数控车床技术参数
数控车床技术规格书

3.2.7
程序浏览/后台编辑。
3.2.8
直接图纸尺寸编程。
3.2.9
工件坐标系设定。
3.2.10
具有螺纹切削功能。
3.2.11
具有每转进给、每分钟进给和快速移动功能。
3.2.12
子程序调用功能。
3.2.13
自定义宏程序功能。
3.2.14
数控系统具有自我诊断功能。
3.2.15
单一固定循环功能。
2.6.4.4
加工工件平面度:0.020mm/Ф300mm。
2.6.4.5
加工工件表面粗糙度Ra1.25μm。
2.7
导轨结构
2.7.1
各轴导轨副及运动部件应具有定时、定量、自动供油润滑装置,保证机床长期稳定工作。
2.8
机床工作区采用全封闭保护罩,工件在罩内加工。保护罩设有观察视窗、滑动门。
3
数控系统
3.1
规格与要求
3.1.1
采用FANUC 0ITD数控系统或不低于该系统功能的其它世界著名品牌。
3.1.2
选用8.4寸以上彩色液晶显示器。
3.1.3
联动控制轴数为X、Z二轴联动。
3.1.4
具有恒线速切削功能。
3.1.5
最小分辨率:0.001mm
3.1.6
操作界面中文显示和英文显示,且可以相互转换。
3.1.7
4.6
提供主轴、滚珠丝杠、轴承和线性导轨的生产厂家、型号、精度等级等参数的产品合格文件
4.7
提供机床精度表、出厂合格证书、装相单等文件
4.8
提供机床功率扭矩图、电源总功率、压缩空气量和机床润滑方式
5
技术服务要求
5.1
数控车床技术参数
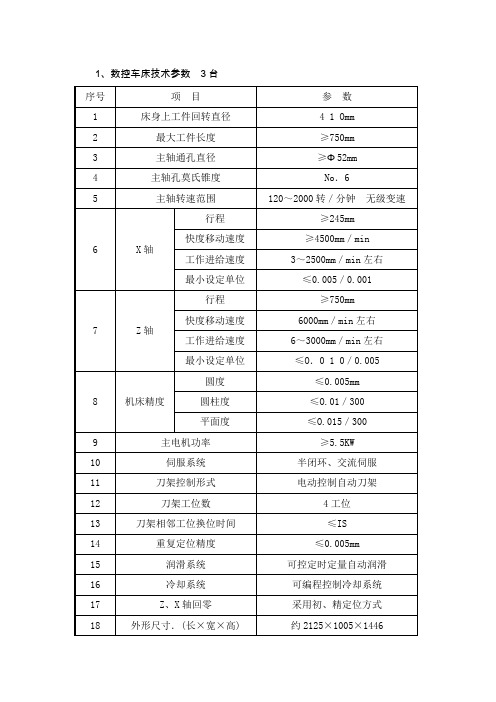
12
刀架工位数
4工位
13
刀架相邻工位换位时间
≤IS
14
重复定位精度
≤0.005mm
15
润滑系统
可控定时定量自动润滑
16
冷却系统
可编程控制冷却系统
17
Z、X轴回零
采用初、精定位方式
18
外形尺寸.(长×宽×高)
约2125×1005×1446
l9
控制系统配置
FANUC—Oi中文界面
注:要求配置相匹配的机床减震垫铁。
22
配置相匹配防震垫铁及活顶针、卡盘等附件
3、二氧化碳气体保护焊机主要技术参数:NBC--250A型1台
序号
项目
参数
1
输入电源
三相380V±10%50HZ
2
额定输入电流
14A
3
额定输入容量
9.2KVA
4
最大工作电压
27V
5
额定焊接电流
60-250A
6
额定负载持续率
60%
7
适用焊丝直径
0.8/1.0
8
No.6
11
进纹范围
l一192mm
13
英制螺纹范围
2—24tpi
l4
模数螺纹范围
O.25~48
15
径节螺纹范围
1—96DP
16
横刀架行程
320rnm
17
小刀架移动行程
140mm
18
床尾主轴最大行程
150mm
19
床尾主轴直径
Φ75mm
20
床尾主轴孔锥度
No.5
21
主电机
7.5KW
数控车床技术参数
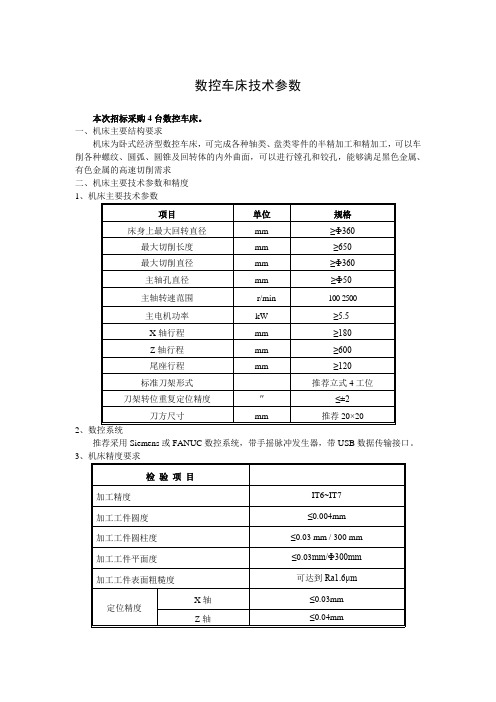
数控车床技术参数
本次招标采购4台数控车床。
一、机床主要结构要求
机床为卧式经济型数控车床,可完成各种轴类、盘类零件的半精加工和精加工,可以车削各种螺纹、圆弧、圆锥及回转体的内外曲面,可以进行镗孔和铰孔,能够满足黑色金属、有色金属的高速切削需求
二、机床主要技术参数和精度
1
2、数控系统
推荐采用Siemens或FANUC数控系统,带手摇脉冲发生器,带USB数据传输接口。
3
1、机床安装调试
由生产厂家指派专门人员进行机床的安装调试。
并对使用方进行培训。
2、机床验收
外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
机械精度验收:依照卖方提供随机出厂精度检验记录表为验收之依据。
加工买方指定工件,检测加工精度是否符合出厂精度。
四、其它
设备质保期1年,主要部件终身保修。
售后服务24小时内上门。
自动数控仪表车床的技术要求及参数统计表(初稿)

关于加工气门座圈全自动数控车床的技术要求备注:1、因为非标设备,型号和回转直径没有统一限制,根据公司座圈实际情况由机床厂家推荐实用的机床型号。
2、进行气门座圈试切,按照工艺要求连续加工30件座圈的半精加工和精加工全部工序,满足公司产品精度要求后机床验收合格。
下面是三个励志小故事,不需要的朋友可以下载后编辑删除谢谢!!!你可以哭泣,但不要忘了奔跑2012年,我背着大包小包踏上了去往北京的火车,开启了北漂生涯。
彼时,天气阴沉,不知何时会掉下雨滴,就像我未知的前方一样,让人担忧。
去北京的决定是突然而果决的,我在宿舍纠结了一天,然后在太阳逃离窗口的时候打电话告诉父母,我要到首都闯一闯。
消息发出去之后,并没有预料之中的强烈反对,父亲只给我回了一个字:好。
就这样看似毫无忧虑的我,欣喜地踏上了北上的路。
有些事情只有真正迈出第一步的时候,才会迎来恐惧。
当我踏上北上的列车时,才惊觉对于北京,除了天安门、央视大楼这些着名建筑,我知之甚少。
俗话说无知者无畏,可于我而言,这句话并不适用,因为在坐上火车那一刻,我就开始对未来胆战心惊,毫无底气。
火车开动之后,我的心情变得更加复杂而紧张,甚至一度心生退意。
人类果然是一个无解的方程式,看似无畏的勇气背后不知藏下了多少怯懦和犹豫。
旁座的姐姐见我一人,开始和我有一搭没一搭地聊起了天。
几分钟后,我们竟如同许久未见的好友一般,开始聊起了各自的生活。
我说出了自己的恐惧与未见,期冀从她那里得到些许安慰和鼓励。
出乎意料地,她并没有说一些心灵鸡汤般的哲理语句,反而给我讲了一个故事,一个让我在很长一段时间都印象深刻,每次想起便会荷尔蒙再度升高的故事,一个她自己的故事。
那是一段并不愉快的经历,整段经历是蜿蜒前行的。
高考中,她因为做错了三道大题,成为家里的罪人。
朋友极尽嘲笑,亲戚们也开始暴露自己毒舌的属性,父母当时并没有过多指责,因为他们正在跟自己的兄弟姐妹们为了祖母的遗产争得死去活来。
那被人类歌颂的血缘、亲情,在所有的利益面前瞬间分崩离析。
CKD6150H数控车床技术方案(通用方案)
CKD6150H型数控车床技术规范德州德隆(集团)机床有限责任公司DEZHOU DELONG(GROUP)MACHINE TOOL CO.,LTD1、CKD6150H数控车床技术规范1.1CKD6150H型数控车床技术参数1、一般参数床身上最大工件回转直径φ520 mm滑板上最大工件回转直径φ300 mm最大工件长度(两顶尖最大顶尖距) 2000 mm最大外圆车削长度 1950 mm床头箱中心高 260 mm床身导轨宽度 400 mm最大车削直径(端面)Φ430 mm (四工位刀塔) 2、床头箱:主轴通孔直径φ102 mm主轴孔前端锥度 1:20 φ110 mm 主轴头规格 D8主轴转速范围 40-1600 r/min 主轴转速种类手动两档,档内无级3、走刀系统:X轴快速移动速度 4000 mm/minZ轴快速移动速度 8000 mm/min 纵向最小分辨率 0.01 mm横向最小分辨率 0.005 mm4、刀架系统:主轴中心至刀具安装平面的距离 25 mm刀具的截面尺寸 25×25 mm下滑板的最大横向行程 250 mm刀具形式 4工位电动刀架5、床尾(快夹尾座):床尾主轴直径φ75 mm床尾主轴孔锥度莫氏锥度5号床尾主轴最大行程 150 mm6、动力部分:主电机功率 kW7、冷却油泵油泵型号 JCB-22油泵功率 KW油泵流量 22 L/min 加工精度机床工作精度1、精车外圆的精度:圆度圆柱度在300测量长度上为Ra≤μm2、精车端面的平面度: 300直径上为:机床几何精度1、重复定位精度Z轴1000(2000规格)X轴2、定位精度Z轴(2000规格)X轴机床结构说明CKD6150H型数控车床是一种高效率数控车床,结构合理,制造精良,配置先进,造型美观。
机床通过数控系统自动控制,可对加工范围内的各种内孔、外圆、圆锥面、圆弧面及螺纹进行加工,特别适用于中小批量的轴类、盘类零件的粗精加工。
6136数控车床技术参数(精)
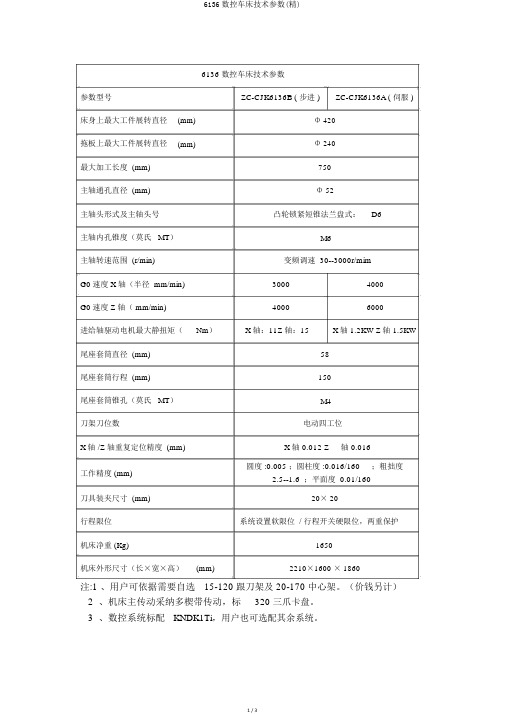
6136 数控车床技术参数参数型号ZC-CJK6136B ( 步进 ) ZC-CJK6136A ( 伺服 ) 床身上最大工件展转直径(mm) Φ 420拖板上最大工件展转直径(mm) Φ 240最大加工长度 (mm) 750主轴通孔直径 (mm) Φ 52主轴头形式及主轴头号凸轮锁紧短锥法兰盘式:D6主轴内孔锥度(莫氏 MT)M6主轴转速范围 (r/min) 变频调速 30--3000r/mimG0速度 X 轴(半径 mm/min) 3000 4000G0速度 Z 轴( mm/min) 4000 6000进给轴驱动电机最大静扭矩(Nm)X 轴:11Z 轴:15 X 轴 1.2KW Z 轴 1.5KW 尾座套筒直径 (mm) 58尾座套筒行程 (mm) 150尾座套筒锥孔(莫氏 MT)M4刀架刀位数电动四工位X 轴 /Z 轴重复定位精度 (mm) X 轴 0.012 Z 轴 0.016工作精度 (mm) 圆度 :0.005 ;圆柱度 :0.016/160 ;粗拙度2.5--1.6 ;平面度 0.01/160刀具装夹尺寸 (mm) 20× 20行程限位系统设置软限位 / 行程开关硬限位,两重保护机床净重 (Kg) 1650机床外形尺寸(长×宽×高)(mm) 2210×1600 × 1860注:1 、用户可依据需要自选15-120 跟刀架及 20-170 中心架。
(价钱另计)2 、机床主传动采纳多楔带传动,标320 三爪卡盘。
3 、数控系统标配KNDK1Ti,用户也可选配其余系统。
6140/6150 数控车床参数参数型号ZC-CJK6140 ( 步进 ) ZC-CJK6150( 步进 )床身上最大工件展转直径(mm) Φ 400 Φ500 拖板上最大工件展转直径(mm) Φ 220 Φ290 最大加工长度 (mm) 750/1000/1500主轴通孔直径 (mm) Φ 52 Φ 82 主轴头形式及主轴头号凸轮锁紧短锥法兰盘式和短锥:C6/D6 式 D-8( 内孔 90mm)主轴内孔锥度(莫氏MT)C6/D6 主轴: M6; D8主轴 : 公制 1:20手动变速( A.B 型 )24 级 9--1600r/mim ;变频调速(三主轴转速范围 (r/min) 档 P 型) 35--2000r/mim ;变频调速(二档 A.B型 )100/1600r/mim ;G0速度 X 轴(半径 mm/min) 3000G0速度 Z 轴( mm/min) 4000进给轴驱动电机最大静扭矩(Nm)X轴:15Z 轴:24X轴:15Z 轴:30尾座套筒直径 (mm) 75尾座套筒行程 (mm) 150尾座套筒锥孔(莫氏MT)M5刀架刀位数电动四工位X 轴 /Z 轴重复定位精度 (mm) X 轴 0.012 Z 轴 0.016工作精度 (mm) 圆度 :0.005 ;圆柱度 :0.016/160 ;粗拙度 2.5--1.6 ;平面度0.01/160刀具装夹尺寸 (mm) 20× 20行程限位系统设置软限位 / 行程开关硬限位,两重保护机床净重 (Kg) 2100 ; 2300; 2500 2200 ;2400; 2600机床外形尺寸(长×宽×高)(mm)2510× 1685× 1685; 2760× 1685× 1685 ;3260× 1685× 1685 注:1 、用户可依据需要自选15-120 跟刀架及 20-170 中心架。
数控车床技术参数
约610×340×610
4、直流焊机主要技术参数:ZX7—400 2台
序号
项目
参数
1
电源
380V
2
输入容量
22KVA
3
空载电压
70V
4
电流范围
20-400A
5
占载率
(400A)60%
6
外形尺寸
约650×300×550
5、台虎钳200型,60个
6、机用平口钳250型2个
7、台式钻床Z4012型2台
22
配置相匹配防震垫铁及活顶针、卡盘等附件
3、二氧化碳气体保护焊机主要技术参数:NBC--250A型1台
序号
项目
参数
1
输入电源
三相380V±10%50HZ
2
额定输入电流
14A
3
额定输入容量
9.2KVA
4
最大工作电压
27V
5
额定焊接电流
60-250A
6
额定负载持续率
60%
7
适用焊丝直径
0.8/1.0
8
No.6
11
进给数量
64Kinds
12
公制螺纹范围
l一192mm
13
英制螺纹范围
2—24tpi
l4
模数螺纹范围
O.25~48
15
径节螺纹范围
1—96DP
16
横刀架行程
320rnm
17
小刀架移动行程
140mm
18
床尾主轴最大行程
150mm
19
床尾主轴直径
Φ75mm
20
床尾主轴孔锥度
No.5
数控车床技术参数
主轴电机功率
11/15kW
11
顶尖锥度
莫氏NO.5
12
套筒直径/行程
Φ90/100mm
13
移动距离X/Z
≥200/500mm
14
快速移动速度X/Z
12/14m/min
15
伺服电机扭矩X/Z
8/12
16
倾斜角度
45°
17
刀具装夹尺寸(车削/镗孔)
25×25/Φ40 mm
18
刀位数
12
19
电源
45kVA
20
机床体积长×宽×高
≥2800×1800×1800mm
21
机床重量
4000kg
22
整体式斜床身,链板式排屑器。
23
系统:FANUC 0i TD(含各轴驱动电机),FANUC原装手轮
24
精度要求:定位精度X/Z:0.012mm/0.016mm
重复定位精度X/Z:0.005mm/0.006mm
25
机床部分配置要求进口:X/Z两方向滚珠丝杠,液压卡盘和油缸,液压站,12工位刀架,主轴轴承,润滑单元.
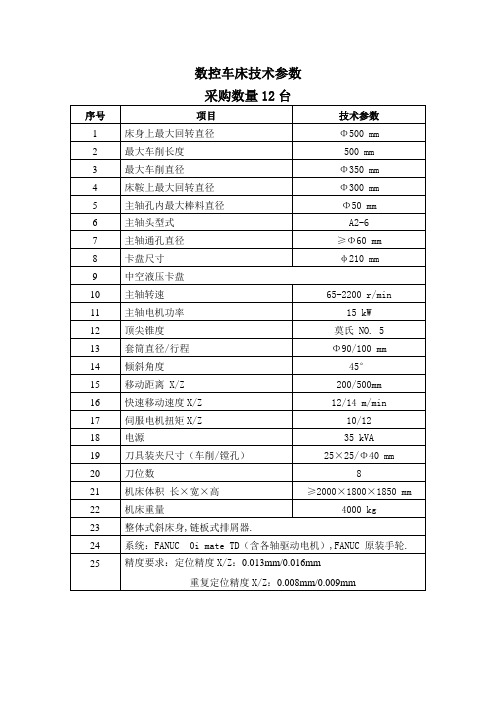
机床体积长×宽×高
≥2000×1800×1850 mm
22
机床重量
4000 kg
23
整体式斜床身,链板式排屑器.
24
系统:FANUC 0i mate TD(含各轴驱动电机),FANUC原装手轮.
25
精度要求:定位精度X/Z:0.013mm/0.016mm
重复定位精度X/Z:0.008mm/0.009mm
数控车床技术参数
采购数量12台
序号
项目
技术参数
1
床身上最大回转直径
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床技术参数
本次招标采购4台数控车床。
一、机床主要结构要求
机床为卧式经济型数控车床,可完成各种轴类、盘类零件的半精加工和精加工,可以车削各种螺纹、圆弧、圆锥及回转体的内外曲面,可以进行镗孔和铰孔,能够满足黑色金属、有色金属的高速切削需求
二、机床主要技术参数和精度
1
2、数控系统
推荐采用Siemens或FANUC数控系统,带手摇脉冲发生器,带USB数据传输接口。
3
1、机床安装调试
由生产厂家指派专门人员进行机床的安装调试。
并对使用方进行培训。
2、机床验收
外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
机械精度验收:依照卖方提供随机出厂精度检验记录表为验收之依据。
加工买方指定工件,检测加工精度是否符合出厂精度。
四、其它
设备质保期1年,主要部件终身保修。
售后服务24小时内上门。