X6132铣床主轴的机械加工工艺及夹具设计
X6132主轴加工工艺及夹具设计 机械加工工艺过程卡片
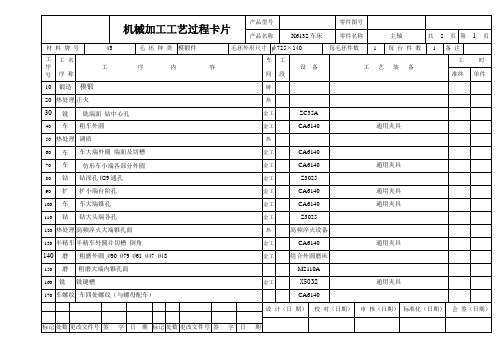
产品型号
零件图号
产品名称
X6132车床
零件名称
主轴
共
2
页
第
1
页
材料牌号
45
毛坯种类
模锻件
毛坯外形尺寸
725×140
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
锻造
模锻
铸
20
热处理
正火
热
30
铣
铣端面 钻中心孔
金工
ZC35A
40
车
粗车外圆
金工
CA6140
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
旋耕机
零件名称
犁刀变速齿轮箱体
共
2
页
第
2
页
材料牌号
20GrMnTi
毛坯种类
模锻件
毛坯外形尺寸
139×62
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
180
半精磨
通用夹具
50
热处理
调质
热
60
车
X6132机械结构设计

毕业设计(论文)说明书题目名称: X6132机械结构设计-2011-XIV学院:机械工程学院专业年级:机械设计制造及其自动化姓名:班级学号:指导教师:二O一一年六月五日摘要X6132万能铣床是一种通用的多用途机床,它可以用圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀及断面铣刀等刀具对对各种零件进行平面、斜面、螺旋面及成型表面的加工,还可以加装万能铣头分度头和圆工作台等机床附件来扩大加工范围。
常用的万能铣床有二种,一种是X6132W型卧式万能铣床,铣床水平方向放置;另一种是立式万能铣床,铣头垂直方向放置这两种铣床的工作原理都一样。
变速操纵是X6132W铣床传动系统最主要的部件之一,它将机床的主轴箱、进给箱等零件组成一个整体并使之保持正确的位置。
因此,变速箱的加工质量将直接影响机器的性能与使用寿命。
本次毕业设计实质上是用CAD软件对X6132变速操纵部分进行机械结构设计以及通过三维软件(UG)对变速操纵部分的特殊零件进行三维实体建模和模拟仿真,而且还做了相应的加工工艺分析。
关键词:工艺规程、UG、变速操纵AbstractX6132 universal milling machine is a general-purpose,It can be cylindrical cutter, wafer cutter, angle cutter, milling cutter and the cutter sections of various parts such as cutting tool with the plane, bevel, helical surface and forming the surface of the processing, you can also install universal milling head dividing head and round tables and other machine tool accessories to expand the processing range. Commonly used universal milling machine has two kinds, one is X6132W horizontal universal milling machines, milling machines placed horizontally; the other is universal vertical milling machine, milling head vertical milling machine placed the work of these two principles are the same.Transmission shift control is the most important parts X6132W one milling machine, it will machine tool spindle box, feed boxes and other integral parts of a whole and keep the correct position. Therefore, the transmission quality will directly affect the processing performance and service life of the machine.This design graduate with CAD software is essentially part of X6132 variable speed manipulation by mechanical structure design and 3d software (UG) of speed changing the special parts for manipulating part of 3d entity modeling and simulation, but also made the corresponding processing technology analysis.Keywords:Procedure specification、UG、Variable speed manipulation目录第1章绪论 (1)1.1 本课题的研究目的意义 (1)1.2 CAD的发展历程 (2)1.3 CAD技术的优越性 (3)1.4 CAD技术的发展及现状 (4)1.5 机械制造业的现状及面临的形式 (4)1.6 生产过程和生产工艺 (5)第2章基于UG做孔盘的建模以及模拟仿真 (6)2.1孔盘变速操纵机构工作原理 (6)2.2用UG软件对孔盘进行建模 (7)2.3孔盘的模拟加工 (9)2.3.1 进入CAM加工界面 (9)2.3.2 刀具的创建 (9)2.3.3 创建加工坐标系 (10)2.3.4 对孔盘进行平面铣 (12)2.3.5 孔盘的型腔铣 (14)第3章孔盘的加工工艺 (16)3.1孔盘材料的选择 (16)3.2孔盘零件图分析 (16)第4章轴零件加工工艺 (19)4.1 轴零件的功用与结构特点 (19)4.2主要技术要求 (19)4.3 轴零件的材料和毛坯 (20)4.4 轴零件的预加工 (20)4.5 主轴加工工艺过程分析 (21)4.5.1 主轴毛坯的制造方法及热处理 (21)4.5.2 定位基准的选择 (22)4.5.3 加工阶段的划分 (22)4.5.4 加工顺序的安排和工序的确定 (22)4.5.5 大批生产和小批生产工艺过程的比较 (23)4.6、主轴加工中的几个工艺问题 (24)4.6.1 锥堵和锥堵心轴的使用 (24)4.6.2 顶尖孔的研磨 (25)4.6.3 深孔加工 (25)结束语 (27)致谢 (28)参考文献 (29)第1章绪论1.1 本课题的研究目的意义最早的铣床是美国人惠特尼于1818年创制的卧式铣床;为了铣削麻花钻头的螺旋槽,美国人布朗于1862年创制了第一台万能铣床,这是升降台铣床的雏形;1884年前后又出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-决速”或“决速-进给”的自动转换。
CQM6132主轴前轴承加工工艺及夹具设计
1)机械设计手册
2)机械加工工艺设计手册
3)夹具设计手册
4)机床图册
5)其他相关资料
4.进度安排
设计(论文)各阶段名称
起 止 日 期
1
查阅和收集设计资料、绘制零件图
3月05日至3月15日
2
进行CQM6132主轴前轴承加工工艺及夹具设计并绘制毛坯图
3月16日至4月16日
3
填写机械加工工艺过程卡片和工序卡片
学生:指导教师:
接受任务时间
教研室主任(签名)系主任(签名)
1.毕业设计(论文)的主要内容及基本要求
1)绘制并审核零件图、毛坯图;
2)设计加工工艺并绘制工艺规程卡、工序卡;
3)设计夹具装配图;
4)编制夹具安装调整及使用维护说明书;
5)生产批量10000件/年。
2.2基准的选择2
2.2.1粗基准的选择2
2.2.1精基准的选择2
2.3制定工艺路线2
2.3.1机械加工余量、工序尺寸及毛坯的确定3
2.3.2确定切削用量及基本工时5
第3章专用夹具的设计26
3.1问题的指出26
3.2夹具的设计26
3.2.1定位基准的选择26
3.2.2切削力及夹紧力的计算26
3.2.3定位误差的分析27
本次设计的是CQM6132主轴前轴承的加工工艺以及夹具的设计,CQM6132车床主轴前轴承是滑动主轴,滑动轴承的承载能力大,回转精度高,润滑油膜具有抗冲击作用,那么在加工轴承的时候就有很高的加工工艺要求,因此在编制加工工艺时,要考虑到轴承的各项精度以及形状与位置公差等。
在设计加工内圆锥面三个圆弧油槽的专用夹具时,为了缩短加工每段圆弧的加工间隔时间,采用一转盘与轴承的螺纹联结来紧固轴承,夹具体和转盘接触的基面与夹具体的底面倾斜1.43°(等于工件被加工面的1:20锥度),通过其配合来达到旋转轴承的方向,当加工完一个油槽,即可加工下一个油槽,无须装卸工件,这样降低了轴承油槽的加工位置误差以及提高了加工效率。
X6132型万能卧式铣床
2-1 铣床的用途、运动联系及布局
一、铣床的用途 ⑴铣床的用途 铣削是以铣刀做主运动,工件或铣刀做进给运动,
在铣床上进行切削加工的过程。 铣削特点:铣削使用旋转的多刃刀具进行加工,
同时参加切削的齿数多,整个切削过程是连续的,加 工效率较高;但每个刀齿的切削过程是断续的,每个 刀齿的切削厚度是变化的,使切削力发生变化,产生 的冲击会使铣刀刀齿寿命降低,严重时引起崩齿和机 床振动,影响加工精度。要求机床在结构上有较高的 刚性和抗振性。
(机动):纵向680 mm,
横向240 mm,垂直300 mm
刀杆 吊架 纵向工作台
转台 横向工作台
升降台 底座
工作台的最大回转角度:±45° 主轴轴心线到工作台台面的距离:30~430 mm
主轴转速(18级):30~1500 rpm
立式升降台铣床
立式铣床与卧式铣床很 多地方相似。不同的是:它 床身无顶导轨,也无横梁, 而是前上部是一个立铣头, 其作用是安装主轴和铣刀。
此外,还有:吊架、 刀杆 等附属装置。
主轴 横梁 刀杆 吊架 纵向工作台
转台 横向工作台
床身
升降台 底座
五、机床的主要技术性能
横梁
(1)铣床型号及规格(右图)主轴
(2)主要技术参数
工作台的工作面积(宽× 长):320×1250 mm
工作台的最大行程(手
动):纵向700 mm,横向 床身 255 mm,垂直320 mm
6—卧式铣床。 1—万能升降台铣床。 32—工作台工作面宽320mm
X6132型万能卧式铣床,有两 条外联系传动链:一条是铣刀 的旋转,另一条是由进给电动 机所驱动的纵向或横向或垂直 方向的进给运动。
X6132卧式铣床主轴

1.1 毕业设计的目的及意义(1)促进自身发展,提高自身学习质量。
通过毕业设计,我们有更多的机会在不同的情境下去运用自己所学到的知识,从而体现自己的首创精神;而且可以从毕业设计中反馈出自己在学习中的不足,进而改善自己的学习,提高学习质量。
(2)培养自己发现问题,分析问题和解决问题的能力。
在毕业设计的过程中,我们必定会遇到形形色色的意想不到的问题和麻烦,这就要求我们通过各种可能的渠道分析和解决问题,从而提高我们在这方面的能力。
(3)完善和发展自身的设计理论。
通过该项目的研究,可以比较各种设计方法和理论,从中找出他们的优缺点,使设计最优化,完善和发展自身的设计理论。
1.2 毕业设计的基本要求随着现代技术的迅速发展,要求机械类高职学生,具有足够的理论知识、一定的创新能力和专业能力。
机械基础系列课程涵盖了机械制图、工艺、设计、维修等多门学科,对学生专业能力的培养有着非常重要的作用,从高职教育人才培养的目标来看,由于高职教育学时少,强调学生的应用能力和实践动手能力。
要做到这些,学生应综合自己学到的专业理论知识和相关的实践及创新意识,进行某一产品或零部件的设计,借以巩固学到的知识。
2 X6132卧式铣床主轴所选材料特点本课题来源于工厂X6132卧式铣床主轴,批量生产(1000根)。
为保证轴能可靠地传递动力,除了正确的结构设计外,还应合理地选择材料。
一般轴类零件的材料常用价格较为便宜的45钢,这种材料经调质或正火后,能得到较好的切削性能及较高的强度和一定的韧性,具有较好的综合力学性能。
对于中等精度而转速较高的零件,可选用40Cr等合金结构钢,经调质和表面淬火处理后同样具有较好的综合力学性能。
对于较高精度的轴,可选用轴承钢GCr15和弹簧钢65Mn等材料,经调质和表面高频感应加热淬火后再回火,表面硬度可达50-58HRC,并具有较高的耐疲劳性能和较好的耐磨性。
对于高转速和重载荷轴,可选20CrMnTi、20Cr等渗碳钢或38CrMoAl渗氮钢,经过淬火或氮化处理后获得较高的表面硬度、耐磨性和心部强度。
X6132A铣床主轴机械加工工艺规程与铣键槽专用夹具设计

2012届毕业设计说明书X6132A铣床主轴机械加工工艺规程与铣键槽专用夹具设计院、部:机械工程学院学生姓名:***指导教师:陈平职称副教授指导教师:邓兴贵职称副教授专业:机械设计制造及其自动化班级:机本0802学号:***********2012年 6 月摘要在机械制造工业中,由于被加工零件形状和表面以及精度要求不同而发展、产生了种类繁多的金属切削机床。
在生产实际中大量使用铣床、磨床、钻床、镗床以及直线运动机床等。
毕业设计是学生学完相应课程及先行课程之后进行的实习性教学环节,是大学生的必修环节,其目的在于通过机床运动的结构设计,使学生在设计构思,方案分析,结构工艺性,机械制图,零件计算,编写技术文件和查阅技术资料等方面得到综合训练,树立正确的设计思想,掌握基本的设计方法,培养学生具有初步的结构分析,结构设计和计算能力。
本次设计是对铣床主轴机械加工工艺规程与铣键槽专用夹具进行全面设计,使其满足实际生产工作的需要。
关键字:铣床;工艺;专用夹具;主轴;设计ABSTRACTIn machine manufacture industry,because is processed the components shape and surface as well as the procision request different develops、has produced the type many metal cutting engine bed.Is producing actual massive uses the milling machine,the grinder,the drilling machine,the boring lathe as well as the translation engine bed and so on.The graduation design is the practise teaching link which carries on afterwards in the student study corresponding curriculum and the advance curriculum,is university student's compulsory.Its goal lies in through the engine bed movement structural design ,causes the students in to draw up the transmission and in the speed change structure plan process,obtains the design idea,the plan analysis,the structure technology capability,the mechanical drawing,the comonents computation,the compilation technology document and aspect and so on consult technical data integrated trainings,set up the correct design concept,grasps the basic design method,and trains the students to have the preliminary structure analysis,the structural design and computation ability.The design is a special fixture for milling spindle machining process planning milling keyway design to meet the needs of the actual production work.Key words: milling machine ; Technology; Special fixture; spindle; design目录机械加工工艺规程 (1)1. 生产纲领及生产类型 (1)2. 零件的分析 (2)2.1 零件的作用 (2)2.2 零件的工艺分析 (2)4 基准的选择 (3)4.1 粗基准的选择 (3)4.2 精基准的选择 (3)5 制定工艺方案 (3)5.1 工艺路线的制定 (3)5.2 工艺方案的比较与分析 (5)6 机械加工余量,工序尺寸及毛坯尺寸的确定 (5)6.1毛坯直径的确定 (6)6.2毛坯长度L的确定: (6)7 确定切削用量及基本工时 (9)7.1工序二:车端面,钻中心孔 (9)7.1.1粗车Φ88.88端面 (9)7.1.2车Φ40端面 (10)7.2工序三:粗车各外圆 (11)7.2.1 粗车Φ88.88外圆 (11)7.2.2 粗车Φ65外圆 (14)7.2.3 粗车Φ55外圆 (15)7.2.4 粗车Φ45外圆 (15)7.2.5 粗车Φ42外圆 (16)7.2.6粗车Φ40外圆 (16)7.3 工序四:半精车各外圆 (17)7.3.1半精车Φ88.88外圆 (17)7.3.2半精车Φ65外圆 (19)7.3.3 半精车Φ55 (20)7.3.4 半精车Φ45 (21)7.3.5 半精车Φ42 (21)7.3.6半精车Φ40 (22)7.4工序五:钻Φ25.3孔 (22)7.5 工序六:钻Φ22、钻扩通孔Φ17 (23)7.5.1钻孔Φ22mm (23)7.5.2 钻Φ17mm (24)7.5.3 扩孔Φ17mm (25)7.6 工序七:车Φ22、Φ25.3孔及其倒角 (25)7.7 工序八:车Φ22孔 (26)7.8 工序九:车锥孔 (26)7.9工序十:粗精铣前端键槽 (27)7.9.1 粗铣 (27)7.9.2精铣: (28)7.10 工序十一:钻4-M12,2-M6螺纹底孔 (28)7.10.1.钻4-M12螺纹底孔: (28)7.10.2.钻2-M6螺纹底孔: (29)7.11 工序十二:攻4-M12,2-M6螺纹 (29)7.11.1 攻4-M12: (30)7.11.2.攻4-M6: (30)7.12 工序十三:精车各外圆、切槽,并倒角 (31)7.12.1 精车Φ88.88 (31)7.12.2 精车Φ65 (32)7.12.3精车Φ55 (33)7.12.4精车Φ45 (34)7.12.5精车Φ42 (34)7.12.6 精车Φ40 (35)7.12.7切槽3×1.5: (35)7.13 工序十五:粗精铣对称键槽 (36)7.13.1粗铣: (36)7.13.2 精铣 (37)7.14 工序十六:粗磨锥孔 (37)7.15 工序十七:车螺纹 (38)7.16 工序十八:粗精磨外圆Φ65,Φ40 (39)7.16.1.粗磨外圆Φ65: (39)7.16.2.粗磨外圆Φ40: (40)7.16.3.精磨: (40)7.17 工序十九:粗精磨端面 (41)7.17.1 粗磨: (41)7.17.2.精磨端面 (42)7.18 工序二十:精磨Φ22 (44)7.19工序二十一:精磨锥孔 (44)8 工艺规程总结 (45)9夹具设计 (45)9.1问题提出 (45)9.2夹具体设计 (45)9.2.1定位基准的选择 (45)9.2.2夹紧力 (46)9.2.3夹具体与定位键 (47)9.2.4定位误差分析 (47)9.2.5 夹具设计及操作的简要说明 (48)结束语 (48)致谢 (50)参考资料 (51)附录 (52)机械加工工艺规程毕业设计是在我们学完了大学的全部基础课、技术基础课以及专业课之后进行的。
XA6132卧式万能铣床讲解.pdf

1 XA6132卧式万能铣床的主要结构结构:箱形的床身固定在底座上,在床身内装有主轴传动机构和主轴变速机构。
在床身的顶部有水平导轨,其上装着带有一个或两个刀杆支架的悬梁。
刀杆支架用来支承安装铣刀心轴的一端,而心轴的另一端固定在主轴上。
在床身的前方有垂直导轨,一端悬持的升降台可沿垂直导轨做上下移动,升降台上装有进给传动机构和进给变速机构。
在升降台上面的水平导轨上,装有溜板,溜板在其上做平行主轴轴线方向的运动(横向移动,又称前后运动),溜板上方装有可转动部分,转动部分对溜板可绕垂直轴线转动一个角度。
在转动部分上又有导轨,导轨上安放有工作台,工作台在转动部分的导轨上做垂直于主轴轴线方向的运动(纵向移动,又称左右运动)。
这样工作台可在上下、前后、左右三个相互垂直方向上均可运动,再加上转动部分可对溜板垂直轴线方向转动一个角度,这样工作台还能在主轴轴线倾斜方向运动,从而完成铣螺旋槽的加工。
为扩大铣削能力还可在工作台上安装圆工作台。
图2-4-1 XA6132卧式万能铣床的主要结构2 XA6132卧式万能铣床的运动形式铣床的运动形式:主运动、进给运动及辅助运动。
主运动:铣刀的旋转运动即主轴的旋转运动;进给运动:工件夹持在工作台上在垂直于铣刀轴线方向做的直线运动。
包括工作台上下、前后、左右三个相互垂直方向上的进给运动;辅助运动:工件与铣刀相对位置的调整运动即工作台在上下、前后及左右三个相互垂直方向上的快速直线运动及工作台的回转运动称为辅助运动。
3 XA6132卧式万能铣床电气控制要求1)结构上主轴传动系统在床身内,进给系统在升降台内。
主运动与进给运动之间没有速度比例协调的要求,故采用单独传动。
2) 主轴电动机空载起动,能进行顺铣和逆铣,用正、反转来实现。
在加工前需预选,在加工中方向不改变。
3) 铣削加工是多切削刃不连续加工,因此为减轻负载波动,往往在主轴传动系统中加入飞轮,使转动惯量加大,但为实现主轴快速停车,对主轴电动机应设有停车制动。
X62w铣床主轴机械加工工艺编程及钻床夹具设计

科技Scienc 科技创新科技视界e &Technology Vision 科技视界在机械结构中,支架类零件使用较为广泛,主要目的就是支撑,并且还能够定位。
虽然支架形式和结构都根据不同的支撑功能变化,但是还存在部分共同特点。
比如,部分结构较为复杂,具有凸台、圆孔、加强筋、倾斜表面等结构,如果不对其好好的处理,就会对零件自身加工精度造成影响,还会影响机械设备装配精度,使设备使用性能和寿命缩短。
所以,合理加工设计能够对加工质量进行保证。
那么,本文就对钻床夹具设计进行分析。
1铣床主轴机械加工工艺1.1选择定位基准因为主轴中间具有通孔加工,不能够使用中心孔成为统一基准,工序使用互为基准。
将外圆表面及孔口倒角成为定位基准,对主要表面位置精度进行保证,在对定位基准选择的过程中,要求统一工序基准,尤其是精磨锥孔的时候,将支撑轴径作为定位基准,支撑轴径就是主轴测量基准及装配基准,三种基面相互结合会降低定位误差,以此提高互相位置精度。
在实现车削加工的过程中要首先进行粗加工,车削轴两端面钻出中心孔,然后进行调制处理,之后进行精加工,从而满足图纸需求的技术指标。
要想满足图纸需求技术指标,精加工尤为重要。
在精磨主轴各个外圆表面的时候,都是通过外侧表面自身实现定位[1]。
1.2主轴精加工主轴外圆和锥孔加工的过程中可以使用简单的工装实现,为了对两轴径圆柱度0.002进行保证,可以根据以下方式实现:利用MS1320E 高速外圆磨床;定位锥面芯轴两端中心孔,两端中心孔同轴度为0.001之内,主轴和锥面芯轴组装,使用螺母拧紧,使主轴及锥面芯轴成为一体,从而保证主轴装卡牢固,避免出现松动的情况。
使用纵向磨削方法磨削轴径,砂轮速度较低,砂轮磨损会过高,降低磨粒削刃锋利的程度。
砂轮设置为438mm ,工件线速度为6.5m /分,横向进给量为0.004-0.0001。
2钻床夹具的设计2.1夹具的构成图1夹具的构成夹具主要作用就是零件定位夹紧,并且其位置也要能够和机床相互连接,实现定位作用,对夹具、机床也具有对刀的作用,对零件加工的精准性进行保证,X62w铣床主轴机械加工工艺编程及钻床夹具设计何溢雄(广州市蓝天技工学校,广东广州510000)【摘要】在实现机械加工的过程中,为了便于机床定位,对加工精度进行保证,就必须固定零件位置,从而能够使刀具具有参考位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在这次的毕业设计中我选择的课题是X6132铣床的主轴设计,说明书第一章是引言主要包括了两方面的内容一是设计说明二是设计目的;第二章是零件的分析包括了两个内容的作用和工艺分析;第三章是工艺规程设计主要内容包括了确定毛坯的制造形式定位基准的选择、制订工艺路线、机械加工余量、工序尺寸及毛坯尺寸的确定。第4章是确定切削用量及工时的计算。第5章是夹具的设计与计算
优秀设6132铣床主轴加工工艺
及夹具设计
学 生
系 别
专 业 班 级
学 号
指 导 教 师
摘
我国的制造工艺与技术装备相对落后于工业发达的国家,我国大多数企业目前还采用较落后的制造工艺及技术装备生产,优质高效率低耗工艺的普及率不足10%数控机床及高效设备不足5%。在产品开发设计的技术手段方面,我国CAD的覆盖率仅为5%。不能及时开发设计具有创新和独占性的市场的新产品。总之,我国的制造技术与水平还存在阶段性的差距,而我国的机械制造装备产业也是大致如此。
关键词:数控机床、产品开发能力、夹具的设计与计算
ABSTRACT
The manufacturing craft and the technique material of the our country are opposite to get behind with an industrial flourishing nation, our country most business enterprises still adopt to fall behind more so far of the manufacturing craft and the technique material produce, the superior quality is high-efficiency low consume a not enough 10% number of the universality rate of the craft to control tool machine and efficiently the equipments is not enough 5%.Develop the technique means aspect of[with] design in the product, the our country CAD overlays a rate is 5% only.Can't develop the new product that the design has the market of[with] innovation and monopoly in time.In fine, our country of the manufacturing technique and level still exist a stage margin, and our country of the machine manufacturing material the industry is also mostly such.
At present, make the technical development trend BE:Have to enhance the product of have oneself's innovative technology development ability, shorten a product to appear on market time, exaltation the product quality and produce an efficiency, improve the market of the business enterprise contingency ability thus with comprehensive competition ability.Value the basic manufacturing craft of the forerunner and the research of the special kind craft, value a research that make the technical research and advanced tool machine,knife of ability's, the automation that studies a high performance processes tool machine, develop the etc. is according to the material of the new craft, is is be a nasty mistake.
I choose in this graduation design of the topic is the principal axis design of the X6132 millers, the manual chapter 1 contents that was a preface to mainly include both side a is a design to explain two is design a purpose;Chapter 2 analysis that is a spare parts included two function and the craft analysis of contentseses;Chapter 3 choice of the manufacturing form fixed position basis that was the craft rules distance to design a main contents to include certain semi-finished product,establish the assurance that the craft route,machine processes amount of remaining,the work preface size and the semi-finished product size.Chapter 4s calculation that is assurances to slice to pare dosage and man-hour.Chapter 5s design and the calculation that is tongses