第七章染菌对发酵的影响和控制
染菌

染菌对发酵的影响一、染菌对不同发酵过程的影响1、青霉素发酵过程:由于许多杂菌都能产生青霉素酶,因此不管染菌是发生在发酵前期、中期或后期,都会使青霉素迅速分解破坏,使目的产物得率降低,危害十分严重。
2、核苷或核苷酸发酵过程:由于所用的生产菌种是多种营养缺陷型微生物,其生长能力差,所需的培养基营养丰富,因此容易受到杂菌的污染,且染菌后,培养基中的营养成分迅速被消耗,严重抑制了生产菌的生长和代谢产物的生成。
3、柠檬酸等有机酸发酵过程:一般在产酸后发酵液的pH值比较低,杂菌生长十分困难,在发酵中、后期不太会发生染菌,主要是要预防发酵前期染菌。
4、谷氨酸发酵:周期短,生产菌繁殖快,培养基不太丰富,一般较少污染杂菌,但噬菌体污染对谷氨酸发酵的影响较大。
二、染菌发生的不同时间对发酵的影响1、种子培养期染菌种子培养主要是使微生物细胞生长与繁殖,此时,微生物菌体浓度低,培养基地营养十分丰富,比较容易染菌。
若将污染的种子带入发酵罐,则危害极大,因此应严格控制种子染菌的发生。
一旦发现种子受到杂菌的污染,应经灭菌后弃去,并对种子罐、管道等进行仔细检查和彻底灭菌。
2、发酵前期染菌在发酵前期,微生物菌体主要是处于生长、繁殖阶段,此时期代谢的产物很少,相对而言这个时期也容易染菌。
染菌后的杂菌将迅速繁殖,与生产菌争夺培养基中的营养物质,严重干扰生产菌的正常生长、繁殖及产物的生成。
3、发酵中期染菌发酵中期染菌将会导致培养基中的营养物质大量消耗,并严重干扰生产菌的代谢,影响产物的生成。
有的染菌后杂菌大量繁殖,产生酸性物质,使pH值下降,糖、氮等的消耗加速;菌体自溶,致使发酵液发粘,产生大量的泡沫,代谢产物的积累减少或停止;有的染菌后会使已生成的产物被利用或破坏。
从目前的情况来看,发酵中期染菌一般较难挽救,危害性较大,在生产过程中应尽力做到早发现、快处理。
4、发酵后期染菌由于发酵后期培养基中的糖等营养物质已接近耗尽,且发酵的产物也已积累较多,如果染菌量不太多,对发酵影响相对来说就要小一些,可继续进行发酵。
07 第七章 发酵工艺过程控制 20171024 课后
第七章发酵工艺过程控制11. 发酵工艺过程控制2. 温度对发酵的影响及其控制3. pH值对发酵的影响及其控制4. 溶解氧对发酵的影响及其控制5. 泡沫对发酵的影响及其控制6. 补料(基质浓度)控制7. 发酵过程中的参数检测8. 高密度发酵21.发酵工艺过程控制3发酵过程控制的重要性•过程控制的内容:最佳工艺条件的优选(即最佳工艺参数的确定)以及在发酵过程中通过过程调节达到最适水平的控制。
•过程控制的目的:就是要为生产菌创造一个最适的环境,使所需要的代谢活动得以最充分的表达,以最经济、最大限度地获得发酵产物。
决定发酵水平的因素外部环境因素生物因素:菌株特性(营养要求、生长速率、产物合成速率)设备性能: 传递性能工艺条件物理:T 、Ws化学:pH 、DO 、基质浓度4工业微生物发酵过程52.温度对发酵的影响及其控制影响发酵温度变化的因素温度对微生物生长的影响温度对基质消耗的影响温度对产物合成的影响最适温度的选择与控制62.1 影响发酵温度的因素发酵热就是发酵过程中所产生的净热量Q发酵=Q生物+Q搅拌-Q蒸发-Q辐射产热因素:生物热机械搅拌热散热因素:蒸发热辐射热7(1)生物热Q生物生物热是生产菌在生长繁殖过程中产生的热能。
在发酵过程中,菌体不断利用培养基中的营养物质,将其分解氧化产生能量,一部分用于合成ATP提供细胞代谢产物合成需的能量,另一部分以热的形式散发,这散发出来的热就叫生物热。
影响生物热的因素:菌株发酵类型、培养基、发酵时期8生物热与发酵类型有关微生物进行有氧呼吸产生的热比厌氧发酵产生的热多。
和水一摩尔葡萄糖彻底氧化成CO2好氧:产生287.2千焦耳热量,–183千焦耳转变为高能化合物–104.2千焦以热的形式释放厌氧:产生22.6千焦耳热量,–9.6千焦耳转变为高能化合物–13千焦以热的形式释放9培养过程中生物热的产生具有强烈的时间性细胞呼吸量强弱与生物热的大小有关:1.在培养初期,菌体处于适应期,菌数少,呼吸作用缓慢,产生热量较少。
第七章 发酵过程控制3-温度
温度变化及其控制
3、蒸发热Q蒸发
通气时,引起发酵液的水分蒸发,水分蒸发的热 量叫蒸发热。此外,排气也会带走部分热量叫显 热Q显热,显热很小,一般可以忽略不计。
4、辐射热Q辐射
发酵罐内温度与环境温度不同,发酵液中有部分 热通过罐体向外辐射。辐射热的大小取决于罐温 与环境的温差。冬天大一些,夏天小一些,一般 不超过发酵热的5%。 Q发酵=Q生物+Q搅拌-Q蒸发-Q辐射
温度变化及其控制
1、生物热Q生物
在发酵过程中,菌体不断利用培养基中的营养物质,
将其分解氧化而产生的能量,其中一部分用于合成高
能化合物(如ATP)提供细胞合成和代谢产物合成需 要的能量,其余一部分以热的形式散发出来,这散发 出来的热就叫生物热。
温度变化及其控制
生物热与发酵类型有关
微生物进行有氧呼吸产生的热比厌氧发酵产生的热多 一摩尔葡萄糖彻底氧化成CO2和水 好氧:产生287.2千焦耳热量, 183千焦耳转变为高能化合物 104.2千焦以热的形式释放
温度变化及其控制
第六节
温度变化及其控制
一、温度对生长的影响
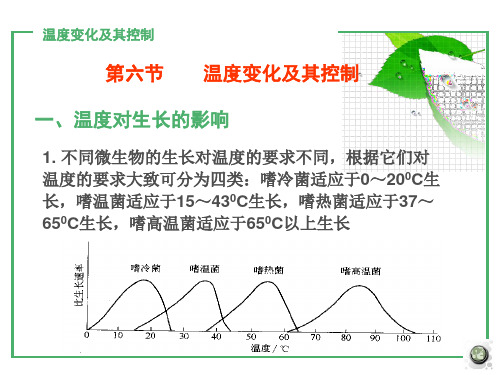
1. 不同微生物的生长对温度的要求不同,根据它们对 温度的要求大致可分为四类:嗜冷菌适应于0~200C生 长,嗜温菌适应于15~430C生长,嗜热菌适应于37~ 650C生长,嗜高温菌适应于650C以上生长
温度变化及其控制
2. 每种微生物对温度的要求可用最适温度、最高 温度、最低温度来表征。在最适温度下,微生物 生长迅速;超过最高温度微生物即受到抑制或死 亡;在最低温度范围内微生物尚能生长,但生长 速度非常缓慢,世代时间无限延长。 3. 在最低和最高温度之间,微生物的生长速率随温 度升高而增加,超过最适温度后,随温度升高,生 长速率下降,最后停止生长,引起死亡。
第七章 发酵异常情况分析处理与防治
term
盘管穿孔
搅拌轴密封渗漏 发酵罐盖漏 阀门渗漏 培养基灭菌不透
泡沫冒顶
接种管穿孔 接种时罐压跌零
5 10 15 20 25 30
100 %
浙江大学宁波理工学院专业课程: 生物工艺学
染菌原因分析
10 9 8 7 6
原因不明
空气系统有菌
接种 外界带入杂菌 设备穿孔 管理问题 操作违反规程 停电罐压跌零
噬菌体:感染细菌或放线菌的一种病毒;
危害:噬菌体的感染力非常强,传播蔓延迅速,且较难防治; 噬菌体在自然界中分布很广,在土壤、腐烂的有机物和空气 中均有存在。 染菌方式:噬菌体直径约0.1mm,可以通过环境污染、设备的 渗漏或“死角”、空气系统、培养基灭菌不彻底、菌种带进 噬菌体或本身是病源性菌株、补料过程及操作失误等途径使 发酵染菌; 噬菌体感染的三要素:噬菌体、活菌体、噬菌体与活菌体接 触的机会和适宜的环境(噬菌体脱离寄主菌体不能自行生长 繁殖);
浙江大学宁波理工学院专业课程: 生物工艺学
防治培养基灭菌不彻底的措施
淀粉质培养基在升温前先进行搅拌混合均匀,并加入一定量的 淀粉酶进行液化; 对于固形物含量较多的培养基,先在罐外配料,再转至发酵罐 内进行实罐灭菌; 灭菌升温时,要打开排气阀门,彻底排除空气;
适量添加消泡剂防止泡沫的大量产生;
菌株保藏器具的无菌保证; 对菌种培养基进行严格的灭菌处理; 对每一级种子的培养物均应进行严格的无菌检查;
浙江大学宁波理工学院专业课程: 生物工艺学
染菌原因之二:空气带菌
影响:无菌空气带菌是发酵染菌的主要原因之一。
可能原因: 空气的净化流程和设备的设计和安装不当,存在泄露;
过滤介质的选用和装填不当;
第七章发酵工艺控制ppt课件
在工业上,发酵培养基中常采用迅速和缓慢利用的混合
碳源,来控制菌体的生长编和辑版产ppp物t 的合成。
23
碳源的浓度也对发酵有影响。由于过于丰富 所引起的菌体异常繁殖,对菌体的代谢和产物合 成和氧的传递会产生不良影响。若产生阻遏作用 的碳源用量过大,则产物的合成会受到明显的抑 制。
控制碳源的浓度,可采用经验法和动力学法, 即在发酵过程中采用中间补科的方法来控制。
(1)可提高设备利用率和单位时间的产量,节省发 酵罐的非生产时间; (2)便于自动控制; (3)增加了染菌机会:长时间不断地向发酵系统供 给无菌空气和培养基; (4)菌种发生变异的可能性较大。
编辑版pppt
16
二、发酵条件的影响及其控制
微生物发酵的生产水平取决于生产菌种的特 性和发酵条件的控制。
了解发酵工艺条件对过程的影响和掌握反映 菌的生理代谢和发酵过程变化的规律,可以帮助 人们有效地控制微生物的生长和生产。
素形成的各种酶的影响是不同编辑的版p。ppt
34
活化能E反映温度变化对酶反应速率的影响
青霉菌:
生长 E=34 kJ/mol
呼吸 E=71 kJ/mol
产物合成
E=112 kJ/mol
青霉素形成速率对温度最为敏感,偏离最适温度引起 的生产率下降比其他两个参数的变化更为严重。
编辑版pppt
35
(3) 温度对发酵液物理性质的影响
编辑版pppt
32
(1) 温度对微生物生长的影响
大多数微生物在20-40℃的温度范围内生长。嗜冷菌在温
度低于20℃下生长速率最大,嗜中温菌在30-35℃左右生长,
嗜热菌在50℃以上生长。 编辑版pppt
33
(2) 温度对发酵过程的影响
第七章发酵生产染菌与防治

3.4、发酵后期染菌
发酵后期发酵液内已积累大量的产物,特 别是抗生素,对杂菌有一定的抑制或杀灭能 力。
如杂菌量不大,可继续发酵。如污染严重, 可采取措施提前放罐
第七章发酵生产染菌与防治
绪论
发酵染菌指在发酵过程中除了生产菌以外,还有其它微 生物浸入发酵系统生长繁殖,影响了纯种培养过程。据报道内青
霉素发酵染菌率为2%,链霉素、红霉素、四环素发酵的染菌率为5%
,谷氨酸发酵噬菌体感染率为1%~2%。
染菌对发酵过程有重大的影响,进而影响到发酵产率、提取率 、得率、产品质量、三废处理等。
(2)、空气带菌-P233
无菌空气带菌是发酵染菌的主要原因之一( 19.96%,26%)。国内外空气除菌技术虽已有较
大改善,但仍然没有使染菌率降低到理想的程度。 因为空气除菌系统较为复杂,环节多,偶遇不慎便 会导致空气除菌失败。
(3)、设备渗漏-P234 设备渗漏包括冷却夹套穿孔、盘管穿孔、
接种管穿孔、阀门渗漏、搅拌轴渗漏、罐盖漏 和其它设备漏等。(33.85%,37.5%)。 所以说加强设备本身及附属零部件的严密度检 查。
、不同品种发酵的染菌率、不同发酵阶段的染菌率、季 节染菌率、操作染菌率等统计,以很好地控制生产。
三、染菌原因
1、例如:
表8-2 日本工业技术院发酵研究所多年来抗生素
发酵染菌原因分析
项目
百分率%
种子带菌或怀疑种子带菌
9.64
接种时罐压跌零
0.19
培养基灭菌不透
0.79
总空气系统有菌
第七章 发酵染菌及防治
无菌试验要严格取样操作,力求减少误差。
应同时用肉汤和双碟作对照,以便迅速作出判断。
当发现染菌时,要通过分辨菌型来探索菌源,并对杂菌
做耐热试验考察。
如果怀疑种子罐染菌,则种子不能轻率进发酵罐。
《发酵工程》
第七章 发酵染菌及防治
3、 无菌检查与染菌的处理
为了防止在种子培养或发酵过程中污染杂菌,在接种前 后、种子培养及发酵过程中分别进行无菌检查,以便及时 (1)无菌检查 发现染菌,并在染菌后及时进行必要处理是很重要的。 染菌通常通过3个途径发现:无菌试验、发酵液直接镜 检、发酵液的生化分析。其中无菌试验是判断染菌的主要 依据。
废弃的发酵液处理不当可以成为难以对付的污
染源。
《发酵工程》 2、 噬菌体污染与发酵异常
第七章 发酵染菌及防治
噬菌体污染后的情况因发酵工业的种类、 污染的噬菌体特性、污染时间、感染复度(即培
养物内的噬菌体与细菌的比率)、培养基成分、
发酵罐内的物理和化学条件不同而异。即使同样 的噬菌体并不一定引起同样的异常发酵情况。
《发酵工程》
项目 百分率%
进罐前未做设备严密度检查
接种违反操作规程
25.8
25.8
检修质量缺乏验收制度
操作不熟练
19.35
19.35
配料违反工艺规程
调度不当
6.45
3.25
《发酵工程》
(4)染菌的处理
第七章 发酵染菌及防治
发现染菌后,应立即根据染菌的种类及产生菌的菌龄等 具体情况分别进行处理。除据染菌时间及危害程度对污染 种子罐染菌后,种子不能再接入发酵罐中,这时可用备用 罐进行挽救或处理外,对有关设备也应进行处理。 种子接种。如无备用种子,则可选一适当培养龄的发酵罐培 养物作种子,即生产上所说的“倒种”。 发酵罐前期染菌后,如培养基中C、N含量尚高,则可重新 灭菌,接种后再运转;若染的杂菌危害性较大,则放掉部分 料液,补入新料液,重新灭菌、接种。 发酵中后期染菌或前期染菌轻微而发现较晚时,可加入适 当的杀菌剂或抗生素;或把高单位的后期发酵液压一部分到染 菌罐中,抑制杂菌生长速度;或者降低罐温,减缓杂菌繁殖速 度。
发酵生产染菌及其防治

B.隔膜阀 阀体内装有橡皮隔膜,用螺 钉与阀芯连接,当阀杆作上下运 动时就带动隔膜上升或下降。 隔膜阀的制造要求不高,关 键在于膜的性能,如采用橡皮隔 膜阀,在一般情况下,对橡胶隔 膜的要求是耐压4公斤/厘米2以 上,耐温160C以上,在压紧和 放松时不变形。
隔膜阀有以下优点: 1)、严密不漏。 2)、无填料。 3)、阀结构为流线型,流量大,阻力小,无死角, 无堆积物,在关闭时不会使紧密面轧坏。 4)、检修方便。但须定期检查隔膜有否老化及脱
落。
(2)管路的连接
管子的连接有螺纹连接、法兰连接和焊接三种。
A. 螺纹连接。
需在管端铰出螺纹,安装时在螺纹上涂以白漆并加麻 丝(或聚四氟乙烯薄膜)作填料,密封要求高的可用石墨粉 加少许机油作填料,用氧化铅甘油胶合剂更好。 螺纹连接简单,但装拆麻烦,为便于装拆,要在管路 上安装活接头(“由宁”),接头平面用石棉橡胶板或橡皮 等作垫圈。由于受冷热和震动影响,活接头的接口易松动, 使密封面不能严密而造成渗漏。在接种时,因液体快速流 动造成局部真空,在渗漏处将外界空气吸入,菌就被带入 发酵罐。 所以,重要的管路连接大多采用法兰连接。
培养基和设备没消透的原因有多方面,如蒸汽压 力或灭菌时间不够,培养基配料未混合均匀,存在结 块现象,设备未清洗干净,特别是罐冲洗不到的犄角 处,有结痂而未铲除干净。
(四)、设备原因
设备方面特别是老设备也常会遇到各种问题,如夹 层或盘管、轴封和管道的渗漏,空气除菌效果差,管道
安装不合理,存在死角等是造成染菌的重要原因。
2从染菌的时间来分析发酵早期染菌一般认为除了种子带菌外还有培养液灭菌或设备灭菌不彻底而染菌一般认为除了种子带菌外还有培养液灭菌或设备灭菌不彻底而中后期染菌则与这些原因的关系较少而与中间补料设备渗漏以及操作不合理等有关
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(二)发酵染菌对提炼和产品质量的影响
1、发酵染菌对过滤的影响
染菌的发酵液一般发粘,菌体大多数自溶,
所以在发酵液过滤时不能或很难形成滤饼,
导致过滤困难。即使采取加热、冷却、添加
助滤剂等措施,使部分蛋白质凝聚,但效果
并不理想。
污染杂菌的种类对过滤的影响程度有差异,
如污染霉菌时,影响较小,而污染细菌时很
不象青霉素发酵染菌那样一无所得,但也
疫苗生产危害很大。现在疫苗多采用深层
不 培养,这是一类不加提纯而直接使用的产 同 品,在其深层培养过程中,一旦污染杂菌, 产 品 不论死菌、活菌或内外毒素,都应全部废
弃。因此,发酵罐容积越大,污染杂菌后
的损失也越大。
2、污染不同种类和性质的微生物的影响
(1)污染噬菌体
或被离子交换树脂吸附,大大降低离子交换树脂的交
换容量,而且有的杂菌很难用水冲洗干净,洗脱时与 产物一起进入洗脱液,影响进一步提纯。
二、染菌的原因
(一)发酵染菌率计算基准 总染菌率指一年发酵染菌的批(次)数与总 投料批(次)数之比的百分率。染菌批次数应包 括染菌后培养基经重新灭菌,又再次染菌的批次 数在内。这是习惯的计算方法,也是我国的统一 计算方法。 总染菌率%=
什么是染菌?
发酵过程中除了生产菌以外,还有其
它菌生长繁殖。
发酵过程污染杂菌,会严重的影响生产,是
发酵工业的致命伤。 造成大量原材料的浪费,在经济上造成巨 大损失
扰乱生产秩序,破坏生产计划。
遇到连续染菌,特别在找不到染菌原因往 往会影响人们的情绪和生产积极性。 影响产品外观及内在质量
(一)染菌对发酵的影响
(二)染菌原因
造成染菌的因素很多,但总结几十年的经验,
对绝大部分罐批染菌的原因是比较清楚的,但在
实际生产中发酵染菌率仍比较高,可以说产生这 种现象大多数是由于工作中“明知故犯”“不负 责任”和“侥幸心理”所造成的。例如,灭菌的 蒸汽压不足不能灭菌;设备有渗漏不能进罐等等
都是众所周知的,但因为有侥幸心理还是照样灭
菌,由于芽孢耐热,不易杀死,往往一次染
菌后会反复染菌。
3、不同时间染菌对发酵的影响
污染时间是指用无菌检测方法确定的受污 染时间,不是杂菌窜入培养液的时间。 杂菌进入培养液后,需有足够的生长、繁 殖的时间才能显现出来,显现的时间又与 污染菌量有关。污染的菌量多,显现染菌 所需的时间就短,污染菌量少,显现染菌 的时间就长。
液发粘,菌丝自溶,产物分泌减少或停止,有时甚 至会使已产生的产物分解。有时也会使发酵液发臭, 产生大量泡沫。 措施 降温培养,减少补料,密切注意代谢变化情
况。如果发酵单位到达一定水平可以提前放罐,或 者抗生素生产中可以将高单位的发酵液输送一部分
到染菌罐,抑制杂菌。
(4)发酵后期染菌
发酵后期发酵液内已积累大量的产物, 特别是抗生素,对杂菌有一定的抑制或杀 灭能力。因此如果染菌不多,对生产影响 不大。如果染菌严重,又破坏性较大,可 以提前放罐。
在这个时期要特别警惕以制止染菌的发生。
染菌措施 可以用降低培养温度,调整补料量, 用酸碱调pH值,缩短培养周期等措施予以补救。 如果前期染菌,且培养基养料消耗不多,可以重 新灭菌,补加一些营养,重新接种再用。
(3)发酵中期染菌
发酵中期染菌会严重干扰产生菌的代谢。杂
菌大量产酸,培养液pH下降;糖、氮消耗快,发酵
噬菌体的感染力很强,传播蔓延迅速,
也较难防治,故危害极大。污染噬菌体后,
可使发酵产量大幅度下降,严重的造成断
种,被迫停产。
(2)污染其它杂菌
有些杂菌会使生产菌自溶产生大量泡 沫,即使添加消泡剂也无法控制逃液,影响 发酵过程的通气搅拌。
有的杂菌会使发酵液发臭、发酸,致使pH下
降,使不耐酸的产品破坏。特别是染芽孢杆
难过滤。由于过滤困难,过滤时间拉长,影
响发酵液储罐和过滤设备的周转使用,破坏
了生产平衡。染菌发酵液还会因过滤困难而
大幅度降低过滤收率,直接影响提炼总收率。
2、发酵染菌对提炼的影响
染菌发酵液中含有比正常发酵液更多的水溶性蛋白
和其它杂质。
采用有机溶剂萃取的提炼工艺,则极易发生乳化,很 难使水相和溶剂相分离,影响进一步提纯。 采用直接用离子交换树脂的提取工艺,如链霉素、庆 大霉素,染菌后大量杂菌黏附在离子交换树脂表面,
青霉素酶,而另一些杂菌则可被青霉素诱导而 产生青霉素酶。不论在发酵前期、中期或后期, 染有能产生青霉素酶的杂菌,都能使青霉素迅 速破坏。
链霉素、四环素、红霉素、卡那霉素等虽
不 同 会造成不同程度的危害。如杂菌大量消耗 产 品 营养,干扰生产菌的正常代谢;改变pH,
降低产量。 灰黄霉素、制霉菌素、克念菌素等抗生素 抑制霉菌,对细菌几乎没有抑制和杀灭作 用。
菌,进罐,结果以污染杂菌而告终。现将我们收 集到的国内外几家抗生素工厂发酵染菌原因列于 下:
日本工业技术院发酵研究所多年来抗生素发酵染菌原因分析 项目 百分率% 种子带菌或怀疑种子带菌 9.64 接种时罐压跌零 0.19 培养基灭菌不透 0.79 总空气系统有菌 19.96 泡沫冒顶 0.48 夹套穿孔 12.36 盘管穿孔 5.89 接种管穿孔 0.39 阀门渗漏 1.45 搅拌轴密封渗漏 2.09 罐盖漏 1.54 其它设备渗漏 10.13 操作原因 10.15 原因不明 24.94
生产不同的品种,可污染不同种类和性质的
微生物。
不同污染时间,不同污染途径,污染不同菌
量,不同培养基和培养条件又可产生不同后
果。
1、发酵染菌对不同品种的影响
不 同 菌
放线菌由于生长的最适pH为7左右,因此染细
菌为多,而霉菌生长pH为5左右,因此染酵母
菌为多。
青霉素发酵染菌,绝大多数杂菌都能直接产生不 ຫໍສະໝຸດ 产 品(1)种子培养期染菌
由于接种量较小,生产菌生长一开始不占 优势,而且培养液中几乎没有抗生素(产 物)或只有很少抗生素(产物)。因而它 防御杂菌能力低,容易污染杂菌。如在此 阶段染菌,应将培养液全部废弃。
(2)发酵前期染菌
发酵前期最易染菌,且危害最大。 原因 发酵前期菌量不很多,与杂菌没有竞争优 势;且还未合成产物(抗生素)或产生很少,抵 御杂菌能力弱。
上海第三制药厂染菌原因分析
项目 种子带菌 盘管穿孔 阀门渗漏 百分率% 14.15 14.20 23.30