白车身焊装强度的质量控制
汽车白车身焊接质量控制及检测和评价

汽车白车身焊接质量控制及检测和评价摘要:白车身即为车身钣金总成,其是由很多冲压成型的钣金焊接而成的结构件。
白车身结构复杂,由几百个冲压件、焊接螺栓、焊机螺母经过焊接而成,因而焊接的焊点非常多。
白车身的焊接工艺技术主要有电阻焊、电弧焊、激光焊、CO2气体保护焊。
关键词:白车身;焊接;质量控制;检测;评价引言随着汽车制造技术水平的高速发展,各汽车主机厂焊装工艺的自动化程度越来越高,其中机器人的投入使用带来的自动化提升最为明显,为适应主机厂的发展,为主机厂提供焊接零部件的供应商也开始大量使用机器人进行自动化生产,节约人力成本的同时,提升自动化率,提升产品质量的可控性与一致性。
同时,随着生活水平的提高,人们对汽车的需求越来越多样化、个性化,促使汽车制造向高柔性化方向转变。
焊接零部件供应商为适应这种需求,也在寻求更为经济,更高效率的柔性生产方式。
1装置工作原理该汽车车身板件定位切割焊接装置,包括支撑板、定位杆和板件,支撑板上设置有滑动槽,滑动槽内部通过滑动块安装有支撑块,支撑块顶部端面包覆有棉层,板件的内部通过棉层放置在支撑块上,空腔内底部通过导向槽安装有滑动板,定位杆通过调节轴固定安装在滑动板的末端,定位杆的末端通过转轴安装有定位座,并通过定位座的端面与板件端面接触设置。
切割、焊接时,对板件支撑固定,支撑块根据需要支撑固定的板件的面积通过滑动槽调节位置,支撑块通过顶部端面包覆的棉层对板件内部支撑,滑动板通过导向槽根据板件的长度或宽度从空腔内部拖出,操作盘对调节轴转动,带动定位杆转动,并根据需要焊接固定的板件宽度通过调节块在调节槽调节位置。
2汽车白车身焊接工艺2.1电阻焊技术电阻焊技术是指被焊接零部件在两个电极之间,以电流熔炼零部件实现白车身融合的技术。
此类白车身零部件在焊接中的电阻值相对较大,当电流经过此零部件的时候都会造成焊接部位临近区域产生电阻热。
从而融化两个零部件,将其牢固地结合在一起。
当前,电阻焊主要包含了点焊、凸焊、缝焊和对焊四种类型。
关于白车身胶体连接原理及胶接质量控制管理

关于白车身胶体连接原理及胶接质量控制管理摘要:汽车白车身是将板材通过焊接、胶体连接、螺栓装配等方式组合而成的,其中胶体连接的作用是增加车身刚度、提升车身抗腐蚀性能提升、降低噪声等。
在白车身生产过程中,使用了大量的结构胶、密封胶以及膨胀胶和型腔阻断胶。
由于涂胶质量对白车身的质量影响较大,故在白车身生产过程中,涂胶的过程及结果管理尤为重要。
涂胶质量主要是管理涂胶外观质量、涂胶尺寸、连接性能等,针对上述实物质量开展涂胶质量过程管理,涂胶人员技能、涂胶温度、涂胶工装、胶嘴直径、涂胶设备均需进行精细化管理,才能确保白车身涂胶质量,满足整车质量和性能要求。
关键词:白车身;涂胶;NVH;胶接1胶体连接方法简介胶体连接即采用具有一定粘性的胶体连接零件的工艺方式,最普遍的胶体作业方式为涂胶,因此胶体连接通常指的是涂胶,但有时因实际需要也采用粘贴或装配的作业方式。
本手册为区分不同形式的胶体作业,引入胶体连接概念(简称胶接)。
因涂胶应用最广,为方便习惯阅读,下文未特别说明时胶接等同于涂胶。
1.1 胶体分类胶体分类通常根据功能进行区分,也可以根据作业方法、胶体形态进行分类。
各分类方法无绝对区分,如减震胶一般为使用胶枪涂布的糊状类胶,但有时也会使用半固体类胶粘贴在白车身部位,如某些零件涂胶槽内可粘贴半固体胶或涂布糊状胶。
1.2加强质量控制的意义白车身是汽车的构成,也是汽车的要件之一,能够承载汽车和其他要件,是人们可以直观看到的部分。
因此加强白车身的质量控制,不仅与汽车外观息息相关,也会影响汽车的质量和性能,所以白车身的质量水准,是衡量汽车企业生产水平和工艺的重要标准。
在白车身生产和制造过程中,会涉及到许多的生产工艺和技术,要想加强白车身的整体质量,就要对每个环节和工艺都进行严格的控制,才能全面提升白车身质量。
在实际生产过程中焊接点的质量控制和白车身涂胶质量控制,以及白车身尺寸控制和尺寸控制方法,还有选装件区分质量控制和扭矩控制方法是生产工艺中最为主要的方法,所以加强对这些工艺的控制,可以全面地提高白车身质量,进而提升提高企业的经济效益,对企业生存和发展也有着非常重要的影响。
神龙特色的白车身焊装质量控制
一东风汽车有限公司/ 崔厚学
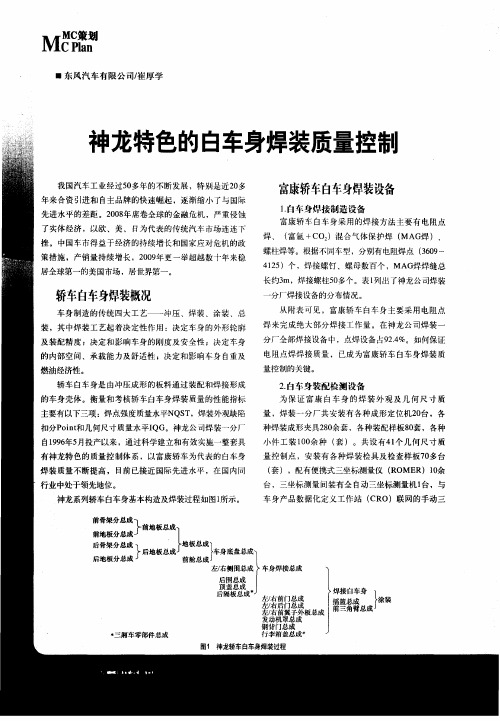
神龙特色的白车身焊装质量控制
我国汽车 工业经过5 多年 的不断发展 ,特别是近2 多 0 0 年 来合资 引进 和 自主 品牌的快速 崛起 ,逐 渐缩小 了与国际
先 进水平 的差 距。2 0 年席卷 全球的金 融危机 ,严 重侵蚀 08 了实体经济 ,以欧 、美 、 日为代表 的传统汽 车市场连连 下
电阻点焊焊 接 质量 ,已成为富 康轿车 白车身焊 装质
量控制的关键。
燃油经济性。
轿车 白车 身是 由冲压成 形的板料 通过装 配和焊接形 成
2白车身装配 检测设备 .
为 保 证 富 康 白车 身 的焊 装 外 观 及 几 何尺 寸 质
量 ,焊装一 分厂共 安装有 各种成形 定位 机2 台 ,各 0 种焊装成 形夹具 2 0 8 余套 ,各种装 配样板 8 套 ,各种 0 小 件工 装 1 0 种 ( )。共 设有4 个几 何尺 寸 质 o余 套 1
量 控制点 ,安装有 各种焊 装检具及 检查 样板7 多 台 O
( ),配有便携式三坐标测量仪 ( OME 套 R R)1余 0
台 ,三坐标 测量 间装有全 自动三坐标测量机 1 ,与 台 车 身产品数据 化定 义工作站 ( R C O)联 网的手动三
后骨架分总成
后板成地总l 底总] 地总成 板成 身盘成 } 车 、 后地 板 总
l2 O4
75 . %
lO 0 %
坐标测量机一台。
白车 身总成 由数百种钣金 件组成 ,这些零件 由焊装
会增加焊接时 的接触 电阻 ,对焊 接 质量的影 响很 大。为
此必须对焊件表 面点焊 区域进 行前处理 ,表 面清理方法
车身焊点强度试验管理办法
汽车制造有限公司支持性文件1. 目的1.1 为了统一规范白车身焊接质量,能直观地观察白车身质量检查评价项目,规范员工的操作手法,特制订本管理规定。
2. 范围2.1 本规定适用于本公司焊装车间。
3. 要求3.1 白车身破坏检查:对生产的车型,周期性对焊装车间生产的白车身,进行以验证焊点强度为目的的,全破坏拆解检查。
3.2 白车身破坏检查周期:每10000台或半年3.3 白车身破坏检查判定标准:3.3.1 工艺文件关键工序所规定的关键焊点合格率达到100%为合格。
3.3.2 其他焊点为非关键焊点,合格率达到93%为合格。
4. 职责4.1总经理4.1.1 负责【工作联系单】的批准。
4.2 工艺技术部4.2.1 部长负责【工作联络单】的批准,及【白车身焊点强度测试报告】批准。
4.2.2 工艺技术部焊装室主任负责【工作联络单】的审核4.2.3 工艺技术部工艺员负责编制白车身破坏检查【工作联络单】编制,全程跟踪整个车身破坏检查过程,并记录,根据检查标准编制【白车身焊点强度测试报告】。
4.2.4 工艺技术部工艺员负责根据测试报告内容中不符合项内容进行整改。
4.3 焊装车间4.3.1 部长负责【工作联系单】的确认,并安排白车身拆解人员。
4.3.2 操作者负责对责任部分的总成、分总成进行全破坏检查。
5. 工作流程5.1 全破坏拆解流程:原则上按标杆白车身本体焊接流程的反向程序分解,但如有特殊的搭接关系则应特殊对待。
6.操作过程及要领6.1 准备工作6.1.1 劳保用品:安全帽、劳保鞋、围裙、护目镜、防护耳塞、帆布手套。
6.1.2 工具:榔头、铲子、游标卡尺、记号笔、磨光机、切割片。
6.2 操作要领6.2.1 白车身全破坏操作前操作人员应穿戴好劳保用品,保障作业安全。
6.2.2 白车身全破坏操作前应对作业设备进行目视检查,气动工具启动1分钟后进行拆卸工作。
6.2.3 白车身全破坏拆解顺序应该与车身焊接顺序相反进行拆解作业,在拆解过程中应严格按照不良焊点判定基准来确认。
浅谈白车身质量管理

浅谈白车身质量管理【摘要】:随着社会经济的发展和科技水平的进步,汽车行业的发展越来越快。
汽车不仅仅是工业产物了,而更多的是表现出了文化氛围,人们对汽车的观感、性能、安全感和舒适度等方面有了更高的要求。
车身在整车的这些标准占有重要地位,而白车身在制造中更具有代表性。
在白车身的拼造工程中,涉及众多工艺,只有控制好每个工艺环节,才能保证白车身的质量。
在这诸多的工艺中,焊接、涂胶、尺寸、力矩、表面质量、外观焊接质量管理犹如六大支柱。
论文重点从这6个方面阐述白车身质量的控制方法。
【Abstract】With the development of social economy and the advancement of science and technology, the development of the automotive industry is getting faster and faster. Automobiles are not only industrial products, but also show a cultural atmosphere. People have higher requirements for the perception, performance, safety and comfort of automobiles. The body occupies an important position inthese standards of the whole vehicle, and the body in white is more representative in manufacturing. In the body-in-white building project, there are many processes involved. Only by controlling each processlink can the quality of body-in-white be guaranteed. Among these many processes, welding, gluing, size, moment, surface quality, and appearance welding quality management are like six pillars. The paper focuses on the control method of body in white quality from these six aspects.【关键词】汽车;白车身;质量控制;方法【Key words】 automobile; body in white; quality control; method1白车身焊接控制方法焊接点质量控制方法在白车身的生产过程中应用比较广泛,每一辆白车身都是由成百上千的零部件构成的,而这些零部件之间只有通过焊接才能组装结合在一起共同构成一个完整的白车身,所以要想从根本上提高白车身的质量,就必须要加强对焊接点进行质量控制。
白车身焊接工序质量检验控制规范

备注
0.5
10
>4.5
—
0.8
12
>5.0
—
1.0
12
>6.0
—
1.2
14
>6.5
—
1.5
14
>7.0
—
2.0
16
>8.0
—
2.5
18
>9.0
—
3.0
20
>10.0
—
5.2.5 有效焊点数量
工艺文件中规定的某个焊接边的焊点数为 5 个或者更少时,不允许出现有缺陷焊点或少焊点;工艺文件
中规定的某个焊接边的焊点数为 6 个或者更多时,允许的缺陷焊点数量和多余的焊点数量见下表 3。整车的
Q/JL J176018-2011
图 1 扭转试验
表 1 低碳钢点焊熔核直径的合格判定标准
材料厚度(mm)
最小值(mm)
平均值(mm)
备注
0.6
3.4
3.9
—
0.7
3.6
4.2
—
0.8
3.8
4.5
—
0.9
4.0
4.7
—
1.0
4.3
5.0
—
1.2
4.7
5.5
—
1.4
5.0
5.9
—
1.6
5.6
6.3
—
1.8
5.7
6.7
—
2.0
6.0
7.1
—
2.3
6.4
7.6
—
2.5
6.7
7.9
—
2.8
7.0
8.4
—
3.0
调试各阶段白车身精度品质控制方法
调试各阶段白车身精度品质控制方法SE阶段:合理制定公差:结合制件品质特性、成型特性、搭接匹配性等分析制件的重要部位和非重要部位,对其进行合理的公差分配(SE技术部、品质管理部、焊装技术部、冲压技术部、研究院设计人员共同协商确定)。
主要考虑前期车型后期调试过程的问题反馈情况,进行需要改进制件的确定;以往车型问题数据的收集,制定改进目标;分析造成重大影响的问题部位的数据,确定关键点;然后对各部位的公差进行合理的优化;对识别出的重要部位在后期制造、调试阶段重点控制,保证制件的品质状态。
SE分析:从材料的利用率、制件成型性等方面进行分析,对实际制造过程当中可能造成的材料利用率低,制件开裂、拉毛等方面进行考虑,保证材料的有效利用以及减少制件后期问题等,从而降低开发成本。
另外还需要结合以往车型顾客的对车身品质的要求、提出的问题、或碰撞试验中的不达标项的强度等一系列情况进行分析,最终保证车身的精度及强度品质。
定位基准的确定:结合模具、夹具、检具的不同功能对品质基准书中设立的定位基准进行分析,综合以往车型后期反馈的定位不良问题进行整理分析,确定开发车型的定位与以往车型的对比性,对定位孔、定位面的设置进行合理性改进,保证后期检具、夹具、模具等定位设置合理性、适用性和一致性。
ET阶段:对首续制件进行品质状态确认,发现其中的冲压不到位的问题,进行数据记录、整理与分析,然后把问题反馈制件厂,对其不良部位进行整改。
对首续件进行人工冲孔、翻边、整形等工作,然后进行数据测量确认手敲件状态,用手敲件进行车身焊接,确认匹配问题,进行数据测量分析,把制件问题反馈制件厂,为后续模具修整提供数据,同时建立问题库,为后期PT调试提供实践依据,防止问题的再发,使车身调试阶段能更快速的达到固化状态。
试制车身的精度数据可以起到承前启后的作用,为前期和后期的问题的问题整改提供了有利的数据依据。
PT阶段:品质控制流程:对首批全续件进行数据测量,对测量数据进行整理分析,识别出需要进行整改的问题部位反馈制件厂,要求其进行整改。
浅谈白车身错漏装质量管理
浅谈白车身错漏装质量管理发布时间:2022-10-11T02:48:14.809Z 来源:《中国电业与能源》2022年第6月11期作者:杜小江[导读] 随着社会经济的发展和科学技术水平的不断提高,汽车行业已经成为了工业社会的产物,并且得到了人们的重视,作为人类科技文明的成果,杜小江奇瑞商用车(安徽)有限公司河南分公司河南省开封市 475000摘要:随着社会经济的发展和科学技术水平的不断提高,汽车行业已经成为了工业社会的产物,并且得到了人们的重视,作为人类科技文明的成果,它发挥着极大的作用,不仅能够有效的改善人们的生活水平,并且也营造出来的工业化的氛围。
汽车在社会上发挥着越来越重要的作用,人们在使用汽车的方面也越来越广泛,为了能够追求更高的生活质量,汽车的观感术和舒适度也就有了更高的要求,在汽车制造的过程中,汽车企业需要关注到这些方面,对于汽车的焊装进行相应的分析,从而有效的调节汽车,在焊装过程中可能出现的各种问题,并且为焊装提供相应的参考依据。
关键词:白车身;错漏装;质量管理前言白车身主要的是指完成焊接但是没有完成涂装之前的车身,因此白车身还需要进行后续的焊装以及完善工作,在这个工作过程中,需要对整个车身进行相应的了解,科学的规划焊装的过程,在对白车身进行制作和分装的过程中,需要注重焊装的质量,需要让焊装技术在其他工作过程中起到承上启下的作用。
白车身在焊装的过程中,有可能会因为工艺不成熟而出现错装漏装的问题,需要在焊装的过程中提高焊装技术的质量,因此需要重点的思考汽车的焊装过程,对推动汽车的发展奠定相应的基础。
一、影响白车身错漏装的因素(一)定位偏差白车身在焊装的过程中需要对零部件的空间进行准确的定位,否则有可能会因为定位不准确的方式,影响到整个汽车的质量和精度,避免在焊接和安装的过程中造成不良的后果。
整个焊接作业的过程需要对定位进行相应的研究,避免定位控件不准确的方式,导致整个焊接工作出现困难,冲压薄板钢性变差,这样子会对整个车身的质量产生一定情况的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白车身焊装质量控制
汽车白车身的焊装质量控制受焊装后尺寸精度、焊装强度及外观质量等多种因素影响。
为了强化白车身的焊装质量控制,从技术和管理两个方面加强努力,将现有生产存在的问题进行分类不断完善,从而提高产品质量,以有效提高车辆生产的“质投比”。
白车身的焊装质量控制主要体现在4个方面:焊装后尺寸精度、焊装强度、外观质量以及减震抗噪密封性。
用户对质量的要求,决定了生产厂商对质量。
用户对质量的要求,决定了生产厂商对质量的重视程度和投入程度。
因尺寸精度影响后序零件的装配,不仅是用户的要求,生产厂商也必须给予足够的重视;减振抗噪密封性会影响用户的驾驶或乘座的舒适度,对此生产厂商也会重视;外观质量影响车身的美观,甚至直接影响生产企业的销售状况,生产厂商更会对其引起重视。
然而,用户在购买车辆时唯独对焊装强度无法评判,总不能把新车撞一撞来试验其结实程度。
由于用户在购买汽车时对车身强度的意识比较淡化,导致了生产厂商对焊装强度这个指标重视不够。
为了强化白车身的焊装质量控制,长安汽车公司目前正从技术和管理两个方面加强努力。
技术方面
一、技术管控
1.白车身精度的管控
众所周知,在汽车制造行业中,白车身的制造工艺是重中之重,其中白车身尺寸精度是保证整车零部件装配精度的基础。
白车身焊接精度关系着整车装配的匹配性、整车的安全性,所以有效的控制、提高白车身的焊接精度,是整车质量的重要保证,也是产品能否具有市场竞争力的重要基础之一。
车间车身精度的管控从工装夹具的管控开始,夹具的管控从日常
点检抓起,而且车间对夹具进行分类并定期进行精度检测。
车间的装配工艺也是一项重要内容,编制了操作者进行生产时使用的作业指导书指导操作。
对于白车身的监控车间每日开展开口检具检测,定期对车间部件开展PCF检测,以便及时发现生产过程中的尺寸问题。
2.车身强度的管控
车身强度关系到汽车的安全性能,目前焊装车间主要采用破坏性和非破坏性两种方式对车身进行严格控制。
非破坏实验主要有撕裂实验和撬检。
撕裂实验是开班前对焊接设备进行检测的一种方式,通过模拟真实的焊接环境,观察焊点质量是否合格,对开班时的焊枪进行监控。
撬检是在生产过程中对焊点进行规定的焊点进行撬暂,是一种对焊接过程监控的方式,通过对焊点质量的观察来判定焊点是否合格。
另外,车间每季度对生产线所有的焊钳参数检测一次,及时对不符合工艺要求的设备进行调整,防止因参数造成焊点质量问题。
破坏性手段主要有撕裂,车间定期对白车身进行撕裂实验,主要白车身和外协件的对虚焊进行监控,随着公司对质量的严格要求,目前车间增加了对分总成的撕裂。
3.车身外观的管控
车身外观是车身一项重要指标,目前车间从五门一盖的间隙段差到外观面的碰划伤均制定了严格的标准。
五门一盖间隙从试制开始就开始进行严格的标准制定,进过多轮论证多次试验最终形成量产阶段标准。
随着加入重庆重庆长安,车间对五门间隙段差的管理手段也在增加,目前车间正在开展SPC,对五门间隙段差的过程能力进行论证。
CX20车型自从转产过来,车间开发制作多套安装辅具相信在后续车型中也会加以运用。
对碰划伤的管控车间一方面加强“三工序”理念的贯彻执行,另一方面车间制定了碰划伤的评定标准,并制定专门的维修人员和质量放行人员进行监控。
4.减振抗噪密封性
汽车的风燥和密封性,是影响驾驶舒适性的一项重要指标。
目前公司开展Audit动态考评和气密性检测。
焊装车间通过PVT平台和质量早会,认领相关问题。
通过技术攻关和技术改善对问题进行关闭。
对气密性车间严格执行打胶工艺,开展定期的工艺纪律检查,对不符合要求问题进行通报。
风噪问题主要是对焊接过程进行管控,加强装配和打胶工艺的执行。
二、管理体系
1. 技术、生产及质量部门分工协作清晰。
由技术部门立法、生产部门执行、质量部门监督。
不能让生产部门充当规则的制订者、运动员和裁判员,各部门岗位责任明确、组织体系尽快落实,减少工作中扯皮、推委现象。
2. 长安公司正在全员学习福特的G-FPS管理体系,把精益生产方式逐步推广,使生产工艺、现场管理及工人的操作系统化、科学化、程
序化和标准化。
精益生产的系统也是集市场信息和生产为一体的经营系统,有了市场观念,就有了合理的库存观念。
市场的拉动会使现场的前序为后序服务,职能部门为现场服务。
白车身质量管控是一门综合学科,涉及工艺、技术质量和管理等,对白车身质量的管控需要各学科知识的综合运用。
随着生产技术的进步,白车身质量管控也需要不断引进先进的技术和设备,采用先进知识和先进的技术对白车身质量进行管控。