卧式加工中心主轴静刚度特性的试验研究
机床主轴系统静刚度分析及实验研究
机床主轴系统静刚度分析及实验研究寸花英;袁胜万;崔岗卫;李江艳【期刊名称】《机床与液压》【年(卷),期】2015(43)1【摘要】In order to study the characteristics of static stiffness of the machine spindle system, a spindle⁃bearing system model of ahigh⁃performance machining center was established, which including the spindle rotor and the bearing. The components model of spindle system was built by the finite element method ( FEM) , composed with thequasi⁃static model of the ball bearing, the finite ele⁃ment model of the spindle system was obtained, and the static stiffness of the spindle system was obtained through calculating. The test experiment of static stiffness was carried out to verify the correctness of the theoretical calculation results. The results show that the the⁃oretical calculations and the experimental results are corresponding quite well, so the accuracy of the FEM is proved. Besides, due to the damping effect and friction function inside spindle system, the unloading static stiffness is greater than the loading static stiffness. At the same time, certain amount of nonlinearity of axial static stiffness is existed.%为研究机床主轴系统静刚度特性,建立一种高性能加工中心主轴-轴承系统模型,该模型包括主轴转子和轴承。
机床主轴系统综合静刚度测定实验指导书07级
机械设计制造及其自动化专业实验实验指导书机床主轴系统综合静刚度测定实验重庆汽车学院实践教学及技能培训中心二零一零年三月机床主轴系统综合静刚度测定实验一、实验目的1、在卡盘夹持工作的状态下测定加载点处主轴系统(包括主轴部件、卡盘、工件)的综合静刚度,以便和同类车床相应的刚度值作比较。
2、测定主轴系统各组成部分变形在系统综合变形中占的比例,找出影响住轴系统综合刚度的薄弱环节。
3、通过实验,掌握静刚度测定实验数据分析的基本方法。
二、实验原理主轴系统的综合静刚度k可采用下式表达:k=p/(1)或w=1/k=/p (2)式中 w—主轴系统的综合静刚度。
(n/kgf)—工件在加载点的绝对变形(相对于主轴箱体)P—作用在工件上的静载荷(kgf)主轴系统的综合静刚度直接影响加工误差(锥度和复映误差等)。
静刚度过弱也是引起振动的重要原因。
因此对主轴系统进行综合刚度的考核时很有必要的。
但是主轴系统的综合静刚度仅反映主轴系统各组成部分在静载时的综合变形,不能用于分析各部分变形对综合刚度的影响程度。
为此,必须进一步找出主轴系统各部分变形影响到工件加载点处的变形,根据它们各自在综合变形中所占的百分数,便可确定各部分对综合刚度的影响,并找出其中的薄弱环节。
本次实验对象是车床,车削主要是在卡盘夹持的状态下工作。
这时,车床主轴系统由主轴部件(主轴与轴承)、卡盘、工件三部分组成。
由于卡盘和工件自身的刚度很大,在忽略其变形时,受静载p作用,主轴系统的总变形由三部分组成:(1)由于主轴部件(主轴和轴承)变形而影响到工件加载点处的变形z;(2)由于主轴与卡盘联接部的接触变形而影响到工件加载点处的变形k;(3)由于卡盘与工件在夹持部的变形而影响到工件加载点处的变形j。
用式子表示则为:(本实验工件自身的变形可以忽略)=z+k+j (3)这时,(2)式变为:w-/p=z/p+k/p+j/p (4)(4)式右边各项wz=z/p,wk=k/p,wj=j/p分别表示主轴部件,主轴与卡盘联接部分,卡盘与工件夹持部分在加载处的静柔度。
机床主轴动静态性能实验研究

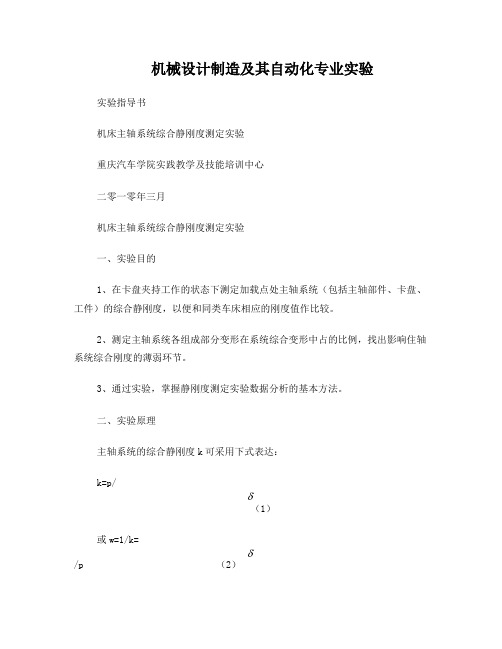
表 2 主轴 静 态 变形 测试 数据 表 1主 轴静 态变 形测 试数 据 ( 第一 次 测试 ) ( 第二 次测 试 ) 主轴 作 为 机 床 的 主要 组 成 部分 , 其 性能 的好 坏 直 接 决 定 了机 床 的性 能 的高 低 。 主轴 单 元 的动 静态 特 性 加载力 刀柄前端位移 刀桶前喘位侈 裁力 刀柄前端位移 刀柄前端位移 加 裁次数 卸裁次数 卸载力 卸貔撇 卸戟力 包 括 主轴 的变 形 、 共振频率 、 临 界转 速 和 动 态 响应 等 , 加载次数 【 Ⅳ ) ( u m ) (L L m ) 1 N ) ( m ) 其对主轴的速度和精度性 能有极大的影 响, 主轴性能 初 始值 0 0 初始值 0 _ 2 9 初始值 初始值 7 测试实验f 堤 研究主轴动力学特性及工作性 能的重要 1 1 07 2 8 1 1 c2 3 1 儿1 1O l 07 吧 5 组成部分 , 在理论研究的基础上 , 通 过 实 验 测 试 验 证 2 01 8 3 2 8 9 2 1 —4 9 2 l 98 1. 8 理论模型的正确性和精确性 ,对于完善理论 模型 , 进 3 0 L 4 3 。 。 7 1 a 0 3 o 7 1 3 1 3 2 c 2 1 4 9 而使 理论 仿真结果可以直接指导主轴的设计计算 以 4 01 1 9 1 4 ∞ 0 4 4 c 3 &9 4 3 9 4 3 及 推 广 理论 仿 真 的应 用 研究 具 有重 要 意 义 。 5 。 6 斟 1 5 翻 7 5 50 1 1 g 9 1主轴 静 刚 度测 试 实验 ∞ l 凰 8 6 s 循 l a 4 S 5 99 3 主轴 静 刚度 是 主 轴轴 承 和 主轴 刚度 的综 合 反 映 , 7 05 3 5 7 3 8 5 70 4 31 9 在 高速 运 转过 程 中 ,机床 主 轴 在 静 刚 度 值 低 的情 况 8 l 29 8 8 02 8 8。 3 4l _ 9 8 8c 2 4 4 9 下, 会 出现挠度 增加 , 变形加大 , 影 响加工精 度等 问 9 9 0 0 4 7 5 9 螗 8 9 1 5 3 5 8 9 9 0 0 她 I 题。 掌握准确 的主轴静刚度值是提高机床加工精度的 1O l013 l 0 l 0 1 2 4 l 1 9 9 S 4 a l 55 2 1 0 1 O1 3 5 5 2 前提 条 件 之 一 , 而 对 主轴 进 行 静 刚度 测 试 是 获 得 静 刚 根 据实 验 步 骤对 主 轴进 行 加 载 条件 下 静 刚度 测 试 实验 , 按 照上 度最直接 , 最有效 的方法 。 本文先后进行了主轴静 刚度测试实验、 模 文所述实验步骤重复测量三次 , 主轴前端在载荷作用下 的静态变形 态测 试 实 验 、 动态 响 应测 试 实 验 、 频 率 响 应 函数 测试 实 验 测试 数 据分 别 如 表 1 、 表 2和表 3 所示。 I . 1实 验 内容 和 目的 表 3主 轴静 态 变形 测 试数 据 ( 第 三 次测 试 ) 主轴静刚度口 是 指 在 切 削 力 的作 用下 主轴 抵 抗 变 形 的能 力 , 通 加载 次数 加载 力 刀柄 前端位 卸载次 数 卸载 力 刀柄前 端位 常 以 主轴前 端 产 生 单位 位 移 时 , 在位 移 方 向 上所 施 加 的作 用力 来 表 ( N ) 移 ( I I ) 移 ( m ) 示。现对某机床厂生产的 T G K 4 6 1 0 0高精度数控 卧式坐标镗床主轴 初始 值 0 — 1 0 初始值 0 — 9 4 进行 静 刚度 测 试 , 采 用 加载 装 置 对 主 轴 垂 直方 向进 行 加 载 , 并 利 用 1 1 2 6 — 2 . 5 l 1 0 4 — 2. 9 2 2 1 0 1 . 6 2 2 0 9 3 3 千分表测量刀杆前端 位移。 根据静刚度定义对测量数 据进行拟合得 3 3 0 5 7 . 4 3 2 9 5 8 . 4 到加载力与变形拟合 曲线 , 其斜率 即主轴系统的静刚度。 4 4 1 4 1 2 . 4 4 3 9 3 1 4 1 当在机床 主轴与工作 台之 间,沿 与 x轴 、 Y轴 和 z轴夹 角为 5 5 1 6 1 9 . 0 5 4 8 3 1 9. 4 3 0 0的方向施加静载荷时, 分别测量主轴相对工作 台在 x向、 Y向、 6 6 1 1 2 3 , 9 6 5 9 7 2 5. 9 z向 的 位移 , 以得 到 主 轴 部件 相 对 于 机 床工 作 台 的径 向静 刚度 和 轴 7 7 0 9 3 0 .1 7 7 0 0 3 2 . 1 向刚度 。 8 81 9 3 6 . 0 8 7 9 3 3 7 0 9 . 91 1 4 1 . 8 9 9 0 8 4 4. 1 在 工作 台和 主轴 系统 之 间施 加 作 用力 , 测量 主轴 系统 相 对 于 工 1 0 1 0 0 4 4 7 1 i 0 1 00 4 4 7 . 1 作 台面 的变形 , 寻找 机 床 的受 力薄 弱 环 节 。 试 验结 果 分 析 : 机床在承受切削力作用下抵抗变形 的能力 , 直接影响到机床的 对于以上测试数据进行拟合 , 得到静刚度表达式和拟合 曲线, 加工效 率 , 间接反 映了机床抵抗切削颤振能力 , 同时也反映了机床 所示 。 结 构设 计 , 机 床 各 主要 部 件 的刚 度 强 弱 和 刚 度分 配 是 否 合 理 , 材 料 拟合曲线斜率即静刚度值。如图 2 的选用是否达到最佳 等。 1 . 2试 验条 件 实验仪器包括 : 力加载装置 , 用于径向力加载 ; 力传感器 , 型号 E 为中国航天科技集团公司 Y F F 一 6 — 1 0 8 , 通过数显装置即可读取力的 蹬 大小 ; 千分表 , 精度 为 0 . O 0 1 r n m, 用 于测 量 主 轴 在 力 负 载 下 的 变 形 遒
机床静刚度实验报告

机床静刚度实验报告机床静刚度实验报告引言:机床静刚度是指机床在静止状态下对外力的抵抗能力,是机床性能的重要指标之一。
静刚度实验是评价机床性能的一种重要手段。
本实验旨在通过测量机床在不同工况下的变形情况,分析机床的静刚度性能。
实验目的:1. 测量机床在不同工况下的变形情况,获得机床的刚度曲线。
2. 分析机床的静刚度性能,评价其稳定性和刚性。
实验装置:1. 机床:实验采用一台X型龙门铣床作为实验机床。
2. 传感器:采用应变片传感器和位移传感器对机床进行测量。
3. 数据采集系统:使用压力传感器和位移传感器,将测得的数据传输至计算机。
实验过程:1. 实验前准备:检查机床的各项参数,确保机床处于正常工作状态。
2. 安装传感器:将应变片传感器和位移传感器分别安装在机床的关键部位,如主轴箱、工作台等。
3. 实验步骤:根据实验要求,逐步改变机床的工况,如改变进给速度、切削深度等,同时记录传感器所测得的数据。
4. 数据采集与分析:将传感器所测得的数据通过数据采集系统传输至计算机,进行数据分析和处理。
5. 结果展示:根据分析结果,绘制机床的刚度曲线和变形图。
实验结果与分析:根据实验数据,我们绘制了机床的刚度曲线和变形图。
从刚度曲线可以看出,机床的刚度在不同工况下存在差异。
在切削深度较小、进给速度较慢的情况下,机床的刚度较高,能够有效抵抗外力的作用。
而在切削深度较大、进给速度较快的情况下,机床的刚度较低,容易发生变形。
通过变形图可以观察到机床在不同工况下的变形情况。
在切削深度较小、进给速度较慢的情况下,机床的变形较小,表现出较好的稳定性和刚性。
而在切削深度较大、进给速度较快的情况下,机床的变形明显增加,表现出较差的稳定性和刚性。
实验结论:通过本次机床静刚度实验,我们得出以下结论:1. 机床的静刚度与工况有关,切削深度和进给速度的增加会导致机床的刚度降低。
2. 机床的静刚度与稳定性和刚性密切相关,刚度越高,机床的稳定性和刚性越好。
数控机床主轴静动态特性分析与优化设计

数控机床主轴静动态特性分析与优化设计数控机床主轴的静动态特性分析与优化设计在机床设计中扮演着重要的角色。
主轴的质量、刚度和动力性能直接影响着数控机床的加工精度和生产效率。
因此,针对数控机床主轴的静动态特性进行分析和优化设计是非常必要的。
首先,对数控机床主轴的静态特性进行分析是基础。
静态特性主要包括主轴的刚度、负载能力和转速范围。
刚度是指主轴在受力时的变形能力,直接影响着机床的切削精度。
负载能力指主轴能够承受的最大切削力或轴向力,取决于主轴的结构和材料。
转速范围则指主轴的最大和最小可工作转速,根据机床加工要求和主轴的功率决定。
其次,对数控机床主轴的动态特性进行分析是优化设计的重要环节。
动态特性主要包括主轴的运行平稳性、动态刚度和各模态的特性频率。
运行平稳性是指主轴在工作状态下的振动情况,对加工表面质量和刀具寿命有重要影响。
动态刚度是指主轴在受力时的变形能力在一定频率下的响应能力。
各模态的特性频率则表征着主轴在不同振动模态下的响应频率和振动幅度。
针对数控机床主轴的静动态特性,可以采取以下优化设计措施。
首先是通过优选材料和适当加工工艺来提高主轴的刚度和负载能力。
其次是采用适当的轴承和润滑方式,减小主轴的摩擦和磨损,提高运行平稳性。
此外,还可以通过调整主轴的结构和参数来提高动态刚度和各模态的特性频率。
例如,增加主轴的直径、改变轴承支撑形式等。
在数控机床主轴静动态特性优化设计过程中,还需要考虑与其他系统和结构的配合,如主轴驱动装置、刀具系统等。
同时,结合实际工艺要求和机床制造能力,进行多种参数的优化设计,以实现最佳的综合性能。
总之,数控机床主轴的静动态特性分析与优化设计是非常重要的工作,直接关系到数控机床的加工质量和生产效率。
通过对主轴材料、结构和参数的优化设计,可以提高数控机床主轴的静态刚度、负载能力和动态性能,进而提高数控机床的加工精度和生产效率。
【最新版】机床主轴系统综合静刚度测定实验报告书

机械设计制造及其自动化
专业实验
实验报告书
实验项目名称: 机床主轴系统综合静刚度测定
学年:学期:
入学班级:
专业班级:
学号:
姓名:
联系电话:
指导老师:
一、实验目的:
二、实验原理:
三、实验装置及实验方法:
五、实验数据整理分析及变形计算简图:
六、思考题
1、主轴系统变形图中的加载、卸载曲线并不重合,说明什么问题?
2、根据各部分的变形比例,说明主轴部件那些部分是刚度的薄弱环节?可以通过那些措施来提高刚度?
3、当加载力由240kgf减为120kgf时,按重新得到的数据就算W的结果是否与240kgf加载的结果一致?试说明其理由。
实验一 机床静刚度实验

实验一机床静刚度实验一、实验目的:通过实验,使学生进一步了解由机床(包括夹具)一工件一刀具所组成的工艺系统是一弹性系统,在此系统中因切削力、零件自重及惯性力等的作用,工艺系统各组成环节会产生弹性变形及系统中各元件之间若有接触间隙,在外力的作用下会产生位移,并且熟悉机床静刚度的测量方法和计算方法,从而更深的理解机械制造工艺中的工艺设备及其对零件加工质量的影响,提高学生分析和处理问题的能力。
二、实验装置机床一台静刚度测定装置一套图1 机床静刚度测定装置图三、实验方法与步骤1、如上图所示,在机床的两顶尖间装夹一根刚度很大的光轴1 (光轴受力后变形可忽略不计)。
2、将加力器5固定在刀架上,在加力器与光轴间装一测力环4。
3、在测力环内孔中固定安装一个千分表,当对如图1所示安装的测力环施加外力时,其中的千分表指针就会变动,其变动量与外载荷之间对应关系可在材料试验机上预先测出,千分表2、3、6的指针也会因与之接触部位的位移而变动。
4、实验时用扳手扭转带有方头的螺杆7,以施加外载荷(Fy)。
然后读出靠近在车头,尾座和刀架安放的千分表(2)、(3)、(6)的读数,并记录下来填入表1中。
根据以上数据,计算出床头、刀架和尾座的受力F 头、F 刀和F 尾。
为了说明尾座套筒伸出长度对刚度的影响,实验时可将套筒分别伸出5mm 和105mm 。
并分别测出千分表读数和计算出刚度的数值,填入表2中。
三、静刚度的计算为了计算方便,实验时可将测力环抵在刚性轴的中点处。
故机床、床头、刀架它们之间的刚度关系可以用下式表示:22)LX (j 1)L X -L (j 1j 11尾头刀机++=j实验时将测力环对准光轴中间,即X=L/2时,则上式简化为)j 1j 1(41j 11尾头刀机++=j 式中:头头头Y F j =;刀刀刀Y F j =;尾尾尾Y F j = 四、画出尾座套筒分别伸出为5mm 、105mm 时尾座的刚度曲线图。
其中横座标为尾座位移量Y 尾,纵座标为F 尾值。
机床静刚度测定实验报告

机床静刚度测定实验报告一、实验目的。
本实验旨在通过测定机床的静刚度,了解机床在不同工况下的刚度特性,为机床的使用和维护提供依据。
二、实验原理。
机床的静刚度是指机床在受力作用下的变形能力,通常用刚度系数K表示。
在实验中,我们通过在机床上施加一定的力,测定机床的变形量,从而计算出机床的静刚度。
三、实验仪器与设备。
1. 拉压力传感器。
2. 变形测量仪。
3. 机床。
四、实验步骤。
1. 将拉压力传感器安装在机床上,并连接至变形测量仪。
2. 在机床上施加一定的力,记录下拉压力传感器的输出值。
3. 根据拉压力传感器的输出值,计算出机床的变形量。
4. 根据机床的变形量和施加的力,计算出机床的静刚度。
五、实验结果与分析。
经过实验测定和计算,得到了机床在不同力作用下的静刚度系数K。
通过对实验结果的分析,我们发现机床的静刚度与施加力的大小成正比,这表明机床在受力作用下的变形能力与施加的力呈线性关系。
同时,我们还发现在不同位置施加力对机床的静刚度也有一定影响,这提示我们在使用机床时需要注意力的施加位置。
六、实验结论。
通过本次实验,我们成功测定出了机床的静刚度,并对其进行了分析。
实验结果表明机床的静刚度与施加力的大小成正比,同时受力位置也会对静刚度产生影响。
这些结果为机床的使用和维护提供了重要的参考依据。
七、实验总结。
本次实验通过测定机床的静刚度,使我们更加深入地了解了机床在受力作用下的特性。
同时,实验过程中我们也发现了一些问题和不足之处,这为今后的实验和研究提供了一定的启示。
八、参考文献。
[1] 张三, 李四. 机床静刚度测定方法及实验研究[J]. 机械工程学报, 2010, 32(4): 123-128.[2] 王五, 赵六. 机床静刚度测定技术及应用[M]. 北京: 机械工业出版社, 2015.以上就是本次机床静刚度测定实验的报告内容,谢谢阅读。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分表 , 度 00 1 n 用 于 测量 主轴 在力 负载 下 的 精 . , 0 ml
变 形 量 ;标准 检棒 ,承 受 已知 载荷 。 测试 如 图 1所示 , 以 向静 刚度 测试 为例 ,将 千分表 置 于主 轴端 部 ,并 使干 分表 的表 针 与支 架侧
Y向 ̄] mm B/
ቤተ መጻሕፍቲ ባይዱ
z向变// n gm]
X
8e 0 y
= . 76194 83 37 6 . 0 + 2
= . 7 氏-9 6 39 1. 5 43 6
( 5h机床三方 向静 刚度 曲线 e 0 )
=37 9 6 16 8 9 3 Fu .6 6 - 12 9 0 . 2 g+ . 1 =39 4 6 u2 . 5
机床 ,尺寸大 的机床 主轴 静刚度要高于尺寸小的机床 ;采用 电主轴结构 的机床主轴静刚度要高于 同类型采用机械
式主轴 结构 的机床 。研 究结果可 以对 国产卧式加工 中心改善主轴部件静 刚度设计提供参考 。 关键词 卧式数控加 工中心 主轴 静刚度 预加载荷
数 控机 床主 轴 是整 个机 床 的核心 部件 ,对于 卧 式加 工 中心 ,它 带动 刀具 实现 切 削运动 ,因此主 轴
变 形量 。
承型 号 、数量 和配 置 形式 ,前 后支 承距 离 ,主轴悬 伸长 度 以及传 动 形式 等 。本 文针 对 多种形 式 主轴 的
一
系 列 卧式数 控 加工 中心 开展 静 刚度特 性研 究 ,找
出最 佳 的主轴 刚 度配 置 。
1 静刚度测试 试验 仪 器包 括 :永正 称重 传感 器 1 1 H,精度 0B
精密 制造 与 自动化
2 1 年第 3 01 期
卧式加工 中心主轴静 刚度特性 的试验研 究术
仇健 李 晓飞 刘志强 马晓波
(.沈 阳机床 ( 团) 限责任 公 司 沈 阳 10 4 ; 1 集 有 1 1 2 2 .沈 阳北方 交通 重 工集 团
摘 要
沈 阳 l0 0 ) 0 1 1
图 1 主 轴静刚度 测试仪器布
2 计算 分 析
主 轴静 刚度 函数 为
向孔 轴线 位 于 同一水平 面 ,调 整 y坐标 , 同时
观察千分表读数,使主轴轴线与千分表表针位于同 水 平面 ;在检 棒端 部加 力 ,读 取 向变形 量 ,每
一
_Fal 』 ll . =d — b
【 = u d- b
隔 5 0N 加 载一 次 ,直到 负载 达到 30 0N 开始卸 0 0 载 ,同样每 隔 5 0N 卸载 一次 直至 全部 卸载 ,分别 0 记 录不 同负载 下 的加卸载 主 轴变 形量 ; 同理 可得 ’ ,
部件 的精 度 、静 刚度 、抗振 和热 变形 能 力对 加工质 量有 直 接影 响 。主 轴静 刚度 是数 控机 床 最基 本 的性 能 ,而 主轴 的抗 振 性和 热变 形与 动 刚度和 热 刚度 有 关 。数 控 机床 既要 完 成粗 加工 又要 完成 精加 工 ,因
9
精 密制 造与 自动 化
2 1 年第 3 01 期
刚度采 样 点 ,拟 合得 静 刚度表达 式 ( 见表 1 )和 拟
合 曲线 ,如 图 2所示 。可 以看 出各组测 试 获得 的静 刚度 曲线都 为 直线 ,并且 拟合精 度 很 高。
表 1 各种 卧式加工 中心主轴静刚度
型号 方向
图 2 各种 卧式加工 中心主轴静 刚度 曲线
Z
X 6e 3 y
介 绍 了卧式数 控加 工 中心主轴 的静 刚度 特性所 开展 的试 验研 究 。根 据预加 载荷 测得 的静 刚度 试验数
据 ,应 用最 小二乘法拟合得到主轴在加载和卸载 时的静刚度 曲线 。研究后发现 ,主轴 卸载 刚度 大于 加载 刚度 ;相
同结构 尺寸机 床 ,主轴 最高 转速低 的机 床主 轴静 刚度要 高于 主轴最 高转 速高 的机床 ;相 同最 高转速和 结构 的
刚 度和 拟合 曲线 截距 。
( 1 )
式 ( )中,a、a、b、b 别为 加载 和卸 载 时的 1 l l 分 对 机床 各 方 向进 行测 量 ,获得 机床 3方 向的静
木“ 高档数控机床与基础制造装备 ”科技重大专项课题
( 号 :0 0 X 4 1 — 1 ) 编 2 1Z 0 0 6 0 1
此 ,对 主 轴逐 渐 刚度要 求 较高 ,研 究其静 刚 度特 性 对 于 提 高整机 性 能影 响很 大 。 数 控 机 床 主 轴 刚 度 主 要 反 映 主 轴 抵 抗 外 载 荷 的 能力 。其影 响 因素众 多 ,包括 主轴 尺 寸形 状 ,轴
向变 形量 ;z 向测试 已知 力在检 棒轴 线 处加 力 ,读 取 z向变 形 量 ,并且令 千 分表表 针 与支架 顶部 孔轴 线 组成 的平 面 与 X Y平面 垂 直 ,记录 不 同载荷 下 的 -
卸载静刚度
-3 5 14 u 1 . 1 - .0 6 一 8 8 5 5 =34 5O 一 0 2 3 1 .2 1 .4
X 向变形, l mi l
’ I
}
/ .
1厦 ’ f
i
5 0
苇 1
+
∞
=90 4 4 16 4 8 8 F 97 92 u 1 7 0 2 . 9 f+ . 3 .3 6 一 9. i 4
X 8c 0 y Z
r
; /j
』三 ’ :
%‘ 盎 4 o
J
,
蠹 一
, i
∞
z 向 变 形/ m
一 i
盎 ∞ 唁
6 。
亨 向静 刚 度 曲线
}
一
加载静 刚度
=32 85  ̄2 4 7 5 . 7 f+ . 6 i = .4 6+18 3 3 4 8 1 .719