聚酯装置缩聚系统平稳运行分析
聚酯装置投料试车及运行总结

聚酯装置投料试车及运行总结我跟你说啊,这聚酯装置投料试车啊,就像是一场大戏,我就在这戏里头,那感觉,真是五味杂陈。
刚到那装置跟前儿,好家伙,那设备一排排的,跟巨人似的杵在那儿。
那铁家伙,泛着冷冷的光,瞅着就怪严肃的。
我身边那些技术人员呢,一个个眼睛瞪得跟铜铃似的,紧张兮兮的,脸上的表情就像是要上战场似的。
我当时就想,这事儿肯定不简单。
开始投料试车的时候,那气氛紧张得能拧出水来。
我站在那儿,手心里全是汗,心都提到嗓子眼儿了。
旁边的老张,那眉头皱得能夹死苍蝇,还一个劲儿地嘟囔:“这可千万不能出岔子啊。
”我也跟着应和:“是啊,老张,这要是出点儿啥问题,咱可都得吃不了兜着走。
”不过呢,这刚开始也还算顺利。
那物料就像听话的小娃娃似的,顺着管道就往前走。
我瞅着这情况,心里稍微松了口气,脸上也露出了点儿笑模样。
可谁知道呢,没一会儿,就出状况了。
有个仪表突然就开始乱跳,跟抽风了似的。
这一下,大家刚放下的心又悬起来了。
小李当时就急了,脸涨得通红,大声喊着:“这咋回事儿啊?”我也慌得不行,在那儿来回踱步,脑袋里就像一团乱麻。
这时候啊,技术大拿老王过来了。
这老王,平时看着就很沉稳,戴着个眼镜,镜片后面的眼睛透着股子精明劲儿。
他不慌不忙地凑到仪表跟前儿,看了看,又捣鼓了几下,然后直起腰来说:“别急,是线路有点小问题。
”说完就开始动手修。
我在旁边看着,那手啊,就盼着他快点儿弄好。
那感觉就像等着医生救病人似的,心焦得很。
等老王把问题解决了,整个装置又开始正常运行起来。
那物料流动的声音,在我耳朵里就像美妙的音乐一样。
我高兴得直拍大腿,对老王说:“老王啊,你可真是救星啊。
”老王笑着摆摆手:“这算啥,小问题。
”在这之后啊,虽然也有一些小波折,但总体上还是顺利的。
运行的时候,我就天天守在那儿,盯着那些设备,就像盯着自己的宝贝似的。
有时候晚上也不回去,就睡在旁边的小屋子里。
那小屋子啊,又窄又小,还一股子机油味儿,可我也顾不上这些了。
聚酯装置气相热媒系统加热稳定性的改进措施及效果
0. 628 3
0. 627 9
0. 629 3
0. 629 1
0. 627 9
0. 629 2
0. 631 8
气动阀,通过气动阀将脱气包温度控制在设定温
热媒储罐中。 原设计脱气包温度在 260 ~ 285 ℃
熔体特性黏数 / ( dL·g -1 )
0. 631 8
波动,改为全自动控制后可将脱气包温度稳定控
性的现状,分析了其原因,并对气相热媒系统实施了技术改造。 结果表明:气相热媒蒸发器每 12 h 需充油 1
次、脱气 2 ~ 3 次,改进前充油和脱气操作均采用手动控制,造成热媒蒸发器温度波动较大,气相热媒系统的
加热稳定性不 高; 通过将手动 控制充油和脱气操作改为全自 动控制、 提高 气相热媒储罐温度并控 制在
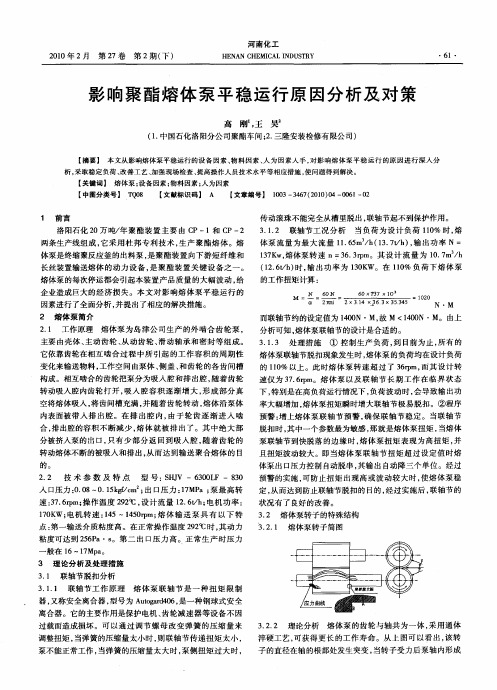
图 2 联苯蒸发器全自动控制装置示意
Fig. 2 Schematic diagram of fully automatic control device for biphenyl evaporator
1—联苯蒸发器;2—反应釜;3—脱气包;4—联苯储罐;5—充油泵;6—联苯蒸发器液位计;7—充油气动阀;8—充油流量计;9—充油
200 ℃ 、稳定联苯蒸发器液位并控制在 66%、稳定脱气包温度并控制在 285 ℃ 、将低沸物彻底脱离出气相热
媒系统,气相热媒系统的加热稳定性得到明显改善;气相热媒系统改进后,热媒温度的波动幅度从改进前的
±1 ℃ 降至±0. 5 ℃ ,反应釜温度的波动幅度从改进前的±0. 6 ℃ 降至±0. 3 ℃ ,聚酯熔体特性黏数的波动幅度
操作时充入的联苯( 温度为 50 ~ 100 ℃ ) 与正常生
产中的气相热媒( 根据生产工艺需要设定温度为
聚酯缩聚的工艺综述

聚酯缩聚的工艺综述田万学 201013020308摘要:PTA法合成聚酯过程包括酯化和缩聚两个阶段,每个阶段根据反应程度的不同,可以采用1~3个反应器;根据反应器数量的不同,可以将合成工艺分为三釜流程和五釜流程。
杜邦技术采用三釜流程, 即酯化釜、预缩聚釜和终缩聚釜。
关键词:PET;反应器;杜邦三釜流程;缩聚引言酯化反应,最终产物PET是经过原料TPA与EG的酯化和缩聚反应生成的。
第一步是酯化,TPA和EG生成聚合单体对苯二甲酸乙二醇酯(BHET)。
在实际操作中,产物则是单体,二聚体,三聚体等的混合低聚物。
水是酯化反应的副产物,被分离出系统。
缩聚反应,低聚物的混合物随后在加热和催化剂的作用下,相互间进行缩合聚合,形成长链聚合物PET,同时生成副产物EG。
低聚物熔体的粘度随着聚合反应的进行不断升高。
缩聚反应也是可逆反应,故反应在特别设计的具有很大表面积的真空釜进行,以便于生成的EG能逸出,使聚合反应顺利进行。
年产量10万吨产量设计计算过程合作计算过程与陆瑶一起计算。
BHET密度:1680Kg/m3相对摩尔质量:254mol/gC A,0=1680/254=6.6kmol/m3X0=0 X1=0.5(预缩聚反应程度)X2=0.9 (终缩聚反应程度) k A=5.067m3/(kmol*h)(反应平衡常数反应速率:r A(X1)=k A C A,02(1-X1)2=5.067*6.62*(1-0.5)2=55.18kmol/(m3*h) r A(X2)=k A C A,02(1-X2)2=5.067*6.62*(1-0.90)2=2.2kmol/(m3*h)停留时间:τ1=C A,0(X1-X0)/r A(X1)=6.6*0.45/55.18=0.06hτ2=C A,0(X2-X1)/r A(X2)=6.6*0.4/2.2=1.2h总的反应时间:τ1+τ2=1.2+0.06=1.26h产物质量速率:m=100000*103/(330*24)=12626kg/h设PET M=20000 n=m/M=12626*103/20000=631.6mol/h设反应比例为n BHET:n PET=1:1 n BHET=631.6mol/hm BHET=M*n=631.6*254=160426.4kg/hV0=m/ρ=160426.4/1680=95.49m3/hV R1=V0*τ1=95.49*0.06=5.7m3 Φ1=0.7(预缩聚装料系数)V R2=V0*τ2=95.49*1.2=114m3 Φ2=1(终缩聚装料系数)V1=V R1/Φ1=8.14m3V2=V R2/Φ2=114m3第二反应釜的半径为3m.1.1缩聚反应器低聚物的混合物随后在加热和催化剂的作用下,相互间进行缩合聚合,形成长链聚合物PET,同时生成副产物EG。
聚酯装置生产过程危险性分析
聚酯装置生产过程危险性分析1 装置概况1.1 概述聚酯装置是洛阳石油化工总厂的主要生产装置之一。
该装置采用美国杜邦(DUPONT)连续缩聚聚酯生产专利技术,美国康泰斯(CHEMTEX)公司为工程承包商。
1997年1月30日由中国石油化工总公司国际事业部与美国康泰斯公司签定《洛阳石油化工总厂化纤工程年产20万吨聚酯装置成套设备和技术合同》。
装置由两套聚合生产线和辅助系统组成,由美国康泰斯公司负责基础设计,中国纺织工业设计院承担初步设计和详细设计。
合同于1997年5月生效,1998年2月动工,1999年12月单机试运行,2000年5月投产。
项目占地69000平方米,总投资97565万元(其中外汇4929.3万元)人民币,建筑面积28352平方米。
装置的设计生产能力为20万吨/年,日产熔体606吨。
全年开工330天,即7920小时。
装置设计有两条连续酯化缩聚生产线,每条生产线的设计能力为日产熔体303吨。
生产纤维级聚酯切片时,生产弹性可在50~100%范围内调整。
1.2 装置工艺概况1.2.1工艺流程简述原料PTA经大料仓,用压缩氮气分别送至两个PTA日料仓,用于两条生产线。
日料仓的PTA与EG经计量(EG/PTA的摩尔比2:1)后进入浆料混合槽中混合成浆料。
经浆料泵送至浆料供给槽,密度合格的浆料再经过泵送至浆料注入喷嘴进入酯化反应器,进行酯化反应。
在酯化反应器中,PTA浆料从热交换器底部自下而上通过列管加热(反应温度295℃、压力0.1MPa)后,物料上升至热交换器顶部溢流至蒸汽分离器,完成酯化反应。
总反应时间90分钟,酯化率92%。
蒸汽分离器中的液态酯化料在热虹吸作用下进行循环,一部分齐聚物经齿轮泵、冷却器,温度降至275℃左右送至预缩聚釜反应。
循环抽出比为100:1。
在送往预缩聚釜的齐聚物管线上,催化剂、稳定剂等通过装在管线上的喷嘴进入齐聚物中。
酯化料在进入预缩聚釜前,需加入一定量的EG作为动力气。
影响聚酯熔体泵平稳运行原因分析及对策
空将 熔体吸人 , 将齿 间槽 充满 , 随着 齿轮转 动 , 体沿泵 体 并 熔
内表面被带 入排 出腔。在 排 出腔 内 , 由于轮 齿逐 渐 进 入 啮
率大幅增加 , 熔体泵扭矩 瞬时增 大联轴节极 易脱扣。②程序 预警 : 增上熔体 泵联 轴节预 警 , 确保联 轴节稳 定 。当联 轴节 脱 扣时 , 中一个参数最 为敏感 , 其 那就是熔 体泵扭矩 , 当熔体 泵 联轴节到快脱落 的边缘 时 , 体泵 扭矩表 现为 高扭矩 , 熔 并 且 扭矩波动较大。即 当熔 体泵 联 轴节 扭矩超 过设 定值 时熔 体泵 出口压力控 制 自动脱 串 , 其输 出 自动降三个 单位。经过
洛 阳石化 2 吨/ 聚酯装 置 主要 由 C 0万 年 P一1和 C P一2
两条生产线组成 , 采用 杜邦专 利技 术 , 它 生产 聚酯熔 体 。熔
体泵是终缩聚反应釜的 出料泵 , 是聚酯装 置 向下游 短纤维和
长丝装置输送熔体 的动力 设备 , 聚酯 装置关 键设 备之 一 。 是
河 南化 工
21 0 0年 2月
第2 7卷
第 2期 ( 下)
HENAN CHEMI CAL I NDU
Y
・61 ・
影 响聚 酯 熔 体 泵 平 稳运 行 原 因分 析 及 对 策
高 刚 王 , 吴 (. 1 中国石化洛 阳分公 司聚酯车 间;. 2 三隆安装检修有限公司)
构成 。相互啮合的齿轮把泵分为 吸人腔和排 出腔 , 随着齿 轮
转动吸入腔 内齿轮 打开 , 吸人 腔容 积逐 渐增 大 , 形成 部分 真
速仅为 3 . rm。熔 体 泵 以及联 轴节 长期 工作 在 临界 状态 7 6p
下, 特别是在 高负荷运行情 况下 , 负荷 波动时 , 导致输 出功 会
聚酯生产过程中真空系统运行稳定性探讨

聚酯生产过程中真空系统运行稳定性探讨摘要:近年来,在PET产能过剩、利润微薄的背景下,以提高装置的稳定,保证熔体的质量和纺丝的优等率,提高产品的竞争力已经成为行业的共识。
尤其是如何确保聚酯装置真空系统的稳定,保障装置的运行稳定已经成为研究的热点。
在聚酯生产过程中,缩聚阶段对系统内真空要求极高,特别在终缩聚阶段需要约绝压1.5~4mm/Hg的真空条件,保证链增长反应达到所需的聚合度。
缩聚反应生成的乙二醇蒸汽会夹带低分子聚合物,这些低聚物在喷淋冷凝器内冷却析出后沉积在真空系统的管壁上,不仅增加管线堵塞的风险,影响真空系统的抽气能力,而且降低了装置抵抗风险的能力,对聚酯质量的稳定存在极大的隐患。
在聚酯突发的降等事故当中,因真空系统引起的比例越来越高,成为当前亟待解决的难题,因此,探讨真空系统波动的影响因素,总结过往经验教训,从而得出有效解决方法。
目前对真空系统稳定性的研究大多是针对吉玛工艺,本文将对杜邦工艺真空系统的稳定运行展开探讨。
关键词:聚酯生产过程;真空系统运行;稳定性1真空系统分析1.1降液管道堵塞杜邦工艺的立式冷凝器相比于吉玛工艺的刮板冷凝器,不同点在于后者设有卧式连续运转的刮板,可将凝结在器壁上的聚合物连续不断的刮下并搅碎,因此降液管堵塞发生的概率极低。
而杜邦立式冷凝器,顶部探针用于清除冷凝器顶部气相管壁上的结垢,不能将大块聚合物彻底粉碎破坏,大的残渣刮落后会卡在底部管口处,易造成降液管道堵塞。
堵塞后的现象一般有以下几种:1)热井液位控制调节阀开度变小;2)立式冷凝器底部视镜被淹没;3)液环真空泵进口压力显著减小;4)系统内的真空度下降。
但也有优点,相比于吉玛工艺来说,杜邦工艺真空系统中的循环乙二醇更干净,颗粒状碎渣也越少,利于乙二醇循环系统过滤。
极少出现真空喷淋流量断流的情况。
1.2真空管道结垢经过喷淋冷凝后的乙二醇内含有大量粉末状碎渣,这些低聚物在冷却析出后,具有一定的吸附能力,小颗粒及粉末状碎渣会加速结垢的成长,长时间的积累造成管线的结垢和堵塞。
EMS150t_d连续聚酯装置运行综述
EG / kg t338 345 337. 0 336. 9 336. 5
1
催化剂 / kg t0. 5 0. 5 0. 4 0. 297 0. 297
1
消光剂 / kg t- 1 4. 15 4. 1 3. 2 3. 0 3. 0
电 / kW h t - 1 90. 1 112 90. 0 88. 3 87. 6
1 该装置的工艺特点
( 1) 采用 5 釜 流 程, 有 较 大的 操 作 弹 性。 在 60 % ~ 115 % 负荷下运行平稳, 产品质量好。物料 在装置中的总停留时间一定程度上反应了装置的设 计裕量和操作弹性, 根据有关装置的经验数据, 5 釜 流程在保证反应釜有足够的气 相分离空间的 前提 下, 物料在反应釜中的停留时间一般控制在 8 h 左 右, 该装置在负荷达到 120 % 时, 物料在反应釜中的 停留时间仍能达到此要求且反应釜液位适中, 特别 是酯化停留时间有较大富裕 ( 在 4 5 h 以上 ) ; 说明 该装置增容尚有较大余地。
第 13 卷第 3 期 2000 年 9 月
文章编号 : 1008 8261( 2000) 03 0013 04
聚 酯 工 业 Po l ye st e r I ndust r y
Vol. 13, No. 3 Sep. 2000
EMS150 t/ d 连续聚酯装置运行综述
汪学锋
( 湖北昌丰化纤工业有限公司 , 湖北 宜昌 443001)
1
负荷 / t d- 1 156 104 253. 2 265. 2 275. 2 279. 8 283. 8 140 40 5. 5 0. 55 172. 8 115 255 265. 6 275. 3 280. 3 284. 2 140 40 5. 3 0. 52
国产化聚酯装置的现状和展望
国产化聚酯装置的现状和展望【作者:郭兴永】我国聚酯工业的现状我国聚酯工业发展简况:最早的世界聚酯是由杜邦公司于1928年用脂肪族二酸与脂肪族二醇合成的,但因其熔点低(~65 `}C )、易水解、不耐碱而无实用价值。
1941年英国的温菲尔德(whinfield )选用对苯二甲酸(PTA)与乙二醇(EG)合成聚对苯二甲酸乙二酯,制成具有实用价值的聚酯,自此以后,聚酯工业逐渐发展起来。
我国聚酯起步较晚,70年代初,金山、辽化和天化从国外成套引进了DMT生产工艺路线的聚酯生产装置。
上世纪70年代中国内地开始在上海、辽宁、天津等地建设大型连续化聚酯生产装置。
1985年,仪征化纤一期工程正式投产,标志着内地聚酯工业开始快速发展。
到1990年,中国内地聚酯年产能力达到115万吨,占世界总产能的9%,居世界第四位。
90年代前后,国家又相继批准引进十余套聚酯装置。
但由于引进的先进连续缩聚技术和设备价格高昂,投资成本太大,1998年以前受资金、原料制约,中国内地聚酯产能和产量增速缓慢。
1998年,中国内地聚酯年产能力为275万吨,排在美国、韩国及中国台湾省之后,位居世界第四位。
在1999年到2000年期间,聚酯业的利润高起,当时每吨聚酯切片利润高达2000元左右,在高额利益的驱使下,吸引了大量民营资本,加之国产聚酯技术的日渐成熟投资下降,使聚酯发展迅速升温。
随着市场发育逐步成熟,中国内地资源配置作用在纺织领域更加趋向明显。
内地许多民营纺织企业在生产规模扩大后,直接感受到了来自原料的制约。
为了延伸产业链,抵御市场风险,获取更大效益,这些企业想方设法上聚酯项目,致使国内东部地区在2000年前后形成一股兴建小聚酯装置(主要是间歇式聚合装置)热潮,其中江苏省局部地区几乎每个乡镇都建了聚酯厂。
到2000年底,中国内地聚酯年产能力达到568万吨,产量512万吨,一跃成为世界第一。
进入21世纪后,中国内地聚酯工业发展又有重大突破。
聚酯装置反应器剖析==================
。设置循环泵的强制循环 ”
外热式” 加热器, 可以使管内流速超过 , ) * +, 壳程采 用气相热媒, 所以它的总传热系数会高于盘管加热 器。 ” 外热式” 反应器的功率消耗很小, 因为它无需 设置搅拌装置和盘管热媒输送泵。而一个 -&& . * / 设内盘管的搅拌槽反应器, 上述两项的电机功率超 过 ,$& 01。 ! ’ " 第二酯化反应器 槽式反应器和” 外热式” 反应器的物料流型都属 于” 全混釜” ,其特点是物料间停留时间的差异大, 且反应速率较低。采取串联全混釜方式可以克服上 述弊端。多在第二酯化反应器结构上作文章, 使得 一个反应器在流型上成为若干全混釜的串联。 其中一种型式是在搅拌槽中设置套筒, 物料流 经套筒上的缝隙, 依次通过外室、 内室。物料进入外 室, 反应压力降低, 平衡酯化率提高, 反应推动力增 大。进入内室, 受盘管加热使物料温度提高, 且消光 剂加入内室增大物质的量的比, 反应速率增加。它 的酯化段, 包括第一酯化反应器, 在流型上成为 2 个 全混釜的串联。 万方数据 另外一种型式是卧式搅拌槽, 用隔板分成若干
聚酯装置反应器剖析
黄志恭
(中国纺织工业设计院, 北京 %""")&)
摘要: 从工艺对设备要求、 不同的反应器结构型式、 反应器个数、 热媒加热方式、 国内的设计和制造加工能力等方面分别对酯 化反应器、 缩聚反应器作剖析, 并在此基础上对反应器的配置作推荐。 关键词: 反应器; 酯化; 缩聚 *+,; 中图分类号: ,-)!) . ’%;,-)’" . /)( 文献标识码: 0 文章编号: (!"")) %""1#1!/% "!#"""%#"(
三份聚酯产业链运行报告
三份聚酯产业链运行报告聚酯产业是指以聚酯作为主要原料进行生产加工的一系列产业活动。
聚酯是一种合成纤维,广泛应用于纺织、化纤、塑料等领域。
下面是对聚酯产业链运行情况的三份报告。
一、纺织行业聚酯作为一种合成纤维,被广泛用于纺织业。
在聚酯产业链中,纺织行业是主要的下游行业之一、根据市场调研数据,近年来随着消费升级和人们对生活品质的要求提高,纺织品市场的需求稳步增长。
聚酯纤维的优点是价格低廉、易于加工,同时具有耐磨、抗皱、不易变形等特性,深受消费者的喜爱。
纺织企业对聚酯纤维的需求量也在增加,聚酯产业链运行良好。
二、化纤行业聚酯是化纤行业的主要原料之一,具有良好的抗酸碱、抗温度变化的特性,因此广泛应用于纺织、塑料、包装等领域。
在聚酯产业链中,化纤行业是上游行业,对化纤行业运行状况的观察可以直接反映聚酯产业链的发展情况。
根据市场调研数据显示,化纤行业近年来快速发展,需求量持续增加。
聚酯作为化纤行业的主要原料,其需求量也相应增长。
化纤行业的稳定发展促进了聚酯产业链的运行。
三、塑料行业聚酯也是塑料行业的重要原料之一,广泛应用于塑料制品的生产加工。
聚酯制品具有耐热、耐化学品腐蚀、强度高等特点,被广泛应用于食品包装、建筑材料、电子产品等领域。
塑料行业对聚酯的需求量持续增长,对聚酯市场的需求推动了整个产业链的运行。
同时,随着环保意识的增强,聚酯塑料的绿色环保特性也受到消费者的青睐,对塑料行业产生积极影响。
综上所述,聚酯产业链运行良好。
纺织、化纤和塑料等行业对聚酯的需求持续增加,推动了整个产业链的发展。
同时,随着社会对环保要求的提高,聚酯绿色环保特性也受到消费者的青睐,为聚酯产业链提供了新的机遇和发展空间。
然而,需要注意的是,在产业链运行中也存在一些问题,如原材料价格波动、产品质量监管等,需要相关企业和政府部门加强合作,共同推动聚酯产业链的健康发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚酯装置缩聚系统平稳运行分析张涛【摘要】通过对钟纺聚酯缩聚系统构造进行分析,并结合生产中遇到的问题,分别从生产操作、设备管理、工艺调整等方面进行研究和探讨,对影响缩聚系统平稳运行的因素进行分析,找到控制和预防终缩聚釜波动的关键措施,并通过平稳操作、工艺优化、技术改造等具体措施,实现装置长周期平稳运行.【期刊名称】《广州化工》【年(卷),期】2013(041)003【总页数】3页(P114-116)【关键词】聚酯;缩聚系统;堵塞【作者】张涛【作者单位】洛阳实华合纤有限责任公司,河南洛阳471012【正文语种】中文【中图分类】TQ323.4洛阳实华合纤公司聚酯装置采用的是日本钟纺五釜聚合工艺,以精对苯二甲酸(PTA)和乙二醇(EG)为原料,乙二醇锑为催化剂,TiO2为消光剂,采用直接酯化、连续缩聚工艺,设计生产能力为日产500吨聚酯熔体 (供熔体直接纺丝)及切片[1]。
自2005年9月22日投产以来,经多次技术改造,生产运行保持平稳,产品质量控制稳定。
本文针对聚酯装置开工几年以来缩聚系统出现过的异常情况进行分析,并提出改进措施。
1 工艺简介缩聚系统主要是将酯化生成的小分子单体以链的形式聚合在一起,经过第一、第二缩聚和终缩聚反应,生成聚酯熔体,对反应过程中产生的副产物 (主要是乙二醇蒸汽)利用真空系统通过汽相管线抽出,经喷淋冷却后重新回用[2]。
1.1 缩聚系统的化学反应方程式1.2 缩聚系统的主要工艺流程物料在缩聚反应釜内进行聚合反应,反应生成的副产物EG蒸汽和低分子汽相物质通过反应釜顶部的汽相管线被抽入刮板冷凝器,在刮板冷凝器内液态EG对汽相物进行喷淋,使大部分汽相物冷凝,凝液收集在液封槽内,汽相物中的低分子齐聚物在刮板冷凝器内凝结固化,系统产生的多余EG由泵打走,如图1所示。
同时通过对系统清渣、补加新鲜EG对系统EG进行置换,使系统保持清洁。
对喷淋后产生的不凝气体利用EG蒸汽喷射泵和液环泵抽真空,使系统达到所需的工艺条件来进行反应[3]。
图1 缩聚系统工艺流程图Fig.1 Flow chart of polycondensation system2 影响缩聚系统稳定运行的因素及改进措施随着设备的长周期运行和负荷的增大,缩聚系统发生波动频率增加,液位、电流及黏度波动较大,对产品质量造成一定的影响。
对其产生原因进行分析,基本表现在以下几个方面:终缩聚反应釜液位计失真、在线黏度仪失真,真空系统引压管线堵塞、液刮板冷凝器及大气腿堵塞、乙二醇喷淋系统管线堵塞、环泵入口单向阀堵塞、流量计堵塞。
2.1 在线黏度仪失真。
原因分析:在线黏度仪安装在熔体过滤器后面的熔体管线上,可以直观地显示出当时的黏度情况及变化趋势,对控制出黏度均匀的产品有很好的作用[4]。
在实际生产过程中,由于在线黏度仪有时会受到温度、电子信号干扰、前后压力波动、机械故障等诸多因素的影响,造成在线黏度仪显示黏度上下波动。
这就给操作人员分析带来了困难,无法判断出黏度是否正常,从而造成工艺操作的波动。
改进措施:由于在线黏度仪受温度的影响比较大,在尽量保证温度稳定的情况下,可以根据在线黏度和终缩聚搅拌电流、熔体泵电流和管道压力三者成正比例关系,手动平衡控制。
2.2 终缩聚反应釜液位计失真钟纺聚酯装置终缩聚反应釜使用的是钴60射线液位计,由射源、检测器、变送器3部分组成,射源位于反应釜底部,由于受介质温度、粘度、结晶、腐蚀、毒性、状态等因素影响较小,被广泛使用。
但一旦发生问题,必须装置停工后由专业人员进行维修,对生产影响较大。
为此,我们根据日常操作经验,摸索出了在液位计失真情况下的操作方法,即将液位控制阀放在手动位置,结合搅拌电流和真空度曲线图进行手动控制,以保持黏度稳定,取得了不错的效果。
2.3 刮板冷凝器、大气腿堵塞。
在工艺控制过程中,真空系统的大幅波动 (如停水、系统喷淋停、刮板搅拌停等),真空度要求过高、真空系统循环EG过脏等,都有可能造成刮板或大气腿堵塞[5]。
第一预缩聚14-R01内的物料聚合度低,分子量小,汽相物质和低聚物凝结后为粉末状,因此在真空出现波动时,14-R01内的物料最容易通过汽相管线被抽入刮板,造成大量物料在刮板内堵塞,情况严重时可能会将刮板内部堵死,造成系统失真空,最终会造成装置停工。
14-R01内的物料处于沸腾状态,两个液位计在开工投用时就有很大偏差,液位控制一直处于手动状态,造成了出现堵塞的隐患。
另外汽相物质在刮板、大气腿内大量凝结积存后也会造成堵塞。
第二预缩聚15-R01和终缩聚17-R01内物料已具有一定的聚合度,物料粘度较高,在真空波动时釜内物料一般不会被抽入刮板。
15-R01、17-R01的汽相物质凝结后为絮状和较大的块状,它们出现堵塞一般是汽相物质在刮板、大气腿内大量凝结积存后造成的。
改进措施:针对14-R01真空系统,可以通过优化工艺参来数减少或避免由于真空波动造成的堵塞,液位计不准可以利用其它工艺参数对比调整,适当降低14-R01液位,提高反应压力,由此造成的反应条件减弱可以通过后续反应来弥补。
同时对真空的控制通过限制阀位或手动控制等措施,避免在反应条件发生突变时反应压力大幅降低。
针对各缩聚系统存在的共性问题,在日常操作中,通过补加新鲜EG对EG循环系统进行置换,同时对液封槽定期进行排渣,可以使EG循环系统保持干净。
如果系统堵塞比较严重,无法清堵时,就可能造成停工,针对这种情况,可以对大气腿部分流程进行改进,即在大气腿底部增加氮气线,发生异常时进行炸大气腿操作。
虽然此操作会造成系统破真空,对中间产品的质量造成影响,但可以通过后续反应弥补,更重要的是可以避免系统堵死造成停工。
图2是真空系统改进后的流程。
图2 缩聚真空系统工艺流程图Fig.2 Flow chart of vacuum system2.4 乙二醇系统管线堵塞每一个缩聚系统收集的EG都含有其他杂质和低分子物质,在长时间的循环过程中,这些杂质和低分子物质会沉积在系统管线的管壁上,对于管径为DN25的管线,时间长后会造成管线堵塞。
容易造成堵塞的地方一是流量控制阀部分,二是在回用EG收集槽17-T03的入口处,三是在管线的弯头部分,如果管线内部焊接面不够光滑,低分子物质就很容易在此沉积。
目前17-R01的EG循环系统中,液封槽至17-T03部分流程的管线已经出现了堵塞现象。
改进措施:以往的经验处理方法是在装置停工时对整个系统管线进行碱洗,效果很好。
但在装置运行期间发生堵塞就很难处理,对于流量控制阀部分和17-T03入口的堵塞可以拆法兰进行疏通,但对于管线弯头部分的堵塞,无法进行疏通,在装置运行期间没有较好的处理方法。
为了保证EG能够正常打入17-T03,现增加了由EG循环泵至17-T03的临时管线,在板式换热器的EG放空管线处接皮管将EG引入17-T03,调节手阀阀位即可控制流量,暂时解决了管线堵塞问题。
在装置停工检修时对EG回流管线进行改造,可以更好的解决堵塞问题。
中纺院设计的EG回流管线管径为DN25,检修时可将管径改为DN40,对于管线弯头部分,可以将一个90°弯头改为两个45°弯头,以降低局部阻力,增加EG的流动性,并且把主管线(DN150)与液封槽液位控制管线的接头由钢管改为软连接,堵塞时可以将管线拆下,临时接皮管代替,拆下的管线进行碱洗后重新投用,就能有效地解决管线堵塞问题。
2.5 真空系统引压管线堵塞缩聚系统压力测量点的位置在反应釜顶部至刮板冷凝器之间的汽相管线上,且靠近反应釜。
汽相管线在抽出汽相物质的时候,汽相物质中的低分子物质有可能进入引压管线,造成引压管线堵塞。
在正常生产的情况下,引压线就有可能出现堵塞,当系统真空波动时,引压线更容易引起堵塞。
聚酯装置自开工以来各缩聚系统的引压线都发生过堵塞现象,引压管线堵塞后将导致系统对错误信号进行控制,使真空产生波动。
改进措施:原有的工艺流程在引压线堵塞后没有有效的处理方法,压力控制点将无法正常投用,如果堵塞后能够随时疏通而又不影响正常生产,将使工艺操作大大优化。
对此只要将引压线部分流程进行简单改进,即可实现在线疏通,目前装置已对三个引压管线的流程进行了改造,改进前后的流程如图3。
图3 引压管线改造示意图Fig.3 Pressure pipeline process skematic modification改造后可以用探针对引压线部分管线进行疏通。
首先将压力控制点打手动控制,关闭测压点前球阀,疏通时先打开第一道球阀,用EG把引压线管口部分的空气置换出来,然后插入探针,用EG沾湿的抹布堵住管线入口,再打开第二道球阀进行疏通,疏通后恢复流程,投用测压点,压力稳定后将压力控制点投自动即可。
通过改进流程,有效解决了引压线堵塞问题。
2.6 液环泵入口单向阀堵塞缩聚系统共有两台液环泵,在装置运行过程中,14-R01系统液环泵14-P03入口管线部分发生过堵塞现象,15-R01和17-R01系统共用的液环泵17-P07入口管线没有发生过堵塞。
造成14-P03入口堵塞的原因主要有:一是进入14-P03的气体内杂质相对较多,15-R01和17-R01产生的汽相物质经过刮板喷淋和EG蒸汽喷射泵后进入液环泵,气体经过两次喷淋后比较干净,14-R01产生的汽相物质经过刮板喷淋后直接进入液环泵。
二是如果系统循环EG脏,喷淋效果不好,较多低分子物质没有被液态EG捕集冷凝而直接吸入管线。
三是14-R01液位计不准,可能液位过高使物料容易被吸入管线。
由于液环泵入口处安装有单向阀,使气流的流动产生了阻力,小分子物质很容易在单向阀入口处聚集,引起堵塞。
堵塞后液环泵的抽真空能力逐渐降低,最终无法抽真空,需要切泵拆阀清堵。
改进措施:针对以上原因,可以使14-E01喷淋EG保持一定的新鲜EG置换量,保证14-E01喷淋EG干净,加大喷淋量,尽可能多的捕集汽相中的夹带物,同时降低14-R01液位,减弱其反应条件。
为了避免堵塞的出现,可以用新鲜EG在单向阀入口处给予一定的冲洗量,即可使单向阀入口部分管线保持清洁,无需再频繁切泵清堵。
2.7 流量计堵塞流量计堵塞也是缩聚系统经常出现的问题。
由于EG内含有杂质,使用任何形式的流量计都会出现堵塞,流量计堵塞后一般指示流量正常而实际流量偏低,或指针卡死流量指示无变化。
在流量计突然堵死的情况下往往对工艺的影响非常大,如EG 蒸汽喷射泵的第三级喷淋EG流量计发生过突然卡死现象,现场指示流量正常而实际流量已为零,使系统很快就失真空。
改进措施:对于流量计的堵塞,在处理上很简单,最关键的就是能够及早发现,通过其它工艺参数的变化,如温度的持续升高、阀位的持续下降等,正确判断出流量计已经堵塞或即将卡死,提前处理,就能避免对工艺控制和产品质量造成的影响。