钢管穿孔机主传动设计说明书
基于ACS6000中压变频器的穿孔机主传动系统设计
原则上电机的穿孔负载为恒转矩负载性质 , 即穿孔时电
机带 额定恒 转矩负 载 。 穿孔 间歇期 间 , 由于减速机 构及
轧辊空载摩擦阻力 , 电机带约
所示 。
的转矩负载 。 由此可见 ,
穿孔机 承受 重复短 时工作制 的负载 , 其 负载转矩特 性如
图
变频器依然可以在额定
转 矩 丁争
穿 孔
工作下正 常运行 , 因此电容器的寿命不会低于 巧 年 。 综上所述 , 采用 的传动系统具有低谐 波 、 低 损耗 的优点 , 无 需滤波器来制谐波 , 无需无功补偿装置 。
尤其是 创新地设计 了基于
的同步 电动 机的速 度和转 矩控 制 , 它
机主电机系统 , 实现了传动系统的稳定 、 可靠运行 。
支持 在同一 个直流母 线上带 多个整流单 元和 逆变单元 , 能拖动多个机械设 备 。
是基 于
穿孔机对传动系统的要 求
穿孔机是一种大型轧钢设备 , 将加热到一定温度的实
, 集成 门极换 流晶闸管 技术 的电压源型 中压 多 传动 系统 , 在冶 金 、 矿 山等 大功率高 性能行 业有 着不俗
高压电机经减速装置减速后 , 驱动
部的穿孔机轧辊 。 当加热好的钢坯料送入两轧辊之间时 ,
另一侧 的穿孔顶 头 已处 于接近轧 辊的位置 , 顶头位于 圆 柱钢坯的 圆心处 , 并被固定 。随后 , 两轧辊将坯料咬入 ,
向顶 头方 向轧制 和推进钢 坯料 。 经顶 头和轧辊 的共 同作
次的谐波都可以清 除 , 不需要 另加谐波滤 波器及无
设置到 “ ” 。
由于 一个 故障 可能 导致其 他 故 障 , 通 过故 障 时间 找到 第一 个故 障 , 因此一定 要查看故障时 间
穿孔机作业指导书
穿孔机作业指导书引言概述:穿孔机是一种常用的机械设备,广泛应用于各种行业中。
为了确保穿孔机的正常运行和操作人员的安全,编写一份详细的穿孔机作业指导书是非常必要的。
本文将从穿孔机的基本原理、操作前的准备工作、操作过程中的注意事项以及操作后的维护保养等四个方面,提供一份全面的穿孔机作业指导。
一、穿孔机的基本原理1.1 穿孔机的工作原理:穿孔机通过激光或机械力将材料上的孔洞打开,以实现特定的目的。
1.2 穿孔机的组成部分:穿孔机主要由机架、传动系统、控制系统和工作台等组成。
1.3 穿孔机的工作方式:穿孔机可以通过手动操作或自动控制来实现穿孔作业。
二、操作前的准备工作2.1 安全检查:在操作穿孔机之前,必须进行全面的安全检查,确保机器没有故障,并且所有保护装置都处于正常工作状态。
2.2 材料准备:根据需要进行穿孔的材料类型和尺寸,准备好相应的材料,并确保其质量符合要求。
2.3 工作环境准备:清理工作区域,确保周围没有杂物,保持通风良好,以确保操作人员的安全。
三、操作过程中的注意事项3.1 穿孔机的调整:根据材料的类型和尺寸,调整穿孔机的参数,如穿孔深度、穿孔直径等,以确保穿孔效果符合要求。
3.2 操作人员的安全:穿孔机在工作时会产生噪音和振动,操作人员应佩戴防护耳罩和手套,确保自身安全。
3.3 操作规范:操作人员应按照穿孔机的操作规程进行操作,严禁超负荷使用机器,以免损坏设备或导致人身伤害。
四、操作后的维护保养4.1 清洁维护:每次使用穿孔机后,应及时清洁机器,清除杂物和残留物,保持机器的干净整洁。
4.2 润滑保养:定期对穿孔机的传动系统进行润滑,以确保机器的正常运行和寿命。
4.3 故障排除:如果穿孔机出现故障或异常情况,应及时停机检修,并由专业人员进行维修,确保机器的正常使用。
结论:通过本文的穿孔机作业指导书,我们详细了解了穿孔机的基本原理、操作前的准备工作、操作过程中的注意事项以及操作后的维护保养。
机床主传动系统设计说明书
目录1.摘要 (3)2.绪论 (3)3.设计计算 (3)3.1车床的规格系列和用处 (3)3.2操作性能要求 (4)4.主动参数参数的拟定 (4)4.1 确定传动公比φ (4)4.2 主电动机的选择 (4)5.变速结构的设计 (4)5.1 主变速方案拟定 (4)5.2 变速结构式、结构网的选择 (4)5.2.1 确定变速组及各变速组中变速副的数目 (5)5.2.2 变速式的拟定 (5)5.2.3 结构式的拟定 (5)5.2.4 结构网的拟定 (5)5.2.5 结构式的拟定 (6)5.2.6 结构式的拟定 (6)5.2.7 确定各变速组变速副齿数 (8)5.2.8 绘制变速系统图 (9)6.结构设计 (9)6.1 结构设计的内容、技术要求和方案 (9)6.2 展开图及其布置 (9)6.3 I轴(输入轴)的设计 (10)6.4 齿轮块设计 (10)6.5 传动轴的设计 (10)6.6 主轴组件设计 (12)6.6.1 各部分尺寸的选择 (12)6.6.2 主轴材料和热处理 (12)6.6.3 主轴轴承 (12)6.6.5 润滑与密封 (13)6.6.6 其他问题 (14)7.传动件的设计 (14)7.1 带轮的设计 (14)7.2 传动轴的直径估算 (17)7.2.1 确定各轴转速 (17)7.2.2传动轴直径的估算:确定各轴最小直径 (17)7.2.3 键的选择 (18)7.3 传动轴的校核 (18)7.3.1 传动轴的校核 (19)7.3.2 键的校核 (19)7.4 各变速组齿轮模数的确定和校核 (20)7.4.1 齿轮模数的确定 (20)7.4.2 齿宽的确定 (24)7.5 带轮结构设计 (25)7.6 片式摩擦离合器的选择和计算 (26)7.7 齿轮强度校验 (28)7.7.1 校核a变速组齿轮 (29)7.7.2 校核b变速组齿轮 (30)7.7.3 校核c变速组齿轮 (31)7.8 轴承的选用与校核 (33)7.8.1 各轴轴承的选用 (34)7.8.2 各轴轴承的校核 (34)8.主轴组件设计 (34)8.1 主轴的基本尺寸确定 (34)8.1.1 外径尺寸D (34)8.1.2 主轴孔径d (35)8.1.3 主轴悬伸量a·····················································358.1.4 支撑跨距L (36)8.1.5 主轴最佳跨距L0的确定 (37)8.2 主轴刚度验算 (38)8.2.1 主轴前支撑转角的验算 (38)8.2.2 主轴前端位移的验算 (39)9.心得体会及参考文献 (40)第一部分机床主传动系统设计1.摘要普通中型车床主轴箱设计普通中型车床主轴箱设计,主要包括三方面的设计,即:根据设计题目所给定的机床用途、规格、主轴极限转速、转速数列公比或级数,确定其他有关运动参数,选定主轴各级转速值;通过分析比较,选择传动方案;拟定结构式或结构网,拟定转速图;确定齿轮齿数及带轮直径;绘制传动系统图。
无缝钢管穿孔机
无缝钢管穿孔机无缝钢管穿孔机是一种用于加工无缝钢管的重要设备,它具有高效、精确和可靠的特点。
本文将从机器原理、使用方法、应用领域等方面进行介绍,以帮助读者对无缝钢管穿孔机有更加全面的了解。
一、机器原理无缝钢管穿孔机是通过将钢管放入机器的夹具中,然后利用钻头进行钢管穿孔的机械设备。
它主要由机架、传动系统、夹具系统和控制系统等组成。
机架是无缝钢管穿孔机的主体部分,也是整个设备的支撑结构。
传动系统包括驱动轮、传动带、传动轴等,通过传动系统的配合,可以使钻头实现旋转和进给运动。
夹具系统是用于固定和夹持钢管的部分,它确保了钢管在加工过程中的稳定性和精度。
控制系统则负责协调和监控整个设备的运行情况。
二、使用方法无缝钢管穿孔机的使用方法相对简单,以下是一般的操作流程:1. 将要加工的无缝钢管放入机器的夹具中,并确保夹持牢固。
2. 调整传动系统,使钻头的转速和进给速度适应具体的加工要求。
3. 启动控制系统,激活机器的电源,确保各个部件正常运行。
4. 操作机器的控制面板,设置加工参数,如孔径大小、穿孔深度等。
5. 按下启动按钮,机器将开始钻孔作业,此时需要注意观察加工情况,确保穿孔质量。
6. 加工完成后,关闭机器的电源,将加工完成的无缝钢管取出,并进行质量检查。
三、应用领域无缝钢管穿孔机广泛应用于各个行业,主要用于开孔、钻孔和穿孔等加工工艺。
以下是一些常见的应用领域:1. 建筑业:在建筑领域,无缝钢管穿孔机可以用于开孔、安装电线、水管和空调管道等。
它能够提高施工效率和施工质量,节约人力和时间成本。
2. 汽车制造业:汽车制造过程中需要大量的无缝钢管,无缝钢管穿孔机可以用于开孔和穿孔,以及汽车零部件的加工。
3. 石油和天然气领域:石油和天然气输送需要使用大量的无缝钢管,无缝钢管穿孔机可用于加工石油管道、天然气管道等。
4. 航空航天领域:在航空航天领域,无缝钢管穿孔机可用于加工飞机部件、发动机部件和航天器部件等。
5. 其他领域:无缝钢管穿孔机还可以应用于冶金、化工、电力、电子、医疗等领域,满足不同行业的加工需求。
穿孔机操作说明
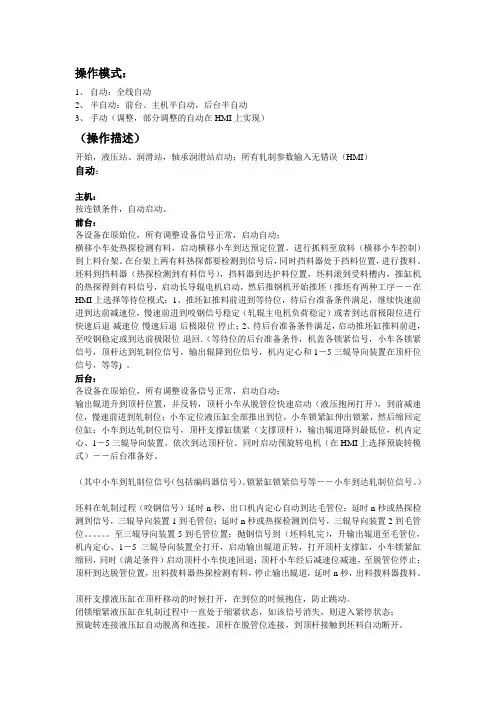
操作模式:1、自动:全线自动2、半自动:前台、主机半自动,后台半自动3、手动(调整,部分调整的自动在HMI上实现)(操作描述)开始,液压站、润滑站,轴承润滑站启动;所有轧制参数输入无错误(HMI)自动:主机:按连锁条件,自动启动。
前台:各设备在原始位,所有调整设备信号正常,启动自动;横移小车处热探检测有料,启动横移小车到达预定位置,进行抓料至放料(横移小车控制)到上料台架。
在台架上两有料热探都要检测到信号后,同时挡料器处于挡料位置,进行拨料。
坯料到挡料器(热探检测到有料信号),挡料器到达护料位置,坯料滚到受料槽内,推缸机的热探得到有料信号,启动长导辊电机启动,然后推钢机开始推坯(推坯有两种工序――在HMI上选择等待位模式:1、推坯缸推料前进到等待位,待后台准备条件满足,继续快速前进到达前减速位,慢速前进到咬钢信号稳定(轧辊主电机负荷稳定)或者到达前极限位进行快速后退-减速位-慢速后退-后极限位-停止;2、待后台准备条件满足,启动推坯缸推料前进,至咬钢稳定或到达前极限位-退回.(等待位的后台准备条件,机盖各锁紧信号,小车各锁紧信号,顶杆达到轧制位信号,输出辊降到位信号,机内定心和1-5三辊导向装置在顶杆位信号,等等) 。
后台:各设备在原始位,所有调整设备信号正常,启动自动;输出辊道升到顶杆位置,并反转,顶杆小车从脱管位快速启动(液压抱闸打开),到前减速位,慢速前进到轧制位;小车定位液压缸全部推出到位,小车锁紧缸伸出锁紧,然后缩回定位缸;小车到达轧制位信号,顶杆支撑缸锁紧(支撑顶杆),输出辊道降到最低位,机内定心、1-5三辊导向装置,依次到达顶杆位。
同时启动预旋转电机(在HMI上选择预旋转模式)――后台准备好。
(其中小车到轧制位信号(包括编码器信号)、锁紧缸锁紧信号等――小车到达轧制位信号。
)坯料在轧制过程(咬钢信号)延时n秒,出口机内定心自动到达毛管位;延时n秒或热探检测到信号,三辊导向装置1到毛管位;延时n秒或热探检测到信号,三辊导向装置2到毛管位。
钢管穿孔机主传动设计说明书
内蒙古科技大学本科生毕业设计说明书题目:钢管穿孔机主传动设计学生姓名:学号:专业班级:指导教师钢管穿孔机主传动设计摘要本次设计是热轧无缝钢管的穿孔机部分的主传动,并且在设计过程中介绍了穿孔机的各个部分的组成设备以及各个设备的功用,设计过程不仅是一个计算的过程,也是对穿孔机主传动部分的进一步的了解以及能对其某些部分提出一些改进。
φmm自动轧该设计说明书对穿孔机的发展情况也作了一定的介绍,通过对包钢180管机组的了解,对穿孔机传动部分进行设计计算以及说明。
设计说明书配以各部分的图纸,说明书中的名词术语,各种计量单位及其符号均是按国家标准书写。
…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………。
φmm自动轧管机组关键词:热轧无缝钢管;穿孔机;主传动;180本文由闰土服务机械外文文献翻译成品淘宝店整理The design of transmission of tube piercing millAbstractThis design is the main transmission of piercing mill part from Hot-rolled seamless stell tube composed the piercing mill’s equipment of each part and functions of each equipment have introduced in the process of design.. The process of design is not only the calculate process, but also the further understand for the main transmission of piercing mill and rise some process for some part of it.The design instruction also introduced the development of piercing mill. Design calculateφmm plug and instruct the main transmission of piercing mill through the understand of 180pipe plant from Baogang company.The design instruction matched with instruction of each part ,terms in instruction book measure and symols all written followed as country standard.……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….φmm Key words:Hot-rolled seamless steel tube;piercing mill; main transmission; 180 plug pipe plant目录摘要.......................................................................................................................................... Abstract (I)第一章概述 (1)1.1 穿孔机组的产生及其发展 (1)1.2 穿孔区的工艺流程 (2)1.3 穿孔区的主要设备及其功能 (4)1.3.1 环形炉到穿孔机的设备及功能 (4)1.3.2 穿孔机的设备及功能 (5)第二章简要介绍无缝钢管的生产流程 (10)第三章传动部分的设计计算及其参数选择 (12)3.1 传动方案的选择 (12)3.2 斜轧穿孔过程咬入条件的计算 (13)3.2.1 确定轧辊的空间位置 (14)3.2.2 速度分解图 (16)3.2.3 第一次咬入条件 (19)3.2.4 第二次咬入条件 (22)3.2.5 改善咬入条件的措施 (25)3.3 菌式穿孔机的变形过程 (25)3.4 工艺参数的计算 (26)3.4.1 轧辊与轧件的接触面积及轧辊轧制力的计算 (27)3.4.2 轧辊轧制力的位置及轧制力矩 (33)第四章电动机和减速器的选用 (37)4.1 电动机的选择用 (37)4.2 减速器的选择用 (38)第五章轴的设计及其校核 (39)5.1 选择轴的材料 (39)5.2 初步估算轴径 (39)5.3 轴的强度校核 (40)第六章联轴器的选用 (44)6.1 电机与减速机之间联轴器的选用 (44)6.2 减速器与主传动周之间联轴器的选用 (44)第七章轧辊 (45)7.1 材料选择 (45)7.2 强度校核 (45)第八章穿孔机工艺及质量事故原因分析 (47)8.1 穿孔机工艺事故原因分析 (47)8.2 穿孔机质量检查及分析 (49)8.2.1 毛管的几何尺寸 (49)8.2.2 毛管内外表面质量 (50)参考文献 (53)附录 (54)致谢 (55)第一章概述1.1穿孔机组的产生及其发展1884年发明用两辊斜轧穿孔法生产无缝钢管,1892年发明用冲孔法生产毛管,近来又发明了用推轧穿孔法来生产毛管,但至今斜轧穿孔法在无缝钢管中仍占有最大的比重。
苏州富马穿孔机说明书
苏州富马穿孔机说明书
摘要:
1.苏州富马穿孔机说明书概述
2.穿孔机的操作流程
3.穿孔机的维护与保养
4.安全注意事项
5.结论
正文:
一、苏州富马穿孔机说明书概述
苏州富马穿孔机是一种高性能的穿孔设备,适用于各类金属、非金属板材的穿孔作业。
本说明书旨在帮助用户更好地了解和操作该设备,确保其安全、高效地运行。
二、穿孔机的操作流程
1.准备工作:检查设备各部件是否完好,安装所需模具并进行调试。
2.开机:按照操作面板上的指示,依次开启电源、气源、水源等。
3.设定参数:根据加工需求,设置穿孔速度、深度、孔距等参数。
4.放置工件:将待加工的板材放置在工作台上,并调整位置和夹紧。
5.开始穿孔:启动穿孔机,开始进行穿孔作业。
6.结束穿孔:穿孔完成后,关闭设备,进行后续处理。
三、穿孔机的维护与保养
1.定期检查设备各部件的磨损情况,及时更换易损件。
2.保持设备清洁,防止灰尘、油污等影响设备运行。
3.设备长时间不使用时,需进行防护处理,防止锈蚀。
4.定期对设备进行润滑,保证设备运行顺畅。
四、安全注意事项
1.设备运行时,操作人员需穿戴防护装备,确保人身安全。
2.切勿在设备运行时进行检修和调整,防止意外伤害。
3.设备出现异常情况时,立即停机检查,严禁带病运行。
4.保持工作环境整洁,防止事故发生。
五、结论
苏州富马穿孔机是一款高效、安全的穿孔设备,通过本说明书的指导,用户可以更好地掌握设备的操作方法,确保其安全、稳定地运行。
Φ170热轧无缝管穿孔机支持器设计
Φ170热轧无缝管穿孔机支持器设计摘要无缝钢管在国民经济建设中具有重要作用,广泛应用于石油、钻探、军事、航天等领域。
热轧无缝钢管产品质量与穿孔机密切相关,穿孔机性能好坏直接影响着热轧无缝钢管的质量和品种规格。
穿孔机结构十分复杂,其中在钢管轧制过程中,上支持器与轧辊、下支持器构成了封闭的孔型,对钢管的质量起到关键作用。
因此上支持器的设计就显得尤为重要。
鉴于此,本论文首先阐述了穿孔机在热轧无缝钢管生产中的应用背景及其国内外发展现状,并结合上支持器在穿孔过程中的实际工况,考虑经济、效率的等相关因素,对穿孔机支持器进行了设计计算。
本论文重点对穿孔机支持器进行了设计计算,具体包括:电机容量的选择、蜗轮蜗杆的设计计算、轴承的选型与寿命计算等,最后,对设备的润滑、环保及经济可行性等进行了分析论述。
关键词:无缝钢管;穿孔机;支持器;蜗轮蜗杆Φ170 support hot-rolled seamless puncher DesignAbstractSeamless steel pipe has an important role in the national economy, is widely used in petroleum, drilling, military, aerospace and other fields. Hot-rolled seamless steel pipe product quality is closely related to punching machine, punching machine performance directly affects the quality and variety of hot-rolled seamless steel pipe specifications. Perforator structure is very complex, in the steel during rolling, with the support rollers, with the support forms the hole closed, the quality of steel to play a key role. Therefore, the support of the design is particularly important. In view of this, the paper first describes the background of the status quo puncher in the production of hot-rolled seamless application and development at home and abroad, combined with the actual conditions on the support device during piercing, consider the relevant factors of economy, efficiency, etc. , native support for perforated design calculations were carried out. This paper focuses on the puncher support design calculations were carried out, including: motor capacity selection, worm design calculations, selection and bearing life calculation, and finally, lubrication, environmental and economic feasibility of equipment, etc. analysis are discussed.Keywords: seamless; puncher; support device; Worm目录摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)1.1 选题背景 (1)1.2热轧无缝钢管国内外研究现状分析 (1)1.2.1热轧无缝钢管国外发展现状 (1)1.2.2热轧无缝钢管国内发展现状 (2)1.2.3热轧无缝钢管产品的发展方向 (4)2总体方案设计与选择 (5)2.1穿孔机支持器的作用 (5)2.2传动装置的选择 (5)2.3穿孔机支持器的改进 (7)3主电机的计算与选择 (8)3.1根据穿孔机支持器的工作特点定性选电机 (8)3.2确定电动机的同步转速 (8)3.3电机功率的计算 (8)3.4电机的选择 (9)4蜗轮蜗杆的计算 (10)4.1环面蜗杆传动 (10)4.2材料的选择 (10)4.3基本参数的确定 (10)4.4蜗杆与蜗轮的主要参数与几何尺寸 (12)4.5校核齿根弯曲疲劳强度 (13)4.6.验算效率 (13)5轴承的选取及寿命计算 (14)5.1根据工作条件选择轴承的类型 (14)5.2选择轴承的型号 (15)5.3轴承的性能参数 (15)5.4 求两轴的计算轴向力 (16)5.5求两轴承受到的径向载荷 (17)5.6求轴承当量动载荷 (17)5.7计算轴承的寿命 (18)6蜗杆轴的设计 (19)6.1蜗杆轴类零件的功用与结构 (19)6.2选择轴的材料 (19)6.3按扭转强度估计轴径最小值 (20)6.4轴的结构设计 (20)7润滑方式的选择 (23)7.1润滑方法 (23)7.2润滑剂的种类 (23)7.3润滑方式的选择 (24)7.4蜗轮蜗杆传动的润滑 (24)7.5轴承的润滑 (25)8设备环保及经济性分析 (26)8.1环保经济性分析 (26)8.2材料经济性分析 (26)8.3设备可靠性分析 (26)8.4可靠度的计算 (26)8.5设备的平均寿命 (27)结论 (28)致谢 (29)参考文献 (30)1 绪论1.1 选题背景进入21世纪后,在材料工业的传统产业中,尽管陶瓷材料、有机塑料、复合材料等管材的发展在一定程度上取代了钢管,但钢管在石油、电力、化工、煤炭、建筑,机械、军工、航空航天方面的地位仍然是不可动摇的,管材仍然被公认为是21世纪一种主要的建筑与工程材料。
钢管轧管机主传动系统设计说明书
钢管轧管机主传动系统设计摘要在现代社会中,钢材产量和质量是衡量一个国家国力的重要指标,社会对钢铁轧制品数量和质量的要求越来越高,钢管作为钢铁轧制品在工业生产和日常建设中起到举足轻重的作用。
轧管机主传动系统是由机械、电气以及控制多个部分组成,系统庞大,它的设计的优良直接影响产品质量的好坏,即可看出轧管机主传动系统设计的重要性。
本次设计的主要目的是进一步掌握轧管机主传动系统,并对主其要部件进行设计和计算校核。
在查阅大量文献和了解相关知识,并且到鞍山钢铁集团公司无缝钢管厂Ø219、Ø159和PQF三条国内先进的生产线进行实习调研,掌握现代轧管机的发展及设备结构特点状况后,确定了两台电机通过万向接轴直接带动工作辊工作的总体传动设计方案。
通过对Ø159MPM轧管机的主要力能参数的计算,合理选择电机,联轴器、减速器主要零件以及万向联轴器和连接轴,并进行强度计算和校核。
同时,确定润滑方式,并进行经济性和环境保护的分析。
关键词:轧管机;主传动系统;力能主要参数计算Steel Pipe Tube Rolling-mill Master DrivingSystem DesignAbstractIn modern society, output and quality of steel is a measure of national power of a state is important index, society for steel mill products quantity and quality of the increasingly high demand for iron and steel mill products, steel pipes used in the industrial production and the daily construction play a decisive role in the. Tube rolling mill main drive system is composed of mechanical, electrical and control of multiple parts, large system, its design quality directly affects the quality of the product, you can see the tube rolling mill main drive system of the importance of design. The main purpose of this design is to further understand the tube rolling mill main drive system, and its main components design and calculation. On literature review and understanding of the relevant knowledge, and to the Anshan Iron And Steel Group Corporation of seamless steel pipe plant in219,159and PQF three domestic advanced production line in practice research, to master modern pipe mill development and structural feature of the equipment after the state, identified the two motor through a universal joint shaft directly drives the work roll and the overall transmission design scheme. The white159MPM tube rolling machine main parameters of force and energy calculation, reasonable selection of motor, coupling, reducer main parts and universal joint and a connecting shaft, and the strength calculation and checking. By field practice grasp of the situation, determine the lubrication mode, and the economic and environmental protection analysis.Keyword: The tube rolling-mill;main Driving System;Power Parameter main calculated目录摘要......................................................................................................................................................I Abstract.................................................................................................................................................II 1绪论 . (5)1.1选题背景及目的 (5)1.2钢管生产工艺及其在国民经济中的主要地位与作用 (1)1.2.1钢管生产工艺 (1)1.2.2在国民经济中的主要地位与作用 (2)1.3国内外轧管机械的发展状况 (2)1.3.1穿孔机的发展 (3)1.3.2轧管机的发展 (4)1.3.3减径机的发展 (4)1.3.5矫直机的发展 (5)1.4课题的研究内容及方法 (5)2 总体方案选择 (6)2.1设计的原始参数 (6)2.2方案的选择 (7)2.2.1总体思路的选择 (7)2.2.2轧管机主传动装置的类型 (7)3轧管机轧制力参数计算 (8)3.1轧机轧制力P的确定 (8)3.2轧机轧制力矩的确定 (10)4电机的选择 (11)4. 1轧机主电动机功率计算 (11)4.1.1轧机主电动机力矩计算 (11)4.1.2轧机主电动机功率计算 (12)4.2初选电动机 (13)4.3电动机校核 (14)5主传动系统主要零部件的校核计算 (15)5.1减速机的设计与校核计算 (15)5.1.1齿轮的设计计算 (16)5.1.2按齿根弯曲强度校核设计 (18)5.1.3齿轮几何尺寸计算 (20)5.2小齿轮轴的校核计算 (20)5.2.1齿轮轴设计 (20)5.2.2齿轮轴上载荷计算 (21)5.2.3按弯扭合成应力校核轴的强度 (24)5.2.4根据轴的安全系数校核轴 (24)5.3 352056X2轴承寿命验算 (26)5.3.1轴承简介 (26)5.3.2轴承所受载荷计算 (26)5.3.3验算轴承寿命 (28)5.4 352060X2轴承寿命验算 (28)5.4.1轴承所受载荷计算 (28)5.4.2验算轴承寿命 (30)5.5 联轴器和键强度校核 (30)5.5.1联轴器的校核 (30)5.5.2键的校核 (30)5.6 万向接轴选择和校核 (32)5.6.1 主要参数和系列尺寸的选择 (32)5.6.2 万向接轴的强度计算 (32)6润滑及维护 (34)6.1润滑 (34)6.2维护 (36)6.2.1轧机主传动装置维护 (36)6.2.2在轧机维护中应用故障诊断技术 (37)7经济分析及环境保护 (38)7.1经济分析 (38)7.2环境保护 (39)7.2.1废水治理 (39)7.2.2固体废物处理和综合利用 (40)7.2.3噪声处理 (40)结论 (40)致谢 (41)参考文献 (42)1绪论1.1选题背景及目的短暂的大学生活即将结束,我们迎来了每个本科生都会经历的毕业设计,这是对我们能否将理论知识化为实践能力的一次检测。
_159mm热轧无缝钢管穿孔机主传动电机
由轧钢工艺人员根据轧制工艺要求提出主传 动电机的技术需求。某 Φ159 mm 无缝钢管生产 线的穿孔机主传动电机技术数据如表 1 所示。
表 1 穿孔机主传动电机技术数据
项目
传动型式 电机数量 /台
功率 / kW 转速 / ( r / min)
工作制 轧制周期 /( c /h)
安装方式 齿轮箱减速比
按照公式( 1) 计算主传动电机等效功率,其结 果见图 1 中的电机等效功率曲线。当 Pram 等效功 率小于电机额定功率 Pe = 3 800 kW 时,主传动电 机校验通过,满足轧钢工艺要求。
收稿日期: 2010-04-14; 修改稿收到日期: 2010-04-27 作者简介: 刘 辉 ( 1961-) ,男,内蒙古包头人,高级工程师,主要从事冶金轧钢电气传动及自动控制方面的研究。
du / dt 的影响,定子绝缘的耐压考核等级需要提高
一个等级。
CTP 穿孔机主传动电机在满足轧钢工艺要求
方面,应注意以下问题:
( 1) 需要较高的磁负荷,基速时较高的磁负荷
可以保证在高速弱磁的情况下电机功率角不至于
大到使电机失步的程度。
(
2)
选择合适的直轴超瞬变电抗
x″d
。
x
″ d
值不
仅决定电机 的 动 态 反 应 速 度,还 决 定 电 机 短 路 转
目前,国外最先进的 Φ159 mm 热轧无缝钢管 轧制工艺,对 CTP 穿孔机主传动电机提出了特殊 的要求。针对 工 艺 要 求,本 文 分 析 和 计 算 了 与 轧 制工艺有关 的 主 传 动 电 机 参 数,阐 述 了 解 决 方 案 及其主要性 能 指 标,以 期 对 主 传 动 电 机 的 技 术 要 点有所了解,更好地满足工艺要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内蒙古科技大学本科生毕业设计说明书题目:钢管穿孔机主传动设计学生姓名:学号:专业班级:指导教师钢管穿孔机主传动设计摘要本次设计是热轧无缝钢管的穿孔机部分的主传动,并且在设计过程中介绍了穿孔机的各个部分的组成设备以及各个设备的功用,设计过程不仅是一个计算的过程,也是对穿孔机主传动部分的进一步的了解以及能对其某些部分提出一些改进。
φmm自动轧该设计说明书对穿孔机的发展情况也作了一定的介绍,通过对包钢180管机组的了解,对穿孔机传动部分进行设计计算以及说明。
设计说明书配以各部分的图纸,说明书中的名词术语,各种计量单位及其符号均是按国家标准书写。
…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………。
φmm自动轧管机组关键词:热轧无缝钢管;穿孔机;主传动;180本文由闰土服务机械外文文献翻译成品淘宝店整理The design of transmission of tube piercing millAbstractThis design is the main transmission of piercing mill part from Hot-rolled seamless stell tube composed the piercing mill’s equipment of each part and functions of each equipment have introduced in the process of design.. The process of design is not only the calculate process, but also the further understand for the main transmission of piercing mill and rise some process for some part of it.The design instruction also introduced the development of piercing mill. Design calculateφmm plug and instruct the main transmission of piercing mill through the understand of 180pipe plant from Baogang company.The design instruction matched with instruction of each part ,terms in instruction book measure and symols all written followed as country standard.……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….φmm Key words:Hot-rolled seamless steel tube;piercing mill; main transmission; 180 plug pipe plant目录摘要 (I)Abstract (II)第一章概述 (1)1.1 穿孔机组的产生及其发展 (1)1.2 穿孔区的工艺流程 (2)1.3 穿孔区的主要设备及其功能 (4)1.3.1 环形炉到穿孔机的设备及功能 (4)1.3.2 穿孔机的设备及功能 (5)第二章简要介绍无缝钢管的生产流程 (10)第三章传动部分的设计计算及其参数选择 (12)3.1 传动方案的选择 (12)3.2 斜轧穿孔过程咬入条件的计算 (13)3.2.1 确定轧辊的空间位置 (14)3.2.2 速度分解图 (16)3.2.3 第一次咬入条件 (19)3.2.4 第二次咬入条件 (22)3.2.5 改善咬入条件的措施 (25)3.3 菌式穿孔机的变形过程 (25)3.4 工艺参数的计算 (26)3.4.1 轧辊与轧件的接触面积及轧辊轧制力的计算 (27)3.4.2 轧辊轧制力的位置及轧制力矩 (33)第四章电动机和减速器的选用 (37)4.1 电动机的选择用 (37)4.2 减速器的选择用 (38)第五章轴的设计及其校核 (39)5.1 选择轴的材料 (39)5.2 初步估算轴径 (39)5.3 轴的强度校核 (40)第六章联轴器的选用 (44)6.1 电机与减速机之间联轴器的选用 (44)6.2 减速器与主传动周之间联轴器的选用 (44)第七章轧辊 (45)7.1 材料选择 (45)7.2 强度校核 (45)第八章穿孔机工艺及质量事故原因分析 (47)8.1 穿孔机工艺事故原因分析 (47)8.2 穿孔机质量检查及分析 (49)8.2.1 毛管的几何尺寸 (49)8.2.2 毛管内外表面质量 (50)参考文献 (53)附录 (54)致谢 (55)第一章概述1.1穿孔机组的产生及其发展1884年发明用两辊斜轧穿孔法生产无缝钢管,1892年发明用冲孔法生产毛管,近来又发明了用推轧穿孔法来生产毛管,但至今斜轧穿孔法在无缝钢管中仍占有最大的比重。
早在1884年德国曼内斯曼两兄弟在在锻造圆断面钢料实践活动中,常发现在圆形钢料中心出现破裂,形成不规则的内孔,即现在通称的孔腔,通过这一重要现象的发现,为用斜轧法生产无缝钢管奠定了基础。
在1886年正式试验时,实验未能成功而使生产的钢管不能应用而成为废料,后来在不断的实践和摸索中,采用了加顶头的斜轧穿孔,从而获得了薄壁的毛管。
如今,穿孔的方法有了许多种,如推轧穿孔,压力穿孔,斜轧穿孔等,而斜轧穿孔又分为菌式穿孔,盘式穿孔,曼式穿孔等机型。
较长时间以来,曼式穿孔机一直获得了最广泛的应用,但是,随着对曼式穿孔机的认识不断深入,为克服曼式穿孔机存在着曼内斯曼效应,改善毛管质量,人们通过不断的研究总结发明了大导盘(盘式)穿孔机和锥形棍(菌式)穿孔机并且已经在实践中投入使用。
盘式穿孔机把原来水平并列布置得穿孔机轧辊改为上下垂直布置,同时用一对水平放置的大导盘代替导板,导盘由液压马达驱动,这样对管坯施加一个前进力,也同样可以减少顶头前形成孔腔,改善毛管质量等。
而菌式穿孔机轧辊呈锥形,锥形辊的直径沿穿孔变形区逐渐增大,从而有利于变形区中轧辊与轧件的速度能较好的匹配,减少变形区中金属的堆积,促进延伸,提高穿孔率和可穿性;同时减少扭转变形和横向剪切变形,从而减少内外表面缺陷发生的机率。
所以,这两种穿孔机被普遍的应用到了实践当中。
1758年瑞士人A H Calmes提出了连轧管工艺芯棒限动的设想,经过计算,实验并且获得了专利。
限动芯棒连轧管机的工艺特点是在轧制时控制控制芯棒的运行速度,在整个轧制过程中,芯棒以低于第一架轧机出口速度的恒定速度前进。
由于芯棒速度限动,恒定,从而缩短了芯棒工作段长度,可以生产大,中口径无缝钢管,并由于工艺条件稳定,避免了浮动芯棒轧制时出现的轧件头尾壁厚布均匀,由于脱棒比较容易,可采用圆孔型,减少了横向金属流动,提高了壁厚尺寸精度。
为了适应八十年代后期世界无缝钢管市场需求的变化,意大利INNSE公司又开发了限动芯棒连轧管机组第四代轧机:MINI MPM机组,该机组也叫做少机架限动芯棒连轧管机组,它保留了传统的轧机组有点,还具有产量适中,节省占地面积和投资的特点,可较经济的生产各种规格且品种比较优质的无缝钢管。
1.2 穿孔区的工艺流程穿孔机是生产无缝钢管的重要的一个环节,穿孔区的工艺流程如图1-1所示图1-1图1-1中1——环形炉2——装料机3——出料机4——运输链5——剔除架台6——辊道7——穿孔机8——穿孔机后台#19——顶杆上线台架10——穿孔机后台#211——顶杆下线台架12——抗氧化站13——运输链14——剔除架台15——穿孔机前台16——推料机简述穿孔区的工艺流程为:由环形环形炉加热到1280摄氏度的管坯经出料机夹出,并且放在出料台架上,通过横移推料装置和拔料器送到链式移送机,由翻料钩将管坯送到辊道上,在辊道的端部,管坯由挡板定位。
当轧机出现故障影响正常轧制时,须将管坯剔除到台架上。
正常轧制时,经拔料器拔到缓冲接料器进入穿孔机前台的受料槽,由推料机推动管坯经入口导管送入穿孔机的孔型(轧辊,导板,顶头构成)进行穿孔。
后台#1设有七架定心辊(包括机内定心辊)和六组升降辊道,最末一组是惰辊,其余都为传动辊,而且第二组是夹送辊,用于紧急情况下抽出毛管。
定心辊先用来保证顶杆中心线与轧制中心线一致,在随后的轧制过程中为毛管导向(除机内定心辊外)。
后台#2设有顶杆小车以及小车的锁紧机构,顶杆的预旋转机构和两组升降辊道(惰辊)。
依靠锁紧机构把小车锁紧进行轧制,轧制结束后将顶杆从毛管中抽出。
顶杆的预旋转机构在管坯进入入口导管时,开始预旋转,当轧机咬钢后,停止旋转,减少管坯的旋转力矩,自动对中管坯的中心,提高毛管的质量。
当毛管前端伸出穿孔机到达第二架定心辊前时,第二架定心辊打开(小打开),到达第三架定心辊前时,第三架定心辊打开,依次类推。
当轧制结束,升降辊道升起到达支持毛管位置,小车带动顶杆快速返回并且在升降辊道的帮助下,依靠挡叉使毛管脱离顶杆。
此时,定心辊上辊大打开,由回转臂运输毛管到达抗氧化站。
从毛管中脱出的顶头和顶杆进行在线人工检查,如果发现顶头和顶杆有缺陷,应剔除到下料台架,同时,从上料台架上线一根带有顶头的顶杆。
而顶头和顶杆正常的情况下进行下一根管坯的轧制。
到达抗氧化站的毛管首先进行吹氮气,清除管内的氧化铁皮,随后喷吹硼砂(以氮气作载体)去除管内的氧化物,并且减少氧化物的形成,以及对下一步工序MPM 轧制起到润滑作用。
然后,通过运输链毛管到达下一轧制阶段的预穿线。
1.3 穿孔区的主要设备及其功能1.3.1环形炉到穿孔机的设备及功能.1、横移推料装置由液压缸驱动,电磁阀3DS P 控制,用于横向推动放在台架上的管坯,并且拔正,然后靠在链式运输机的拔料器上。
2、拔料装置由液压缸驱动,比例阀3DS P 控制,实现快慢速度向前和向后运动,用于将管坯翻至链式移送机的入口处鞍座上。
3、链式移送机由一台电机驱动,通过链子上的两个鞍座将管坯运输到翻料钩。
如图1-2所示其中 主电机的功率110KW ,转速1000PRM ,减速比12251,7412ττ==,链式直径695.46p mm φ=。