的判读1)任何超出控制限的点2) 连续7个点在中心线之上或之下3)连续7个点上升或下降4)任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
Minitab控制图

控制图介绍
Minitab
Minitab
1.控制图的基本格式
• 控制图的基本格式如图所示。
质 量 特 性 数 据
●
● ● ● ● ● ● ●
UCL
● ●
CL LCL
子样号
• 中心线CL(Central Line)——用细实线表示; • 上控制界限UCL(Upper Cortrol Limit)——用虚线表示; • 下控制界限LCL(Lower Control Limit)——用虚线表示。
Minitab
2) 失控状态的判断
只要控制图上的点出现下列情况时,就可判断工序 为失控状态: • (a) 控制图上的点超出控制界限外或恰好在在界限上; • (b) 控制界限内的点排列方式有缺陷,呈现非随机排 列。
Minitab
控制图有缺陷的状态
• • (1)点越出控制界限。 (2) 点在控制界限附近,即在 2σ~3σ 之间。 ( 称为 警戒区间) a)连续3点中有2点在警戒区内(0.0053);
Minitab
控制图有缺陷的状态
(4)点有连续上升或下降趋向,如点数≥7,则判断 有系统性因素影响。
● ● ● ● ● ● ● ● ● ●
μ
-3σ
(5)点的波动呈现周期性变化,表明生产过程有系 统性因素发生。
Minitab
子集的变量控制图 X-bar R S X-bar-R X-bar-S
Minitab
• 检验 1 一个点距离中心线超过 3-sigma。检 验 1 评估变异模式是否稳定。 • 检验 1 提供出最强有力的缺乏控制证据。 • 如果过程中的较小偏移有意义,则可以使 用检验 2、5 和 6 对检验 1 进行补充,以便 生成敏感度更高的控制图
Minitab质量分析图表控制图 ppt课件
➢ 单击单值控制图选项,然后单击检验选项卡。 ➢ 选择执行所有的特殊原因检验,然后在每个对话框中单击确定。
质量2管021理/3/2学6
5
单值X控制图-绘制与分析
• 输出结果分析: • 检验 1。1 个点,距离中心线超过 3.00 个标准差。 • 检验出下列点不合格: 14, 23, 30, 31, 44, 45
LCL=0
9 11 13 15 17 19 21 样本
• 解释结果
➢ 样本标准差随机地落于控制图限制内。可以断定,班次之间故障的变异性 因常规原因所致,同班次无关。
质量2管021理/3/2学6
15
Xbar-R控制图-制作与分析
• 在同一个图形窗口中显示子组 平均值控 制图(X 控制图)和子组极差控制图(R 控制图)。X 控制图绘制在屏幕的上半部 分,R 控制图绘制在下半部分。通过同时 查看这两个控制图,可以同时跟踪过程水 平和过程变异,以及检测是否存在特殊原 因。
• 操作步骤:
➢ 1 打开工作表“机轴.MTW”。 ➢ 2 选择统计 > 控制图 > 子组的变量控制图 > R。
➢ 3 选择图表的所有观测值均在一列中,然后输入 AB间距。
➢ 4 在子组大小中,输入5。 ➢ 5 单击 R 选项,然后单击估计选项卡。 ➢ 6 在估计标准差的方法,子组大小 > 1 下,选择 Rbar。 ➢ 7 单击检验选项卡。 ➢ 8 选择执行所有的特殊原因检验。在每个对话框中单击确定。
➢ 3 选择图表的所有观测值均在一列中,然后输入供应商2。
➢ 4 在子组大小中,输入 5。单击确定。
质量2管021理/3/2学6
17
Xbar-R控制图-制作与分析
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
MINITAB使用指南(
MINITAB相关功能介绍
控制图应用
均值-极差控制图
在如图所示的操作界面中输入相关信息
MINITAB相关功能介绍
控制图应用
均值-极差控制图
点选统计量按钮,在如图所示的操作界面中点选均值
MINITAB相关功能介绍
控制图应用
均值-极差控制图
获得如图所示的数据
MINITAB相关功能介绍
量具R&R分析设计
依次点选菜单 统计 质量工具 量具研究 创建 量具R&R研究工作表
MINITAB相关功能介绍
MSA应用
量具R&R分析设计
在如图所示的操作界面中输入相关信息
MINITAB相关功能介绍
MSA应用
量具R&R分析
依次点选菜单 统计 质量工具 量具研究 量具 R&R研究(交叉)
MINITAB相关功能介绍
控制图应用
不合格数控制图
在如图所示的操作界面中输入相关信息
MINITAB相关功能介绍
控制图应用
不合格数控制图
点选C控制图选项按钮,在如图所示的操作界面中点 选检验分页,并点选检验(判异)规则
MINITAB相关功能介绍
控制图应用
不合格数控制图
最终获得如图所示的结果
常用图形
特性要因图
依次点选菜单 统计 质量工具 因果
MINITAB相关功能介绍
常用图形
特性要因图
在如图所示的操作界面中输入相关信息
MINITAB相关功能介绍
常用图形
柏拉图
依次点选菜单 统计 质量工具 Pareto图
MINITAB相关功能介绍
常用图形
柏拉图
在如图所示的操作界面中输入相关信息
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
注意事项
• 导入的数据列与列之间长度应相同 • 添加上下限时不要在对边界打钩
10
Minitab中如何制作正态分布及Xbar-R控制图
• 正态分布 • X-Bar-R控制图
1
1. 将数据复制进Minitab中
2
2. 按图示路径找到正态
3
3. 获得如下提示框,左键将“C1测量数据” ,点击“选择”; 子组大小为:1(子组大小>1);输入规格上下限,点击“选项”,将想要的标题输入, 点击“确定”,获得正态分布图形
4
5.当有多列数据时,重复步骤1~2的方式;然后获得如下窗口,选择“子组跨数列”, 将“C1~C4的数据”选择,输入规格上下限,点击选项将标题输入后点击“确定”
5
6. 获得图形
6பைடு நூலகம்
Xbar-R
1. 将数据输入到minitab工作表中,按图示路径找到Xbar-R
7
2. 选择“子组的观测值位于多列的同一行中”,并将C1~C4的数据选择后, 点击“Xbar-R选项”,点击“检验”,按要求选择不同的检验要求后点击确定,再点击 “选项”,将想要的标题输入,点击“确定”,获得Xbar-R图形(如下页PPT图示)