圆锥滚子轴承内圈滚道撂边分析_赵明良
用“正交试验法”优化精超滚锥轴承滚道的工艺参数

L efn I Yu e g
( e at n f c aia E g er gT c nlg , a a oaia C l g ,D l n Lann 0 7 D pr met h ncl n i ei eh o y D l n V cncl ol e a a ioig1 6 3 , o Me n n o i e i 1
排 见 表 5所 示 。
1 2 试 验 方 案 设 计 .
1 3 试 验 结 果 及 分 析 .
() 1 制定 因 素水平 表 : 响精 超 加工 质 量 的 因 素 影 较 多 , 过分 析筛 选 , 定 考 察超 精 时 间 、 件 转 速 、 经 确 工 油石 硬度 、 精 头压 力 、 精 头 振 频 、 超 超 超精 头 振 幅 、 超 精头 往复 速度 七 个 因 素 。这 七个 因素 均 可 以 取各 种 水平 , 形成 无 数种 组合 , 虑工 件 的超精 时 间对精 超 考
1 优化 精超滚 锥轴 承套 圈滚 道工 艺参数 的试验
1 1 试 验 条 件 .
() 1 试验 设 备 :S 3 0滚 子轴 承滚 道 超 精 机 , JF0 主
要 性 能参数 见表 1 示 。 所
表 1 超 精 机 主 要 参 数
设 备 型 号 主 轴 转速
/ r・ mi 。 n 。
验 , 过 试 验 的 方 法 确 定 其 工 艺 参 数 。 为 了 通 过 通
最 少 的试 验 , 得 最 佳 的 效 果 , 定 用 “ 交 试 验 获 确 正
法’ ’ 。
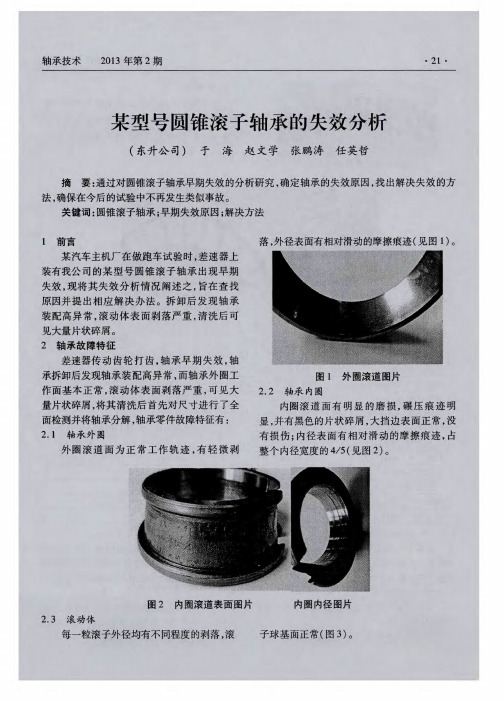
某型号圆锥滚子轴承的失效分析
2 0 1 3年第 2期
・ 2 3・
转动现象 ; 而出现转动痕迹 , 说 明轴 承 内圈和
轴 之 间发生 相互 运动 , 轴 承工 作异 常 ;
易见作用在轴承单粒滚子上 的载荷非常大, 所 以滚子表面剥落最为严重 , 见图 5 所示 。
5 结 论
④轴承保持架 2 / 3的横梁外径表面有摩擦
保持架在惯性 的作用下继续转 动, 造成横梁 内 表面边缘有沿转动方向的挤压 变形 , 横梁外径 表 面和外 圈滚 道有 摩擦 痕迹 ; 负荷 区域
滚子挤压保持架 , 保持架产生 变形并 同外 圈工
作面产生摩擦 , 所受载荷增 大 , 造 成 轴 承 内 圈
和轴之间相互运 动 , 导致 轴承窜动 , 造缘有沿转动方 向的 挤压变形 , 同时保持架 窗 口小端有 明显 的滚子
压痕 , 可 以认 为 轴 承 工 作 时 滚 子 突 然 卡 死 , 而
根 据清 洗后 可见 大量 片状 碎 屑 , 和 通 过对
轴承残件表面的损坏现象进行客观分析, 可以
初 步认 定轴 承是 在 工 作 时 由于 异 物 进人 , 滚子 突然 卡 死 , 保 持 架 在 惯 性 的作 用 下 继 续 转 动 ,
2项 实 用 新 型 专 利 : 《 z L 2 0 1 0 2 O 1 2 8 5 1 7 . 6 三排 圆柱滚子轴承轴 向组合保持架》 ( Z L 2 0 0 7 1 0 1 9 3 1 2 0 . 8一种大型精密轴承轴 向游隙的多功能 自动测量仪》 ; 2 、 发布 《 滚 动轴承 无 损检测 磁粉检测 》 C B / T 2 4 6 O 6— 2 0 0 9国家标 准 ; 3 、 发 表 了《 土 压 平 衡盾 构 主轴 承 力 学性 能 分析》 、 《 土压 平衡 盾构 主轴 承的结构 设计分 析》 、 《 盾构轴承套 圈齿 部淬火工艺研究》 、 《 盾 构轴承滚道中频淬火工艺研究》 等 4篇论文 ; 4、 荣 获 洛 阳市 科 技 进步 二 等奖 、 洛阳 L Y C 轴承有限公司科技进步一等奖。 成 果应 用情 况 2 0 1 2 年6 月, 该盾构机主轴承在上海伊犁 路l 0 号地铁线 出人 口工程上完成贯通工作 , 应 用期间轴承运转正常。这是 国产盾构主轴承首 次在实际工程得到装机应用 , 标志着国产盾构主 轴承已经具备了替代国外进口轴承的实力。 ( 技术中心科研管理科供稿)
圆锥滚子轴承内圈挡边与滚子接触处的润滑
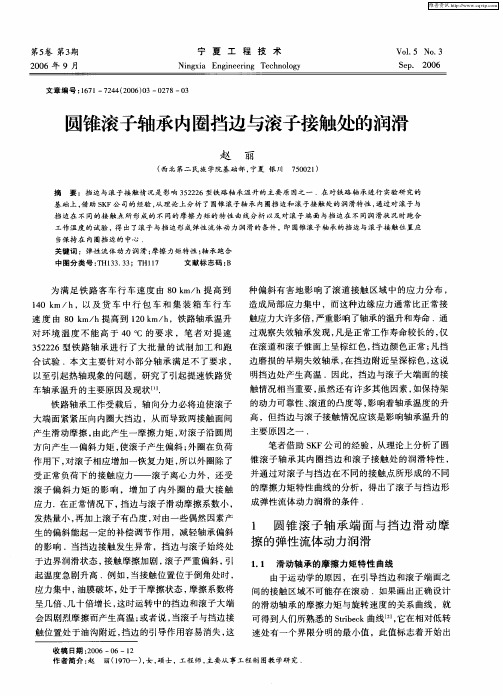
边 磨 损的早 期失 效轴 承 , 在挡 边 附近呈 深棕 色 , 这说
明挡 边处 产生 高温 .因此 ,挡边 与滚 子大 端 面的接
触情 况相 当重 要 , 虽然 还有许 多 其他 因素 , 如保 持架 的动 力 可靠性 、 道 的凸度 等 , 响着轴 承温 度 的升 滚 影
高 ,但 挡边 与滚 子接 触情 况应该 是 影 响轴 承温升 的
基 础 上 , 助 S F公 司 的 经验 , 理 论 上 分 析 了 圆锥 滚 子 轴承 内圈挡 边 和 滚 子 接 触 处 的 润 滑 特 性 , 过 对 滚 子 与 借 K 从 通
挡边在 不同的接触点所形成 的不 同的摩擦 力矩 的特性 曲线分析以及对滚子端 面与挡边在 不同润滑状 况时跑合
圆锥 滚子轴承 内圈挡边 与滚 子接触处 的润滑
赵 丽
( 北 第 二 民 族 学 院基 础 部 , 夏 银 川 7 0 2 ) 西 宁 5 0 1
摘 要 :挡 边 与 滚 子 接 触 情 况 是 影 响 3 2 2 5 2 6型铁 路 轴 承 温 升 的 主 要 原 因之 一 .在 对铁 路 轴 承 进 行 实验研 究 的
维普资讯
主要原 因之 一 .
铁 路 轴承 工作 受载 后 ,轴 向分 力必将 迫 使滚 子
大端 面 紧紧压 向内 圈大挡 边 ,从 而 导致 两接 触 面间 产生 滑动 摩擦 , 由此产 生 一摩擦 力矩 , 滚 子沿 圆周 对
方 向产生 一偏 斜 力矩 , 滚子 产生 偏斜 ; 圈在 负荷 使 外
会 因剧烈 摩 擦而产 生 高温 ; 者说 , 或 当滚子 与挡 边接
触 位置处 于油沟 附 近 , 边 的引导 作用 容易 消失 , 挡 这
圆锥滚子轴承内圈挡边和滚道测量偏差的相互影响与控制_张益军
1 前言
圆锥滚子轴承成品的装配高受多种因素影 响,其中内圈大挡边的尺寸偏差对其装配高影响 较大。目前所用测量方法,挡边和滚道的尺寸偏 差测量值,不等于实际尺寸偏差,设计规定的尺 寸偏差对轴承装配高影响系数也不等于测量偏差 对轴承装配高影响系数。需要找出测量偏差与设 计偏差的关系,合理确定允许测量偏差,在加工 过程有效控制保证成品装配高的要求。
图 14 轴承型号2 渗层组织 图 15 轴承型号2 心部组织
图 12 轴承型号1 渗层组织
图 13 轴承型号1 心部组织
β
δ
a
εdL/2
B D C A
θ
dL
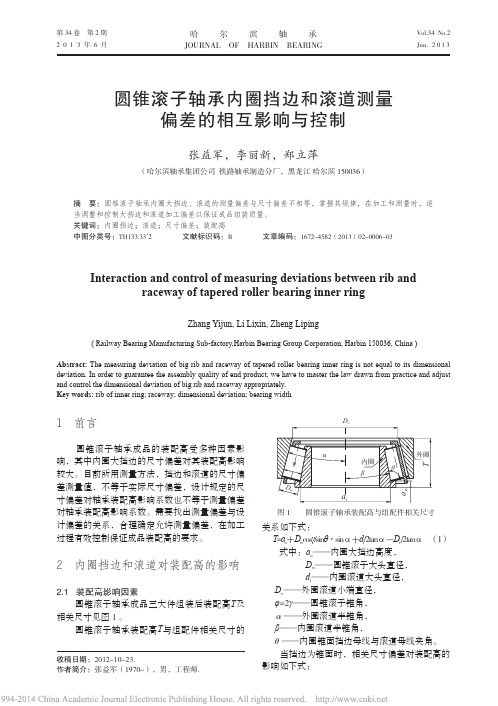
图2 挡边高度偏差与滚道尺寸偏差的关系图
AD=AB·sin(θ-β)/sinθ, AC=AD·cosβ, DC=AD·sinβ, ∴AC=AB·cosβ·sin(θ-β)/sinθ, DC=AB·sinβ·sin(θ-β)/sinθ, 即δa=δ'a·cosβ·sin(θ-β)/sinθ, εdi=2δ'a·sinβ·sin(θ-β)/sinθ. 综合上述各式,可知挡边测量偏差对轴承成 品装配高的影响值: ∆ 'Ta=fao·δa-fdi·εdi =δ'a·sin(θ-β)(cosβ-sinβ/tgα)/sinθ. 由图 1 可知β=α-φ ,代入上式整理后: ∆ 'Ta=δ'a·sinφ ·sin(θ-β)/sinθsinα. 设挡边测量偏差δ'a对轴承装配高的影响系数 为ka,则: ka= sinφ ·sin(θ-β)/sinθsinα (4) ∆ 'Ta=kaδ'a 3.2 滚道测量偏差对装配高的影响
φ α
De
β
θ
di
精密圆锥滚子轴承内滚道圆度误差的控制_王军

V 型支架角度 α 60° 90° 108° 120°
测出误差的波数 3;9 3;5 3;5 5;7
由上表可知道: 当圆度误差波数为奇数时, 只 能用三点测量法测出, 且应该选取两种或两种以 上的 V 型支架角度。 3.2 圆度误差产生的原因
精密圆锥滚子轴承内滚道圆度误差的控制
王 军, 李鸿刚
(哈尔滨轴承集团公司 小型圆锥轴承分厂, 黑龙江 哈尔滨 150036)
摘 要: 对精密圆锥滚子轴承滚道磨加工产生的圆度误差的因素进行了综合分析, 并据此总结出了一套行之有效 的解决办法, 对确保轴承的旋转精度具有重要意义。 关键词 : 精密圆锥滚子轴承;旋转精度; 圆度误差; 三点测量法 中图分类号: TH87 文献标识码: B 文章编号: 1672-4852(2008)01-0067-02
图 1 内滚道圆度误差示意图
3.1 测量方法 ( 1) 用半径式圆 度仪测量, 其 主要优点是 : 适
用于对精密零件的棱圆度误差进行精确定量; 能
·68·
哈
尔
滨
轴
承
第 29 卷
画出工件圆周上被放大的轮廓图形, 可在图形上 直接看出工件的棱圆度误差状况并为工艺方法的 改进提供依据。
( 2) 在没有条件 使用圆度仪 或其他精密 检测 设备的情况下, 也可采用经济实用的三点测量法 ( 见图 2) 。因这种形状误差具有一定的隐蔽性。所 以 , 应 将 一 个 套 圈 分 别 放 在 60°、90°、108°、 120°等不同角度的 V 型支架上进行测量, 并以 此来判断圆度误差的波数。V 型支架的角度与圆 度误差波数的关系( 见下表) 。
Abstract: After analyzing synthetically the cause of roundness error in grinding the raceway of precise tapered roller bearing, a set of effective methods were sum up, and there was important meaning to ensure the bearing 's rotation accuracy. Key words: precise tapered roller bearing; rotation accuracy; roundness error; method of three points measuring
轴承装后质量分析及解决方法
轴承装后质量分析及解决方法1、内、外径尺寸超差原因及解决方法原因:(1)前工序的产品漏检;(2)装配检查环境温度变化大;(3)标准件与套圈恒温不够;(4)磨加工与装配用的标准件不合格。
解决方法:(1)认真做好产品百检,合格品与不合格品要分开,并有标识;(2)严格控制产品温度,尽量不使产品带温度检测;(3)装配检查环境温度要稳定,实现恒温;(4)标准件与套圈必须等温检测;(5)磨工标准件与装配标准件的误差不应大于0.001mm,否则送检定部门重新检定;(6)内径尺寸大、外径尺寸小的产品为废品要剔出;(7)内径尺寸小的、外径尺寸大的产品应返工修磨成为合格品。
2、套圈宽度及平行差超差原因及解决方法原因:(1)前工序的产品漏检;(2)宽度标准件磨损或超过使用有效期;(3)食品平台已磨损;(4)仪表出现“表跑”现象;(5)磨工与装后的标准件之间有误差,不合格;(6)产品端面有伤。
解决方法:(1)前工序要做好产品百检,合格品与不合格品要分开,并有标识;(2)宽度标准件要及时检定;(3)仪器平台要定期检定,损坏要及时修磨,(4)在检测中要及时校对仪表,杜绝“表跑”现象;(5)前工序标准件与装后标准件的误差超过0.001mm时,应送检定部门重新检定;(6)修磨掉产品端面伤痕后再检测。
3、圆锥滚子轴承装配高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)内、外圈、滚动体直径及角度超差;(3)滚子相互差超差;(4)内圈大挡边宽度超差;(5)外圈、内圈及滚子相互接触不良;(6)对装配高抽检时因漏检造成。
解决方法:(1)认真做好前工序零件尺寸精度的百检,合格品与不合格品要分开,并有标识,防止混串;(2)在检测产品装配高时,在外圈上施加一个平稳的向下负荷,保证测量时外圈、内圈及滚子相互接触良好;(3)加强装后工序对装配高的抽检频次,尽量杜绝漏检现象。
4、角接触球轴承装后高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)沟道曲率及位置不好造成滚道接触角超差,从而使装配高超差;(3)内、外圈沟道接触角超差;(4)外圈、内圈及钢球接触不良。
改进圆锥滚子轴承内圈挡边超精村工装结构设计

轴向定位的定位筒端面 ,并压紧,保证 内圈随内圈
轴 一 同转 动 。
原来这种结构的缺欠 :①套圈内孔表面外观 质
量 被破 坏 ,工作 时 内 圈 内孔 与 定心 支 撑 轴前 湍 的 陶
图2 改进后的压紧机构装置
1 . 定位 筒 2 . 内圈 3 . 定 心轴 套 4 . 定心 支撑 轴 5 . 外压 盖 6 . 9 1 、 隔 套 7 . 内隔 套 8 . 压盖 9 . 定心 轴联 接 摩
拦旦 主持 拳垒
改进圆锥滚子轴承内圈挡边超精机 工装结构设计
瓦房店轴承股 份有限公 司 ( 辽宁 1 1 6 3 0 0 ) 陈淑荣
随 着 汽车 轴 承 市场 竞 争 日 趋 激 烈 ,用 户需 求 低 受 赃物 侵 入 磨损 ,轴 承寿 命 低 ,磨 耗大 ,造 成 压 紧
1 2 3 4 5
噪声、高可靠性的圆锥滚子轴承 ,因此 ,轴承内圈 大挡边精度要求 比较高 ,需采用超精工艺方法来改
善 挡 边 表 面 粗 糙 度 。 由于 内 圈 挡 边 超 精 机 压 紧 机 构 装 置影 响 超 精 效 率 ,备 件 需 求 量 大 ,制 作 周 期
/ /
I /
l 厂 ¨
4 0 i
脱一
参蔼
冷 加 工
概涞 ? 附件 f I 装
c . j I / h e T o o i s / Ac c e s s o r i e s / Fi x t u r e
斜孔零件钻床夹具设计
南阳市红阳锻造有限公司 ( 河南 4 7 3 0 0 0 ) 王 玲
瓷块 接 触 部位 易产 生 摩擦 痕 迹 ,在 内孔表 面 形 成划 痕 ,偏心 调 整繁 琐 ,安装 技 术要 求 高 。②加 工 精 度 不 稳 定 ,压 紧轴 承 裸 露在 外 ,与 内 圈直接 接 触 ,易
圆锥滚子轴承内圈小挡边加工质量分析
使 组 装 的成 品滚 子 与滚 道接 触不 良 ,影 响成 品旋 转 精度 和装 配 高 。
1 前 言
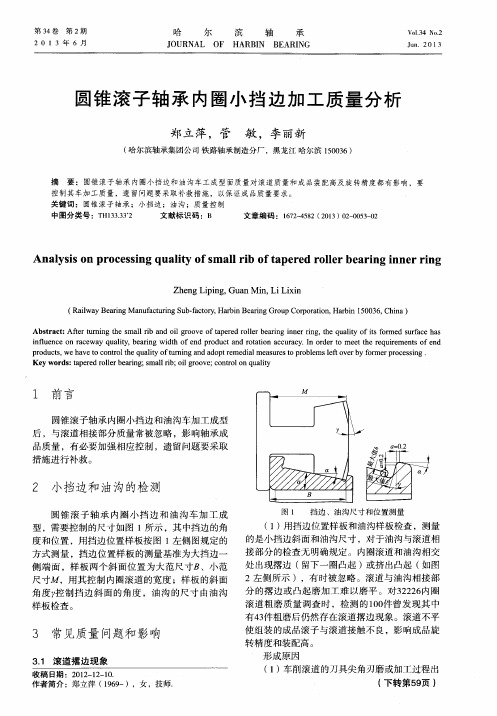
圆锥 滚 子轴 承 内圈小 挡边 和 油 沟车 加工 成 型 后 ,与滚 道相 接 部 分质 量 常被 忽 略 ,影 响轴 承 成 品质 量 ,有必 要 加 强相 应 控制 ,遗 留 问题 要 采 取 措 施进 行补 救 。
广
/ /
小 挡 边 和 油 沟 的检 测
Ab s t r a c t : Af t e r t u r n i n g t h e s ma l l r i b a n d o i l g r o o v e o f t a p e r e d r o l l e r b e a r i n g i n n e r r i n g , t h e q u a l i t y o f i t s f o r me d s u r f a c e h a s i n l f u e n c e o n r a c e wa y q u a l i t y , b e a r i n g wi d t h o f e n d p r o d u c t a n d r o t a t i o n a c c u r a c y . I n o r d e r t o me e t t h e r e q u i r e me n t s o f e n d
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磨削加工将会出现滚道撂边。
三、结论
图五
以上情况是造成内滚道撂边的主要原因,综合上述问题应注意以
下几个方面:
1、车加工内圈滚道尺寸、位置,大挡边尺寸应严格按图纸设
计要求加工,一批连接处圆角不宜太大。即刃具
的切削刃圆角要小于油沟的坐标尺寸要求。
图三
546
下面我们按车加工后内滚道加工后滚道宽度尺寸一致的情况进 行分析:磨加工内滚道时,若是按图二工件Ⅰ的情况对车加工工件Ⅱ 时则会出现砂轮进给时撞套圈大挡边的情况,如图四所示:
进刀
ⅠⅡ
砂轮
砂轮
撂边
撂边
图四
这样一是可能将大挡边磨削烧伤,二是使砂轮的直角撞钝,如果 砂轮还按原来的时间进行将会出现靠大挡边处滚道撂边。另外工件Ⅱ 的靠小挡边滚道处因砂轮宽度一定滚道位置不一而可能出现撂边现 象。若是按工件Ⅱ的情况对车则会出现因砂轮宽度一定、滚道宽度一 致、滚道位置不同而造成砂轮磨工件Ⅰ小挡边现象。这种现象装配后 容易出现掉滚子现象,从而影响产品质量。上达情况都是以大端面作 为定位基准进行讨论的。
二、刀具切削的几何形状对滚道撂边的影响 车加工内滚道是采用成型刀具一次切削成形,它的几何形状、母 线直线性等对滚道撂边都有影响,为了减小吃刀抗力,避免车刀损坏 一般将切削刃磨成钝角。如果切削刃的钝角太大即大于油沟的尺寸, 车削的油沟不能将内滚道圆角车去,磨加工由于仿形误差的影响将会 出现滚道撂边。如图五所示当内滚道圆孤长度 L 大于油沟尺寸 L1,
3、磨削加工应及时修整砂轮,避免砂轮直角钝化造成撂边。
姓
名:赵明良
性
别:男
出生年月日:1955 年 10 月 17 日
职
务:总工程师
职
称:工程师
工作单位:瓦轴股份有限公司汽车轴承分公司
通讯地址:辽宁省瓦房店市瓦轴股份有限公司汽车轴承分公司
邮 编:116300
548
车刀 Ⅰ
Ⅱ 车刀
图二
当刀具宽度和位置为L1时(即滚道宽度及位置)相应大挡边的 尺寸留量为S;当刀具宽度或位置为L2 时相应大挡边尺寸留量为 S2。这时滚道位置偏差为L,大挡边留量误差为S。当这两种工件 在一台机床上加工油沟,这样机床卡具,刀具、吃刀深度已定,若是 按工件Ⅰ调整机床夹具,刀具加工出的油沟会出现图二(b)所示的 现象,若是按工件Ⅰ调整机床夹具,刀具工件则会出现油沟偏在大挡 边的现象。如图三所示,油沟起刀槽间隙太小甚至根本没有。
(a)
(b)
图一 那么产生圆锥滚子轴承内圈滚道磨加工后的撂边原因是什么 呢? 分析如下:
545
一、车削加工的滚道尺寸位置,挡边尺寸,油沟座标位置对内 滚道磨削撂边的影响。
车削内滚道是以宽端面做为主定位基准,采用成型刀具进行加工 的,这样刀具的削刃宽度就直接影响滚道的宽度,如果定位不准或两 次磨刀两次装夹刀具位置不同将会造成滚道相对于基准宽端面位置 偏差和大挡边的尺寸偏差的变化。如图二所示:
圆锥滚子轴承内圈滚道撂边分析
赵明良 (瓦轴股份有限公司 辽宁 116300) 摘 要:在圆锥滚子轴承内滚道磨削加工过程中,经常出现内圈滚道 靠挡边部位出现撂边,如不及发现将会造成严重的后果,甚至会造成 严重事故。本文对生产过程中容易造成撂边的原因进行了分析,从而 可采取相应的措施,避免滚道撂边。 关键词:磨削加工 圆锥滚子轴承 内圈滚道表面 撂边 坐标 位置 中、小型圆锥滚子轴承内圈滚道在磨加工后出现撂边的问题经常 出现,已成为一个非常刺手的问题。它给磨内滚道以后的整个生产过 程带来一系列麻烦,给文明生产、在制品管理造成困难,同时生产效 率降低,材料消耗、废品增加,如果这样的产品装配成套将会带来更 大的损失直至影响用户的主机及其配套的主机部件的使用寿命。因此 对滚道撂边这一问题必须引起充分重视,予以解决。图一是圆锥滚子 轴承内圈滚道撂边组装后的情况。