Aspen Batch Distillation Simulation
化工过程模拟实训AspenPlus教程第二版课程设计
化工过程模拟实训AspenPlus教程第二版课程设计1. 简介Aspen Plus是一种广泛使用的化工过程模拟软件,它可以模拟各种化学工艺操作和过程。
本教程将介绍如何使用Aspen Plus进行化工过程模拟实训。
本教程是第二版,增加了更多的实例和案例,以便读者更好地理解和应用Aspen Plus。
2. Aspen Plus基础在开始使用Aspen Plus前,需要了解以下基础概念:2.1 单元操作单元操作是指物料转化和传递过程中的基本操作,如反应、蒸馏、吸收、萃取等。
Aspen Plus提供了许多单元操作模块,可以用来构建整个流程。
2.2 组成组成是指物料的组成成分。
在Aspen Plus中,组成可以用化学式、分子式、元素符号等表示。
2.3 热力学热力学是指物料的能量状况。
在Aspen Plus中,可以使用不同的热力学库来模拟不同的物料。
2.4 流程图流程图是Aspen Plus中最基本的概念,所有的操作都可以在流程图中进行。
3. Aspen Plus实例3.1 空气分离实例空气分离是工业化学中常见的过程。
它可以通过液化空气来分离氮气和氧气。
在Aspen Plus中,可以使用cryogenic splitter模块来模拟这个过程。
1.创建流程图并选择cryogenic splitter模块。
2.设置物料组成和流量。
3.设置冷却剂和回收装置。
4.进行模拟并查看结果。
3.2 甲醇制备实例甲醇制备是另一个常见的化学工艺过程。
它可以使用甲烷和水制备甲醇。
在Aspen Plus中,可以使用reactor模块来模拟这个过程。
1.创建流程图并选择reactor模块。
2.设置物料组成和流量。
3.设置反应条件和反应器类型。
4.进行模拟并查看结果。
3.3 精制实例精制是化学工业中重要的过程,它可以使物料纯度更高。
在Aspen Plus中,可以使用distillation column模块来模拟这个过程。
1.创建流程图并选择distillation column模块。
乙酸乙酯反应精馏ASPEN模拟

广 东 化 工 2019年 第7期· 34 · 第46卷总第393期乙酸乙酯反应精馏ASPEN 模拟项琳琳1,李芳1,张荣莉1,李兴扬1,汪海燕2(1.安徽工程大学 生物与化学工程学院,安徽 芜湖241000;2.东华工程科技股份有限公司,安徽 合肥 230022)[摘 要]乙酸乙酯是应用广泛的工业溶剂,可以用作清洗剂、萃取剂等。
目前国内主要采用直接酯化法,该工艺因设备腐蚀严重、副反应多、反应废液难处理等缺陷而逐渐被淘汰。
因此采用新的乙酸乙酯合成工艺改进具有紧迫的现实意义,反应精馏技术将是合成乙酸乙酯的发展方向。
采用Aspen Plus 软件对直接酯化工艺和反应精馏工艺进行模拟,通过优化得到两种工艺的耗能情况。
结果表明:反应精馏法比直接酯化法节能,节约能耗2456.2 kW ,占传统酯化工艺总能耗的20.35 %。
[关键词]反应精馏;乙酸乙酯;ASPEN 模拟[中图分类号]TQ225.2 [文献标识码]A [文章编号]1007-1865(2019)07-0034-02Simulation of Ethyl Acetate Reactive Distillation ProcessXiang Linlin 1, Li Fang 1, Zhang Rongli 1, Li Xingyang 1, Wang Haiyan 2(1. College of biological and chemical engineering, Anhui Polytechnic University, Wuhu 24100;2. East China Engineering Science And Technology Co., Ltd., Hefei 230022, China)Abstract: Ethyl acetate is widely used industrial solvents, such as cleaning agents, extractants and so on. At present, the traditional process of direct esterification method was commonly used. However, it would be replaced gradually due to serious corrosion of equipment, more side reactions leading to deal with the waste with difficulty. Therefore, the improvement of ethyl acetate synthesis process has urgent practical significance. Reactive distillation technology will be the development direction of synthetic ethyl acetate. The process of ethyl acetate by reactive distillation and direct estifieration with simulated by Aspen Plus and compared by the optimization of energy efficiency. The results indicated that the reactive distillation method saves more energy than the traditional method, It saves 2456.2 kW, accounting for 20.35 % of the total energy consumption of the traditional process.Keywords: reactive distillation ;ethyl acetate ;Aspen simulation乙酸乙酯是一种非常重要的有机溶剂,具有优异的溶解能力及快干低毒的性能,可作为硝酸纤维、乙基纤维、涂料、印刷、油墨、胶粘剂、医药、食品、香精、香料等的溶剂,因此在食品工业和涂料工业中有着极其广泛的用途[1]。
应用Aspen Batch对年产25吨的美罗培南原料药生产工艺模拟设计

第35卷第2期2017年6月太原学院学报Vol . 35 No . 2Jun . 2017应用Aspen Batch 对年产25吨的美罗培南原料药生产工艺模拟设计邓朝芳,许梅(重庆第二师范学院,重庆400067)摘要:美罗培南是一种新型碳青霉烯类抗生素,具有广阔的市场前景,其生产过程为间歇生产。
文章利用A spenB atch P ro cess D eveloper 7. 2对年产25吨的美罗培南原料药生产工艺流程进行模拟,得到生产过程中的物料衡算结果误差为〇. 8%,生产时间甘德图表明,生产周期为48小时, 并得到该生产过程的公用工程消耗量,对实际的工艺设计具有一定的参考价值。
关键词:美罗培南;间歇生产;A spen B atch P ro cess D eveloper ;流程模拟。
中图分类号:T Q 02文献标识码:A文章编号:2096-191X (2017)02-0025-06D O I :10. 14152/j . cn k i . 2096-191X . 2017. 02. 006引百质量源于设计是制药车间生产设计首要遵循的规则,医药行业中有80%的生产过程采用间歇生产 方式,它相较于连续化工生产具有灵敏性高、弹性大 等特点,因此系统的模拟过程难度较大。
AspenBatch Process Developer 是现在广泛应用于间歇化工流程模拟的软件,尤其是对医药生产、生物工程及常 用化学用品等间歇生产方式的过程进行模拟。
本文利用 Aspen Batch Process Developer 对年产 25 吨的 美罗培南原料药生产工艺流程进行模拟,得到生产过 程中的物料衡算结果、生产时间甘德图和公用工程消 耗量,以期对实际的生产工艺过程提供参考[〃]。
美罗培南是日本住友和阿斯利康共同研制开发 的新型碳青霉烯类抗生素,碳青霉烯类抗生素(car -bapenems )是20世纪70年代开始研究的具有特定分子结构的卩一内酰胺酶类抗生素。
Aspen_Plus第3讲反应精馏的仿真设计

输入各股流进入塔内的 塔板位置
输入各股流出去塔外的塔 板位置及状态
反应段之起始塔板与终止塔板
输入塔中的holdup
设定Tray Sizing
决定塔顶到塔底的tray type, 反应蒸馏塔选Bubble Cap
同tray sizing holdup的设计
超过0.1524则压力需要自己给定
收敛模块的类型
• 不同类型的收敛模块是用于下列不同用途的: 要收敛撕裂流,请用: • WEGSTEIN • DIRECT • BROYDEN • NEWTON 要收敛设计规定,请用: • SECANT • BROYDEN • NEWTON 要收敛设计规定和撕裂流,请用: • BROYDEN • NEWTON 对于优化,请用: • SQP • COMPLEX • 在Convergence ConvOptions Defaults窗体上可以规定全局的收敛选项。
输入逆反应动力式 数值
程序输入方法
选择Columns,后选 择STRIP1
将塔顶物流 与冷凝器进 行连接
加入Decanter
First Liquid (water)
有机相回流至反应蒸馏塔
物流名称
进料流的输入
废酸进料
丁醇进料
反应蒸馏塔内操作方法
选择VLE,并选择Strong nonideal liquid ,设定Duty
Reactive Dn Plus
Aspen Plus 反应精馏设计
稳态模拟选择Steady-State即可,若选 择dynamic将来可以转成动态模拟.
输入系统所需的物质
选定要使用的 Databanks (一般为此四 项)
系统中会用到的物质
选择收敛的次数
aspen 精馏模拟详细过程及探讨疑问
精馏塔设计初步介绍1.设计计算◆输入参数:●利用DSTWU模型,进行设计计算●此时输入参数为:塔板数(或回流比以及最小回流比的倍数)、冷凝器与再沸器的工作压强、轻组分与重组分的回收率(可以从产品组成估计)、冷凝器的形式◆输出参数(得到用于详细计算的数据):●实际回流比●实际塔板数(实际回流比和实际塔板数可以从Reflux Ratio Profile 中做图得到)●加料板位置(当加料浓度和此时塔板上液体浓度相当时的塔板)●蒸馏液(馏分)的流量●其他注:以上数据全部是估计得初值,需要按一定的要求进行优化(包括灵敏度以及设计规定的运用),优化主要在RadFrac模型中进行。
2.详细计算◆输入参数:●输入参数主要来自DSTWU中理论计算的数据◆输出参数:●输出的主要是设计板式塔所需要的水力学数据,尺寸数据等其他数据(主要是通过灵敏度分析以及设计规定来实现)3.疑问●在简捷计算中:回收率有时是估计值,它对得到详细计算所需的数据可靠性的影响是不是很大?●在简捷计算中:有多少个变量,又有多少个约束条件?●在简捷计算中:为什么回流比和塔板数有一定的关系?简捷计算(对塔)1.输入数据:●Reflux ratio :-1.5(估计值,一般实际回流比是最小回流比的1.2—2倍)●冷凝器与再沸器的压强:1.013 ,1.123 (压降为0.11bar)●冷凝器的形式:全冷凝(题目要求)、●轻重组分的回收率(塔顶馏出液):0.997 ,0.002 (如果没有给出,可以根据产品组成估计)●分析时,注意Calculation Option 中的设置,来确定最佳回流比以及加料板位置2.输出数据:●Reflux Ratio Profile中得到最佳的回流比与塔板数为:塔板数在45—50中选择,回流比在:0.547 —0.542●选定塔板数为:48,回流比为:0.544●把所选的塔板数回代计算,得到下列用于RadFrac模型计算的数据(见下图):●●从图中可得:实际回流比为:0.545(摩尔比);实际塔板数为:48;加料板位置:33;Distillate to feed fraction :0.578(自己认为是摩尔比,有疑问??);馏出液的流量:11673.5kg/h疑问:进料的流量是怎么确定的,肯定是大于11574kg/h,通过设计规定得到甲醇产量为:11574kg/h(分离要求),求出流量为:16584.0378kg/h。
基于参数批次调整模型的间歇精馏最小时间优化策略

基于参数批次调整模型的间歇精馏最小时间优化策略吴微;师佳;周华;曹志凯;江青茵【摘要】针对间歇精馏过程优化计算中模型的准确性和计算复杂度之间的矛盾,提出了一种确定馏出液摩尔分数和操作时间的简化模型.该模型假定在塔釜内轻组分摩尔分数固定的情况下,馏出液平均摩尔分数与回流比变化量之间呈线性关系,其比例定义为回流比调节敏感系数.利用间歇精馏的批次重复操作特点,提出了模型敏感系数沿批次指标的在线更新机制,保证了简化模型在不同生产状态下的准确性.基于该简化模型,以回流比为优化决策变量,提出了针对最小生产时间问题的优化方案.利用Aspen Batch Distillation(ABD)中的模型作为实验对象原型,进行了优化算法的仿真实验.仿真结果表明基于批次参数调整策略的最小时间优化方案能够实现优化指标随生产批次的增加而不断减少.%To solve the contradiction between the accuracy and the computational complexity of model for optimization calculations simplified model of batch distillation is firstly presented in this paper to calculate the concentration of the end-product and operating time. For simplicity,the model assumed that the relationship between the concentration of product and reflux ratio can be described by a parameterized linear model where the parameter is referred to as sensitivity coefficient of the process. Based on the simplified model, an optimization strategy for minimizing the operating time of batch distillation is also proposed. As the batch to batch updated mechanism for the sensitivity coefficient of the model adopted in the optimization algorithm,the accuracy of the model is refined,resulting in the optimal operating time decreased from batch to batch. By using Aspen BatchDistillation model as the numerical plant, the optimization algorithm is implemented. The simulation results demonstrate the feasibility of the proposed optimal algorithm and verified the convergence of operating time from batch to batch.【期刊名称】《厦门大学学报(自然科学版)》【年(卷),期】2013(052)002【总页数】6页(P209-214)【关键词】间歇精馏;最小时间问题;回流比【作者】吴微;师佳;周华;曹志凯;江青茵【作者单位】厦门大学化学化工学院,福建厦门361005【正文语种】中文【中图分类】TQ028;TP301.6间歇精馏是一种应用广泛的化工分离手段.与连续精馏相比,其具有设备投资小,操作弹性强,生产方式灵活等特点,能充分满足生产多样化的需求.间歇精馏最大的不足在于其操作费用较高,生产单位产品的能耗要高于连续精馏.因此,针对间歇精馏过程的优化操作一直是该领域研究的热点问题[1-2].针对间歇精馏过程的优化问题,Macchietto等[1]在其专著中介绍了间歇精馏过程的几种常见的优化操作方法,此后 Mujtaba等[2-3]又先后在其著作中对当时的间歇精馏优化操作策略及优化效果进行过总结.目前,针对间歇精馏操作优化的研究主要集中在两方面,一是研究便于寻优的过程模型,如基于神经网络的间歇精馏模型等[4-6];另一方面是针对高效寻优算法的研究,如Leipold等[7]研究了针对间歇精馏的多目标动态优化的算法,Hanke等[8]和 Faber等[9]应用模拟退火算法对间歇精馏的操作进行了寻优计算.这些研究的基本思路大多是先建立过程模型,再利用优化算法找出最优操作策略.这种思路的不足之处有两点:一是优化结果的准确性依赖于模型的精度,当模型失配较大时,计算得到的操作策略可能并不能保证对过程最优的操作;二是对于描述精度较高的复杂模型,寻优计算往往要涉及大量微分方程的求解,需要耗费较多的计算资源,难以实现实时在线寻优.本文针对间歇精馏过程的一类典型优化问题——最小时间问题,提出了一种较为简单的过程计算模型.该模型假定以塔内剩余液摩尔分数为边界来划分操作调节时间点,并利用回流比与塔内参数的函数关系,将馏出液摩尔分数与流量表示为回流比与操作时间的函数.为了保证最终产品摩尔分数,在计算各操作步内的馏出液平均摩尔分数基础上,模型对馏出液摩尔分数变化量与回流比变化量作了线性化的假设,提出在不同剩余液摩尔分数下,用回流比调节敏感系数的概念来表示其在不同剩余液摩尔分数下的比例关系.基于该简化模型,本文进一步提出了针对最小时间问题的优化策略.考虑到间歇精馏过程的非稳态运行特性,在不同的剩余液摩尔分数及不同的操作回流比下,过程的回流比敏感系数并不相同.对此,在优化算法中建立了基于历史批次数据的敏感系数校正机制,实现了模型的参数沿批次指标进行自适应在线调整.利用Aspen Batch Distillation(ABD)间歇精馏模型对本文提出的优化策略进行了数值仿真.仿真结果表明,本文提出的优化策略能够实现间歇精馏操作时间沿批次指标不断减少,并最终收敛.1 最小时间优化策略1.1 最小时间优化问题间歇精馏是一个动态的非线性过程,不同的操作策略对生产效率和产品质量都有着直接的影响,因此,对生产过程进行优化往往能带来巨大的经济效益.间歇精馏一般以回流比或馏出液采出率[10]作为操作变量,根据选取的指标函数不同,可以将优化问题分为最小时间问题、最大产量问题和最大经济效益问题3类[3].3种优化问题适用于不同的生产需求,在某些情况下是互通的.本文考虑的是间歇精馏最小生产时间优化问题,该优化问题的解决对于提高间歇精馏的生产效率具有重要意义.最小时间问题又称为时间优化控制问题,优化的目标是在满足规定的馏出液产量和摩尔分数需求的前提下实现单批次生产时间最小化.最小时间优化问题一般适合于单批次可达产量和摩尔分数指标已知的生产过程,在数学上,最小时间问题可以表述为如下优化问题:优化目标:约束条件:模型方程,决策变量:R(k);其中,k代表离散操作点时间指标,T(k)表示第k步操作的持续时间,因此表示第m步操作的结束时间点,也是第m+1步操作的开始时间为最终产品的平均摩尔分数,为产品需要达到的目标摩尔分数,一般小于单批次可达的最高摩尔分数上限,D(k)表示各步的产量,P*为总产量的目标值,一般小于单批次可达的最高产量值,决策变量R(k)代表各步采用的回流比.1.2 基于剩余液摩尔分数的操作步划分最小时间问题的优化对象是总的生产时间,而总的生产时间是由各步操作的持续时间之和构成.因此,要缩短总的生产时间,每步操作的持续时间就应是可变的.间歇精馏中剩余液组分摩尔分数是决定精馏过程动态特性的一个关键因素.吴微等[11]根据对间歇精馏的动态特性的分析发现,要保证馏出液摩尔分数的稳定,在不同的剩余液摩尔分数下,应采用不同的回流比.基于此考虑.本文提出根据剩余液摩尔分数来确定回流比的调节时间点.与采用固定操作时间点的操作模式相比,采用该操作方式的优点在于:1)可以根据剩余液摩尔分数及时改变操作回流比,以保证高剩余液摩尔分数下馏出液摩尔分数的及时调整,同时也可避免低剩余液摩尔分数下对回流比的频繁操作;2)为缩短总的生产时间提供了可能,因为各操作点回流比的改变必然会影响塔内剩余液摩尔分数的变化,而剩余液摩尔分数的变化又会改变各步操作的持续时间,从而影响总的生产时间;3)通过对剩余液摩尔分数的适当划分来确定操作时间点,可以对每个操作时段上剩余液摩尔分数的变化范围进行限制,当剩余液摩尔分数变化范围较小时,可以考虑基于馏出液摩尔分数与回流比之间的简化来对操作时间进行预测和优化.考虑到剩余液中轻组分摩尔分数随精馏时间呈递减变化,假定实施回流比操作的剩余液摩尔分数边界值分别为:其中C′k代表实施第k次回流比调节的边界摩尔分数,即在剩余液轻组分摩尔分数满足c(t)∈[C′k,C′k-1]时,实施第k次的回流比调节,该调节时刻记为t(k),称为操作时刻,采用的回流比记为R(k),C′0为原料轻组分摩尔分数,C′m为结束批次操作的边界摩尔分数.根据上述记法有:对于操作边界摩尔分数的划分,需要注意操作区间的间隔应取合适的值.若区间间隔过大,则操作步数(优化变量数)会相应地减少,导致优化效果不理想.而区间间隔过小时,由于操作步数(优化变量数)的增加,一方面会加大寻优计算的计算量,另一方面由于各步操作变量改变对精馏塔状态的影响会累积加强,将加剧模型参数的波动.1.3 时间计算模型若用符号n=1,2,…表示同类产品的生产批次,记第n个生产批次第k-1步操作结束时,塔内的剩余液摩尔分数为CH,n(k-1),塔内持液为Hn(k-1),第k步的馏出液平均流量为馏出液平均摩尔分数为,运行时间为Tn(k).根据物料平衡原理可得如下方程:由上式可得第k步操作的持续时间为:从上式看出,要确定各步的持续时间,需要计算2个未知变量:各步的馏出液的平均流量和各步的产品平均摩尔分数根据该步的回流比R(k),)一般可按如下公式确定其中,V表示上升蒸气量.若2个批次的V相同或较为接近,且已知上一批次第k步的回流比为Rn-1(k),馏出液流量为可以利用上一批次的过程数据按照如下公式确定:同样,为了降低计算的复杂度,在2个批次的回流比变化不大的情况下,可以对相邻批次间馏出液摩尔分数与回流比的变化关系作线性化假设.即可按下式确定第n个批次第k步的平均馏出液摩尔分数:式中λn(k)反映的是第k步回流比改变量对馏出液摩尔分数变化量的影响力度,称为馏出液摩尔分数对回流比变化量的敏感系数.根据间歇精馏的非稳态特性可知,不同的剩余液轻组分摩尔分数下,敏感系数λn(k)一般是不同的.为了确定一个批次内不同时刻和不同剩余液轻组分摩尔分数下过程的敏感系数,根据间歇精馏的多批次重复操作特点,本文提出利用历史批次数据来在线计算过程敏感系数,即对于第n个操作批次第k步操作的敏感系数λn(k),可以根据前2个批次的运行数据来近似估计:为了减小回流比调整过程中带来的敏感系数的波动,可以进一步按下式对敏感系数进行滤波:式中q为滤波因子.1.4 约束条件进行最短时间优化的前提条件是要保证单批次的总产量和最终馏出组分摩尔分数达标.为了保证最终的产品摩尔分数符合生产要求,优化问题必须满足如下约束条件:其中,xset代表最终产品的摩尔分数要求.根据物料衡算可以求出最终的产量为:从该式可以看出,如果确定了各时段产品的平均摩尔分数和终止时塔内剩余的摩尔分数边界C′m,则最终产品的产量也就确定.因此,对于批次产品产量的约束可以转化为对结束操作的边界摩尔分数C′m的合理设计.1.5 单批次最短时间优化问题式(4)~(10)共同构成了整个间歇精馏操作的简化计算模型,因此最短操作时间优化可总结为如下优化问题的求解:优化目标:决策变量:约束条件:从上述优化问题的数学描述可以看出,优化问题利用了历史批次的运行数据对过程模型中的敏感系数进行更新,使得该模型参数能够随着批次的增加而不断调整.借助该策略进行寻优计算只需要根据约束条件中的简化模型计算各步的时间、平均摩尔分数和流量,而不需要对整个精馏过程进行动态建模和计算,大大简化了计算的复杂度.由于在计算馏出液摩尔分数时作了线性化的假设,因此存在一定的建模误差.同时简化模型中利用上一批次的数据来校正回流比调节敏感系数,为了防止同一操作步上相邻批次间的回流比变化过大造成过程模型误差的突然加剧,优化计算中需要对每个操作步批次到批次的回流比调节的范围进行一定限制:式中,0<μ<1表示新的一个批次的回流比的变化幅度,其值不仅决定了批次到批次回流比的调节范围,同时也决定了优化算法的收敛速度.该值越大,表示回流比可调节范围越大,带来的好处是优化算法的收敛速度可能会加快,但也可能造成批次到批次回流比的变化幅度较大,使得相邻批次的模型失配度增大,从而影响敏感系数沿批次指标的收敛性稳定性.此外,该参数的选择还与精馏物系的物性参数有关,对于受回流比变化影响大的精馏物系,μ的取值应尽量小,反之μ可以取较大的值.实际应用中为了保证优化过程的稳定,μ的初值可取一个较小的值,当系统优化速度较慢时,在保证系统稳定的前提下,可适当增大μ值.2 数值仿真2.1 仿真系统的建立ABD是Aspen公司基于Aspen Custom Model开发的模拟间歇精馏过程的专业软件,该软件对间歇精馏过程的模拟准确度较高,完全可以作为科学研究的过程对象模型原型.本文用ABD建立了一个分离二元物系(环己烷-正庚烷)的间歇精馏模型作为实验对象,表1给出了间歇精馏模型的有关参数.考虑到Aspen软件平台上不便于进行优化问题的求解计算,本文采用MATLAB 中成熟可靠的fmincon()函数作为优化求解器进行在线寻优计算[12].而ABD 对象和优化求解器之间通过Simulink提供的接口进行通讯.仿真控制系统的结构如图1所示.表1 精馏塔参数Tab.1 Configuration of column参数名状态塔板数20上升蒸气量(mol/h) 2500冷凝器类型全凝器冷凝器压力(MPa) 0.101325塔压降(MPa) 0.01初始进料(mol) 3000进料组成(摩尔分数)环己烷 0.5正庚烷0.5塔板持液(mol) 3.1冷凝器持液(mol) 35物性方法NRTL图1 控制结构图Fig.1 Control structure diagram2.2 仿真结果分析表1物系中轻组分为环己烷,其初始进料摩尔分数C′0=0.5.每个批次设计4个回流比操作点,操作的边界摩尔分数分别设置为以恒回流比R=5和R=6操作获得的数据计算出初始敏感系数.将馏出液摩尔分数的设定值定为xset=0.9,每个批次回流比的变化幅度限定为μ=0.05,利用上文中的优化算法进行优化.图2给出了各步结束时间随批次的变化情况,图中t(4)即为每个批次结束时的总耗时.从图2可以看出,每步操作的结束时间都会沿批次指标逐渐减少并收敛.图3,4分别是回流比和敏感系数随批次的变化情况.可以看出,在塔釜轻组分摩尔分数较高时,优化得到的回流比相对较低,这有利于保证提高生产效率,而在釜内轻组分摩尔分数较低时,在保证批次馏出液摩尔分数满足需求的前提下,优化的回流比也相对较低.此外,在开始的几个批次,由于对敏感系数的估计存在较大误差,因此优化结果并不理想.随着敏感系数的值随批次的增加而逐步稳定后,优化指标也收敛到一个相对稳定的值.图3显示随着批次增加回流比仍然存在小幅的波动,这主要是模型误差引起的,随着操作步的细化,优化算法中的线性模型误差可以进一步减小,该波动范围也可进一步缩小.图4中的敏感系数则是根据回流比的变化而发生改变的,因此也存在一定波动.图4 各步敏感系数随批次变化情况Fig.4 The sensitivity coefficient change with the batch index表2给出了最初2个批次以及第70个批次在不同操作阶段上的平均馏出液摩尔分数和回流比数据对比.可以看出,如果整个批次的回流比变化不大(如初始2个批次),馏出液平均摩尔分数一般在开始几个阶段较大,随后逐渐减低.但较为平均的回流比操作策略,并不能保证最短的生产时间.生产时间最短的操作策略应该是在釜内轻组分摩尔分数较高时采用低回流来提高生产效率,轻组分摩尔分数较低时采用较高回流比来保证最终产品摩尔分数,整个生产批次上各阶段馏出液摩尔分数较为均衡时方具有最佳的生产效率.3 结论本文针对间歇精馏最小时间优化问题,提出了以剩余液摩尔分数为标准来确定回流比操作时间点的操作模式.基于该操作模式,结合物料衡算,建立了各步馏出液摩尔分数、流量和操作时间的计算模型.为了简化模型的计算复杂度,该模型中假定在剩余液摩尔分数的不同操作区间上,当批次到批次的回流比变化幅度较小时,回流比变化量与馏出液摩尔分数变化量之间呈近似线性关系,其比例定义为过程敏感系数.为了确保该模型在不同剩余液摩尔分数下的敏感系数的准确性,本文提出利用间歇精馏的重复操作特点,根据历史批次过程数据来在线更新不同操作区间模型的敏感系数,从而达到优化批次操作时间的目标.数值仿真实验结果表明,应用该优化策略,可以保证间歇精馏单批次总操作时间随操作批次的增加而逐渐减少,同时不同操作区间的回流比与敏感系数最终也会收敛到一个较小的区间.本文从仿真结果上初步验证了算法良好的收敛性和稳定性,在理论上的进一步分析和实际应用效果的验证是目前正在进行的研究工作.表2 不同批次下各步的馏出液平均摩尔分数与回流比变化情况对比Tab.2 The average composition and reflux ratio of each step in different batches操作步骤第1批次第2批次第70批次馏出液平均摩尔分数回流比馏出液平均摩尔分数回流比馏出液平均摩尔分数回流比1 0.9983 5.0543 0.9987 5.33640.8876 2.4024 2 0.9895 5.0543 0.9931 5.3270 0.9249 4.1239 3 0.88405.1163 0.9067 5.3456 0.94636.2346 4 0.6215 5.1163 0.6416 5.4014 0.82637.9873【相关文献】[1]Macchietto S,Mujtaba I M.Design of operation policies for batch distillation[M]∥Reklaitis G V.Batch processing systems engineering:fundamentals and applications for chemical engineering.Berlin:Springer,1996.[2]Mujtaba I M.Batch distillation:design and operation[M].London:Imperial College Press,2004.[3]Miladi M M,Mujtaba I M.Optimisation of design and operation policies of binary batch distillation with fixed product demand[J].Computers & Chemical Engineering,2004,28(11):2377-2390.[4]Dong D,McAvoy T J,Zafiriou E.Batch-to-Batch optimization using neural network models[J].Ind Eng Chem Res,1996,35(7):2269-2276.[5]Xiong Z,Zhang J.A batch-to-batch iterative optimal control strategy based on recurrent neural network models[J].Journal of Process Control,2005,15(1):11-21.[6]Greaves M A,Mujtaba I M,Barolo M,et al.Neural network approach to dynamic optimization of batch distillation application to a middle-vessel column[J].Chemical Engineering Research & Design,2003,81(3):393-401.[7]Leipold M,Gruetzmann S,Fieg G.An evolutionary approach for multi-objective dynamic optimization applied to middle vessel batch distillation[J].Computers &Chemical Engineering,2009,33(4):857-870.[8]Hanke M,Li P.Simulated annealing for the optimization of batch distillation processes[J].Computers & Chemical Engineering,2000,24(1):1-8.[9]Faber R,Jockenhövel T,Tsatsaronis G.Dynamic optimization with simulated annealing[J].Computers & Chemical Engineering,2005,29(2):273-290. [10]孙磊,崔现宝,冯天扬,等.带有过渡段循环的多元间歇精馏优化计算[J].化学工程,2008,36(8):1-4.[11]吴微,师佳,周华,等.基于样条插值模型的间歇精馏模拟与预测控制[J].化工学报,2012,63(4):134-141.[12]黄华江.实用化工计算机模拟[M].北京:化学工业出版社,2004.。
Aspen batch 间歇精馏模拟
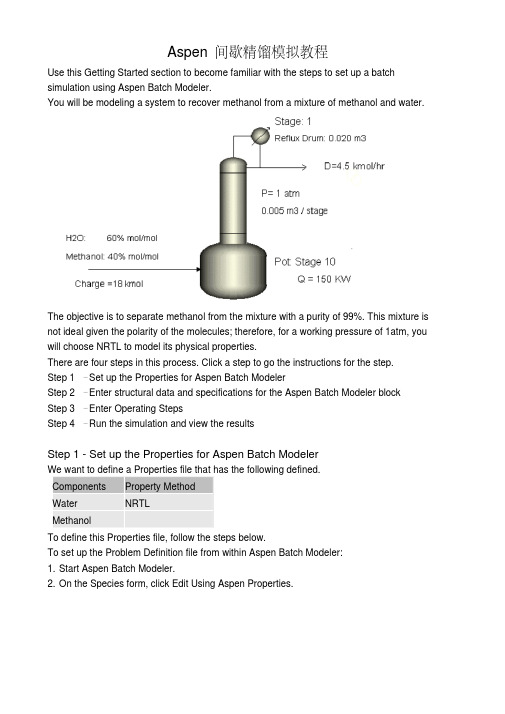
Aspen间歇精馏模拟教程Use this Getting Started section to become familiar with the steps to set up a batch simulation using Aspen Batch Modeler.You will be modeling a system to recover methanol from a mixture of methanol and water.The objective is to separate methanol from the mixture with a purity of 99%. This mixture is not ideal given the polarity of the molecules; therefore, for a working pressure of 1atm, you will choose NRTL to model its physical properties.There are four steps in this process. Click a step to go the instructions for the step.Step 1 – Set up the Properties for Aspen Batch ModelerStep 2 – Enter structural data and specifications for the Aspen Batch Modeler blockStep 3 – Enter Operating StepsStep 4 – Run the simulation and view the resultsStep 1 - Set up the Properties for Aspen Batch ModelerWe want to define a Properties file that has the following defined.Components Property MethodWater NRTLMethanolTo define this Properties file, follow the steps below.To set up the Problem Definition file from within Aspen Batch Modeler:1. Start Aspen Batch Modeler.2. On the Species form, click Edit Using Aspen Properties.This will start Aspen Properties.3. Enter the Components:Component ID Component name Formula WATER WATER H2O METHANOL METHANOL CH4OTip: You can use the Next button4. Click the Next button Properties Specifications form.5. On the Properties Specifications form, in the Property method field, select NRTL. Tip: Clicking the pull-down arrow on the field and typing N (the first letter of the property method name) takes you to the right choice much faster than just scrolling down the long list.6. Click NextYou are taken to the binary parameters forms, where you can view the binary parameters that will be used for Properties Calculations.7. Click NextYou are prompted to click one of the options shown below.8. There is no need for further input, so click OK to run the property setup.9. Close Aspen Properties by clicking File | Exit.You are prompted with the following:10. Click Yes to save the file.The Property setup is now complete.Step 2 - Enter structural data and specifications for the Aspen Batch Modeler blockThe column has been designed as follows:Configuration10 Stages (this includes eight trays, condenser and pot)Vapor-liquid separationPot GeometryElliptical head1m diametervolume of 1m3OverheadTotal CondenserDistillate mole flow rate = 4.5kmol/hrReflux drum is present(no need to enter dimension because we are defining fixed pressure profile/holdups; therefore reflux holdup will be entered)Pressure/HoldupsPressure profile is fixedCondenser pressure 1.01325 barColumn Pressure Drop 0.1 barHoldupsReflux Drum liquid holdup: 0.02 m3Stage holdup: 0.005 m3Heat TransferDuty: 150 kWReceiversOne receiver for liquid distillateInitial condition: total refluxInitial ConditionsInitial Charge18kmol of materialComponent mole fractionMethanol: 0.4Water: 0.6To Enter the Data1. Set the configuration to Batch Distillation Column, specify the number of stages and ensure valid phases are Vapor-Liquid on the Configuration Main form10 Stages (this includes eight trays, condenser, and pot)Vapor-liquid separation2. On the Setup | Pot Geometry tab , type the pot dimensions:Elliptical; 1m diameter; volume of 1m33. Click the Overhead form. On the Condenser tab, click Total for Total condenser.4. On the Reflux tab, type the distillate mole flow rate:Distillate mole flow rate = 4.5kmol/hrReflux drum is presentNote: You need not enter dimension because we are defining fixed pressure profile/holdups. Therefore, reflux holdup will be entered.5. Click the Jacket Heating form under Setup. On the Jacket Heating tab, enter the pot conditions:Duty: 150 kW6. Click Pressure/Holdups | Pressure.7. On the Pressure tab, type the pressure profile:Pressure profile is fixed.Condenser pressure 1.01325 barColumn Pressure Drop 0.1 bar8. On the Holdups tab, type the reflux and stage holdup information: Reflux Drum liquid holdup: 0.02 m3Stage holdup: 0.005 m39. Click Receivers | Distillate.10. On the Distillate tab, define one liquid distillate receiver.11. Click Initial Conditions | Main.12. On the Main tab, in the Initial condition field, click Total reflux.13. On the Initial Charge tab, define the following:Total initial charge: 18 kmol of materialComponent mole fraction:Methanol: 0.4Water: 0.6Note: Do not forget to save your work regularly.To save your file for the first time:1. On the File menu, click Save As.2. In the File name field, type a name, or select a file name to overwrite an existing file:3. Click Save.Step 3 - Enter Operating StepsThere are two Operating Steps:1. Start product draw maintaining a distillate flow rate of 4.5 kmol/hr.2. Stop when the mole fraction of water in the distillate receiver approaches 0.01 from below. The batch is complete.To create the required operating steps to run the problem:1. Click Operating Steps and enter distil in the Name column of the Operating Steps table.This will create the first operating step distil.2. On the Changed Parameters tab, create an operating step to distill the methanol by maintaining a distillate flow rate of 4.5 kmol/hr.3. On the End Condition tab, specify as the end condition the mole fraction of water in the distillate receiver approaching the value of 0.01 from below.Step 4 - Run the simulation and view the resultsThe simulation is now ready to run.Before running the simulation, it is a good idea to create plots for key variables such as: the composition and holdup in the Receiverthe composition and temperature in the potand so onTo create plots for key variables:1. On the Plots form, click the Temperature and Composition to create time plots for pot temperature and mole fractions.2. Use the Custom plots feature to create plots of the receiver holdups and compositions. Click New on the Custom plots table and specify H2O_distil as the name of the plot.3. Go to the Holdups Summary Results\Distillate tab. Select the field that displays the WATER mole fraction and drag it on to the plot (H2O_distil) created in the previous step.4. Use the same approach to create plots of holdups in the receiver and/or the plot.5. You can change the time units displayed in the plots by clicking the Run Options toolbar button Select the time units in which the user interface should display time field.14. Click the Run button and view the Simulation Messages window for any relevant messages.Once the problem has run successfully you can view results in the forms.Batch time: 1.49 hours/ 89.4 minutesPot temperature: 101.05 ℃Methanol recovery: 6.636 kmolNote: It is always good practice to restart your simulation in order to restore it to time zero before saving your work.。
水甲醇闪蒸aspen模拟流程

水甲醇闪蒸aspen模拟流程Aspen simulation software is a widely used tool in chemical engineering for simulating various processes, including flash distillation of water-methanol mixtures. Aspen(氨基酸)模拟软件是化学工程中广泛使用的工具,用于模拟各种过程,包括水甲醇混合物的闪蒸过程。
This process is crucial in the separation of water and methanol, which are commonly used in industries such as pharmaceuticals, chemicals, and fuel production. 在制药、化工和燃料生产等行业中,水和甲醇的分离过程至关重要。
Flash distillation, or 水甲醇闪蒸, is a method of separating a liquid mixture into its individual components based on their volatility. 闪蒸是一种根据挥发性将液体混合物分离成其各个组成部分的方法。
The process involves heating the liquid mixture and then rapidly reducing the pressure to cause the volatile components to vaporize and separate from the non-volatile components. 该过程涉及将液体混合物加热,然后迅速减压,使挥发性成分汽化并与非挥发性成分分离。
As a chemical engineer, it is crucial to understand how to simulate and optimize this process using Aspen software to improve the efficiency and cost-effectiveness of the separation process. 作为一名化学工程师,了解如何使用Aspen软件模拟和优化这个过程对于提高分离过程的效率和成本效益至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Aspen Batch Distillation Simulation
Snowflutter
间歇精馏经常被我们忽略或者直接用连续精馏进行代替,为了大家都能够了解和掌握间歇精馏以下通过一个基本实例来进行说明。
进料:18kmol/hr
组成(mol):Methanol 40%
Water 60%
操作压力:常压
理论塔板数:10块
热负荷:150W
塔顶采出: 4.5kmol/hr
目标:塔釜甲醇99%
图 1
一、认识Aspen Batch Distillation V7.0
Aspen Batch Distillation V7.0和Aspen Dynamic一样都是是基于Aspen Custom Model 开发的动态模拟,你可以直接查看到它的模型代码。
因此它的界面、使用和Aspen Custom Model一样的,如果你了解Aspen Custom Model的话那么Aspen Batch Distillation就相对比较简单了。
下面首先认识一下Aspen Batch Distillation的几个重要的菜单。
Component Lists调用Aspen Properties规定组分和热力学方法;
Library调用Batch模型;
Stream Types物流类型。
二、Aspen Batch Distillation工作流程
1、定义组分和热力学方法
2、打开BatchSep
3、将BatchSep拖到Flowsheet中
4、输入结构数据和相关设定
5、定义操作精馏的操作条件
6、如果有必要可以设置相关的控制条件
7、运行程序
8、监视分析相关计算结果
图2:Aspen Batch Distillation界面
三、实例演练
1,定义相关组分和热力学方法:
在Exploring上半部分中找到Component Lists文件夹并且选中,下半部分会出现Component Lists相关的内容。
双击Configure Properties激活Physical Properties configuration窗口,接着选中“User Aspen Property System”单选框,然后点击“Edit using Aspen Properties”按钮激活Aspen Properties程序选中组分和热力学方法运行一下后保存文件并且退出Aspen Properties,点击“Physical Properties configuration”对话框“OK”
按钮确定。
图3:Physical Properties Configuration对话框
导入组分,点击Default出现图4把左边出现的组分添加到右边确认退出。
图 4 组分激活对话框
2,打开BatchSep
在Exploring中找到Library文件夹你将发现BatchSep,这就是Batch的计算模型。
3,将BatchSep拖到Flowsheet中
将上述BatchSep展开找到Models文件下面的BatchSep。
点中并且拖入到右边空白的Flowsheet中。
4,输入结构数据和相关设定
双击模型的图标激活模型设置对话框如下图
图5:间歇精馏模块设置对话框
A、Setup项的设置
Configuration标签页中定义理论塔板数和精馏过程中出现有效相默认VL两相;
Pot Geometry标签页中定义塔釜的大小尺寸;
Pot Heat Transfer标签页中定义加热方式;
Condenser标签页中定义冷凝的类型;
Reflux标签页中定义回流比或者回流量等等,这里我们设置精馏流率为4.5kmol/hr;
Jacket Heating子项中定义加热介质或者设定热负荷,这里我们按照要求设定热负荷为150KW;
B、Pressure/HoldUp项设置
定义操作压力和塔的压降,在pressure profile and Holdup中有两个类型:Fixed和Calculator,如果塔初始化是Empty的话那就选用calculator;
C、Initial conditions项设置
Main中选择初始化条件:Empty和Total Reflux两种这里我们选择Total Reflux;
Initial Charge标签页中设置塔釜初始条件;根据上面的条件设置如下图6,如果有其他需要根据实际情况设置其他相关。
图6:初始化条件设置
D、Operating Steps项设置
点击Operating Steps文件夹,点击右边的New按钮新建一个Operating Steps命名为“Dist”,如下图7进行相关设置,
图7:定义Operating Steps
然后在End Condition标签页中定义结束精馏的条件如图8,我们定义Distillation receive中water的组成为0.01;
图8:精馏结束条件的设定
至此一个间歇精馏的基本设置就完成了,现在点击run按钮运行程序开始计算。
过后得到结果并且进行分析。
一下就不过多讨论了具体问题具体分析。
本文只不过起一个抛砖引玉的作用,对于Aspen Batch Distillation还有其他的比较重要的作用例如控制方面的,如果有空下次补上。
另外你也可以直接从AspenPlus中添加BatchSep模型。
在AspenPlus中运行Batchsep模型。