紫金山金矿选矿自动化控制系统_张浩
“五环归一”系统工程管理模式在紫金山金铜矿等矿山开发中的创新和实践

“五环归一”系统工程管理模式在紫金山金铜矿等矿山开发中的创新和实践陈景河【期刊名称】《《金属矿山》》【年(卷),期】2019(000)008【总页数】6页(P1-6)【关键词】低品位; 资源; 五环归一; 工程管理模式; 创新【作者】陈景河【作者单位】紫金矿业集团股份有限公司福建上杭364200; 低品位难处理黄金资源综合利用国家重点实验室福建上杭364200【正文语种】中文【中图分类】TD-9矿产资源是国民经济建设和社会发展的物质基础[1]。
现阶段我国95%以上的能源、80%以上的工业原料、70%以上的农业生产资料来源于矿产资源[2-3]。
矿产资源能否持续稳定供应,直接影响我国经济和社会的发展。
我国是矿产资源消费和生产大国,但资源禀赋差,基本金属自给率大多低于50%。
主要表现在以下几个方面[4-7]。
(1)资源总量大,但人均占有量不足。
我国已探明的矿产资源总量约占世界的12%,仅次于美国和俄罗斯,居世界第三位,但人均占有量只有世界平均水平的58%,居世界第53位[8]。
(2)“小金属”矿产资源丰富,但大宗矿产资源储量不足。
如钨、锡、钼、锑和稀土等用量不大的“小金属”矿产资源丰富,储量位居世界前列,但铁、铜、铝、锰等需求量大的大宗矿产资源储量尤为不足。
(3)富矿少、贫矿多,大矿少、小矿多。
(4)单一矿种少,伴生、共生矿多,相当部分为难选冶,开发利用难度大。
在已开发利用的139个矿种中,有87种来源于共生和伴生矿床。
目前,我国处于工业化发展后期,主要矿产资源消费总体在高位运行,基本金属消费量占全球的45%左右,且还将持续一段时间。
与此同时,随着矿产资源的不断开发,高品位、易处理的矿产资源越来越少,大量低品位、难处理矿产资源无法得到经济有效的开发,铜、铝、铁、金等重要矿产资源静态保障年限呈下降态势,对外依存度日益提高,矿产资源安全保障受到严峻挑战。
因此,通过一系列技术与管理创新,经济、高效地开发诸多低品位、难处理矿产资源,提升矿业企业核心竞争力,对缓解我国日趋突出的矿产资源供需矛盾、提升矿产资源的保障年限和国际竞争力具有深远意义。
紫金山金铜矿地下矿山无人铲运系统研究

紫金山金铜矿地下矿山无人铲运系统研究
游新天
【期刊名称】《价值工程》
【年(卷),期】2024(43)18
【摘要】针对紫金山金铜矿的生产工艺、装备配置、组织管理模式以及-50m中
段的实际资源赋存条件、围岩条件以及开采条件等情况,综合运用新一代人工智能、物联网、大数据、虚拟现实与仿真、精确定位与导航、高带宽有线/无线通信、人
工智能等先进技术,开展井下智能化采矿作业装备应用、井下装备集群控制、矿山
管控一体化平台等智能化系统建设工作,打造井下智能化采矿示范采区。
推进井下
运矿、破碎等主要生产环节的无人驾驶、远程遥控等协同技术的应用,构建地下金
属矿智能开采示范工程。
【总页数】4页(P66-69)
【作者】游新天
【作者单位】紫金矿业集团股份有限公司
【正文语种】中文
【中图分类】TD853
【相关文献】
1.福建龙岩紫金山金铜矿矿山开采对地下水的影响分析
2.“五环归一”系统工程管理模式在紫金山金铜矿等矿山开发中的创新和实践
3.紫金山金铜矿山体稳定性分
析、监测及治理4.长沙矿山院设计建造紫金山金铜矿充填系统完成试运行5.紫金山金铜矿地下采场多装备协同智能开采系统研究及应用
因版权原因,仅展示原文概要,查看原文内容请购买。
金矿选矿厂自动化系统的设计与应用探究

金矿选矿厂自动化系统的设计与应用探究随着科技的不断发展,自动化系统在各个领域的应用越来越广泛。
在矿业领域,金矿选矿厂也开始引入自动化系统,以提高生产效率和降低生产成本。
本文将探讨金矿选矿厂自动化系统的设计和应用,以及其对金矿生产的影响。
一、金矿选矿厂的工艺流程金矿选矿是从破碎、磨矿、分离等环节将含有金矿石中的金属矿物提取出来的工艺过程。
金矿选矿厂通常包括破碎系统、磨矿系统、浮选系统、尾矿处理系统等。
传统的金矿选矿厂操作过程繁琐,需要大量的人力投入,而且往往容易受到人为操作不当而导致生产事故的发生。
引入自动化系统成为提高金矿选矿厂生产效率和安全性的重要途径。
二、金矿选矿厂自动化系统的设计原理金矿选矿厂自动化系统的设计需要考虑到整个生产过程的自动化控制和监控。
对于破碎系统和磨矿系统,可以引入自动化的控制系统,实现对破碎和磨矿设备的远程监控和自动调节。
通过传感器对设备的运行状态和生产参数进行监测,从而实现对设备的智能化控制,提高破碎和磨矿的生产效率和设备的利用率。
金矿选矿厂自动化系统的设计还需要考虑到整个生产过程的集成控制和信息化管理。
通过引入SCADA系统和MES系统,实现生产过程的远程监控和生产数据的实时记录与分析,从而为管理人员提供决策支持和生产过程的优化调整。
引入自动化系统后,金矿选矿厂的生产效率得到了大幅提升。
自动化控制系统可以根据生产参数实时调整设备运行状态,降低人为操作的误差,提高生产的稳定性和一致性。
实现了生产过程的智能化控制和设备的自动化调整,从而减少了产品的浪费和能源的消耗,降低了生产成本。
与此由于自动化系统的引入,金矿选矿厂的生产安全性也得到了提高。
自动化控制系统可以实时对设备的运行状态进行监控,当设备出现异常情况时,可以及时进行报警和停机处理,保障了生产操作人员的人身安全和设备的完整性。
金矿选矿厂自动化系统的设计和应用,有效提高了金矿选矿厂的生产效率和安全性,降低了生产成本,提升了管理水平,为金矿选矿厂的可持续发展提供了有力支持。
选矿自动化方案(2023最新版)

选矿自动化方案选矿自动化方案一、引言选矿自动化是指利用先进的技术手段,在选矿生产过程中实现自动化控制和管理。
本文档旨在提供一个详细的选矿自动化方案,包括方案概述、实施流程、技术方案、实施计划等内容。
二、方案概述本方案旨在对选矿生产过程中的各个环节进行自动化控制和管理,以提高生产效率、降低能耗和环境污染。
具体内容包括以下几个方面:⒈自动化控制系统的设计和实施。
⒉数据采集与处理系统的建设。
⒊仪器仪表的改造和升级。
⒋自动化设备的选择和安装。
⒌监控与调度系统的建设。
三、实施流程本方案的实施流程分为以下几个步骤:⒈方案确定:在项目启动阶段,根据选矿生产的具体情况确定自动化方案的具体内容和目标。
⒉设计方案:根据选矿生产的工艺流程和设备情况,设计选矿自动化控制系统的硬件和软件方案。
⒊实施方案:根据设计方案,进行自动化设备的选购和安装,进行仪表仪表的改造和升级,实施数据采集系统和监控调度系统。
⒋调试与试运行:对各个系统进行调试和试运行,确保自动化系统的正常运行和性能达标。
⒌运行与维护:进行选矿自动化系统的日常运行和维护工作,保持系统的稳定运行和性能。
四、技术方案本方案的技术方案主要包括以下几个方面:⒈自动化控制系统:采用先进的PLC和DCS控制技术,实现选矿生产线的自动化控制。
⒉仪器仪表改造:对现有的仪器仪表进行改造和升级,以适应自动化控制系统的要求。
⒊数据采集与处理系统:采集选矿生产过程中的各项数据,并进行实时处理和分析,为生产调度和决策提供准确的数据支持。
⒋监控与调度系统:建设选矿生产的监控与调度中心,实现对生产过程的实时监控和调度控制。
五、实施计划本方案的实施计划分为以下几个阶段:⒈前期准备阶段:进行方案的详细设计和方案的审批,确定实施计划和项目组织机构。
⒉设备采购和安装阶段:根据方案需求,进行设备的采购和安装。
⒊系统调试和试运行阶段:对各个子系统进行调试和试运行,确保系统的正常运行和性能达标。
⒋系统运行和维护阶段:正式投入使用后,进行系统的日常运行和维护工作。
紫金山金铜矿地下矿山无人铲运系统研究
紫金山金铜矿地下矿山无人铲运系统研究在科技的海洋中,有一座名为“自动化”的灯塔,它照亮了工业的未来。
而在这座灯塔下,紫金山金铜矿地下矿山无人铲运系统的研究如同一艘勇敢的探险船,正乘风破浪,驶向未知的海域。
这项研究就像是一场精心编排的交响乐,每一个音符都充满了创新和挑战。
想象一下,一个庞大的地下矿山,黑暗而深邃,就像是一个沉睡的巨兽。
而无人铲运系统则是这巨兽体内的心脏,它跳动着,为矿山注入活力和生机。
首先,我们来看这个系统的“大脑”——智能控制系统。
它就像是一位经验丰富的指挥官,通过精确的算法和数据分析,指挥着每一个机械臂、每一辆运输车。
它的决策速度之快,就像是闪电划破夜空;它的精确度之高,就像是狙击手的瞄准镜。
然后,是这个系统的“肌肉”——机械臂和运输车。
它们在地下矿山中穿梭,就像是一群勤劳的蚂蚁,不停地搬运着矿石。
它们的效率之高,让人惊叹;它们的耐力之强,让人佩服。
然而,这项研究并非一帆风顺。
它也像是一场激烈的战斗,充满了挑战和困难。
比如,如何在复杂的地下环境中保持系统的稳定运行?如何确保机械臂和运输车的协同作业?这些问题就像是一道道坚固的防线,需要我们去突破。
但是,正是这些挑战,激发了科研人员的智慧和创造力。
他们就像是一群勇敢的战士,用他们的知识和技能去攻克这些难关。
他们的努力,就像是一场精彩的表演,让人为之动容。
总的来说,紫金山金铜矿地下矿山无人铲运系统的研究是一场科技与勇气的盛宴。
它不仅展示了人类对科技的追求和探索,也体现了我们对未来的憧憬和期待。
我相信,在不久的将来,这项研究一定会取得重大的突破,为我国的矿业发展注入新的活力。
所以,让我们拭目以待,期待这场科技的盛宴带给我们更多的惊喜和震撼。
同时,也要向那些在科研一线默默付出的科研人员致以崇高的敬意,他们就像是这场盛宴的主厨,为我们烹饪出一道道美味的科技大餐。
汽车轮毂在线识别系统的研究

一6一 C的像素点是轮 毂。 3是把灰 度值 图 小于 C的像 素点 的灰度 值设为 0以后 的效果 。可 见基 于灰度直 方 图的 图像分割和处理是很有效的。
图 1轮毂识别系统构成
因, 图像 中不可避免的存在 一些 噪声 , 但影响成像效果的主要是
在 提取特征之前 , 首先要对所采得 的图像进行一些预处理 ,
紫金山金矿选矿 自动化控制 系统. 金属矿L ,0 2 1. . 20 ( ) f 器结构简单 , 算法简洁 , 计算量少 , 实时性强 , 便于工程实现。今 5张浩.
维普资讯
第l 0期
赵 玉 良等 : 车轮 毂在 线/  ̄ 系统 的研 究 汽 yl .】
别 系统 。
在分析 了几 百幅 、 几十个类型的汽车轮毂 图像的基础上 , 提
出了一种基于视觉识别技术 的汽车轮载识别系统。该系统结构 简 单识别率 高, 能满足 自动化生严线的要求 。
2系统 构 成
轮毂识别系统主要 由计算机控制 系统 、 数码照相系统 ( 包括
随着汽车产业 的迅猛发展 , 轮毂厂家的 日产量剧增 、 如果仍然采
采用的 PD参数模 糊 自整定控制 的智 能控 制方法 , I 可改善控制 3口静. 模糊控制原理与应用. 北京 : 机械工业 出版社 。05 20 . 系统的动态性能 , 和稳 态精度 同时 ,I PD参数模 糊 自整定控制 4唐耀庚. 矿浆浓度神经网络 P D控制 系统. I 南华≯ 学学报,0 2 6 . : 20 ()
汽车轮毂在 线识 别 系统 的研 究
赵玉良 刘 伟 军 刘 永 贤 夏 仁 波
( 东 北大 学 机 械 工程 与 自动化 学院 , 阳 10 0 4 沈 10 0 ) ( 中国科 学 院 沈 阳 自动化所 先进 制造 技 术实验 室 。 阳 10 1 ) z 沈 0 6 1
金矿选矿厂自动化系统的设计与应用探究

金矿选矿厂自动化系统的设计与应用探究【摘要】金矿选矿厂自动化系统的设计与应用对金矿行业的发展具有重要意义。
本文通过对金矿选矿厂自动化系统的概述、控制系统设计、传感器与执行器应用、数据采集与处理技术以及自动化系统优化的探讨,深入分析了其在金矿行业中的应用及优势。
研究结果表明,金矿选矿厂自动化系统能够提高生产效率、降低成本,同时还能提高生产质量和安全性。
未来,金矿选矿厂自动化系统有着广阔的应用前景,有望推动金矿行业的向前发展。
通过本文的研究成果,将对金矿行业的生产方式和管理模式产生积极影响,为金矿行业的可持续发展提供重要支持。
【关键词】金矿、选矿厂、自动化系统、控制系统、传感器、执行器、数据采集、数据处理、技术、优化、应用前景、研究成果、影响、金矿行业。
1. 引言1.1 研究背景金矿选矿厂是金矿生产过程中的关键环节,对金矿的质量和产量起着决定性作用。
传统的金矿选矿厂生产模式存在着人工操作困难、效率低下、精准度不高等问题,严重制约了金矿行业的发展。
为了提高金矿选矿厂的生产效率和质量,降低生产成本,提高企业竞争力,金矿选矿厂自动化系统开始受到关注和应用。
随着科技的进步和信息技术的发展,金矿选矿厂自动化系统得到了快速发展和应用。
自动化系统将传感器、执行器、控制系统、数据采集与处理技术等技术有机结合,实现了金矿选矿过程的自动化控制和监测,提高了生产效率和质量,降低了人为错误的可能性,使金矿选矿厂的生产过程更加稳定和可靠。
我们有必要对金矿选矿厂自动化系统进行深入研究与探讨,以期为金矿行业的发展提供更好的技术支持和解决方案。
下一步将介绍。
1.2 研究目的:本文旨在探究金矿选矿厂自动化系统的设计与应用,通过分析系统的概况、控制设计、传感器与执行器应用、数据采集与处理技术以及系统优化等方面,全面了解金矿选矿厂自动化系统的工作原理和应用情况。
具体研究目的包括:深入了解金矿选矿厂自动化系统的工作原理和技术特点;探讨自动化系统在金矿选矿生产中的应用优势和潜在问题;研究数据采集与处理技术在金矿选矿厂自动化系统中的应用效果;分析自动化系统的优化方法和技术手段,提高金矿选矿生产效率和质量;总结金矿选矿厂自动化系统的应用前景,为金矿行业的自动化发展提供理论和实践参考。
黄金矿山开采中电气自动化控制系统的优化设计

黄金矿山开采中电气自动化控制系统的优化设计摘要:本文在概述了黄金矿石开采中电气自动化管理的原因,分析了黄金矿山电气自动控制系统硬件方面的优化以及黄金矿山电气自动控制系统软件方面的优化,并研究了黄金矿开采中自动化系统的设计,以供参考。
关键字:黄金矿石开采;电气自动化管理;1 前言随着我国有色金属开采技术的不断进步,对黄金矿开采的电气智能化水平提出了更高的要求,在矿山开采的过程中,已经实现了自动化、智能化和数字化的开采技术。
为了提高提高黄金矿开采电气自动化控制系统的输出功率增益,需要不断对黄金矿开采中电气自动化控制系统进行优化设计。
2 黄金矿开采中电气自动化管理的原因我国的黄黄金矿山从建立之初发展到现在,发展速度迅猛,但是在长期快速的发展过程中,出现了企业重技术、轻管理的现象。
随着黄金开采量的大大增加,企业的生产规模也在逐渐扩大,矿山开采的开采地点也越来越多。
这样一来,会加大矿山开采管理工作的难度,也增加了矿山开采调度指挥的难度。
这就要求各采矿企业,要建立自动化的生产管理体系。
实现对矿山生产、开采的一体化管理。
在这个过程中,就要求企业要利用现代信息技术,来实现矿山开采管理的自动化,提高企业的经济效益。
要想建立矿山自动化控制系统,就要充分利用当下的互联网技术,以信息技术为依托来实现机械的自动化控制。
将机械自动化控制体系与矿山开采管理体系相结合,来调整矿山开采的工作状态。
这样一来,就可以更好地统筹矿山开采和工作人员的作业信息,有利于让指挥者更好地了解矿山开采的状况。
以这些数据为依据来指挥生产,还可以帮助企业管理者做出更好的生产决策,从而更好地保证矿山生产安全性。
3 黄金矿电气自动控制系统硬件方面的优化3.1 优化输入电路输入电路的优化需要考虑在正常状态下的PLC供电源的电压范围,一般情况下,黄金矿企业所采用的电压范围为:85.0V~240.OV,电源幅度为155.0V。
但在运行和管理中,由于现场情况的复杂性,导致存在众多因素的干扰。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Series No .307January 2002 金 属 矿 山M ETA L M I NE 总第307期2002年第1期·机电与自动化·紫金山金矿选矿自动化控制系统张 浩(南昌有色冶金设计研究院) 黄孝隆 戴瑞珍(福建紫金矿业股份公司)摘 要 结合大型金矿选矿厂的工艺特点,介绍了选矿自动化系统的构成和基本功能,并分析了自动化系统网络的结构特点。
关键词 堆浸 选矿厂 过程控制The Automatic Control System of Zijinshan Gold ConcentratorsZhang Hao(Nanchang I nstitute of Non ferrous Metallurgical Designing Res earch )) Huang Xiaolong Dai Ruizheng (Fujian Zijin MiningCo .,L td )A bstract In combination with the technological characteristics of large g old concentrators ,the compositio n and basic functions of the automation system of gold concentrators are described and the structural characteristics o f automation sy s -tem netwo rk analyzed .Keywords Heap leaching ,Concentrator ,Process control 福建紫金矿业股份公司金矿四期技改设计规模2万t /d ,选矿厂设破碎筛分洗矿、炭浸和吸附中心等主要生产车间。
其堆浸法提金工艺特点:适于处理低品位含金氧化矿石,回收率较全泥氰化炭浸低,最大优点是生产规模大,生产成本低。
而全泥氰化炭浸法提金适于含泥量较高的矿石处理,生产成本较高,但它的回收率高、工艺流程短。
矿石经旋回破碎进圆振动筛洗矿,筛上产品经两段开路破碎后进堆浸,筛下产品经重选回收粗颗粒金,重选尾矿经螺旋分级机和旋流器二次分级,粗颗粒进堆浸,细颗粒经浓密缩水进全泥氰化炭浸。
堆浸贵液经活性炭吸附。
载金炭送冶炼厂解析-电解制金。
根据堆浸选矿厂碎矿、炭浸生产连续性强和连续堆浸生产占地面积大、设备布置分散的特点,我们设计了碎矿、炭浸和吸附生产过程控制PLC 系统及全厂的SCADA (远程数据采集与监控)系统。
1 自动化系统构成及特点考虑到系统的可靠性、先进性、开放性,我们采用了新一代Controllogix 控制器,结合罗克韦尔自动化ControlNet 和DeviceNet 构成完整的工控网络。
控制层采用网络冗余结构,Flex I /O 、变频器、电力监控模块的设备网络互连由DeviceNet 完成,直接面向生产过程,完成整个生产过程的数据采集、联琐控制和连续调节控制。
调度管理网络采用DF1全双工拨号通讯方式,通过企业内部程控交换机及电话专线实现碎矿、炭浸系统、吸附中心和总调管理的SCADA 功能。
操作人员通过各工作站的HM I (人机接口)进行人机对话,监视整个生产过程。
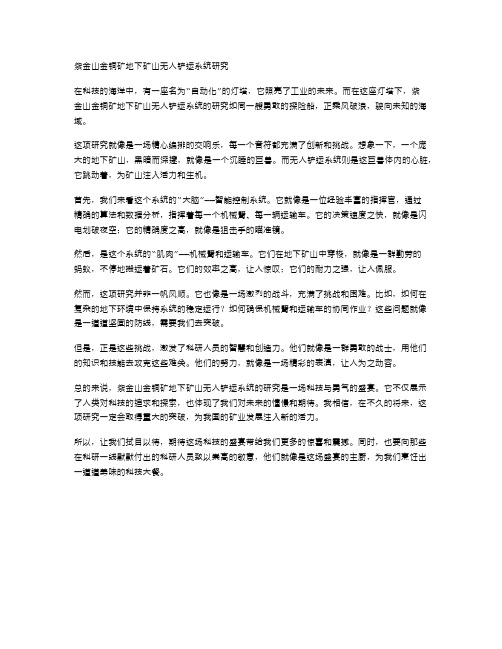
选矿厂自动化系统SCADA 网络结构示意见图1。
张 浩,南昌有色冶金设计研究院矿山分院,高级工程师,330002江西省南昌市八一大道1号。
由于堆浸选矿过程大多数为开关量信号,模拟量主要用作数显、统计和PID 调节,且自动化设备所处的环境恶劣,I /O 信号和电源扰动较大,抗粉尘、抗震动、耐腐蚀要求高。
系统采用了现场总线式集散控制模式,仪表信号的采集和设备监控由现场Flex I /O 完成,从而大大减少了各系统间的电缆连接和布线工作量,提高了系统可靠性。
上位机采用高性能大屏幕互锁工控机,2台互为备用,当1台出现故障时,另1台照常工作,实现冗余控制。
2 自动化系统基本功能选矿自动化包含以下主要内容:(1)破碎系统连续生产线各设备的起停顺序和联锁控制;(2)破碎系统矿石处理量自动监测统计;(3)渣浆输送系统的变量调节控制;·46·图1 选矿厂自动化系统SCADA 网络结构示意 (4)浓密机底流在线控制,确保进入炭浸的矿浆浓度满足工艺要求;(5)炭浸槽行动充气提炭控制;(6)各吸附系列自动充气提炭控制;(7)堆场贵液流量、吸附系统流量及贫液喷淋流量的自动计量和工艺计算;(8)贫液池pH 值的自动检测和NaCN 的自动加药调节及计量;(9)各堆场贫液喷淋实现自动调节控制;(10)各生产车间用水用电统计和经济运行;(11)全系统的设备状态监控、故障报警、历史趋势图显示及上位机画面监控;(12)报表编制打印功能。
该自动化系统具备有数据采集、过程监控和过程研究功能。
2.1 数据采集来自过程检测仪表(电磁流量计、核子皮带秤、核子浓度计、pH 值测定仪、CN -离子分析仪)的4~20mA 输出信号,由Flex I /O 通过DeviceNet 送入控制器,并存入数据库。
数据刷新时间2~4s 。
这些数据作为编制报表、报警、显示以及进行过程控制的参量。
2.2 过程监督监视过程运行的报警状态并打印报警信息;监视主要设备项目的运行时间,并总结在日报月报表中;制作运行报表,包括运行概况报表、选矿指标报表、分析品位报表、报警报表、综合运行报表,为管理部门提供选厂运行的详尽概念。
2.3 过程控制(1)直接数字控制(DDC )。
对于来自生产过程的数字信号按照编制的控制程序进行直接控制。
该系统中如破碎设备的联琐顺序控制、炭浸和吸附系列的自动充气提炭控制以及破碎渣浆、堆场喷淋的变频调速控制。
(2)监督控制。
根据过程检测仪表的输入信号,按照数学关系式进行的浮点运算结果改变模拟调节器或DDC 回路的给定值,从而实现综合参量控制。
如浓密机底流控制中根据底流矿浆浓度和流量的变化来自动控制底流阀门的调节,从而保证进入炭浸槽的矿浆浓度为40%;以及炭浸、吸附系列自动加药过程中,按照贫液的CN -离子浓度和pH 值调节加药量。
2.4 过程研究通过采用罗克韦尔软件编制的画面监控软件,可以从数据库中随时取出选矿工艺流程中的某一点的运行记录,以表格时间函数曲线、趋势曲线、流程图等形式在上位机上显示和打印,供专业人员进行分析研究,指导生产。
3 自动化系统的网络特点3.1 ControlNet 特点(1)开放性。
ControlNet 是由罗克韦尔自动化开发的工业自动化领域的标准开放网络。
用户可以选择不同的设备供应商来提供的设备,通过Con -trolNet 联系在一起,协调有序地工作。
随着微电子技术、网格技术和软件技术的发展,用户对自动化的要求越来越高,现代的自动控制已不再是传统的单机应用,在一个现代化的工业控制系统中,已经不再可能完全由某一家公司提供全部的设备,即便某家公司有这个能力,他所提供的产品也未必都是最好最合适的。
这就不可避免的要使用到不同厂家的产·47· 张 浩等:紫金山金矿选矿自动化控制系统 2002年第1期品,这就要求设计必须选择一具有广泛支持的标准网络,使所有的设备能够很好地协调工作。
(2)高效率。
Co ntrolNet采用了全新的网络模式,即生产者/消费者模式。
众所周知,传统的网络要用的是源/目的模式,任何一个信息必须是从某一个节点发送至另一个节点,这种模式的最大弊病是它是不确定的,同样的信息如果要传输到网络上多个节点,必须重复传输多次,这极大地浪费了网络带宽,降低了网络效率;而采用生产者/消费者模式,不同的消费者(信息接收者)同时接收来自生产者(信息产生者)的信息,如果某些信息是它所不需要的,它可以忽略,而只处理那些它需要的信息,这种全新的网络模式是对传统的网络模式的革命,它极大地提高了网络的效率。
传统上,在PLC处理器之间所使用的网络不能用于连接I/O机架,反之亦然,但是ControlNet可以同时应用在处理器的连接和I/O 机架的连接,构成一个完整的控制层网络。
在Con-trolNet上,用户可以根据需要,构成主从、多主和对等通讯网络,甚至可以在同一个网络上混合构成主从、多主和对等通讯网络,这为网络的应用提供了极大的灵活性。
ControlNet上的节点,可以根据每个节点的特性选择采用巡检、定时和逢变则报等多种工作方式,这极大地降低了网络上无用信息的传输,有效地利用了网络带宽,提高了网络效率。
(3)确定性和可重复性。
由于ControlNet采用了生产者/消费者的网络模式,使得其网络速度和效率不随网络上节点数目和网络距离而变化,并且用户可以预先组态网络上节点的信息传输时间,确保全部信息在预先设定的时间内得到传输。
Control-Net采用的时间片技术从原理上杜绝了网络发生阻塞的可能。
确定性和可重复性在现代控制系统中得到了越来越多的应用。
(4)可靠性。
ControlNet具有标准的冗余配置。
采用不同路径的冗余网络配置,PLC处理器同时侦听两条网络上的信息,而选择其中信息质量更好的网络信息,极大地提高了网络的可靠性。
Co ntrolNet还具有极强的网络诊断能力,一旦某一节点发生故障,网络上的处理器能够及时地发现故障所在位置,这极大地提高了系统的可维护性。
ControlNet的基本指标为最大通讯距离30km(同轴电缆),通讯速率5Mbps,单个网络最大节点数99个。
3.2 DeviceNet特点DeviceNet用于现场设备(传动装置、开关、I/O 和人机界面)与PLC之间的通讯网络,通讯速率为125~500Kbps,传输距离最大500m,最大节点数63个。
采用生产者/客户通讯模式,支持多种网络拓扑结构,允许在线组态和带电插拔。
DeviceNet作为设备层网络,可以通过控制层网络ControlNet和信息层网络Ethernet与Internet网络互连,构成M icrosoft的基于Internet的分布式制造网络体系结构(DNA),实现异地监控和诊断功能。
DeviceNet主持主-从、多主和对等通讯。
用户的PLC应用程序和PC数据,可以通过DeviceNet 实现设备的有效控制。
DeviceNet使用RSNetwo rk 软件进行网络管理和组态。
它可以任选几种专门定义的组态:打印数据表格、参数对象程序、组态汇编程序和电子表格。
DeviceNet通过SCANport接口与1336变频器、通过扫描器模块与Flex I/O连接。
4 结 论结合技改工程建设进度安排,该自动化系统吸附中心、破碎炭浸和调度管理部分逐步实施。
投入实用后,将极大地提高矿山生产的劳动生产率,具有广泛的社会经济效益。