宽厚板热矫直机中矫直模型的应用
《2024年中厚板矫直机矫直辊变形及弯辊模型研究》范文
《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机是金属板材加工过程中不可或缺的重要设备,其核心工作原理是利用矫直辊对板材进行压力矫直。
在矫直过程中,矫直辊的变形及弯辊模型的研究对于提高矫直效率、保证产品质量具有重要意义。
本文旨在深入探讨中厚板矫直机矫直辊的变形问题及弯辊模型的研究,以期为相关领域的科研和工程实践提供理论支持。
二、矫直辊变形问题分析1. 变形原因分析矫直辊在长期使用过程中,由于受到板材的压力、摩擦力以及热应力的作用,会产生一定的变形。
这些变形主要包括辊面磨损、辊身弯曲以及辊颈偏移等。
其中,辊面磨损会导致矫直效果下降,辊身弯曲会影响矫直精度,而辊颈偏移则可能导致矫直辊的振动和噪声。
2. 变形对矫直过程的影响矫直辊的变形会对矫直过程产生不利影响。
首先,变形会导致板材的矫直精度下降,使板材的几何尺寸和形状无法满足生产要求。
其次,变形还会增加矫直过程中的能耗,降低设备的运行效率。
此外,严重的变形还可能导致设备故障,影响生产安全。
三、弯辊模型研究为了解决矫直辊的变形问题,本文提出了弯辊模型的研究。
弯辊模型是一种通过调整矫直辊的弯曲程度来补偿其变形的方法。
该模型基于弹性力学和塑性力学原理,通过分析矫直辊的受力情况和变形规律,建立数学模型,实现对矫直辊弯曲程度的精确控制。
1. 弯辊模型建立弯辊模型的建立需要考虑多个因素,包括矫直机的结构参数、矫直辊的材料性能、板材的力学性能等。
通过分析这些因素对矫直辊变形的影响,建立数学模型,实现对矫直辊弯曲程度的精确计算。
在建立模型过程中,需要运用弹性力学和塑性力学的原理,对矫直过程中的应力、应变等物理量进行准确描述。
2. 弯辊模型的应用弯辊模型的应用可以有效提高矫直精度和效率。
通过调整矫直辊的弯曲程度,可以补偿其变形对板材的矫直效果的影响。
同时,弯辊模型还可以实现对矫直过程的实时监控和优化,提高设备的运行效率和生产安全。
在应用过程中,需要根据实际情况对模型参数进行优化和调整,以适应不同的生产需求。
《2024年中厚板矫直机矫直辊变形及弯辊模型研究》范文

《中厚板矫直机矫直辊变形及弯辊模型研究》篇一一、引言中厚板矫直机作为现代工业制造过程中的关键设备,对钢板的生产质量和生产效率有着直接的影响。
而矫直辊的变形以及弯辊模型的准确性和效率是影响矫直机工作性能的重要因数。
本文针对中厚板矫直机矫直辊变形问题以及弯辊模型进行研究,旨在提高矫直机的矫直精度和效率。
二、矫直辊变形研究1. 变形原因分析矫直辊的变形主要来源于机械应力、热应力以及材料自身的应力。
机械应力主要由矫直过程中的材料压力和摩擦力引起;热应力则由矫直过程中产生的热量导致温度变化而产生;材料自身的应力则与材料的热膨胀系数、弹性模量等物理性质有关。
2. 变形影响矫直辊的变形会导致矫直精度的降低,影响钢板的质量。
同时,变形还会增加矫直过程中的能耗,降低生产效率。
因此,研究矫直辊的变形机理,对提高矫直机的性能具有重要意义。
三、弯辊模型研究1. 弯辊模型的基本原理弯辊模型是矫直机工作的重要依据,其基本原理是通过控制矫直辊的弯曲程度,使钢板在经过矫直辊时产生反向弯曲,从而达到矫直的目的。
弯辊模型的准确性直接影响到矫直效果。
2. 弯辊模型的建立与优化弯辊模型的建立需要考虑到钢板的材质、厚度、宽度等多种因素。
通过建立数学模型,对矫直过程中的各种参数进行优化,以提高矫直精度和效率。
同时,需要根据实际生产过程中的数据,对模型进行不断的修正和优化。
四、研究方法与实验结果1. 研究方法本研究采用理论分析、数值模拟和实验研究相结合的方法。
首先,通过理论分析研究矫直辊的变形机理和弯辊模型的基本原理;然后,利用数值模拟软件对矫直过程进行模拟,分析矫直辊的变形和弯辊模型的效果;最后,通过实验研究验证理论分析和数值模拟的结果。
2. 实验结果实验结果表明,通过对矫直辊的变形和弯辊模型的研究,可以有效提高矫直机的矫直精度和效率。
同时,优化后的弯辊模型能够更好地适应不同材质、厚度和宽度的钢板,提高了生产的灵活性和效率。
五、结论与展望本文通过对中厚板矫直机矫直辊变形及弯辊模型的研究,深入分析了矫直辊的变形机理和弯辊模型的基本原理。
第五代高性能中厚板矫直机开发应用

第五代高性能中厚板矫直机开发应用发布时间:2021-07-01T17:01:34.730Z 来源:《科学与技术》2021年第29卷第7期作者:马晓明1 王焜盟1 王建1[导读] 矫直机是中厚板生产线的核心装备,直接决定了板材的成品质量。
随着国内轧钢技术的不断发展,马晓明1 王焜盟1 王建1北京冶自欧博科技发展有限公司北京 100071;摘要:矫直机是中厚板生产线的核心装备,直接决定了板材的成品质量。
随着国内轧钢技术的不断发展,现代控冷控轧等先进轧制工艺的普遍应用,被矫直钢板宽度、厚度、平直度以及钢材屈服极限的要求都在不断提高,对矫直机的性能要求也越来越高。
依据上述分析,我们有针对性地开发了新一代高强度矫直机。
突破了制约中厚板生产线的瓶颈,它的推广必将带动一轮产业升级。
关键词:矫直机;预应力互锁;超高密布;辊系。
中图分类号:0前言目前国内现有中厚板矫直机设备比较老旧,受传统设计结构的限制较大,实际矫直力上限在1000~1200吨。
电气控制系统比较简单,自动化程度较低,操作参数设定多为操作工判别,难以实现标准化生产,无法实现自动矫直,在生产中存在着较多问题,不能满足高强钢的矫直需求,已经无法适应现代中厚板生产。
亟待改造提升或新建高性能的高强钢矫直机设备。
由于矫直机的全部矫直力都是要通过辊系来承受,并最终传递到机架上。
现有的矫直机机架主要有两类,一类铸钢牌坊,在矫直过程中弹性形变量较大,会直接影响矫直后钢板的质量,一类采用预应力机架,通过四根预紧螺杆,八个锁紧螺母将上横梁、底座、立柱组合在一起的组合焊接式结构。
机架刚度均有不足。
而现有的矫直机辊系,支承辊布置没有有效的利用空间,支承辊排数受限,使得整个辊系的承载能力不足,而且支承辊为整排调整不能单独调整。
开发高强钢矫直机的工艺和设备技术,是整个市场的需求。
为进一步提高钢板的板形,提高成品板矫直精度,满足高强钢生产的需求,我公司立项进行了第五代高性能强力矫直机设备[]及智能操控系统系列产品的研发,结合中厚板矫直机的应用实际,在结构方面克服现有技术的缺点。
矫直机控制原理的分析与应用
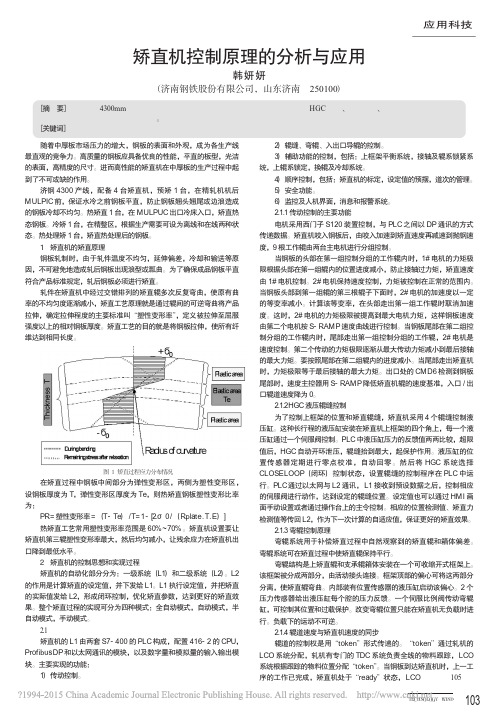
[摘要]根据济钢4300mm 矫直机的使用情况,描述矫直机的矫直原理,主要分析液压HGC 系统、弯辊系统、传动系统的控制原理和功能,自动化一级和二级之间的数据交换。
[关键词]矫直机;自动化;一级系统;二级系统矫直机控制原理的分析与应用韩妍妍(济南钢铁股份有限公司,山东济南250100)随着中厚板市场压力的增大,钢板的表面和外观,成为各生产线最直观的竞争力。
高质量的钢板应具备优良的性能,平直的板型,光洁的表面,高精度的尺寸。
进而高性能的矫直机在中厚板的生产过程中起到了不可或缺的作用。
济钢4300产线,配备4台矫直机,预矫1台,在精轧机机后MULPIC 前,保证水冷之前钢板平直,防止钢板翘头翘尾或边浪造成的钢板冷却不均匀。
热矫直1台,在MULPUC 出口冷床入口,矫直热态钢板。
冷矫1台,在精整区,根据生产需要可设为离线和在线两种状态。
热处理矫1台,矫直热处理后的钢板。
1矫直机的矫直原理钢板轧制时,由于轧件温度不均匀,延伸偏差,冷却和输送等原因,不可避免地造成轧后钢板出现浪型或瓢曲。
为了确保成品钢板平直符合产品标准规定,轧后钢板必须进行矫直。
轧件在矫直机中经过交错排列的矫直辊多次反复弯曲,使原有曲率的不均匀度逐渐减小,矫直工艺原理就是通过辊间的可逆弯曲将产品拉伸,确定拉伸程度的主要标准叫“塑性变形率”,定义被拉伸至屈服强度以上的相对钢板厚度。
矫直工艺的目的就是将钢板拉伸,使所有纤维达到相同长度。
图1矫直过程应力分布情况在矫直过程中钢板中间部分为弹性变形区,两侧为塑性变形区,设钢板厚度为T ,弹性变形区厚度为Te ,则热矫直钢板塑性变形比率为:PR=塑性变形率=(T-Te )/T=1-[2.σ0/(Rplate.T.E )]热矫直工艺常用塑性变形率范围是60%~70%。
矫直机设置要让矫直机第三辊塑性变形率最大,然后均匀减小,让残余应力在矫直机出口降到最低水平。
2矫直机的控制思想和实现过程矫直机的自动化部分分为:一级系统(L1)和二级系统(L2)。
热矫直机自动矫直功能的开发
热矫直机自动矫直功能的开发发布时间:2022-10-30T07:10:03.077Z 来源:《科学与技术》2022年第13期作者:胡清来[导读] 伴随着经济的快速发展和生产规模的不断扩大,客户对钢材的质量和精度要求越来越高,很多钢种必须经过矫直才能达到客户的要求,矫直质量已经逐渐成为衡量产品竞争力的重要标志。
胡清来江苏省张家港市沙钢集团宽厚板二车间江苏连云港 215600摘要:伴随着经济的快速发展和生产规模的不断扩大,客户对钢材的质量和精度要求越来越高,很多钢种必须经过矫直才能达到客户的要求,矫直质量已经逐渐成为衡量产品竞争力的重要标志。
江苏沙钢集团宽厚板二车间的热矫直机位于快速冷却装置的出口,其主要作用是在钢板冷却后对钢板进行矫直,但日常操作的主要模式却是半自动加手动,而且在自动模式下有些功能并不完善。
本文详细讲述了热矫直机的功能,以及在原来的基础上开发新的自动矫直功能。
关键字:矫直道次、辊缝、模式、矫直速度。
Abstract: the hot straightener in the No. 2 wide and heavy plate workshop of Jiangsu Shagang Group is located at the outlet of the rapid cooling device. Its main function is to straighten the steel plate after the steel plate is cooled. However, the main mode of daily operation is semi-automatic plus manual, and some functions are not perfect under the automatic mode. This paper describes in detail the functions of the hot straightener and the development of a new automatic straightening function based on the original one.Keywords: straightening pass, roll gap, mode, straightening speed.1.热矫直机功能和操作模式1.1热矫直机的功能江苏沙钢集团宽厚板二车间热矫直机设备设置在加速冷却系统之后,钢板在轧制的过程中,由于整块钢板表面温度不均匀,因此钢板各个部位的延伸存在一定的偏差,以及钢板再经过加速冷却系统外加辊道输送的原因,不可避免的造成轧后钢板板型出现波浪和瓢曲的情况。
宽厚板热矫直机技术研究

宽厚板热矫直机技术研究
王 宇 胡高举
(中冶赛迪公司设备成套事业部,重庆 400013)
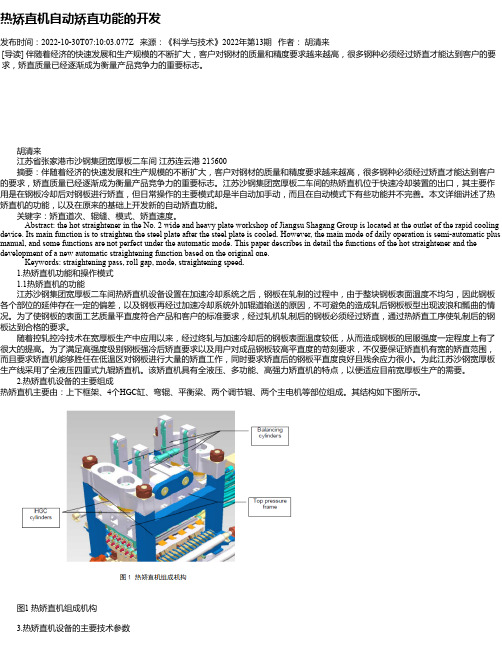
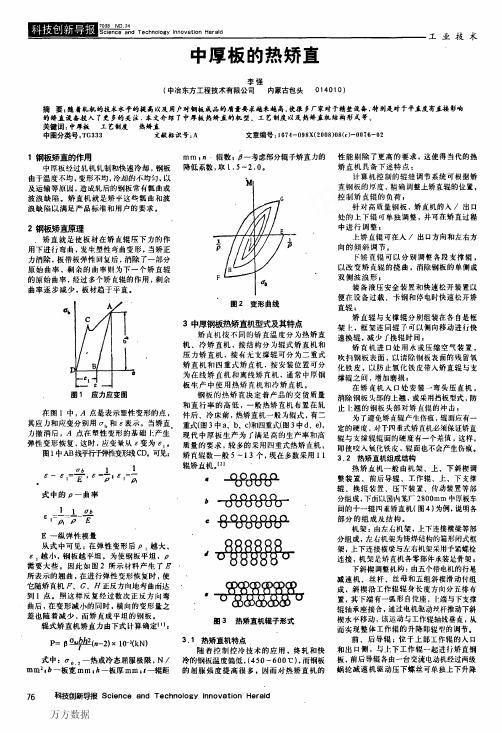
摘要:以宽厚板热矫直机为例,着重研究了宽厚板热矫直技术,分析了该机型的热矫直机设备功能、规格和结构 特点,并研究了该热矫直机的离线矫直模型和在线矫直模型。
关键词:宽厚板;热矫直机;离线矫直模型;在线矫直模型
矫直过程厚度为
e,则热矫直钢板塑性变形比率为( e)/ 。图 4 为热矫直机采用“小变形矫直”方案矫直 X70 管线 钢板的热矫直过程模拟图。该过程中,钢板温度 450 ℃,要求的塑性变形比率为 65%。图中实线曲 线表示相应颜色矫直辊强加给热矫直钢板的应力, 虚线曲线表示热矫直钢板刚通过某相应颜色矫直 辊后的残余应力。
矫直辊长度/mm: 5 100;
支承辊直径/mm: Ø 360;
矫直辊间距/mm: 380;
矫直辊开口度/mm:300;
主液压缸/mm: 4 - Ø 680× 330;
主缸工作压力/MPa:25 ~ 27.5;
主传动电机:2 × AC 850 kW,0/750/1 500
(m/min)。
(3)热矫直机性能参数
综合 温度
工 况 系 数 厚度
硬度 弹性模量
矫直过程 模拟仿真
辊缝预设定
开始 反复迭代直至 塑性变形比率达标 或 矫直力和矫直力矩极限
矫直力 矫直力矩 塑性变形比率
计算每根矫直辊 上的塑性变形
矫直机内 钢板曲率半径
矫直辊 位置
离线模型
钢板 厚度
+0
塑性变形比率
+0
塑性变形区
弹性变形区
弯曲半径 塑性变形区
矫直技术在中厚板平直度控制中的应用

第16卷第1期·38’2010年2月宽厚板WIDEANDHEAVYPLATEV01.16.No.1February2010现代辊式矫直技术在中厚板平直度控制中的应用沈继刚李宏图(中冶赛迪工程技术股份公司)摘要在简要介绍中厚板生产中出现的平直度缺陷的基础上,详尽分析了控制平直度缺陷的现代矫直技术和采用现代矫直技术的典型矫直机的技术结构特征。
针对近期国内中厚板生产线迅猛发展的现状,列举了现代辊式矫直机在国内相关中厚板生产厂的应用情况。
关键词中厚板现代矫直技术平直度EngineeringApplicationofModernRollLevellingTechnologyinFlatnessControlofMediumandHeavyPlateShenJigangandLiHongtu(SteelRoilingDepartment,CISDIEngineeringCo.Ltd)AbstractBasedthebriefintroductionoftheflatnessdefectsexistinginmediumandheavyplateproduction,thepaperanalysesindetailmodemrolllevellingtechnologyforcontrollingflatnessdefectsandtechnicalfeaturesoftyp-ieallevelerofmodemlevellingtechnologydesign,describestheapplicationsofmodemrolltypelevelerindomesticmediumandheavyplaterollingplantsbysummarizingtherecentsituationofrapidlydevelopedmediumandheavyplateproductionlinesathome.、KeywordsMediumandheavyplate,Modemrolllevelingtechnology,Flatness0前言中厚板是国民经济建设和国防建设中的重要基础材料,是工业进程和发展过程中不可缺少的钢铁品种,广泛应用于船舶、桥梁、石化、锅炉、压力容器、高层建筑及军工等行业。
中厚板的热矫直
针对高质量钢扳,矫直机的入/出口
处的上下辊町单独调整,并可在矫直过程 中进行凋整;
上矫直辊可在入/出口方向和左右方 向的倾斜调节。
F矫育辊可以分别调整各段支撑辊, 以改变矫直辊的挠曲,消除钢板的单侧或
双侧波浪形l 装备液压安全装置和快速松开装置以
2.期刊论文 宋耀华.张光新.周佩.詹胜利.李海麒.程晓茹.任勇.胡衍生.SONG Yao-hua.ZHANG Guang-xin.ZHOU Pei
.ZHAN Sheng-li.LI Hai-qi.CHENG Xiao-ru.REN Rong.HU Yan-sheng 脆性温度区工艺对中厚板裂纹的影响 -武钢
为了避免矫直辊产,E伤痕,辊面应有一
定的硬度,对丁明霞式矫直机必须保证矫直 辊与支撑辊辊面的硬度有一个差值,这样, 即使咬入氧化铁皮,辊面也不会产生伤痕。 3.2热矫直机组成结构
热矫直机一般由机架、上,下斜楔调 整装置、前后导辊、工作辊、上、下支撑 辊,换辊装置、压下装置、传动装置等郎 分组成,下面以国内某厂2800mm中厚板车 间的十一辊四重矫直机(图4)为例,说明各 部分的组成及结构。
■
式中的p一曲率
1 l 口6
5—2荔。万一虿
E一纵弹性模量 从式中可见:在弹性变形后p.越大, 占,越小,钢板越平坦。为使钢板平坦,p 需要大些。因此如图2所示材料产生了F 所表示的翘曲,在进行弹性变形恢复时,使 它随矫直机F、G、Ⅳ正反方向地弯曲而达 到l点。照这样反复经过数次正反方向弯 曲后,在变形减小的同时,横向的变形量之 差也随着减少,而矫直成平坦的钢板。 辊式矫直机矫直力由下式计算确定Ill:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
s r i h e i g mo e n h n i e s r i h e i g m o e r t d e s we 1 ta g t n n d la d t e o l ta g t n n d la e s u i d a l. n K e r s wi e& h a y p a e h t ta g t n n a h n ; ta g t n n d l y wo d : d e v l t ; o r i h e i g m c i e sr i h e i g mo e s
收稿 日期 : 1 —0 — 2 8 0 00 3
经 验 交 流
T h c ICo mun c to ec ni a m i a i ns
《 动 化 技 术 与 应 用 2 0年 第 2 自 01 9卷 第 l 期 l
温度 不 均匀 引起 的板形 缺 陷 ; 2) ( 轧制 过程 中 , 板厚 与
Mo e piaino ie& He v aeS rihe igMa hn dl Ap l t f d c o W a yPlt t g tnn c ie a
QI n L e , IS a , I Qin , IS n L h n L U a g Bi
( tma o Auo t nDe at n L i uSe l o p L i i pr me t aw te Gru , awu2 1 0 hn ) 7 1 4C i a
主传 动 等 。
,
其主 要功 能实 现钢板 在 线矫直 ,热矫直 布置 在加
速冷却设备 之后 , 以消除钢板在 轧制和冷却过程 中所产 生 的不 平直缺 陷 , 使生产 的产 品符合国 家标 准 ,适应市
场需求。
22 宽厚板热矫直机主要技术性能参数 .
莱钢集 团 4 0 rm 宽厚 板生产 线热矫直机技术性能 30 a 参数 如 下 : () 热矫直钢板参数 1 宽度 : 最大 4 5 mm; 20 厚度 :rm 至 8 rm ; 3 a 5 a 屈服强度 :0 a至 I0 MP ; 2 MP O 0 a
摘 要: 以宽厚板热矫直机为例 ,着重研究 了宽厚板热矫直机矫直模型的应用情况 ,分析该矫直机 的离线矫直模型和在线矫直模型 。
关键词 : 厚板 ; 宽 热矫 直 ; 矫直 模 型
中图分类号 : P 6 . T 38 1
文献标识码 : B
文章编 号:0 3 74 (0 01_ l4 0 10 — 2 1 1) 1 l— 3 2 0
1 引 言
4 0 rm宽厚板生产线是莱钢集Leabharlann 团 “ 30 a 十一五 ”计划
低则矫直力要 明显增大 。莱 钢集 团 4 0 mm 宽厚板生 30
产线选 用 的 9辊 全液压 可逆 式矫 直机 ,其 组成 主要是
的重点工程 项 目, 热矫直机在该 项 目中也是重 要设备之
一
由矫 直机机 架 、矫直 辊 系 、辊 缝 调整系 统 、支撑 辊及
Abs r c : i a e e e r h s t e mo e p l a i n o d & h a y plt ta g t n n c i e e h sz l . e o fi e t a t Th s p p r r s a c e h d la p i to f wi e c e v a e s r i h e i g ma h n mp a i e y Th f n l
温度 不均 、变 形 不均 匀 、主 传动控 制 偏差 、冷 却相变 的差 异 、平整 道 次缺 乏等 原 因引起 的 中波 、边 波和 浪 形 ; 3 加 速 冷 却不 均 匀和 边 部冷 却 过快 引 起 的瓢 曲 、 ()
边 波等。
压 弯量 。
33 矫直离 线模 型 .
离 线模型 是 以金属形 变 的物 理原理 为基 础的模 型 。 需要考 虑设备 ( 矫直辊直径 等) 并通 过反复计算确 定钢板 通 过矫 直机 矫直辊 不 同的 矫直参 数 ( 主要是 矫直 力 , 力 矩和 塑性 变形 比) 。计算 目的是为 所有热 矫直机在 线模 型提高 数据修 正的依据 , 其离线模 型数据计 算过程如 图
() 热矫直机结构参数 2
2 热 直机 设 备结 构 和 性 能参 数
2 1 热矫 直机 设备 .
宽厚 板热矫直 机设置在 加速冷 却装置 与冷床之 间 ,
用于矫 直经过 控制 冷却 的热钢板 。钢 板温 度在 6 0~ 0 7 0 经过加速冷却后也可达到 4 0C。矫直后钢 板温 5 ℃, 5 ̄ 度若 过高 ,冷 却过 后会产 生瓢 曲变 形现 象 ,而 温度过
矫直辊数量 : 9根 ;
矫直辊直径 :2 rm( , lmm( ) 30 a 新)3 O I ; H 矫直辊开 口度 :0 rm ; 39 a
主传动 电机 : 5 KW 。 65
3 热矫 直机 矫 直模 型
3 1 热矫直板主要板形缺陷 。
热矫直 板板 形缺 陷主要 分为 三类 : 1 加热 炉加 热 ()
《 动 技 应 21 年 9 第1 期 自 化 术与 用》 00 第2 卷 1
经 验 交 流
T ch i aI e nc Co mun c t s m ia i on
宽 厚 板 热 矫 直 机 中矫 直 模 型 的 应 用
齐 滨 . 森 , 杉 . 强 李 李 刘
( 莱钢集 团 自动化部 , 山东 莱芜 2 1 0 ) 7 4 1
温度 :5 ~1 5 0 。 2 0 2 0C
最 近 几年 来 , 随着 我 国 国 民经 济 的 飞速 发展 , 特
别 造 船 工 业 的 急 速 拉 动 ,用 户 对 产 品质 量 要 求 的 提 高 , 中矫直 模 型 的设 定 直 接 影 响钢 板 的不 平直 度 。 其
本文 重点研 究 了莱 钢集 团 4 0 3 mm 宽厚 板生 产 线热 0 矫直 模 型 。